
На чтение 9 мин. Просмотров 4 Опубликовано 27 апреля, 2023
Содержание
- Настройка параметров барфидера DH-65 с пультом TP04.
- Подключение барфидера DH65LS2
- Тип работ: Пусконаладочные работы
- Оборудование: Барфидер DH65LS2
- Токарям ЧПУ
- Настройка барфидера FEDEK DH-65
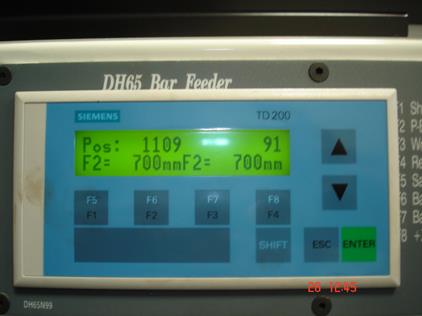
Настройка параметров барфидера DH-65 с пультом TP04.
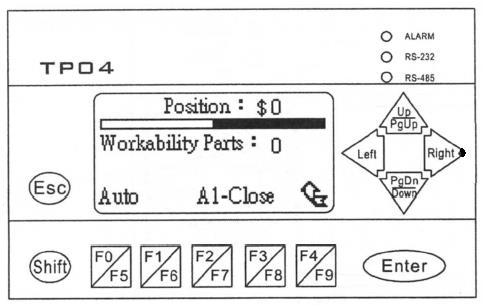
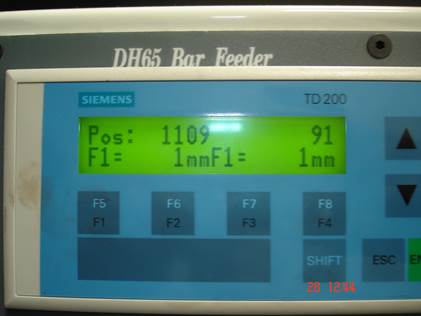
 Панель оператора. На данной панели можно настроить все необходимые параметры.
Панель оператора. На данной панели можно настроить все необходимые параметры.

Чтобы войти в нужный параметр для редактирования, используйте следующую таблицу.



| Номер Страницы | Вид настройки | Описание параметра | Клавиша для вызова редактирования параметра |
| P01 | Безопасность | Длина детали (меньше 15 мм) | FO |
| Длина детали (более 15 мм) | F1 | ||
| P02 | Защита толкателя | Отвод толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя | FO |
| P03 | Заготовка | Длина заготовки | FO |
| P04 | Толкатель | Отход толкателя | FO |
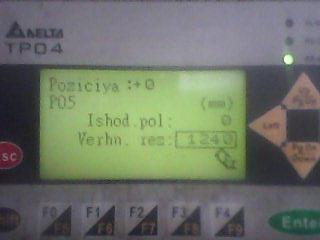
| P05 | Полный ход | Полный ход толкателя | FO |
| P06 | Конец прутка | Конечная позиция толкателя | FO |
| P07 | Остаток | Точка выхода прутка | FO |
| P08 | Начальная подача | Первоначальное выталкивание | FO |
| P09 | Установка Задержки | Сигнал старта | FO |
| P10 | Тип программы | Автоматическое возвращение | F1 |
| Стандартный тип | FO |
Подробное описание значения параметров.
P01. На этой странице задается длина детали. Влияет на подачу толкателя.
P02. На этой странице задается координата отвода толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя.
P03. На этой странице задается длина заготовки, т.е длина детали + ширина отрезного резца.
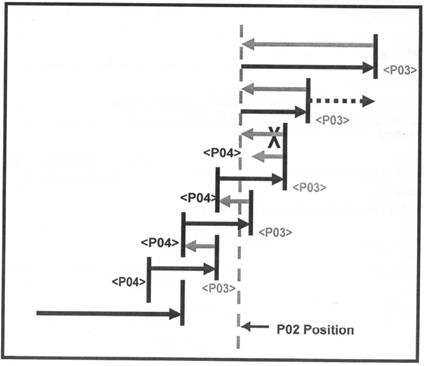
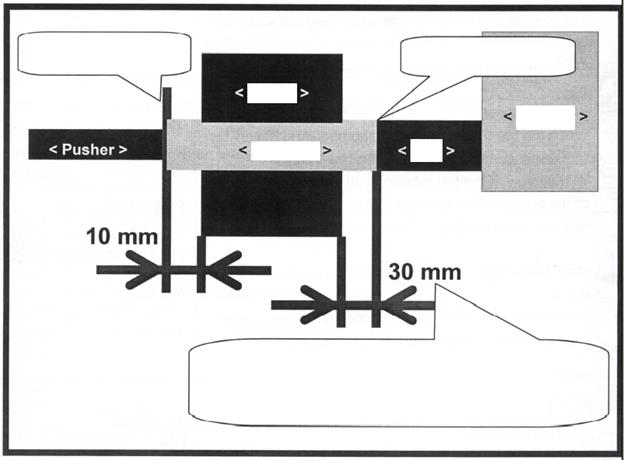
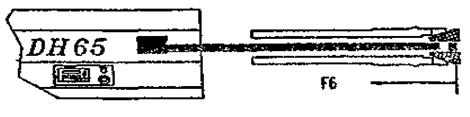
P04. На этой странице настраивается расстояние, на которое отводится толкатель, чтобы не касаться вращающегося шпинделя. Расстояние меряется от текущей координаты толкателя + длина детали. Если пересекается координата РО2, то отвод будет производиться до до ее(РО2) значения. (см. рис. ниже)
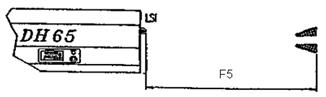 P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.
P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.

P06. На этой странице задается конечная позиция прутка, т.е. координата, по достижении которой станок понимает, что пруток закончился и его длины не хватает для нормального зажима в цанге либо кулачках. Барфидер начинает выталкивать остаток прутка из шпинделя.








P07. На этой странице выставляется конечная точка выхода прутка. Заходя за координату конечной позиции прутка (P06) барфидер начинает выталкивать остаток прутка из шпинделя до координаты P07, если остаток прутка застревает в шпинделе и не достигается координата P07, барфидер выдает ошибку.
P08. На этом экране задается координата первоначальной загрузки прутка в шпиндель, т.е. расстояние от датчика LSI(см. фото выше) до торца шпинделя.
В зависимости от модели барфидера оно может составлять 1294 (DH-65) или 1594 (DH-65L).
P09. На этом экране задается время, которое необходимо для того, чтобы толкатель успел отойти от кулачков, прежде чем они начнут зажимать пруток. Это время необходимо, чтобы не повредить толкатель.
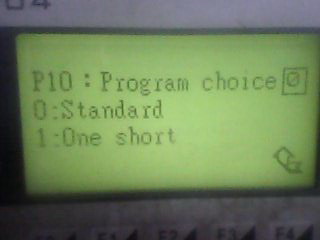
P10. Этот экран служит для выбора программы.
Если выбрать «0», то барфидер будет работать по стандартной программе, сменяя новый пруток, когда старый закончится.
Если выбрать «1», то смены прутка происходить не будет.
Дата добавления: 2015-11-06 ; просмотров: 5074 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Подключение барфидера DH65LS2
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
1. Подключение питания к Барфидеру.
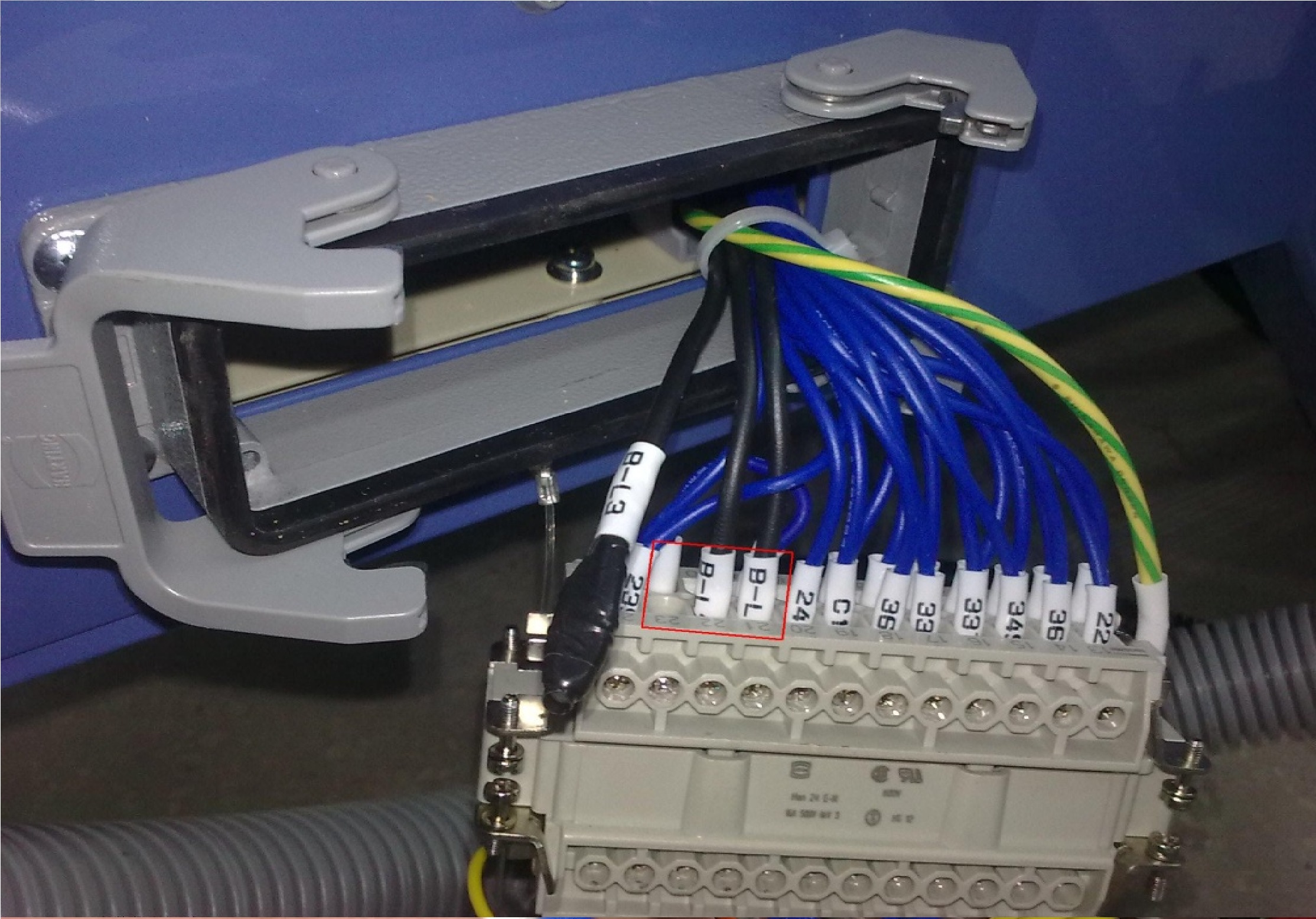
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
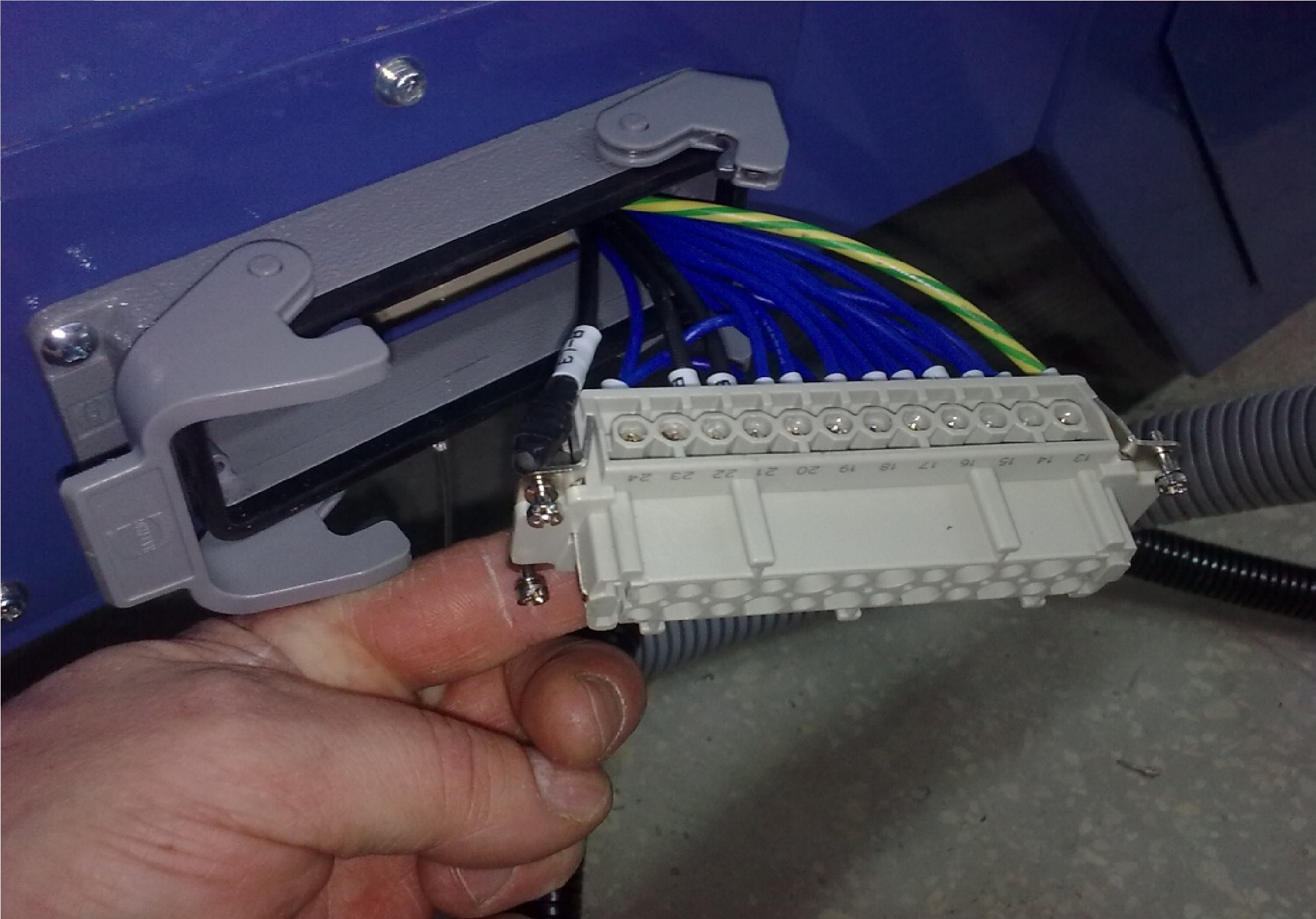

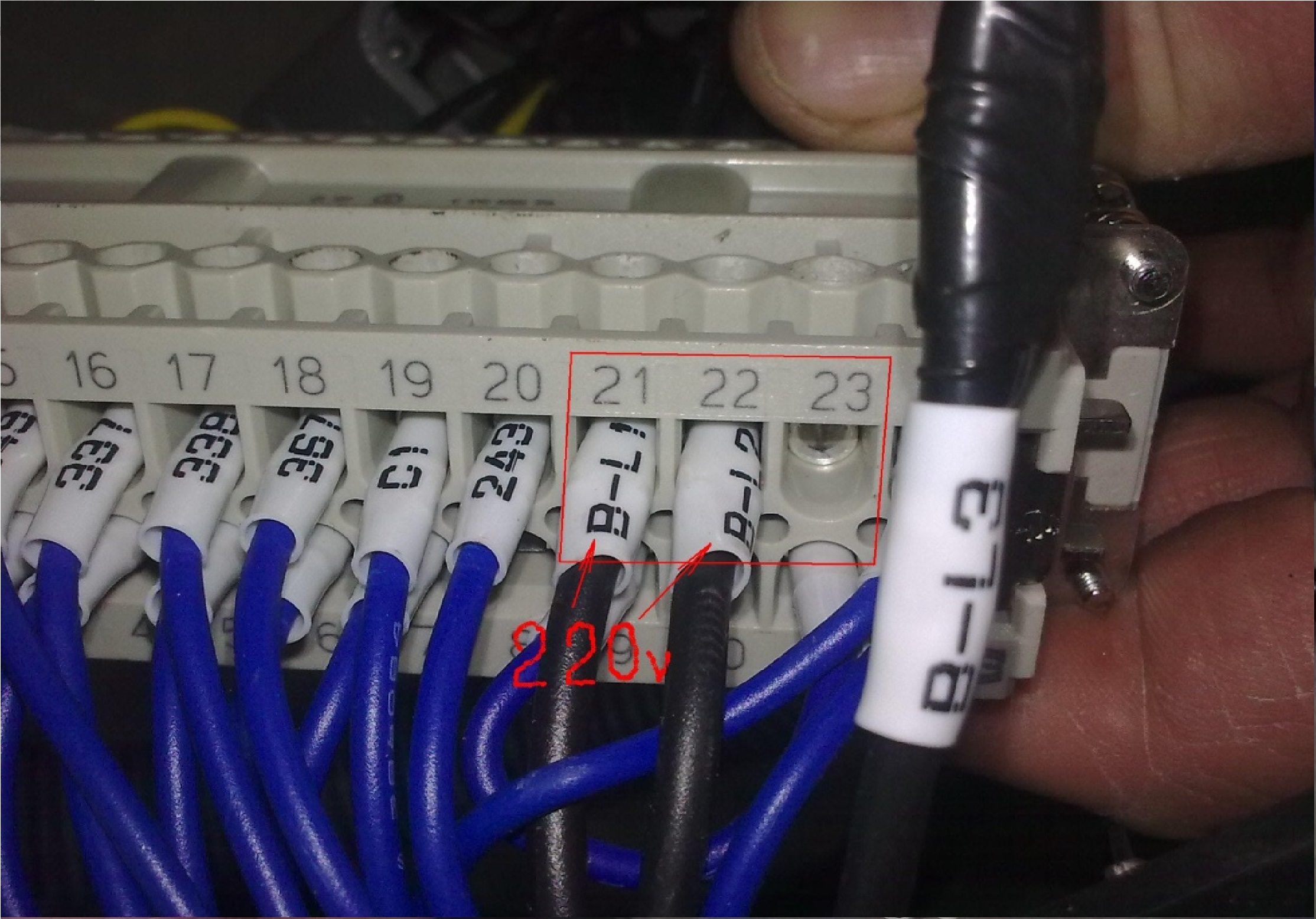
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
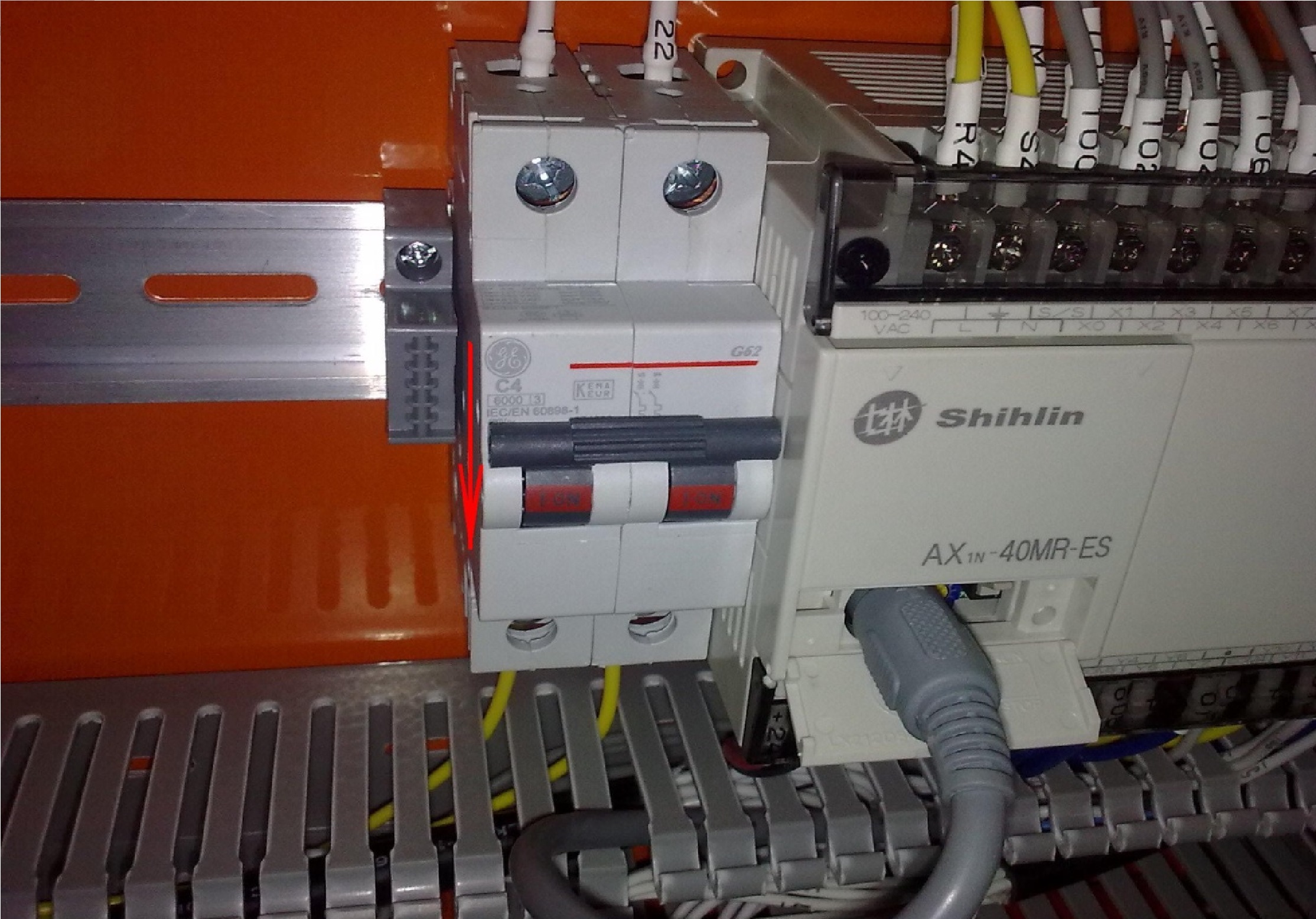
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
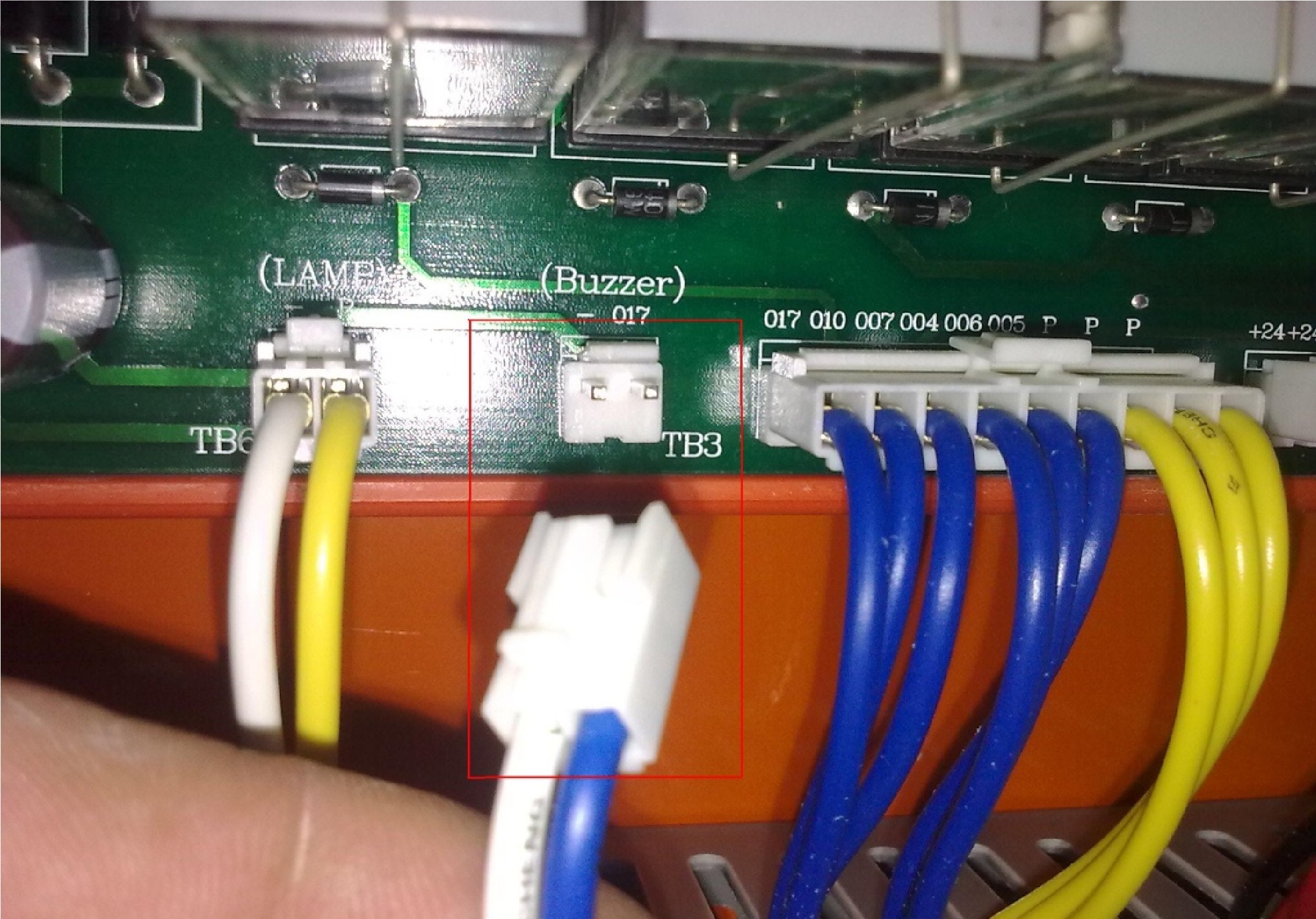
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.

Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
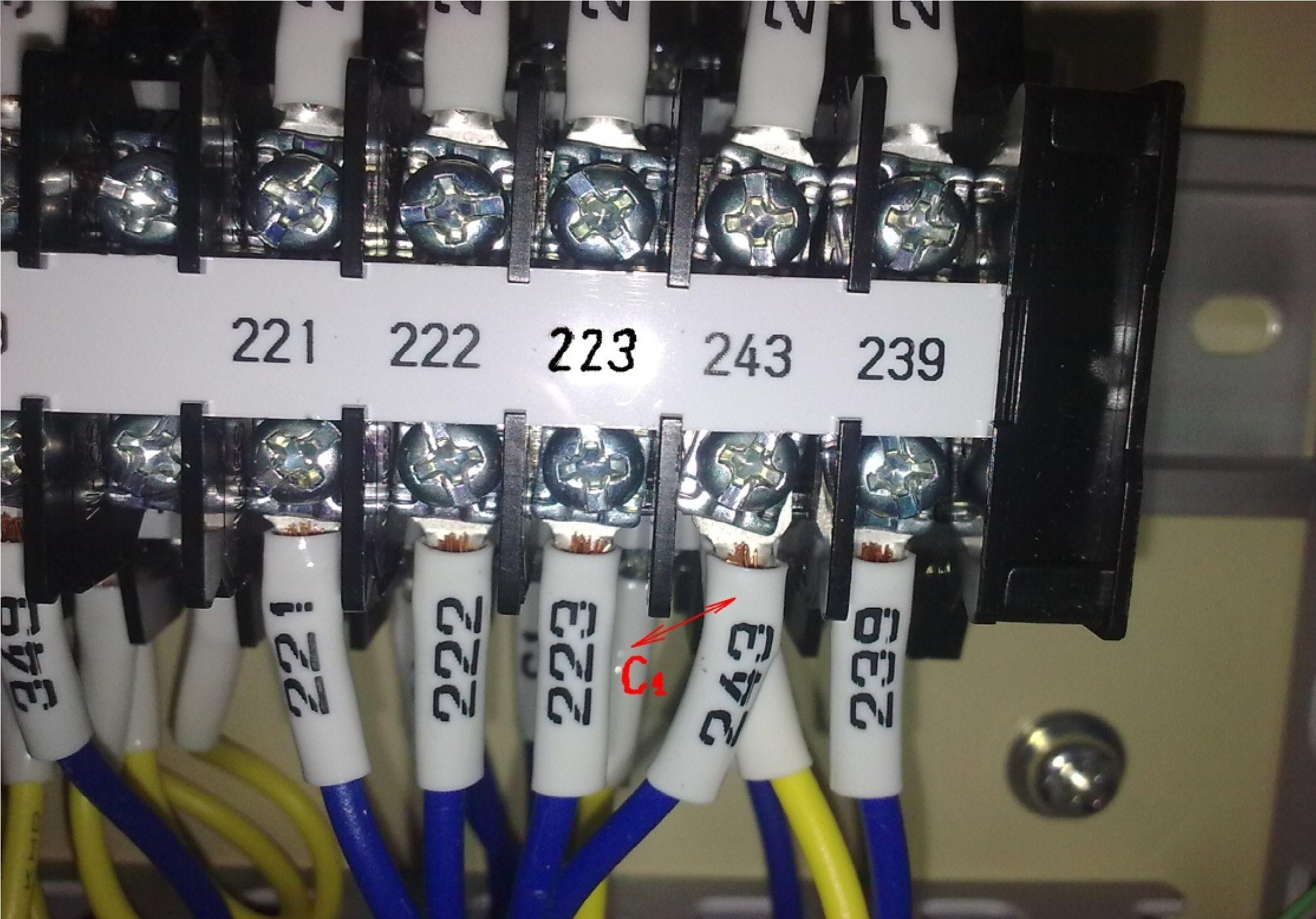
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.

3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2) В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL → YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5
Источник
Токарям ЧПУ
Как и любой наладчик я ленив. Ленивее меня только кот Чемодан, но мы не прекращаем борьбу за первое место.
Что самое интересное, из, примерно, сотни знакомых ЧПУшников этот способ филонить знают только человек 10. Я решил его описать, вдруг кто не в курсе.
Итак, дано: двухметровый пруток. Ну или метровый. Ваще пофиг. Из прутка нужно напилить херову гору, ну скажем, колечек. Или блестящих кругляшков.
Понятно, что работаем по упору. Но каждый раз выдвигать пруток руками нам лениво. Очень лениво. Мы хотим фтыкать в планшетник.
К расчётному вылету прутка прибавляем миллиметров 5-10 и дописываем операцию канавки.
Еще нам вам потребуется старый отрезной или канавочный резец, который ставим «вверх ногами», чтобы он заходил в пропиленную канавку серединой.
Это уже после того, как отрезали вожделенный блестящий кругляшок.
Подводим «барфидер» к началу детали,
M19 P0 — шпиндель зафиксирован
M14 физический тормоз шпинделя
G0 X опускаемся в канавку
G0 Z выдвигаем деталь до нужного вылета
G0 Х 50 выводим барфидер из детали
G28 X0Y0 валим в точку смены инструмента
Хотя я предпочитаю не G28, а G30 — точка смены, задаваемая в параметрах станка.
Ну а саму программу циклим:
G97 P100 L20, где Р — Nомер строки, L количество повторов (деталей)
(G4) — cтанок попадался, который не хотел работать без задержки после разжатия и после сжатия.
Moжно циклить и через IF[_] и через WHILE[_]-DO. Это уж как палец на левой ноге захочет, всё расписано в моих уроках.
Почему используется G0? Потому что G1 при открытых кулачках не работает (работает, но это уже отдельная тема)
Вообще я это делал только на HAAS, все Фануки у меня с барфидерами были. Но HAAS это, по сути, доведённый до ума Фанук. Спасибо товарищу Хасу за наше счастливое детство!
Так что, если боитесь проспать конец счётчика L можно дописать вызов тревоги. Это параметр #3000=1(TREVOGA, TREVOGA! VOLK UKRAL ZAYCHAT!), что на Хаски, что на пиздопротивном, богом проклятом, уёбищном Фануке.
Описание использования вызова тревоги есть в одном из моих предыдущих постов по ЧПУ.
При расчёте вылета не забывайте, что возможно придётся сторцевать и канавку.
Ещё очень важный момент: старайтесь сделать минимальное расхождение кулачков, иначе пруток перекосить может. Особенно это касается тонких прутков. Возможно придётся тормозить шпиндель не в нуле, а в определённом положении.
И не надо бояться, что станок не сможет вытянуть пруток. Я кругляк D40 двухметровый влёгкую вытягиваю.
А на следующем уроке мы займёмся некрофилией и будем осваивать 2Р22.
А ещё вы можете поддержать нас с котом Чемоданом рублём, за что мы будем вам очень благодарны.
номер карты: 5586 2000 8692 1837
Не забывайте в переводе указать, что вы с Пикабу)
Разрешение на размещение счёта для доната дано администрацией Пикабу.
Источник
После установки барфидера необходимо настроить его параметры.
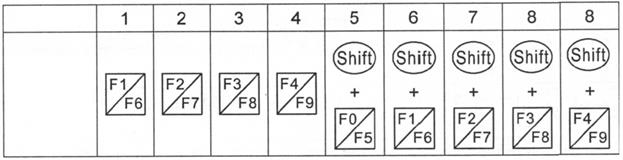
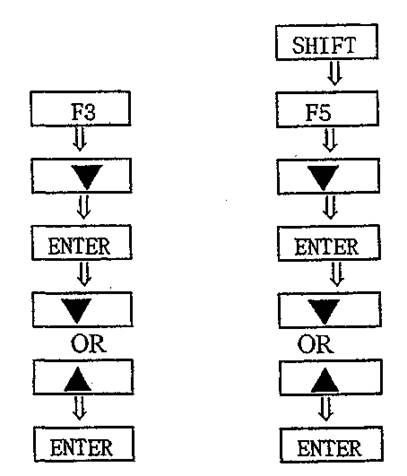
1. Для выбора параметра нажмите функциональную клавишу F1
F8. Если выбираете F1-F4, можно сделать прямой выбор. Если выбираете F5-F8, необходимо сначала нажать SHIFT 2. На экране появится информация о возможности выбора вверх/ вниз. Можете использовать клавиши ▼▲, а также слева появится курсор 3. При нажатии ENTER курсор появляется справа. 4. Используйте клавишу ▼▲ для исправления, требуемого параметра. В это время справа VF появится информация об исправленном параметре. 5. После исправления нажмите ENTER для сохранения параметра VF справа от параметра F, исправление закончено. Например: F1-F4 F5-F8(Следует нажать Shift)
1. F1 — установка длины детали.
2. F2 — установка точки возврата из зоны B.
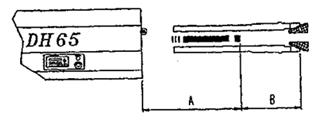
Когда толкающий стержень находится на участке «A», ход возврата соответствует F4.
Когда толкающий стержень находится на участке «B», ход возврата соответствует F2, и расстояние возврата зависит от F2.
3. F3 – установка длины заготовки

4. F4 – установка возврата толкателя из зоны А.
5. F5 – расстояние между датчиком LSI и торцом шпинделя.



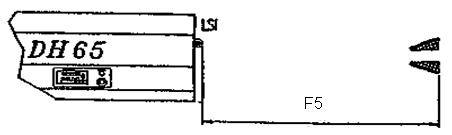

F5 подтверждает, что новый пруток подан в патрон.
Если новый загруженный пруток застрял в шпинделе или патроне, появляется сигнал ошибки.
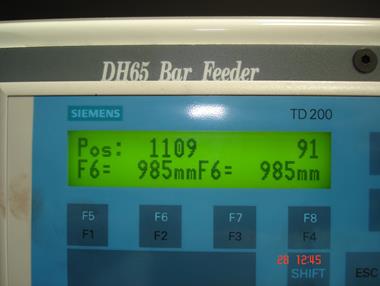
6. F6 – установка конечной точки прутка. Заходя за эту координату барфидер начинает выталкивать остаток прутка из шпинделя.


7. F7 – Конечная точка выхода прутка. Заходя за координату F6 барфидер начинает выталкивать остаток прутка из шпинделя до координаты F7, если остаток прутка застревает в шпинделе и не достигается координата F7, барфидер выдает ошибку.


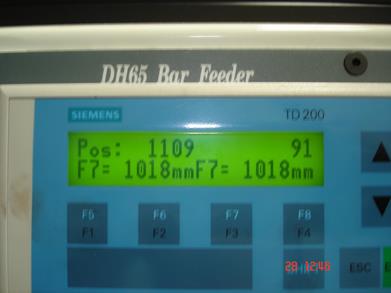
Когда толкатель заходит за координату F7, барфидер начинает загружать новый пруток.
8. F8 – координата первоначальной загрузки прутка в шпиндель.


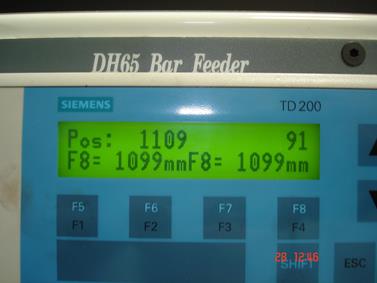
F8 – координата, при которой срабатывает датчик LSI.
Это расстояние соответствует расстоянию от датчика LSI до торца шпинделя.
Дата добавления: 2015-11-06 ; просмотров: 5982 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
andre_77
73
Николай Е.
0

Viktor2004
754
Николай Е.
0
Ustyugov1223
6
Ustyugov1223
6
Николай Е.
0
bfi
100
zemlyak
6
Anatoli
1
Anatoli
1
Ustyugov1223
6
Viktor2004
754
Andrew13
0
SergeiB
0

boomeeeer
246
Viktor2004
754
SergeiB
0
Денис42
0
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
1. Подключение питания к Барфидеру.
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.
Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.
3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2)
В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL →
YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5


Барфидер LNS (Fedek) DH65 S2 является устройством начального уровня для подачи прутковой заготовки, разработан для простых применений, особенно для стандартных деталей, а также для средних и крупных серий.
Особенности
— Простая переналадка на другой диаметр
— Пульт дистанционного управления обеспечивает взаимодействие между барфидером и токарным станком
— Система отвода облегчает доступ к токарному станку без ущерба для точности центровки
Технические характеристики
| Диаметр: | 6 — 65 мм |
| Максимальная длина прутка: | 1210 / 1510 мм |
| Общие размеры (длина х ширина): | 1660 х 1126 / 1960 х 1126 мм |
| Возможности загрузки: | 114 x ø 5 мм |
| Вес: | 298 / 328 |
| Тип шпинделя: | Фиксированный |
| Воздушное давление: | 5 ~ 7 кг/см2 |
Фото
Здравствуйте, уважаемые. Устроился на работу, станок тайваньский JCL-42 стойка Фанук 0i-MateTD, станок относительно новый, всего 3 года работы, есть барфидер, но, как шеф сказал, работать ещё не пробывал, хотя пусконаладка работу его (барфидера) демонстрировала, решил я его попытаться запустить — сколько можно стоять то) , полез в инструкцию, она правда на другой податчик — DH-65 и пульт там немного другой, решил вот к знающим людям обратится, так может быстрее будет.
Значит сперва полез в настройки: 1.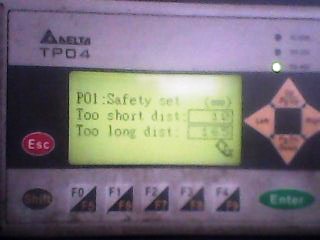 — это я понял минимальное и максимальное расстояние выдвижения толкателя, т.е. мин — это 0, макс — это максимально выдвинутый толкатель (если не так — поправьте, плиз),
— это я понял минимальное и максимальное расстояние выдвижения толкателя, т.е. мин — это 0, макс — это максимально выдвинутый толкатель (если не так — поправьте, плиз),
2.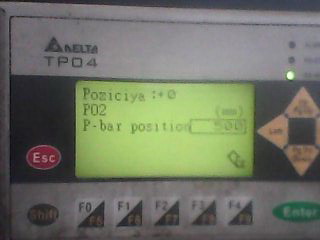 здесь из того что я нашёл, разночтения: либо расстояние до начала барфидера до начала шпинделя, т.е. расстояние между барфидером и входом в шпиндель(отверстием куда пруток вставляют), либо положение толкателя во время обработки детали (тогда почему это постоянная величина, ведь с каждым циклом это расстояние меняется)
здесь из того что я нашёл, разночтения: либо расстояние до начала барфидера до начала шпинделя, т.е. расстояние между барфидером и входом в шпиндель(отверстием куда пруток вставляют), либо положение толкателя во время обработки детали (тогда почему это постоянная величина, ведь с каждым циклом это расстояние меняется)
3.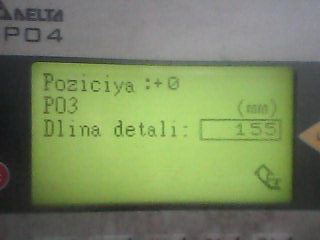 здесь длина детали, хотя пишут , что длина детали + ширина отрезки
здесь длина детали, хотя пишут , что длина детали + ширина отрезки
4.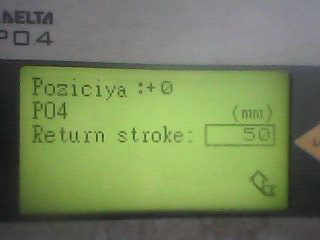 здесь величина отскока толкателя после зажима патрона
здесь величина отскока толкателя после зажима патрона
5. здесь опять трактуют по разному: либо начальное положение прутка (вопрос- от какой точки оно задаётся и какое значение брать, ведь пруток может иметь разную длину),либо расстояние от датчика до упора (опять же от какого датчика и до упора в момент загрузки прутка?)
здесь опять трактуют по разному: либо начальное положение прутка (вопрос- от какой точки оно задаётся и какое значение брать, ведь пруток может иметь разную длину),либо расстояние от датчика до упора (опять же от какого датчика и до упора в момент загрузки прутка?)
6.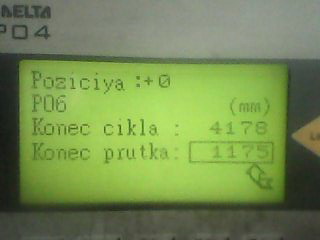 здесь общая длина всех прутков и одного прутка.
здесь общая длина всех прутков и одного прутка.
7.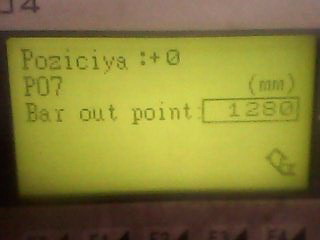 перемещение толкателя до данной координаты при выталкивании концевого остатка.
перемещение толкателя до данной координаты при выталкивании концевого остатка.
8.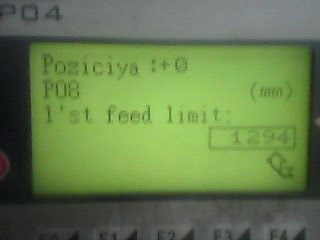 устанавливается в зависимости от модели , здесь 1294, FEDEK DH-65 S2
устанавливается в зависимости от модели , здесь 1294, FEDEK DH-65 S2
9.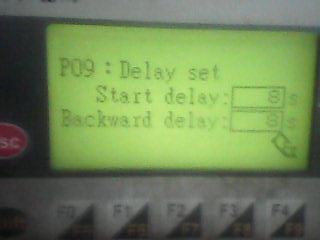 макс время подачи прутка и макс время отвода толкателя /время в сек
макс время подачи прутка и макс время отвода толкателя /время в сек
10. это не нашёл нигде. и P11 тоже не нашёл.
это не нашёл нигде. и P11 тоже не нашёл.

Изменено 4 марта 2017 пользователем Anatoli
Автоподатчик прутка Fedek DH65L (барфидер) предназначен для автоматизации токарных станков с ЧПУ. Податчик автоматически подает прутки в зону обработки по программе ЧПУ станка.
Особенности барфидера
- Возможность выполнять ввод рабочих параметров легко и быстро без модификации рабочей программы;
- длина отработанного материала задаётся оператором;
- малая величина припуска, заданная оператором, определяет минимальный объем отходов обработки;
- возможность ввода величины обратного хода;
- входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- самостоятельное выявление неисправностей работы системы и вывод соответствующего сообщения на ЖК-дисплей;
- активация работы механизма и ввод параметров настройки выполняются при помощи пульта дистанционного управления;
- величина припуска определяется системой автоматически.
- Высокая рабочая скорость. Данный механизм не ограничивает скорость вращения шпинделя токарного станка.
- Входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- Легкость запуска системы. Нет необходимости производить какое — либо специальное обслуживание механизма.
- Наличие пульта дистанционного управления обеспечивает максимальное удобство при работе и настройке системы.
- возможность выполнять черновую обработку прутков;
- нет необходимости вводить дополнительные параметры для правки прутка;
- для экономии обрабатываемого материала, можно задать величину припуска;
- возможность ввода величины обратного хода;
- автоматическое выявление неисправностей работы системы и несоответствующей величины подачи с последующим выводом аварийного сообщения на ЖК-дисплей;
- ввод и смена диаметра прутка осуществляется в течение 1 минуты;
- возможность обработки квадратных и шестигранных деталей;
- быстрая загрузка обрабатываемого прутка.
| Модель | Fedek DH65 | Fedek DH65L |
|---|---|---|
| Диаметр прутка (мм) | 5-65 | 5-65 |
| Максимальная длина прутка (мм) | 1250 | 1550 |
| Максимальный ход шпинделя (мм) | 1200 | 1500 |
| Вместимость обрабатываемых деталей (O мм х шт) | 65 х 10 | 65 х 10 |
| Высота шпинделя (мм) | 850-1250 | 850-1250 |
| Вес DH65L (кг) | 250 | 280 |
| Подача воздуха (кг/см2) | 6 | 6 |
| Энергоподача (Вольт х Ампер х Гц) | 220/380 х 0,4 х 50/60 | 220/380 х 0,4 х 50/60 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о DH65L:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 2 из 3
Рекомендованные сообщения
Anatoli
1
- Автор
-
- Жалоба
- Рассказать
Мы наверно о разных податчиках толкуем)

- Цитата
Ссылка на сообщение
Поделиться на других сайтах
andre_77
72
-
- Жалоба
- Рассказать
Видимо по такому принципу податчик работает.
Только тут без упора заготовку выдвигает и нет проблемы выбросить остаток прутка.
Изменено 14 ноября 2018 пользователем andre_77
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Жалоба
- Рассказать
Спасибо! Вопрос с ошибкой Е12 решился выставлением упора. Возникла новая проблема: В режиме MDI при разжатии кулачков (М24) загрузчик выдвигает шток до прутка, пруток упирается в упор, при зажатии (М25) шток отъезжает.
Податчик ждет следующее разжатие. При запуске программы в режиме avto происходит стоп станка и появляется сообщение 2065 «остановлено барфидером» В битах стойки ограничения на работу с барфидером сняты.
Куда копать? Может причина в неправильном подключении разъема? Может у кого-нибудь есть схема подключения?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
542
-
- Жалоба
- Рассказать
Копать нужно в ладдере, смотреть кто генерит ошибку 2065
Барфидер принимает от станка сигнал AUTO и по нему сам работает в авто.
Возможно этот сигнал не завели.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Жалоба
- Рассказать
Спасибо! С ошибкой 2065 разобрался. Причина — неправильное расположение контактов..
Теперь загрузчик работает в автоматическом режиме со станком (Biglia B545M), но на кадре M25 (зажим кулачков) станок замирает.
Ошибку не выдает. Загрузчик в этот момент подал пруток и отъехал — отработал свою часть.
Через 2-3 минуты появляется сообщение об ошибке 1017 «M-code not complete»
Расшифровывается в мануале как превышение времени ожидания отклика от какого либо реле.
Пытался методом тыка подать сигнал на станок через разъем, реакции никакой… значит сигнала от загрузчика станок в этот момент не ждет…
Как понять откуда должен прийти сигнал для продолжения работы УП
Есть ли у кого мануал на загрузчик FEDEK DH 65 S2? Все ссылки, где бы я не искал, удалены по требованию правообладателя.
Он очень сильно облегчит мне жизнь.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Жалоба
- Рассказать
У нас вроде такой стоит, завтра посмотрю мануал на него.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Жалоба
- Рассказать
Мануал на английском языке в текстовом ввиде. В цифровом тоже есть но на DH-65. Я так понимаю Вам надо только раздел програмирования, могу отсканировать. Напиши электронку, туда скину.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Жалоба
- Рассказать
eg.nikolaj1990@yandex.ru Да нужно программирование и, если можно, электрическую схему подключения. Заранее спасибо!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
bfi
93
zemlyak
6
-
- Жалоба
- Рассказать
В 14.11.2018 в 21:05, Anatoli сказал:
Да, он (податчик) вроде пытается это сделать, но станок то это место не подготовил — программа обработки начинается занова, перед цангой стоит упор, податчик остаток вытолкнуть не может,станок НЕ в курсе). начинает новую обработку, причём странно как то, только патрон открылся, сразуже начинается вращение патрона, с частотой 100об/мин. И обработка начинается всё с этой частотой.
Я думал, если бы после отключения БДТ на станке, запускалась программа смены прутка, станок место для выталкивания остатка оставил, податчик остаток вытолкнул, начал загружать другой пруток. По этой же программе подрезается конец нового прутка, и запускается первоначальная программа обработки детали, как то так, или я где то заблуждаюсь)?
После подхода упора вызывается программа смены прутка,
М98 Р8888, примерно такая:
O8888(8888M0) ; Программа используется, если барфидер генерирует сигнал «Cycle Start» на станок.
Если сигнал не заведён, замените М0 выдержками времени, подберите экспериментально.
M10; Разжим патрона
/2 GOTO1; Этот блок не читается без команды BDT с барфидера
GOTO2;
N1;
G0 U150. W10.; Отход упора
G4 X5.;
M0;
G0 U-150.; Возврат упора
W-10.;
N2;
M0;
M11; Зажим патрона
G4 X.5;
M99;
Изменено 17 ноября 2018 пользователем zemlyak
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anatoli
1
- Автор
-
- Жалоба
- Рассказать
Приветствую вас, вот программа у меня примерно такая же, только коды разжима/ зажима м34/35 , так вот, дело в том , что сигнал BDT с барфидера на станок не проходит, перехода на программу смены прутка не происходит, а как происходит переход здесь с программы обработки на эту программу, что такое сигнал «Cycle Start»?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anatoli
1
- Автор
-
- Жалоба
- Рассказать
Не нашёл кнопки «исправить».)
Понял , что у вас принцип программы немного другой, я выхожу на программу смены прутка , только в случае появления «BDT», а в вашей происходит вход в эту программу постоянно, правильно?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Жалоба
- Рассказать
А вот у нас такая прога.
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
542
-
- Жалоба
- Рассказать
В 14.11.2018 в 22:10, Anatoli сказал:
Мы наверно о разных податчиках толкуем)
Наверно

- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 4 месяца спустя…
Andrew13
0
-
- Жалоба
- Рассказать
Добрый день. Могли бы вы отправить мануал на мою почту? Заранее благодарен. Почта: Ches89@outlook.com
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 3 года спустя…
SergeiB
0
-
- Жалоба
- Рассказать
Здравствуйте помогите настроить барфидер Fedec DH65 S2 для Poly Gim на Митсубиси. Проблема в том что не могу настроить смену прутка, приходится подавать пруток в ручную. В режиме одного прутка работает нормально, готов предоставить любую информацию.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
boomeeeer
165
-
- Жалоба
- Рассказать
2 часа назад, SergeiB сказал:
Проблема в том что не могу настроить смену прутка
В прошлом месяце цеплял такой барфидер к DMG, пруток менялся без каких либо подводных камней. Как конкретно ведёт себя барфидер при достижении конца прутка и что именно не получается?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
542
-
- Жалоба
- Рассказать
У меня тоже кое что осталось после подключения барфидера к станку NOMURA с Mitsubishi
Барфидером управляет программа 5555
И вот образец программы изготовления детали из которой эта 5555 вызывается



5555
O8016
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
SergeiB
0
-
- Жалоба
- Рассказать
Можно небольшие комменты: по параметру #1011 в программе 5555. Просто у меня сейчас используется в моей программе параметр #1000. И еще у вас для изготовления детали по программе О8016 вот такой для вызова барфидера
M17
M98P5555
G0Z-0.2
M18
G0X60.
G0Z0.
M21
M99
$2
G28U0W0
G50X0.
G113M223
M217
!L1
G114.1H1D2R0.
G0Z250.(PODHO_NA_PEREHVAT
Z255.(POZICIAI_PEREHVATA
M237(OBDUV_VKL)
M218(ZANGA_ZAKR)
G4U0.5
M242(SINHRON_VKL)
!L2
!L3
M240(SINHRON_VIKL)
G28W0.
G113(OTMENA_SIHR_SHPIND)
!L4
G28W0
G0X#634
M222
M217
M237
G4U2.
M223
G28U0W0
M99
Почему-то он стоит в конце программы, я может что-то не понимаю но вроде он в начале должен стоять. Прилагаю свои образцы программы
N1(BARFEED)
G28W0.
G28U0.
G4X1.
T1212
G0X0.
Z0.
M34
IF[#1000EQ1]GOTO2
G4X1.
M35
G4X1.
GOTO3
N2
M98P1003
N3
G43.1
T0101
S1=1000M3
G0X50.
Z2.
G1X40.F0.1
G0X50.
M5
M1
M99
%
и вот в программе в начале такой код стоит
O0005(3V8 51.8.012_1-JUN-2022 23:23:36)
(G54 Z25.)
N1
/M15
T0202G0X0.Y-12.
Z0.2
M34
G4X2.
/M98P1000
M35
G4X2.
Z20.
Вот по моим кодам барфидер адекватно работает на подачу прутка, но как только пруток заканчивается, посылается барфидером сигнал BDT, но станок не реагирует и продололжает обработку в прежнем цикле. И получается что барфидер начинается пыжиться менять пруток, а станок начинает работать по воздуху и потом вылазит ошибка вот картинка на ошибку https://disk.yandex.ru/i/X0Dv_3MoM5amfQ
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 5 месяцев спустя…
Денис42
0
-
- Жалоба
- Рассказать
Добрый день.
подскажите пожалуйста, может кто то уже сталкивался: барфидер Fedek не переходит в авто режим, все условия выполнены, двери закрыты и т.д.
Стойка Митсубиши, параметр 6409 bit1=1, вроде всё норм. Но не работает!Приехало 4 станка, 2 работают а 2 нет.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 2 из 3
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.

Добавил:
Upload
Опубликованный материал нарушает ваши авторские права? Сообщите нам.
Вуз:
Предмет:
Файл:
Скачиваний:
125
Добавлен:
26.04.2015
Размер:
1.78 Mб
Скачать
![]()
|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
Устройство для автоматической подачи прутков (барфидер), в частности DH-65L, является дополнительной комплектацией токарного станка с ЧПУ и превращает токарный станок в токарно-револьверный автомат. Барфидер является пневмомеханическим устройством с собственной электронной системой управления и работает совместно с системой ЧПУ станка. За дополнительными сведениями о конструкции барфидера и правилам его эксплуатации необходимо обращаться к документу «Автоматическое устройство для подачи прутков DH-65. Руководство по эксплуатации».
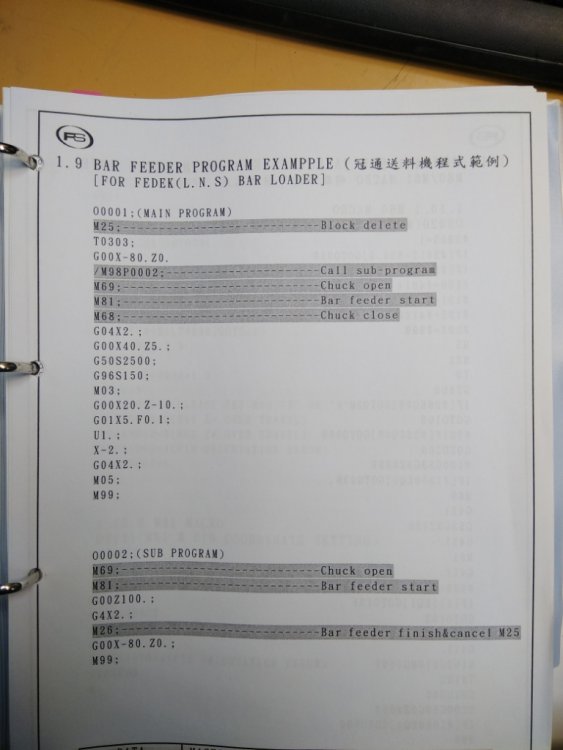
Работа барфидера осуществляется по управляющей программе, в которой применяются подпрограммы, и используется включение и выключение режима “BDT”(BLOCK DELETE) – «Пропуск кадра».
Рабочий цикл станка с ЧПУ Т6 с DH-65
|
Текст |
|||||
|
Операция |
Описание |
управляющей |
|||
|
программы |
|||||
|
Подача первого прутка |
O0010 |
||||
|
производится в ручном |
N1 M98P900020 |
||||
|
режиме. Упор должен стоять |
|||||
|
1.Подача |
N3 M30 |
||||
|
на расстоянии 2-3 мм от торца |
|||||
|
первого прутка |
O0020 |
||||
|
кулачков или цанги, чтобы |
|||||
|
N1 G0X0Z-101.T0202 |
|||||
|
избежать удара в упор «с |
|||||
|
разгона» при подаче прутка |
|||||
|
Включение режима BDT |
N3 M33 |
||||
|
Включ. зажима в авт. режиме |
N5 M31 |
||||
|
Включение DH-65 |
N7 M26 |
||||
|
2.Проталкивание |
Выдержка времени |
N9 G04X5. |
|||
|
Отход упора на скорости чуть |
N11 |
||||
|
заготовки до |
меньше скорости толкателя |
G01G98Z0T202F5 |
|||
|
упора и зажим |
|||||
|
000 |
|||||
|
Выключение DH-65 |
N13 M27 |
||||
|
Выдержка времени |
N15 G04X2. |
||||
|
N17 G99 |
|||||
|
Механическая обработка |
N19 G50S2000 |
||||
|
детали: точение, сверление, |
N21 |
||||
|
3.Механическая |
нарезание резьбы и т.п. |
G0X150.Z200.T02 |
|||
|
обработка до |
00 |
||||
|
отрезки |
N22X150.Z200.T1 |
||||
|
00 |
|||||
|
N………………… |
|||||
|
Смена инструмента – отрезной |
N25 |
||||
|
резец |
G0G40X150.Z200. |
||||
|
T0500 |
|||||
|
N27 |
|||||
|
G97S1000M03 |
|||||
|
4.Отрезка детали |
N29 |
||||
|
G0X50.Z10.T0505 |
|||||
|
Подход к детали |
N31 Z-103. |
||||
|
N33 X15. |
|||||
|
Подход ловителя |
N34 M28 |
||||
|
Отрезка |
N35 G1X5.F.12 |
||||
|
N37 X-1.F0.05 |
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
21 |
WWW.IRLEN.RU Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг”
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
|
N39 G0X15. |
|||||
|
Отход ловителя с отрезанной |
N41 M29 |
||||
|
деталью |
N43 |
||||
|
X150.Z200.T0500 |
|||||
|
Смена отрезного резца на упор |
N45 |
||||
|
и выключение шпинделя |
G0X150.Z200.T02 |
||||
|
00M5 |
|||||
|
5.Проталкивание |
N47 X0Z- |
||||
|
прутка для |
101.T0202 |
||||
|
следующей |
Подпрограмма выталкивания |
/N49 M98P0021 |
|||
|
детали до упора |
остатка прутка не выполняется, |
||||
|
и зажим |
т.к. включен режим BDT (см. |
||||
|
кадр N3 УП O0020) |
|||||
|
Отключение режима BDT |
N51 M34 |
||||
|
Конец подпрограммы |
N53 M99 |
||||
|
6.Механическая |
Механическая обработка |
………………….. |
|||
|
обработка |
детали: точение, сверление, |
…………………. |
|||
|
следующей |
нарезание резьбы и т.п. |
………………… |
|||
|
детали до |
…………………. |
||||
|
отрезки |
|||||
|
7.Отрезка |
|||||
|
DH-65 при обработке |
|||||
|
8.Повторение |
последней детали |
||||
|
АВТОМАТИЧЕСКИ |
|||||
|
оп.5,6 |
|||||
|
формирует сигнал для УЧПУ |
|||||
|
на отключение режима BDT |
|||||
|
N45 |
|||||
|
9.Отрезка |
G0X150.Z200.T02 |
||||
|
После отрезки последней |
00M5 |
||||
|
ПОСЛЕДНЕЙ |
|||||
|
детали и подходе упора |
N47 X0Z- |
||||
|
детали |
|||||
|
выполняется кадр N49- |
101.T0202 |
||||
|
подпрограмма O0021 |
/N49 M98P0021 |
||||
|
Отключение режима BDT |
O0021 |
||||
|
N1 M34 |
|||||
|
Включение DH-65 |
|||||
|
N3 M26 |
|||||
|
Отход упора в положение для |
|||||
|
N5 G0Z150. |
|||||
|
беспрепятственного |
|||||
|
выталкивания остатка |
|||||
|
10.Выталкивани |
Выдержка времени |
N7 G4X5. |
|||
|
е остатка |
Подход упора |
N9 G0Z-101. |
|||
|
. |
|||||
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
22 |
WWW.IRLEN.RU Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг”
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
|
Выдержка времени для |
N11 G4X15. |
||||
|
11.Ввод нового |
осуществления цикла загрузки |
||||
|
нового прутка и проталкивания |
|||||
|
прутка в |
его до упора |
||||
|
шпиндель |
|||||
|
Включение режима BDT |
N13 M33 |
||||
|
Конец подпрограммы |
N15 M99 |
||||
|
Начало п.1 |
Выполнение подпрограммы |
||||
|
O0020 |
|||||
Примечание. 1. Координаты в программе рассчитаны для изготовления (отрезки) тестовых заготовок Ø 12 мм длиной 100 мм.
2. Выдержки времени при работе барфидера с разными диаметрами прутков подбираются опытным путем.
Пояснения по выбору и установке величин F1 – F8
F1: минимальная длина
Минимальная длина готового изделия должна быть меньше установки F3. При механической обработке, если получаемое изделие короче предусмотренного минимального значения установки, поступит сигнал тревоги. В настоящее время этот параметр в системе управления барфидером не используется.
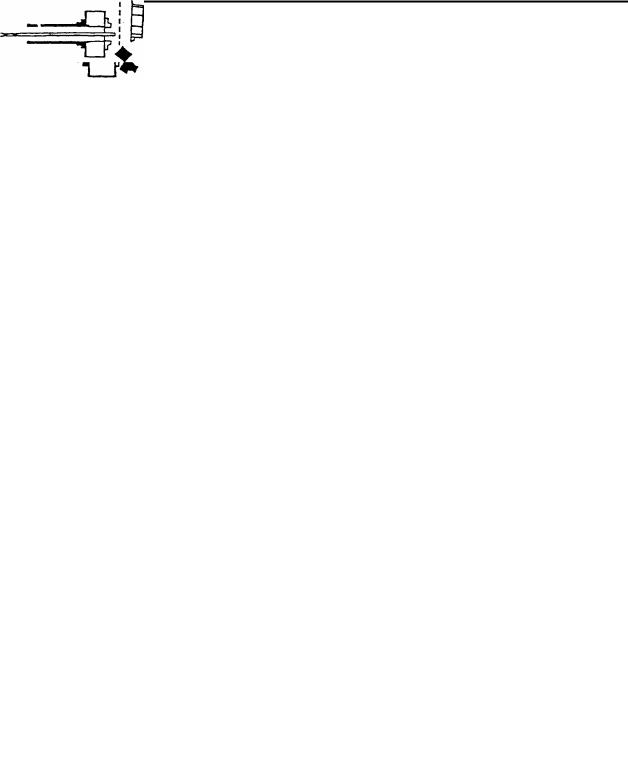
F2: Предельное положение толкателя
F2=A
(1)Когда толкатель находится в зоне «А», обратный ход соответствует установке F4.
(2)Когда толкатель находится в зоне «В», обратный ход осуществляется до положения
«А».
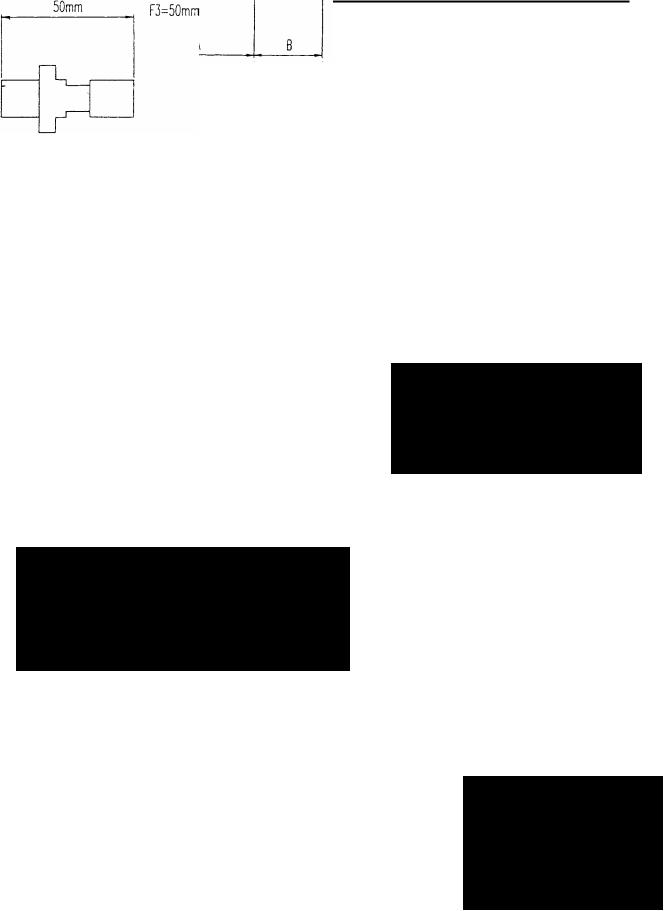
F3: длина детали с учетом ширины отрезного резца.
(1)Задайте значение F3 для данной длины детали
(2)При изменении длины детали, задайте новую величину
F3.
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
23 |
|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
F4: обратный ход
Установка F4 должна быть более 1 мм при условии, что толкатель не касается конца прутка.
Примечание. Длина пути возврата пневматического цилиндра всегда превышает установленное значение.
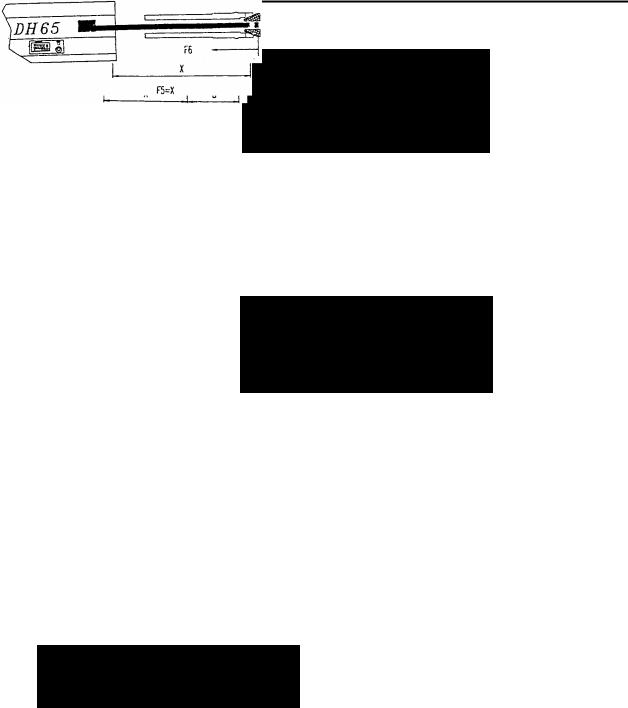
F5: надежная длина
(1)F5 контролирует подачу нового прутка в зажимной патрон пластиной 2.6 ( см. лист 03 2 раздела “PARTS LIST” Руководства по эксплуатации DH-65.
(2)Если новый пруток застрянет в шпинделе или зажимном патроне, устройство для подачи прутков подаст сигнал тревоги.
(3)Задайте правильно установку.
При слишком большом значении станок не запустится.
F6: точка конца прутка – предельное значение для механической обработки (конец прутка)
Поместите толкатель в цангу или патрон станка в ручном режиме так, чтобы торец толкателя совпадал с торцом кулачка или цанги. Это положение толкателя и есть точка F6 – точка, до которой толкатель доходит при минимальной длине зажима в станке.
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
24 |
|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
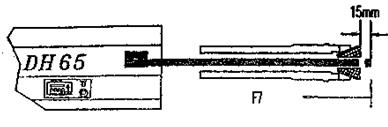
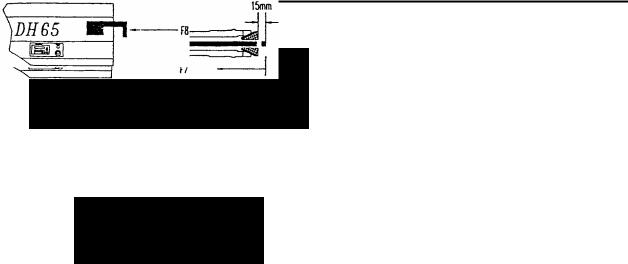
F7: точка выхода толкателя из зажимного патрона – точка выталкивания остатка.
F7 – точка, находящаяся на расстоянии 15 мм от торца цанги или кулачка патрона. Значение установки F7 всегда больше значения F6, в противном случае устройство DH-65 подаст сигнал тревоги.
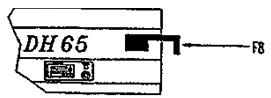
F8: точка +Z: предел первоначального положения прутка
При соприкосновении с прутком толкатель будет толкать до упора, который определяется установкой F8.
Примечание. После монтажа и регулировки устройства DH-65 необходимо задать значение величин F1-F8. Значения величин F2, F5, F6, F7 и F8 считываются с дисплея DH-65. Установки F1 и F3 задаются пользователем при изменении длины детали. Установки F2 и F4 должны быть такими, чтобы толкатель при вращении шпинделя находился ВНЕ ЕГО.
ЗНАЧЕНИЯ F1 – F8
На DH-65 Т6:
1. Установлены F1=100, F2=413, F3=103, F4=15, F5=745, F6=1342, F7=1364, F8=1594.
ПРИМЕЧАНИЕ. Величины установлены для изготовления (отрезки) тестовых заготовок Ø 12 мм длиной 100 мм.
1.1.3.4Определение нуля детали
Нуль детали устанавливается двумя способами:
1.с помощью функции G50 — установка системы координат детали через G50
2.с помощью функций G54-G59 (1,2 и т.д. системы координат)
Необходимо отметить, что функции G54-G59 являются опцией в станках с ЧПУ Fanuc 0, а в Fanuc 0i эти функции стандартны.Функция G50 присутствует во всех системах ЧПУ Fanuc для токарных станков, однако при выключении станка или при выходе в нуль станка в режиме “ZRN” нуль детали теряется. Поэтому в тексте УП в комментариях необходимо для каждой детали указывать координату по Z нуля детали. Координата нуля детали по X всегда равна 0 ( ось вращения).
Например: O0010(WTULKA ) (KULACHOK ZAKAL)
(ZAGOTOVKA D=25 L= 800, N=31 DET) (CYCLE TIME M S)
(G50 Z 397)
Нуль детали можно определить при наладке станка (как это делать будет изложено в разделе Наладка станка), но можно определить и сразу при разработке УП. Предварительно нужно только измерить с помощью индикации самого станка расстояние
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
25 |
|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
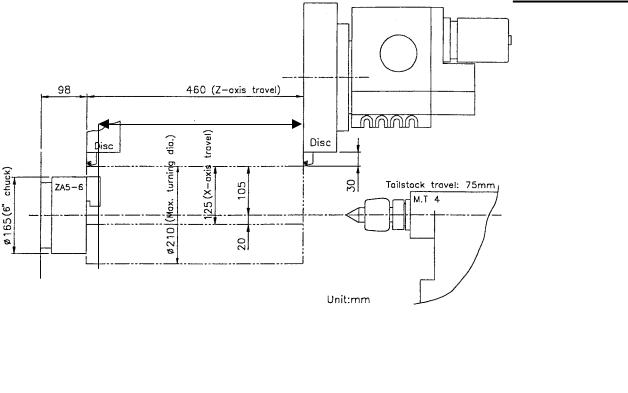
между передним торцом револьверной головки в положении «нуль станка» и торцом кулачков (в случае обработки в кулачковом патроне). Это расстояние- 422 — показано на рисунке:
422
На примере детали «Втулка» определим нуль детали по формуле:
Z=422-(Zmax + В безоп ) где
Zmax — наибольшее при обработке детали перемещение инструмента по оси Z.
В безоп — гарантированное расстояние от наибольшего перемещения инструмента по оси
Z (Zmax) до торца кулачков. Обычно эта величина принимается в диапазоне 2-4мм в зависимости от размера рабочей зоны станка и необходимости отрезки детали.
В УП «Втулка» кадр N100 Z-25.5 – максимальное перемещение инструмента по оси Z, таким образом координата нуля детали:
Z= 422-(25.5+2)=394.5 – округляем до 394.
В текст УП записываем (G50 Z 394)
Если в системе ЧПУ есть функции G54-G59, то найденную координату Z нуля детали при наладке станка необходимо ввести в таблицу “WORK” режима “MENU OFFSET” в соответствии с номером выбранной системы координат. Например, выбрана система координат G55, следовательно, в таблицу “WORK” для системы G55 вводим Z 394. В
тексте УП во всех блоках обработки в начале инструментального блока записываем:
N28 G0G40G55G96X150Z150T300
…………………………………………..
…………………………………………..
N46 G0G55G97X150Z150T800M8
……………………………………….
В комментарии в начале УП необходимо записать: (G55 Z 394)
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
26 |

|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
Заканчивая раздел «Разработка управляющей программы» необходимо отметить, что возможности систем ЧПУ Fanuc всех модификаций довольно высоки и разнообразны. При использовании новых функций программирования необходимо тщательно проверять работу станка по программе.
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
27 |

|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
1.2РАБОТА С ПУЛЬТОМ ОПЕРАТОРА
Внастоящем разделе изложено описание пульта системы ЧПУ Fanuc нулевой серии и пульта станка Т6. Поскольку в различных моделях станков имеются отличия в расположении кнопок, их аппаратном исполнении (переключатели или кнопки различных типов), в разделе излагается только назначение и краткое описание работы с клавиатурой. За более подробной информацией необходимо обращаться к «Руководству по эксплуатации» конкретного станка и «Руководству по эксплуатации» конкретной системы ЧПУ Fanuc.
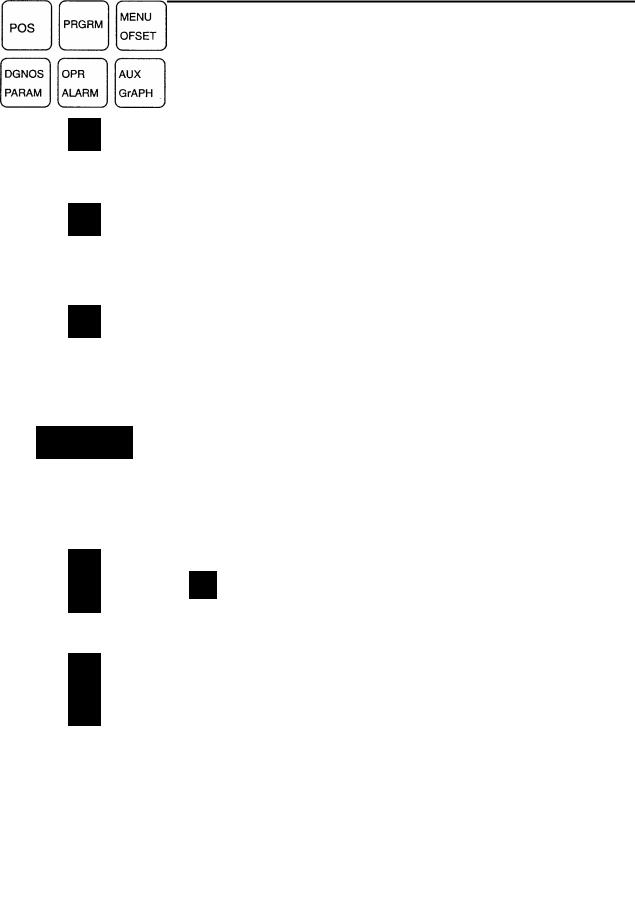
1.2.1 Пульт системы ЧПУ Fanuc
|
Дисплей |
Клавиша сброса |
Клавиши ввода данных |
Клавиши
редактирования
программы
Клавиша ввода
Функциональные клавиши Клавиша старт/вывод
Клавиши листания страниц
Программные
клавиши
Клавиши перемещения курсора
Клавиши (ON) ВКЛ. и (OFF) ВЫКЛ.
 Нажатием на эти клавиши включается или выключается питание системы ЧПУ. Расположение клавиш – в зависимости от модели станка.
Нажатием на эти клавиши включается или выключается питание системы ЧПУ. Расположение клавиш – в зависимости от модели станка.
Клавиша RESET (сброс)
Клавиши OUTPUT, START
Программные клавиши (по заказу)
При нажатии на эту клавишу происходит отмена всех команд, остановка станка в режиме AUTO, возврат к началу программы в режиме EDIT, сброс аварийного сообщения при условии устранения ошибки, вызвавшей это сообщение.
Используется для исполнения программы в режиме MDI и для вывода данных на устройство ввода-вывода. В последних системах ЧПУ клавиша имеет только функцию вывода — OUTPUT
Программные клавиши имеют много функций. Функции программных клавиш отображаются в нижней части дисплея.
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
28 |
|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
Клавиши адреса и цифровые
Клавиша SHIFT
Клавиша INPUT
Клавиша отмены
CANCEL
Клавиши редактирования программы
Клавиши перемещения курсора
Клавиши листания страницы
Эти клавиши предназначены для ввода буквенных, цифровых и других знаков при вводе команд в буквенно-цифровом коде.
На некоторых клавишах указаны два знака. При нажатии клавиши <SHIFT> вводится знак, указанный в нижнем правом углу кнопки, при этом высвечивается знак «^».
Используется для ввода буквенно-цифровой информации в систему ЧПУ. Эта клавиша эквивалентна клавише[INPUT] программных клавиш. Кроме того, она используется для ввода в систему ЧПУ информации через устройство ввода-вывода. Эта клавиша
НИКОГДА не используется при ручном вводе и редактировании управляющих программ.
Нажать эту клавишу для отмены последнего знака или символа введения в буфер.
Используются при вводе и редактировании управляющей программы
 : ALTER Замена слова программы
: ALTER Замена слова программы
 : INSERT Вставка слова программы
: INSERT Вставка слова программы
 : DELETE Удаление слова программы
: DELETE Удаление слова программы
 : Эта клавиша используется для перемещения курсора в направлении вниз
: Эта клавиша используется для перемещения курсора в направлении вниз
: Эта клавиша используется для перемещения курсора вверх
 : Эта клавиша используется, чтобы перелистывать страницы на экране дисплея в прямом направлении.
: Эта клавиша используется, чтобы перелистывать страницы на экране дисплея в прямом направлении.
 : Эта клавиша используется для перелистывания страниц в обратном направлении.
: Эта клавиша используется для перелистывания страниц в обратном направлении.
|
Функциональные клавиши |
Эти клавиши используются для включения соответствующих |
||
|
функций на экране дисплея . |
|||
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
29 |
|
WWW.IRLEN.RU |
Металлообрабатывающие станки с ЧПУ — © ЗАО “ИРЛЕН-инжиниринг” |
Санкт-Петербург: +7 (812) 513-81-70 ; 970-37-59 Москва: +7 (095) 786-77-24 ; 786-77-25 Екатеринбург: +7 (343) 213-93-07 ; 349-03-53
При нажатии на эту клавишу на экране отображаются текущие координаты станка( абсолютные, в приращениях, все).
При нажатии на эту клавишу на экране отображается текущая программа обработки.
При нажатии на эту клавишу на экране отображается меню коррекций на инструмент.
Режим используется, как правило, специалистами по техническому обслуживанию станка. При нажатии на эту клавишу на экране отображаются параметры станка или режим диагностирования работы узлов станка.
При нажатии на эту клавишу на экране отображаются сообщения об ошибках. При возникновении аварийных ситуаций или ошибок этот экран включается автоматически.
При нажатии на эту клавишу включается режим графического контроля (просмотра) управляющей программы .
1.2.2 Пульт станка
|
Андреев Г.И., C-Петербург, ЗАО “ИРЛЕН-инжиниринг” |
30 |
Соседние файлы в папке Работа на станках с ЧПУ
- #
- #
Автоподатчик прутка Fedek DH65L (барфидер) предназначен для автоматизации токарных станков с ЧПУ. Податчик автоматически подает прутки в зону обработки по программе ЧПУ станка.
Особенности барфидера
- Возможность выполнять ввод рабочих параметров легко и быстро без модификации рабочей программы;
- длина отработанного материала задаётся оператором;
- малая величина припуска, заданная оператором, определяет минимальный объем отходов обработки;
- возможность ввода величины обратного хода;
- входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- самостоятельное выявление неисправностей работы системы и вывод соответствующего сообщения на ЖК-дисплей;
- активация работы механизма и ввод параметров настройки выполняются при помощи пульта дистанционного управления;
- величина припуска определяется системой автоматически.
- Высокая рабочая скорость. Данный механизм не ограничивает скорость вращения шпинделя токарного станка.
- Входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- Легкость запуска системы. Нет необходимости производить какое — либо специальное обслуживание механизма.
- Наличие пульта дистанционного управления обеспечивает максимальное удобство при работе и настройке системы.
- возможность выполнять черновую обработку прутков;
- нет необходимости вводить дополнительные параметры для правки прутка;
- для экономии обрабатываемого материала, можно задать величину припуска;
- возможность ввода величины обратного хода;
- автоматическое выявление неисправностей работы системы и несоответствующей величины подачи с последующим выводом аварийного сообщения на ЖК-дисплей;
- ввод и смена диаметра прутка осуществляется в течение 1 минуты;
- возможность обработки квадратных и шестигранных деталей;
- быстрая загрузка обрабатываемого прутка.
| Модель | Fedek DH65 | Fedek DH65L |
|---|---|---|
| Диаметр прутка (мм) | 5-65 | 5-65 |
| Максимальная длина прутка (мм) | 1250 | 1550 |
| Максимальный ход шпинделя (мм) | 1200 | 1500 |
| Вместимость обрабатываемых деталей (O мм х шт) | 65 х 10 | 65 х 10 |
| Высота шпинделя (мм) | 850-1250 | 850-1250 |
| Вес DH65L (кг) | 250 | 280 |
| Подача воздуха (кг/см2) | 6 | 6 |
| Энергоподача (Вольт х Ампер х Гц) | 220/380 х 0,4 х 50/60 | 220/380 х 0,4 х 50/60 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о DH65L:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв

- Назад
- 11
- 12
- 13
- 14
- 15
- 16
- 17
- 18
- 19
- 20
- 21
- Далее
- Страница 16 из 118
Рекомендуемые сообщения
-
#376
mr_maloy, для смещения нуля детали есть функция G52. То есть привязываетесь к заготовке в G54, а в программе пишете кадр G52 Z-xxx.xx
Реализовать можно по разному — хоть через подпрограмму, хоть через макропеременные с выражениями (а может просто написать G52 W-xxx.xx, не пробовал). Если через переменные, то можно сделать так:
— забиваете в переменную #500 величину шага по Z;
— находите в документации переменную — счетчик количества деталей (вроде он PART COUNT называется в OFFSET/SETTINGS/два экрана вниз) и обнуляете её;
— в начале программы пишете кадр G52 Z — #500 * #счётчик.
Соответственно получается, что при первом запуске программы счетчик равен нулю, сдвиг тоже получается равным нулю, деталь обрабатывается в координатах G54, после изготовления х деталей деталь будет обрабатываться в координатах G54 — G52 * x. После израсходования заготовки опять ставите счетчик на ноль, ставите новую заготовку и цикл повторяется.
Если найду сейчас документацию на Fanuc, смогу подсказать лучше.
Изменено 13.11.2012 15:17 пользователем kaw171983
Поделиться сообщением
Ссылка на сообщение
-
#377
Можно просто через подпрогамму.В основной программе ставите кол-во повторов(Р20ХХХХ).
Поделиться сообщением
Ссылка на сообщение
-
#378
kaw171983, спс, попробую!!!
grogin, а что писать в самой подпрограмме?
Поделиться сообщением
Ссылка на сообщение
-
#379
Поделиться сообщением
Ссылка на сообщение
-
#380
mr_maloy, дома вчера документации не нашел, покумекал сегодня на работе, родил два варианта, проверил на станках — работают. Для примера написал по программе для каждого варианта. Изготавливается шайба из прутка ф20 (сверлится и отрезается).
Вариант первый — с G52 и системной переменной (встроенный счётчик), без подпрограмм (мне понравился больше).
%;
O0001(PROGRAM);
G0 G28 U0;
G28 W0;
G54 G18 G21;
G52 Z-[#3901*7]; (#3901 — счётчик готовых деталей, при каждом М30 к нему автоматически добавляется 1, 7 — шаг деталей)
;
T101(SVERLO);
G97 G99 S500 M3;
G0 X0 Z2. M8;
G1 Z-10. F.12;
G0 Z2.;
G28 U0 W0 M9;
;
T202(OTREZNOI);
G97 G99 S1000 M3;
G0 X22. Z-6. M8;
G94 X5. Z-7. F.05;
G0 G28 U0 W0 M9;
M5;
M30;
%;
В OFFSET / SETTINGS устанавливаете в MDI параметр PARTS REQUIRED = нужное число деталей, PARTS COUNT = 0.

Запускаете станок в режиме MEMORY RESTART, когда будет обработано указанное количество деталей, станок остановится и выдаст сообщение COUNTER ARRIVAL. После смены заготовки снова задаете PARTS COUNT = 0 и в бой.
Вариант второй, с G52, подпрограммой и своими переменными.
%
O0001(PROGRAM);
G0G28U0;
G28W0;
G54G18G21;
G52Z0;
#501=0;
M98P101001; (10 — количество деталей)
M5;
M30;
%
%
O1001(SUB);
#500=#501;
G52Z[#500];
#501=#500-7.; (7 — шаг деталей)
T101(SVERLO);
G97G99S500M3;
G0X0Z2.M8;
G1Z-10.F.1;
G0Z2.;
G28U0W0M9;
T202(OTREZNOI);
G97G99S1000M3;
G0X22.Z-6.M8;
G94X5.Z-7.F.05;
G0G28U0W0M9;
M99;
%
Тут вроде всё ясно, при первом прогоне подпрограммы сдвиг равен нулю, при каждом последующем к нему добавляется сдвиг на 7 мм.
Поделиться сообщением
Ссылка на сообщение
-
#381
kaw171983, ОГРОМНОЕ СПАСИБО ЗА УДЕЛЕННОЕ ВРЕМЯ И ПОДРОБНЫЙ ОТВЕТ!!!
СДЕЛАЛ ПО ПЕРВОМУ ВАРИАНТУ НА 3 ПОВТОРА…НО ПОСЛЕ 3 ПОВТОРОВ, СООБЩЕНИЕ COUNTER ARRIVAL НЕ ПОЯВИЛОСЬ…И ПОСЛЕ ЗАПУСКА СТАНОК ПОШЕЛ НА 4 КОНТУР!!!
ПОЯСНИТЕ ПОЖАЛУЙСТА ЧТО ЗНАЧИТ «ЗАПУСКАЕМ СТАНОК В РЕЖИМЕ MEMORY RESTART» И КАК ЭТО СДЕЛАТЬ (ПРОСТО Я САМОУЧКА)…Я ЗАПУСКАЛ В РЕЖИМЕ AUTO!!!
Поделиться сообщением
Ссылка на сообщение
-
#382
ВОТ МОЯ ПРОГРАММА:
%
O0164(PROGRAM)
G50S2000
G54
G28U0W0
G52Z-[#3901*24.]
(Chernovaya narug 1)
G0
G54
T0101
M8
G96S150M4
G40
G0X166.Z0.1
G1X153.F0.2
G0Z0.5
X166.
G71U1.2R0.3
G71P10Q20U0.2W0.1F0.2
N10G00X159.96
G01Z0.
G03X160.242Z-0.059I0.K-0.2
G01X163.34Z-1.607
G03X163.926Z-2.314I-1.414K-0.707
G01Z-23.735
N20X165.926
G40
M9
G28U0W0
M5
G0
(Chernovaya vnutr )
G0
G54
T0202
M8
G40
G96S150M4
M8
G0X153.Z10.
Z0.5
G71U1.2R0.3
G71P30Q40U-0.2W0.1F0.2
N30G00X156.398
G01Z0.
G02X156.114Z-0.059I0.K-0.2
G01X155.148Z-0.541
G02X155.032Z-0.683I0.284K-0.142
G01Z-23.685
N40X153.032
G0Z10.
M9
G28U0W0
M5
G0
(Chernovaya narug 2)
G0
G54
T0404
M8
G96S150M3
G40
G00X165.326Z10.
Z-20.321
G01X164.326F0.15
G03G18X163.74Z-21.028I-2.K0.
G01X163.326Z-21.235
Z-23.735
G00X165.326
X165.926Z-23.385
Z-21.235
X163.926
G01X163.326
X161.326Z-22.235
Z-23.735
X162.124
G00X163.326
X163.926Z-23.385
Z-22.235
X161.926
G01X161.326
X160.124Z-22.835
Z-23.735
X165.326
G40
M9
G28U0W0
M5
G0
(Chistovaya narug)
G0
G54
T0606
M8
G40
G96S200M3
G0X161.Z10.
Z0
G01X155.5F0.15
Z0.5
G00X159.96
G01G42Z0.F0.1
G03X160.242Z-0.059R0.2
G01X163.34Z-1.607
G03X163.926Z-2.314R1.
G01Z-19.321
G03X163.34Z-20.028R1.
G01X159.726Z-21.835
Z-23.685
X165.726
G40
M9
G28U0W0
M5
M0
(Chistovaya vnut)
G0
G54
G40
T0505
M8
G96S200M4
G00X156.398Z10.
Z0.5
G01G41Z0.F0.15
G02X156.114Z-0.059R0.2
G01X155.148Z-0.541
G02X155.032Z-0.683R0.2
G01Z-20.952
G02X155.148Z-21.094R0.2
G01X156.632Z-21.835
X155.032Z-23.685
X154.032
G40
G0Z10.
M9
G28U0W0
M5
M0
(Otrezka)
G0
G54
T0707
M8
G96S60M4
G0Z-23.635
X161.
G01X156.F0.06
G0X166.
M9
G28U0W0
M5
M30
%
Поделиться сообщением
Ссылка на сообщение
-
#383
mr_maloy, фотография пульта вашего станка могла бы прояснить ситуацию, возможно этот режим называется по другому (а может его и нет). На моих станках четыре режима работы с памятью:
MDI — ручной ввод данных;
MEMORY — однократный запуск программы, то есть выполнив программу один раз, станок останавливается;
MEMORY RESTART — запуск программы в автоматическом цикле, то есть выполнив программу, станок запускает её снова и так до бесконечности (или до достижения числа повторов, указанного в PARTS REQUIRED):
EDIT — создание, удаление, редактирование программ.
В режиме AUTO ваш станок повторяет программу сам или нужно каждый раз нажимать кнопку CYCLE START?
В OFFSET/SETTINS/PARTS REQUIRED Вы указали количество повторов?
Возможен ещё вариант, что Вы всё сделали верно, но для остановки станка по достижении нужного количества повторов нужно изменить какой-нибудь параметр стойки — завтра покурю руководство по параметрам.
Попробуйте перед G52 написать два кадра:
#3902 = нужное количество повторов
IF [#3901 EQ #3902] GOTO10
и после М30 вписать два кадра
N10
М2
И в любом случае, всегда можно попробовать сделать по второму способу (с подпрограммой).
Изменено 15.11.2012 13:47 пользователем kaw171983
Поделиться сообщением
Ссылка на сообщение
-
#384
Пардон, не заметил, что N10 уже используется в программе, можно заменить, например, на N100.
Сейчас придумал ещё один вариант составления программы:
%
O0001
G0 G30 U0
G30 W0
G54 G40 G80
#500 = 3 (количество повторов)
#501 = 0
#502 = 0
N100
IF [#501 EQ #500] GOTO200
G52 Z — [#502 * 24]
#501 = #502 + 1.
#502 = #501
(Chernovaya narug 1)
…
(Otrezka )
…
M5
GOTO100
N200
M30
%
При запуске этой программы (однократном) станок изготовит три детали и остановится.
И такой вопрос — Вы программу руками пишете или на компьютере в САМ-системе?
Если руками, то много лишнего в программе, её можно сократить (и поменьше символов с пульта вбивать ). G54 не нужно писать в каждом переходе, достаточно написать один раз в шапке программы. G40 пишите в шапке и в конце переходов с коррекцией перед отводом. G0 в начале и конце каждого перехода тоже лишнее, достаточно в первом перемещении (подводе) после смены инструмента.
М8 и М9 не нужно писать отдельным кадром, лучше М8 приписать в конце кадра подвода, а М9 в конце кадра G0G28U0W0. Незначащие нули тоже можно не писать, то есть вместо Т0101 писать Т101, вместо G03 — G3, вместо F0.1 — F.1. Писать М5 в конце каждого перехода тоже не нужно, ставить только когда в следующем переходе изменяется направление вращения шпинделя и в конце программы (за счёт этого можно сэкономить секунд двадцать :good:). Для примера, оптимизировав подводы/отводы, убрав лишние остановки шпинделя и используя для смены инструмента точку G30 вместо G28 (режимы и число проходов не менял) я сократил время обработки детали с 5 мин до 3 мин 47 сек .
Удачи!
Изменено 15.11.2012 15:53 пользователем kaw171983
Поделиться сообщением
Ссылка на сообщение
-
#385
Всем доброго времени суток!
Уважаемые товарищи, понимаю, что уже ни раз задавались вопросы по способу реализации связи ПК со стойкой ЧПУ через порты RS232 и Ethernet, НО насколько понял из прочитанного в других, схожих темах — кроме передачи управляющих программ либо никто дальше не шагнул в использовании данных портов, либо информация размыта и никто не делится результатами.
На данный момент стоит задача передачи станочных параметров из стойки ЧПУ непосредственно на ПК. Если правильно понимаю, реализуется это отправкой стойкой ЧПУ ответов компьютеру на utp-запросы, а запросы в свою очередь должны обрабатываться компьютером с применением библиотек функции FOCAS.
Вопрос — что из себя представляют данные библиотеки и с чем их едят, каким образом можно их заполучить и как правильно использовать?
Длительные путешествия по просторам интернета, к сожалению, желаемого результата не принесли, поэтому обращаюсь к Вам, коллеги! Буду очень признателен за любую предоставленную справочную информацию!
Поделиться сообщением
Ссылка на сообщение
-
#386
Имеется два вида пультов:
Поделиться сообщением
Ссылка на сообщение
-
#387
В режиме AUTO станок делает одну деталь…останавливается перед M30…нажимаю CYCLE START.
Программа повторяется со смещением…в PARTS REQUIRED =3 в PARTS COUNT=1 (меняетя 0).
Станок делает 3 детали…сообщение COUNTER ARRIVAL не выскакивает…нажимаю CYCLE START….станок идет на 4 контур и в PARTS COUNT=4.
Поделиться сообщением
Ссылка на сообщение
-
#388
Еще фото из документации на первое фото
Поделиться сообщением
Ссылка на сообщение
-
#389
Здравствуйте!
Станок Fanuc Robodrill α-T21iFl , обработка карманов клапанов поршня, во время работы произошло отключение электричества, в результате следующие проблемы:
1) При вызове инструмента, к примеру T101, инструмент фактически встаёт в позицию №2. И так все инструменты смещены на 1 позиций.
2) Слетели нули станка, их восстановили через параметр 1815, все нормально кроме оси поворота стола (ось В), на этой оси поменялась полярность, т.е. при повороте в плюс он поворачивает в минус может кто знает как в параметрах поменять это или как правильно обнулить эту ось.
3) При перезапуске станка сбивается ноль станка по оси В на 360 град, почему то не сохраняет его, приходится заново его обнулять.
Скорее всего не правильно записались параметры при сбои. Если кто знает как это исправит подскажите. Заранее спасибо.
Поделиться сообщением
Ссылка на сообщение
-
#390
работал на ток.ЧПУ 2р22, привезли ток. станок с ЧПУ fanuc series 0i mate — model D — подскажите как его запустить — привязка, надо-ли устанавливать плавающий 0 и т.д. ?
Поделиться сообщением
Ссылка на сообщение
-
#391
Привет всем. Кто скажет как выполнить повтор части УП на Fanuc 0i
Хочу сместить 0 повторить частьУП
Поделиться сообщением
Ссылка на сообщение
-
#392
Такой вариант устроит?
%
O0001
G0 G30 U0
G30 W0
G54 G40 G80
#500 = 3 (количество повторов)
#501 = 0
#502 = 0
N100
IF [#501 EQ #500] GOTO200
G52 Z — [#502 * х] (х — величина смещения при каждом повторе)
#501 = #502 + 1.
#502 = #501
(Chernovaya)
…
(Otrezka )
…
M5
GOTO100
N200
M30
%
Поделиться сообщением
Ссылка на сообщение
-
#393
1. При выполнении GOTO в поиске указанной строки происходит просмотр всей программы — до конца, потом — от начала. Это сильно замедляет процесс, особенно если (как в данном случае) адресная строка находится до оператора GOTO. Если операция короткая а вся программа большая, станок «тупит».
Поэтому предпочитаю схему WHILE-END.
Урезано-упрощенный вариант для одномерного массива по X:
#121=#141 (X0 массива)
#122=#142 (Y0 массива)
#710=0 (количество повторов по X)
#11=50 (шаг по X)
#10=0
WHILE[#10LT#710]DO1
#121=#141+#11*#10
G52X#121Y#122
G65 P#### (подпрограмма выполняемой операции)
#10=#10+1
END1
При вложении еще одного цикла (по Y) получаем двумерный массив.
2. Счетчик по-моему все-же лучше вконце ставить (после выполнения операции), не в начале.
Поделиться сообщением
Ссылка на сообщение
-
#394
Всем доброго времени суток!
Уважаемые товарищи, понимаю, что уже ни раз задавались вопросы по способу реализации связи ПК со стойкой ЧПУ через порты RS232 и Ethernet, НО насколько понял из прочитанного в других, схожих темах — кроме передачи управляющих программ либо никто дальше не шагнул в использовании данных портов, либо информация размыта и никто не делится результатами.
На данный момент стоит задача передачи станочных параметров из стойки ЧПУ непосредственно на ПК. Если правильно понимаю, реализуется это отправкой стойкой ЧПУ ответов компьютеру на utp-запросы, а запросы в свою очередь должны обрабатываться компьютером с применением библиотек функции FOCAS.
Вопрос — что из себя представляют данные библиотеки и с чем их едят, каким образом можно их заполучить и как правильно использовать?
Длительные путешествия по просторам интернета, к сожалению, желаемого результата не принесли, поэтому обращаюсь к Вам, коллеги! Буду очень признателен за любую предоставленную справочную информацию!
Какие библиотеки? Я чего-то не понимаю… При использовании RS-232 или иного порта, параметры станка скачиваются на комп в текстового файла и всё. ЧПУ просто видит комп как очередной накопитель, типа флешки. Только канал вводавывода поменять не забудте.
Поделиться сообщением
Ссылка на сообщение
-
#395
Вопрос, у меня станок токарно-фрезерный ЧПУ со стойкой FANUC 18i , подключаем Барфидер (податчик) Fedek DH-65L , немогу разобраться как он работает со станком, т.е.какими командами он запускается со стойки ЧПУ ????
М-кодами он (барфидер) управляется. Каждый производитель оборудования прописывает свои М-коды, посмотрите в мануале. Обычно пишется подпрограмма для барфидера и в основную УП вставляется кадр перехода на эту подпрограмму в нужном месте.
Сама подпрограмма состоит из, собственно, цикла подачи прутка в упор и перехода на цикл смены прутка, при достижении точки смены (сигнал BDT). Не забудте корректно установить параметры самого барфидера и будет Вам щастье
Поделиться сообщением
Ссылка на сообщение
-
#396
1) При вызове инструмента, к примеру T101, инструмент фактически встаёт в позицию №2. И так все инструменты смещены на 1 позиций.
2) Слетели нули станка, их восстановили через параметр 1815, все нормально кроме оси поворота стола (ось В), на этой оси поменялась полярность, т.е. при повороте в плюс он поворачивает в минус может кто знает как в параметрах поменять это или как правильно обнулить эту ось.
3) При перезапуске станка сбивается ноль станка по оси В на 360 град, почему то не сохраняет его, приходится заново его обнулять.
Скорее всего не правильно записались параметры при сбои. Если кто знает как это исправит подскажите. Заранее спасибо.
1. Позиции инструмента прописаны в PLC. Измените DATA (обычно D0000) — номер инструмента в шпинделе. Также измените COUNTER (C000) — номер ячейки магазина напротив шпинделя. Это должно быть написано в мануале не станок. Или переклейте наклейки с цифрами на инструментальном магазине — тоже вариант решения проблемы)))))
2. Вероятней всего, Вы неверно установили #4 и #5 параметра 1815 для оси вращения.
Поделиться сообщением
Ссылка на сообщение
-
#397
Всем Привет !
имеется nexturn sa12b с нулевым фанусом Fanuc 0-iD , проблемма в следуюшим. В описание станка есть возможность синхронной работы двух шпинделей , по м56 у нас получилось только чтоб они синхронно крутились . а вот чтоб синхронно работали по оси z ни как не выходит … подскажите хоть примерно как это должно выглядить …
Изменено 17.01.2013 13:48 пользователем Peregruz
Поделиться сообщением
Ссылка на сообщение
-
#398
подскажите хоть примерно как это должно выглядить …
Никак, насколько я знаю. Если вдруг получится, то напишите пожалуйста.
PS Можно вопрос: а зачем Вам сие понадобилось?
Изменено 17.01.2013 14:08 пользователем Groom
Поделиться сообщением
Ссылка на сообщение
-
#399
на детали с одной стороны идёт много фрезеровок . а с другой радиус 0.75 .вот и хотели , чтоб не ставить фассоные резцы , просто проточить радиус , но для этого деталь уже должна быть зажата в саб шпиндель.
Вот из описания станка
8.5.2 Контроль синхронизации основного шпинделя (ось Z1) и вспомогательного шпинделя (Z2)
Метод программирования
Синхронизированная операция выключена M220
Синхронизированная операция включена M221
[Описание]
Заготовка зажата в основном шпинделе, вспомогательный шпиндель показан ниже, таким образом, это позволяет осуществлять обработку наружного диаметра.
[Примечание]
При включении электропитания контроль синхронизации выключен.
Необходимо задать M220, M221 и M222 по одной оси.
Контроль синхронизации перезапускается кнопкой перезапуска, кнопкой аварийного останова и сигналом неисправности.
При осуществлении контроля синхронизации нельзя выдавать какие-либо команды на перемещение вспомогательного шпинделя.
Если одна и та же команда выдается в программе основного шпинделя и вспомогательного шпинделя, запускается или перезапускается контроль синхронизации.
M220, M221 и M222 не могут быть заданы через MDI.
—————————————————————————
это про что?)
Поделиться сообщением
Ссылка на сообщение
-
#400
Не знал, однако.
Попробуйте написать программу по аналогии с перехватом. В S1 пишем включение синхронного перемещения осей Z, в S2 пишем коды синхронизации. М221 и М222 — я подозреваю, что это направление движения (всего лишь подозреваю). Попробуйте сначала без заготовки.
Поделиться сообщением
Ссылка на сообщение
- Назад
- 11
- 12
- 13
- 14
- 15
- 16
- 17
- 18
- 19
- 20
- 21
- Далее
- Страница 16 из 118
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
-
Последние посетители
0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
Характеристики
| Длина прутка (мм) |
1550 |
|---|---|
| Диаметр прутка (мм) |
5-66 |
| Вес нетто (кг) |
280 |
| Высота шпинделя (мм) |
850-1201 |
| Вместимость (О мм х шт) |
65/10 |
| Энергоподача (В x A x Гц) |
200/380 х 0, 4 х 50/60 |
| Производитель |
Fedek |
-
Описание
-
Характеристики
Устройство автоматической подачи прутка серии DH
| Длина прутка (мм) |
1550 |
|---|---|
| Диаметр прутка (мм) |
5-66 |
| Вес нетто (кг) |
280 |
| Высота шпинделя (мм) |
850-1201 |
| Вместимость (О мм х шт) |
65/10 |
| Энергоподача (В x A x Гц) |
200/380 х 0, 4 х 50/60 |
| Производитель |
Fedek |
Вопросы и ответы
Гарантия права возврата
На возврат товара надлежащего качества дается до 14 дней, полная гарантия.
Оперативная доставка
Отгрузка товаров и доставка до терминалов транспортных компаний производится ежедневно.
Безопасная оплата
Безналичный расчет для юридических лиц, ИП и физ. лиц.
Похожие товары
Автоподатчик прутка Fedek DH65L (барфидер) предназначен для автоматизации токарных станков с ЧПУ. Податчик автоматически подает прутки в зону обработки по программе ЧПУ станка.
Особенности барфидера
- Возможность выполнять ввод рабочих параметров легко и быстро без модификации рабочей программы;
- длина отработанного материала задаётся оператором;
- малая величина припуска, заданная оператором, определяет минимальный объем отходов обработки;
- возможность ввода величины обратного хода;
- входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- самостоятельное выявление неисправностей работы системы и вывод соответствующего сообщения на ЖК-дисплей;
- активация работы механизма и ввод параметров настройки выполняются при помощи пульта дистанционного управления;
- величина припуска определяется системой автоматически.
- Высокая рабочая скорость. Данный механизм не ограничивает скорость вращения шпинделя токарного станка.
- Входы/выходы системы совместимы с любыми системами ЧПУ токарных станков;
- Легкость запуска системы. Нет необходимости производить какое — либо специальное обслуживание механизма.
- Наличие пульта дистанционного управления обеспечивает максимальное удобство при работе и настройке системы.
- возможность выполнять черновую обработку прутков;
- нет необходимости вводить дополнительные параметры для правки прутка;
- для экономии обрабатываемого материала, можно задать величину припуска;
- возможность ввода величины обратного хода;
- автоматическое выявление неисправностей работы системы и несоответствующей величины подачи с последующим выводом аварийного сообщения на ЖК-дисплей;
- ввод и смена диаметра прутка осуществляется в течение 1 минуты;
- возможность обработки квадратных и шестигранных деталей;
- быстрая загрузка обрабатываемого прутка.
| Модель | Fedek DH65 | Fedek DH65L |
|---|---|---|
| Диаметр прутка (мм) | 5-65 | 5-65 |
| Максимальная длина прутка (мм) | 1250 | 1550 |
| Максимальный ход шпинделя (мм) | 1200 | 1500 |
| Вместимость обрабатываемых деталей (O мм х шт) | 65 х 10 | 65 х 10 |
| Высота шпинделя (мм) | 850-1250 | 850-1250 |
| Вес DH65L (кг) | 250 | 280 |
| Подача воздуха (кг/см2) | 6 | 6 |
| Энергоподача (Вольт х Ампер х Гц) | 220/380 х 0,4 х 50/60 | 220/380 х 0,4 х 50/60 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о DH65L:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 2 из 3
Рекомендованные сообщения
Anatoli
1
- Автор
-
- Жалоба
- Рассказать
Мы наверно о разных податчиках толкуем)
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
andre_77
73
-
- Жалоба
- Рассказать
Видимо по такому принципу податчик работает.
Только тут без упора заготовку выдвигает и нет проблемы выбросить остаток прутка.
Изменено 14 ноября 2018 пользователем andre_77
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Жалоба
- Рассказать
Спасибо! Вопрос с ошибкой Е12 решился выставлением упора. Возникла новая проблема: В режиме MDI при разжатии кулачков (М24) загрузчик выдвигает шток до прутка, пруток упирается в упор, при зажатии (М25) шток отъезжает.
Податчик ждет следующее разжатие. При запуске программы в режиме avto происходит стоп станка и появляется сообщение 2065 «остановлено барфидером» В битах стойки ограничения на работу с барфидером сняты.
Куда копать? Может причина в неправильном подключении разъема? Может у кого-нибудь есть схема подключения?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
601
-
- Жалоба
- Рассказать
Копать нужно в ладдере, смотреть кто генерит ошибку 2065
Барфидер принимает от станка сигнал AUTO и по нему сам работает в авто.
Возможно этот сигнал не завели.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Жалоба
- Рассказать
Спасибо! С ошибкой 2065 разобрался. Причина — неправильное расположение контактов..
Теперь загрузчик работает в автоматическом режиме со станком (Biglia B545M), но на кадре M25 (зажим кулачков) станок замирает.
Ошибку не выдает. Загрузчик в этот момент подал пруток и отъехал — отработал свою часть.
Через 2-3 минуты появляется сообщение об ошибке 1017 «M-code not complete»
Расшифровывается в мануале как превышение времени ожидания отклика от какого либо реле.
Пытался методом тыка подать сигнал на станок через разъем, реакции никакой… значит сигнала от загрузчика станок в этот момент не ждет…
Как понять откуда должен прийти сигнал для продолжения работы УП
Есть ли у кого мануал на загрузчик FEDEK DH 65 S2? Все ссылки, где бы я не искал, удалены по требованию правообладателя.
Он очень сильно облегчит мне жизнь.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Жалоба
- Рассказать
У нас вроде такой стоит, завтра посмотрю мануал на него.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Жалоба
- Рассказать
Мануал на английском языке в текстовом ввиде. В цифровом тоже есть но на DH-65. Я так понимаю Вам надо только раздел програмирования, могу отсканировать. Напиши электронку, туда скину.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Николай Е.
0
-
- Жалоба
- Рассказать
eg.nikolaj1990@yandex.ru Да нужно программирование и, если можно, электрическую схему подключения. Заранее спасибо!
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
bfi
99
zemlyak
6
-
- Жалоба
- Рассказать
В 14.11.2018 в 21:05, Anatoli сказал:
Да, он (податчик) вроде пытается это сделать, но станок то это место не подготовил — программа обработки начинается занова, перед цангой стоит упор, податчик остаток вытолкнуть не может,станок НЕ в курсе). начинает новую обработку, причём странно как то, только патрон открылся, сразуже начинается вращение патрона, с частотой 100об/мин. И обработка начинается всё с этой частотой.
Я думал, если бы после отключения БДТ на станке, запускалась программа смены прутка, станок место для выталкивания остатка оставил, податчик остаток вытолкнул, начал загружать другой пруток. По этой же программе подрезается конец нового прутка, и запускается первоначальная программа обработки детали, как то так, или я где то заблуждаюсь)?
После подхода упора вызывается программа смены прутка,
М98 Р8888, примерно такая:
O8888(8888M0) ; Программа используется, если барфидер генерирует сигнал «Cycle Start» на станок.
Если сигнал не заведён, замените М0 выдержками времени, подберите экспериментально.
M10; Разжим патрона
/2 GOTO1; Этот блок не читается без команды BDT с барфидера
GOTO2;
N1;
G0 U150. W10.; Отход упора
G4 X5.;
M0;
G0 U-150.; Возврат упора
W-10.;
N2;
M0;
M11; Зажим патрона
G4 X.5;
M99;
Изменено 17 ноября 2018 пользователем zemlyak
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anatoli
1
- Автор
-
- Жалоба
- Рассказать
Приветствую вас, вот программа у меня примерно такая же, только коды разжима/ зажима м34/35 , так вот, дело в том , что сигнал BDT с барфидера на станок не проходит, перехода на программу смены прутка не происходит, а как происходит переход здесь с программы обработки на эту программу, что такое сигнал «Cycle Start»?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Anatoli
1
- Автор
-
- Жалоба
- Рассказать
Не нашёл кнопки «исправить».)
Понял , что у вас принцип программы немного другой, я выхожу на программу смены прутка , только в случае появления «BDT», а в вашей происходит вход в эту программу постоянно, правильно?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Ustyugov1223
6
-
- Жалоба
- Рассказать
А вот у нас такая прога.
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
601
-
- Жалоба
- Рассказать
В 14.11.2018 в 22:10, Anatoli сказал:
Мы наверно о разных податчиках толкуем)
Наверно
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 4 месяца спустя…
Andrew13
0
-
- Жалоба
- Рассказать
Добрый день. Могли бы вы отправить мануал на мою почту? Заранее благодарен. Почта: Ches89@outlook.com
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 3 года спустя…
SergeiB
0
-
- Жалоба
- Рассказать
Здравствуйте помогите настроить барфидер Fedec DH65 S2 для Poly Gim на Митсубиси. Проблема в том что не могу настроить смену прутка, приходится подавать пруток в ручную. В режиме одного прутка работает нормально, готов предоставить любую информацию.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
boomeeeer
197
-
- Жалоба
- Рассказать
2 часа назад, SergeiB сказал:
Проблема в том что не могу настроить смену прутка
В прошлом месяце цеплял такой барфидер к DMG, пруток менялся без каких либо подводных камней. Как конкретно ведёт себя барфидер при достижении конца прутка и что именно не получается?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Viktor2004
601
-
- Жалоба
- Рассказать
У меня тоже кое что осталось после подключения барфидера к станку NOMURA с Mitsubishi
Барфидером управляет программа 5555
И вот образец программы изготовления детали из которой эта 5555 вызывается
5555
O8016
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
SergeiB
0
-
- Жалоба
- Рассказать
Можно небольшие комменты: по параметру #1011 в программе 5555. Просто у меня сейчас используется в моей программе параметр #1000. И еще у вас для изготовления детали по программе О8016 вот такой для вызова барфидера
M17
M98P5555
G0Z-0.2
M18
G0X60.
G0Z0.
M21
M99
$2
G28U0W0
G50X0.
G113M223
M217
!L1
G114.1H1D2R0.
G0Z250.(PODHO_NA_PEREHVAT
Z255.(POZICIAI_PEREHVATA
M237(OBDUV_VKL)
M218(ZANGA_ZAKR)
G4U0.5
M242(SINHRON_VKL)
!L2
!L3
M240(SINHRON_VIKL)
G28W0.
G113(OTMENA_SIHR_SHPIND)
!L4
G28W0
G0X#634
M222
M217
M237
G4U2.
M223
G28U0W0
M99
Почему-то он стоит в конце программы, я может что-то не понимаю но вроде он в начале должен стоять. Прилагаю свои образцы программы
N1(BARFEED)
G28W0.
G28U0.
G4X1.
T1212
G0X0.
Z0.
M34
IF[#1000EQ1]GOTO2
G4X1.
M35
G4X1.
GOTO3
N2
M98P1003
N3
G43.1
T0101
S1=1000M3
G0X50.
Z2.
G1X40.F0.1
G0X50.
M5
M1
M99
%
и вот в программе в начале такой код стоит
O0005(3V8 51.8.012_1-JUN-2022 23:23:36)
(G54 Z25.)
N1
/M15
T0202G0X0.Y-12.
Z0.2
M34
G4X2.
/M98P1000
M35
G4X2.
Z20.
Вот по моим кодам барфидер адекватно работает на подачу прутка, но как только пруток заканчивается, посылается барфидером сигнал BDT, но станок не реагирует и продололжает обработку в прежнем цикле. И получается что барфидер начинается пыжиться менять пруток, а станок начинает работать по воздуху и потом вылазит ошибка вот картинка на ошибку https://disk.yandex.ru/i/X0Dv_3MoM5amfQ
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 5 месяцев спустя…
Денис42
0
-
- Жалоба
- Рассказать
Добрый день.
подскажите пожалуйста, может кто то уже сталкивался: барфидер Fedek не переходит в авто режим, все условия выполнены, двери закрыты и т.д.
Стойка Митсубиши, параметр 6409 bit1=1, вроде всё норм. Но не работает!Приехало 4 станка, 2 работают а 2 нет.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 2 из 3
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.
Барфидер LNS (Fedek) DH65 S2 является устройством начального уровня для подачи прутковой заготовки, разработан для простых применений, особенно для стандартных деталей, а также для средних и крупных серий.
Особенности
— Простая переналадка на другой диаметр
— Пульт дистанционного управления обеспечивает взаимодействие между барфидером и токарным станком
— Система отвода облегчает доступ к токарному станку без ущерба для точности центровки
Технические характеристики
| Диаметр: | 6 — 65 мм |
| Максимальная длина прутка: | 1210 / 1510 мм |
| Общие размеры (длина х ширина): | 1660 х 1126 / 1960 х 1126 мм |
| Возможности загрузки: | 114 x ø 5 мм |
| Вес: | 298 / 328 |
| Тип шпинделя: | Фиксированный |
| Воздушное давление: | 5 ~ 7 кг/см2 |
Фото
Характеристики
| Длина прутка (мм) |
1550 |
|---|---|
| Диаметр прутка (мм) |
5-66 |
| Вес нетто (кг) |
280 |
| Высота шпинделя (мм) |
850-1201 |
| Вместимость (О мм х шт) |
65/10 |
| Энергоподача (В x A x Гц) |
200/380 х 0, 4 х 50/60 |
| Производитель |
Fedek |
-
Описание
-
Характеристики
Устройство автоматической подачи прутка серии DH
| Длина прутка (мм) |
1550 |
|---|---|
| Диаметр прутка (мм) |
5-66 |
| Вес нетто (кг) |
280 |
| Высота шпинделя (мм) |
850-1201 |
| Вместимость (О мм х шт) |
65/10 |
| Энергоподача (В x A x Гц) |
200/380 х 0, 4 х 50/60 |
| Производитель |
Fedek |
Вопросы и ответы
Гарантия права возврата
На возврат товара надлежащего качества дается до 14 дней, полная гарантия.
Оперативная доставка
Отгрузка товаров и доставка до терминалов транспортных компаний производится ежедневно.
Безопасная оплата
Безналичный расчет для юридических лиц, ИП и физ. лиц.
Похожие товары
На чтение 9 мин. Просмотров 4 Опубликовано
Содержание
- Настройка параметров барфидера DH-65 с пультом TP04.
- Подключение барфидера DH65LS2
- Тип работ: Пусконаладочные работы
- Оборудование: Барфидер DH65LS2
- Токарям ЧПУ
- Настройка барфидера FEDEK DH-65
Настройка параметров барфидера DH-65 с пультом TP04.
Панель оператора. На данной панели можно настроить все необходимые параметры.
Чтобы войти в нужный параметр для редактирования, используйте следующую таблицу.
| Номер Страницы | Вид настройки | Описание параметра | Клавиша для вызова редактирования параметра |
| P01 | Безопасность | Длина детали (меньше 15 мм) | FO |
| Длина детали (более 15 мм) | F1 | ||
| P02 | Защита толкателя | Отвод толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя | FO |
| P03 | Заготовка | Длина заготовки | FO |
| P04 | Толкатель | Отход толкателя | FO |
| P05 | Полный ход | Полный ход толкателя | FO |
| P06 | Конец прутка | Конечная позиция толкателя | FO |
| P07 | Остаток | Точка выхода прутка | FO |
| P08 | Начальная подача | Первоначальное выталкивание | FO |
| P09 | Установка Задержки | Сигнал старта | FO |
| P10 | Тип программы | Автоматическое возвращение | F1 |
| Стандартный тип | FO |
Подробное описание значения параметров.
P01. На этой странице задается длина детали. Влияет на подачу толкателя.
P02. На этой странице задается координата отвода толкателя на безопасное расстояние, чтобы он не касался вращающегося шпинделя.
P03. На этой странице задается длина заготовки, т.е длина детали + ширина отрезного резца.
P04. На этой странице настраивается расстояние, на которое отводится толкатель, чтобы не касаться вращающегося шпинделя. Расстояние меряется от текущей координаты толкателя + длина детали. Если пересекается координата РО2, то отвод будет производиться до до ее(РО2) значения. (см. рис. ниже)
P05. На этой странице задается расстояние между датчиком LSI и торцом шпинделя.
P06. На этой странице задается конечная позиция прутка, т.е. координата, по достижении которой станок понимает, что пруток закончился и его длины не хватает для нормального зажима в цанге либо кулачках. Барфидер начинает выталкивать остаток прутка из шпинделя.
P07. На этой странице выставляется конечная точка выхода прутка. Заходя за координату конечной позиции прутка (P06) барфидер начинает выталкивать остаток прутка из шпинделя до координаты P07, если остаток прутка застревает в шпинделе и не достигается координата P07, барфидер выдает ошибку.
P08. На этом экране задается координата первоначальной загрузки прутка в шпиндель, т.е. расстояние от датчика LSI(см. фото выше) до торца шпинделя.
В зависимости от модели барфидера оно может составлять 1294 (DH-65) или 1594 (DH-65L).
P09. На этом экране задается время, которое необходимо для того, чтобы толкатель успел отойти от кулачков, прежде чем они начнут зажимать пруток. Это время необходимо, чтобы не повредить толкатель.
P10. Этот экран служит для выбора программы.
Если выбрать «0», то барфидер будет работать по стандартной программе, сменяя новый пруток, когда старый закончится.
Если выбрать «1», то смены прутка происходить не будет.
Дата добавления: 2015-11-06 ; просмотров: 5074 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Подключение барфидера DH65LS2
Тип работ: Пусконаладочные работы
Оборудование: Барфидер DH65LS2
1. Подключение питания к Барфидеру.
Из станка на выход к Барфидеру подается переменное 3-х фазное силовое напряжение 220 В. Барфидеру требуется переменное 2-х фазное 220 В. Для проверки соединения и соответствия проводов по электросхеме раскрываем поочередно корпуса вилки Барфидера и розетки станка
На вилке Барфидера находим провода 21 и 22, тестером прозваниваем цепь до входа трансформатора Барфидера S1 и R1. Берем розетку станка, находим силовые выходные 3 фазы (B-L1, B-L2,B-L3) 220 В под номерами 21, 22, 23, оставляем 21 и 22, вынимаем из 23-го B-L3 и хорошо изолируем. Напряжение с 21 и 22 будет питанием Барфидера
Перед подачей напряжения переводим рубильник Барфидера в «OFF», выключаем автомат в электрошкафу.
Вынимаем фишку из разъемной платы электрошкафа Барфидера, отключая звуковой зуммер на время ПНР.
Соединяем розетку станка с розеткой Барфидера, не собирая их корпуса.
Включаем станок и проверяем тестером напряжение на входах R и S рубильника Барфидера, не включая его в положение «ON». Переменное напряжение должно соответствовать значению 220 V.
Если напряжение соответствует номиналу включаем рубильник станка, затем включаем автомат в электрошкафу.
2. Проверка стопово-аварийной совместимости станок-податчик.
Необходимо добиться выключения станка аварийной кнопкой Барфидера, и прямо наоборот выключения Барфидера аварийной кнопкой станка. На разъеме ТВ15 пара 19 и 20 (С1 и 243 в станке) отвечает за «стоп» в станок из податчика, 22 и 5 (362 и 332 в станке) отвечает за «стоп» в податчик из станка. Для работы станка без податчика в клемнике электрошкафа станка между С1 и 243 стоит перемычка. После нужно изменить значение Lader для корректной работы Alarm. Если они не соответствуют в Х15.4 «—-I I—— «. ВНИМАНИЕ! Верхний нормально открытый вход активен —-I/I—-«
При подключении Барфидера перемычку 243-С1 необходимо убрать. С1- +24V.
3. Проверяем правильность прохождения сигналов из Барфидера в станок:
- «ALARM» — когда проблема в Барфидера (в Барфидере на ТВ18 13 провод)( в станке Х15.0 )
- «BAR END» — когда толкатель достигает положения конца прутка. (в Барфидере на ТВ18 4 провод) (в станке Х15.1)
- «START» — Барфидер оповещает станок что он начал дальнейшую работу. Подтверждение М-команды (в Барфидере на ТВ18 6 провод)( в станке Х15.5 и Х15.2) В Барфидере на разъеме ТВ18 из выхода 12(+24 В) ставим поочередно перемычку на 13-тый, 4-тый и 6-й провода. И смотрим в MDI→SYSTEM→PMC→PMCDGN→STATUS соответственно поочередно на сигнал I в Х15.0, Х15.1, Х15.5 и Х15.2 (проходят одновременно).
4. Проверяем правильность работы:
- «СHUCK OPEN»(раскрытие кулачков) М71- разжать трех кулачковый патрон(т.к.п.), М72- зажать т.к.п.. При включении этих команд на выносном пульте б.ф. в подтверждение должен загореться или погаснуть красный светодиод «open»
- «M-Code» — (выполнение команд податчиком). запускаем М81 и на выносном пульте б.ф. в подтверждение должен загореться или красный светодиод «M-Code».
Замена всех названий в программе одного имени:
EDIT → ►→ CHENGE→ OLD ADRESS → K 30.6 → INPUT → X 9.4 → INPUT → ALT ALL → YES (24) → ◄ → UPDATE → YES → ◄ → K 30.5 → X 9.5
Источник
Токарям ЧПУ
Как и любой наладчик я ленив. Ленивее меня только кот Чемодан, но мы не прекращаем борьбу за первое место.
Что самое интересное, из, примерно, сотни знакомых ЧПУшников этот способ филонить знают только человек 10. Я решил его описать, вдруг кто не в курсе.
Итак, дано: двухметровый пруток. Ну или метровый. Ваще пофиг. Из прутка нужно напилить херову гору, ну скажем, колечек. Или блестящих кругляшков.
Понятно, что работаем по упору. Но каждый раз выдвигать пруток руками нам лениво. Очень лениво. Мы хотим фтыкать в планшетник.
К расчётному вылету прутка прибавляем миллиметров 5-10 и дописываем операцию канавки.
Еще нам вам потребуется старый отрезной или канавочный резец, который ставим «вверх ногами», чтобы он заходил в пропиленную канавку серединой.
Это уже после того, как отрезали вожделенный блестящий кругляшок.
Подводим «барфидер» к началу детали,
M19 P0 — шпиндель зафиксирован
M14 физический тормоз шпинделя
G0 X опускаемся в канавку
G0 Z выдвигаем деталь до нужного вылета
G0 Х 50 выводим барфидер из детали
G28 X0Y0 валим в точку смены инструмента
Хотя я предпочитаю не G28, а G30 — точка смены, задаваемая в параметрах станка.
Ну а саму программу циклим:
G97 P100 L20, где Р — Nомер строки, L количество повторов (деталей)
(G4) — cтанок попадался, который не хотел работать без задержки после разжатия и после сжатия.
Moжно циклить и через IF[_] и через WHILE[_]-DO. Это уж как палец на левой ноге захочет, всё расписано в моих уроках.
Почему используется G0? Потому что G1 при открытых кулачках не работает (работает, но это уже отдельная тема)
Вообще я это делал только на HAAS, все Фануки у меня с барфидерами были. Но HAAS это, по сути, доведённый до ума Фанук. Спасибо товарищу Хасу за наше счастливое детство!
Так что, если боитесь проспать конец счётчика L можно дописать вызов тревоги. Это параметр #3000=1(TREVOGA, TREVOGA! VOLK UKRAL ZAYCHAT!), что на Хаски, что на пиздопротивном, богом проклятом, уёбищном Фануке.
Описание использования вызова тревоги есть в одном из моих предыдущих постов по ЧПУ.
При расчёте вылета не забывайте, что возможно придётся сторцевать и канавку.
Ещё очень важный момент: старайтесь сделать минимальное расхождение кулачков, иначе пруток перекосить может. Особенно это касается тонких прутков. Возможно придётся тормозить шпиндель не в нуле, а в определённом положении.
И не надо бояться, что станок не сможет вытянуть пруток. Я кругляк D40 двухметровый влёгкую вытягиваю.
А на следующем уроке мы займёмся некрофилией и будем осваивать 2Р22.
А ещё вы можете поддержать нас с котом Чемоданом рублём, за что мы будем вам очень благодарны.
номер карты: 5586 2000 8692 1837
Не забывайте в переводе указать, что вы с Пикабу)
Разрешение на размещение счёта для доната дано администрацией Пикабу.
Источник
Настройка барфидера FEDEK DH-65
После установки барфидера необходимо настроить его параметры.
1. Для выбора параметра нажмите функциональную клавишу F1
F8. Если выбираете F1-F4, можно сделать прямой выбор. Если выбираете F5-F8, необходимо сначала нажать SHIFT 2. На экране появится информация о возможности выбора вверх/ вниз. Можете использовать клавиши ▼▲, а также слева появится курсор 3. При нажатии ENTER курсор появляется справа. 4. Используйте клавишу ▼▲ для исправления, требуемого параметра. В это время справа VF появится информация об исправленном параметре. 5. После исправления нажмите ENTER для сохранения параметра VF справа от параметра F, исправление закончено. Например: F1-F4 F5-F8(Следует нажать Shift)
1. F1 — установка длины детали.
2. F2 — установка точки возврата из зоны B.
Когда толкающий стержень находится на участке «A», ход возврата соответствует F4.
Когда толкающий стержень находится на участке «B», ход возврата соответствует F2, и расстояние возврата зависит от F2.
3. F3 – установка длины заготовки
4. F4 – установка возврата толкателя из зоны А.
5. F5 – расстояние между датчиком LSI и торцом шпинделя.
F5 подтверждает, что новый пруток подан в патрон.
Если новый загруженный пруток застрял в шпинделе или патроне, появляется сигнал ошибки.
6. F6 – установка конечной точки прутка. Заходя за эту координату барфидер начинает выталкивать остаток прутка из шпинделя.
7. F7 – Конечная точка выхода прутка. Заходя за координату F6 барфидер начинает выталкивать остаток прутка из шпинделя до координаты F7, если остаток прутка застревает в шпинделе и не достигается координата F7, барфидер выдает ошибку.
Когда толкатель заходит за координату F7, барфидер начинает загружать новый пруток.
8. F8 – координата первоначальной загрузки прутка в шпиндель.
F8 – координата, при которой срабатывает датчик LSI.
Это расстояние соответствует расстоянию от датчика LSI до торца шпинделя.
Дата добавления: 2015-11-06 ; просмотров: 5982 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник