
Инструкция по E21 доступна на русском языке для скачивания
Пожалуйста, отправьте Ваш действительный адрес электронной почты и номер Viber (whatsapp), чтобы получить копию.
Пожалуйста, переведите это и приведите в официальном виде на русский язык. Мы приложили усилия, чтобы перевести исходное руководство производителя на русский язык, и файл доступен в формате PDF. Чтобы получить копию, пожалуйста, введите свой адрес электронной почты и номер телефона, чтобы автоматически получить ссылку на PDF-файл.
Мы (КОМПАНИЯ “Бел ТФИ”) являемся производителями гибочного пресс с ЧПУ и гильотинных машин с ЧПУ.
E21 Estun (Е21 Estun) относится к серии числовых систем управления, разработанных компанией Estun Automation. Estun является ведущим производителем автоматизационных продуктов, включая ЧПУ-контроллеры, сервомоторы, приводы и промышленные роботы. Серия E21 предназначена специально для управления и эксплуатации гидравлических гибочных пресс-прессов.
ЧПУ-система управления E21 Estun обеспечивает точное управление различными параметрами гибочного пресса, такими как угол гиба, позиция заднего упора и глубина хода. Она предлагает простые в использовании интерфейсы, интуитивное программирование и надежную производительность, что делает ее подходящей как для простых, так и для сложных операций гибки металла.
Система управления E21 Estun известна своей точностью, эффективностью и удобством использования, позволяя операторам достигать точных и последовательных результатов в операциях по гибке металла. Она помогает повысить производительность, сократить время настройки и улучшить общую эффективность в металлообрабатывающей промышленности.
В целом, E21 Estun является доверенным брендом и популярным выбором для ЧПУ-систем управления, используемых в гидравлических гибочных прессах, предлагая продвинутые функции и надежную производительность, чтобы удовлетворить потребности современных металлообрабатывающих операций.
У нас есть инструкция для Estun E21, и теперь наши клиенты имеют возможность скачать ее в формате PDF с нашего веб-сайта. Для этого им нужно заполнить форму, которая находится ниже на этой странице, и ссылка для скачивания PDF будет отправлена на их электронную почту или номер WhatsApp. Мы просим наших клиентов заполнить форму ниже, чтобы получить инструкцию для E21 Estun, или они могут отправить нам сообщение в WhatsApp, и мы поможем им с этим! Заполните форму ниже, чтобы получить инструкцию по эксплуатации Estun E21, или свяжитесь с нами по WhatsApp, и мы с удовольствием поможем вам!
Видео подборки онлайн. Смотрите estun e21 инструкция на русском в хорошем качестве, обсуждайте и делитесь с друзьями.
Новое видео
-

-
-
-
-
-
Other Structures
Tommy Industrial 2 года назад

How to program the Estun E21 Controller on a Tommy Industrial 45 Ton 5 Foot Press Brake Model TIHB45-5. Similar press brake models include the Tommy Industrial 33 Ton 5 Foot Press Brake Model TIHB33-5.\n\nSetting up for a single bend.\nSetting up a multi-step program.\nJog mode vs single mode vs continuous mode. \nProgramming: X axis, Y axis. XP, YP, DX, RP, DLY, RP, PP, CP.\nSetting up back gauge (X axis)\nSetting up bend angle (Y axis)\nWhat does “Out of UDP” mean, this means that the ram of the press brake is not in the upmost position or that the upper limit adjustment is not engaged on the side of the machine. On a Tommy Industrial Press Brakes this is upper limit stroke adjustment sensor. \n\nFor speciation’s on the machine used in this video go to: \n\nFor more information go to: Смотреть / Download
-
-
-
-













-
Page 1
E21 Installation Manual (Version: V1.09) -
Page 2: Table Of Contents
E21 Installation Manual Contents Preface ………………….1 Chapter 1 Specification ………………… 3 1.1 Display ………………….3 1.2 Internal memory ………………..3 1.3 Electrical specification ………………3 Chapter 2 Installation ………………..5 2.1 Announcements before installation …………..5 2.2 Installation space and direction …………… 5 2.3 Installation environment ………………
-
Page 3
7.2.2 Equipment grounding design …………….33 7.3 Protective measures ………………34 7.3.1 Measures to ensure electromagnetic compatibility ……….34 7.3.2 Instructions to E21 electromagnetic capability installation ……..36 7.3.3 Install freewheeling diode on relay …………..36 7.4 Demonstration of AC Asynchronies motor wiring ………. 37… -
Page 4: Preface
E21 Installation Manual Preface Target reader This manual guides the following operators to install, configure and maintain the E21 press break numerical control device: Machine tool operators Installation and maintenance personnel Range of application Installation and maintenance personnel can install and operate this device properly by referring to this manual.
-
Page 5
E21 Installation Manual Low temperature; refer to JB-T 8832-2001 General requirements for numerical control device of machine tools, 0 ℃, 2hours. Low temperature store -20℃. Criteria: normal start up, normal operation. High temperature, refer to JB-T 8832-2001 General requirements for numerical control device of machine tools, 40 ℃, 2hours. -
Page 6: Chapter 1 Specification
E21 Installation Manual Chapter 1 Specification 1.1 Display LCD display Dimension of display window: 54.38mm*54.38mm Dot matrix: 160*160 Status light Green indicates running Red indicates stop 1.2 Internal memory Capable of storing 40 programs, each program includes 25 steps at most.
-
Page 7
E21 Installation Manual Storage temperature: -20~55℃ Encoder specification Power supply: DC 12V Incremental encoder: single-ended output, with Z/C phase Output: voltage-type… -
Page 8: Chapter 2 Installation
Therefore, before turning on the power supply, check the connection of input output grounding and power supply wire. Grounding terminal of E21 digital control device must be grounded in correct way, with low impedance lower than 0.3Ω. Do not dismantle the device without authorization so as to avoid malfunction.
-
Page 9: Installation Dimension
E21 Installation Manual 2.4 Installation dimension The installation method is panel mounting. Installation dimension and drawings are shown in Figure 2-1. Unit: mm 4-M4 pressure riveting screws High 8 mm Figure 2-1 Panel Installation Dimension…
-
Page 10: Installation Layout
E21 Installation Manual 2.5 Installation layout 2.5.1 Layout of rear panel Rear panel block diagram is as shown in Figure 2-2, consisting of power port (POWER), input port (INPUT), output port (OUTPUT), encoder port (X, Y), and communication port (COMM).
-
Page 11
E21 Installation Manual Socket number External port name External port description 7 pin. 24VDC, maximum load 10mA, INPUT opto-coupler isolation, maximum withstanding voltage 40V. Incremental encoder is 12V single-ended output, with pulse frequency up to 100KHz. Meanwhile, the port supplies power externally X-ENCODER (as input power of encoder). -
Page 12: Overall Wiring Scheme
E21 Installation Manual 2.5.3 Overall wiring scheme Overall wiring scheme is as shown in Figure 2-3. Figure 2-3 Overall wiring schemes…
-
Page 13: Electrical Wiring Scheme
E21 Installation Manual 2.5.4 Electrical wiring scheme Electrical wiring scheme is as shown in Figure 2-4. 12V single-point 12V single-point incremental encoder incremental encoder Shell Encoder cable Encoder cable grounding shield layer shield layer Y-ENCODER X-ENCODER Shell grounding terminal … ……
-
Page 14: Definition Of Device Interface
E21 Installation Manual 2.6 Definition of device interface 2.6.1 Definition of power interface Definition of terminal is as shown in Table 2-2. Table 2-2 Description of power terminal Terminal No. Signal Description Input terminal of device power, connect to DC +24V.
-
Page 15: Definition Of External Output Interface
E21 Installation Manual Terminal No. Signal Description Y-axis reference point signal, DC +24V signal input, connect Y-EOT to low limit signal of Y-axis block generally. Block touches reference point switch, +24V signal is connected. Count Retain Retain The pump signal must be connected to DC 24V when the MRDY machine is normally running.
-
Page 16: Definition Of Encoder Interface
E21 Installation Manual Terminal No. Signal Description COM2 Common port of system output signal must connect to 0V of I/O power supply. 2.6.4 Definition of encoder interface Encoder interface is DB-9 plug (female), definition of terminal is as shown in Table 2-5.
-
Page 17: Chapter 3 Parameter Description Of Machine Tool
E21 Installation Manual Chapter 3 Parameter Description of Machine Tool 3.1 Enter parameter page Steps to entering parameter page are as below. Step 1 Power on, and press two times to enter Programming Constant page, as shown in Figure 3-1. On this page, program constant can be set.
-
Page 18: Parameter Description
E21 Installation Manual <Note>: You can directly enter Teach Page by input password “1212” and press on Program Constant page. Step 4 Input password 36987 on the CONST page to enter Motor-Speed Detection page, as shown in Figure 3-4. 1.X Motor Dec.
-
Page 19
E21 Installation Manual Name Default value Range Description mm/inch 0 or 1 0: Metric 1: inch 中文/English 0 or 1 0: Chinese 1: English Release Time 0~99.99s Interval between valid yield signal and unloading output when system starts. -
Page 20
E21 Installation Manual Name Default value Range Description X-Enable 0 or 1 0:disable 1:enable Encoder Dir. 0 or 1 0:decreasing 1:increasing Teach. En. 0 or 1 0:disable, enable the orientation function. 1:enable, enable the teaching function. -
Page 21
E21 Installation Manual Name Default value Range Description Repeat Enable 1~99999999 0:disable 1:enable Repeat Time 0~99.99s Interval of back gauge reposition when repeat position Mute Dis. 0~9999.999mm Conversion distance between high speed and low speed. Motor lowers speed when enter this range. -
Page 22
In general, the fixed frequency is 50Hz. [Note] The parameter description of X-axis and Y-axis are the same. If the Vacon transducer is used, the parameter setting for communicating E21 device is as below: E21 Communication Parameter Setting of Vacon P2.1 →… -
Page 23
E21 Installation Manual The parameter description of Motor-Speed Detection is as shown in Table 3-1. Table 3-1 Parameter description of Motor-Speed Detection Name Default Range Description Whether to enable the Motor-Speed Detection function. X-Motor Det. 0 or 1 0: Disabled … -
Page 24
E21 Installation Manual Name Default Range Description X-axis motor begins accelerate from High-speed to the detection end. It will not detect X-axis T3 0~9.99s the motor speed in this setting value. This parameter applies to only the inverter. [Note] The parameter description of X-axis and Y-axis are the same. -
Page 25: Chapter 4 Diagnosis
E21 Installation Manual Chapter 4 Diagnosis When diagnosis is in progress, do not start oil pump. 4.1 Enter diagnosis page This system provides diagnosis tests for input, output, keyboard, FRAM, encoder and LCD, etc. Steps to enter diagnosis page are as follows: Step 1 Power on, the device displays the single-step programming page, Stop Indicator lights.
-
Page 26: Output Diagnosis
E21 Installation Manual 4.3 Output diagnosis When you enter the DIAGNOSE page, select 2. OUT DIAG. to enter OUT DIAG. page, as shown in Figure 4-3. [Operation Guide] Using the Arrow Key to move the cursor to the corresponding port…
-
Page 27: Fram Diagnosis
E21 Installation Manual 4.5 FRAM diagnosis When you enter the DIAGNOSE page, select 4. FRAM DIAG. to enter FARM DIAG. page, as shown in Figure 4-5. , the page displays “Diagnosing”. When the diagnosis is [Operation Guide] Press success, the page will display “The result is: OK”. However, if the page long displays “Diagnosing”, it indicates the memory is failure.
-
Page 28: Lcd Diagnosis
E21 Installation Manual 4.7 LCD diagnosis When you enter the DIAGNOSE page, select 6. LED DIAG. to enter LED DIAG. page, as shown in Figure 4-7. [Operation Guide] Press , the device will star to diagnose the LCD. To stop the diagnosis, press LCD DIAG.
-
Page 29: Chapter 5 Commissioning
If necessary, cut down motor power immediately to avoid accident. 5.1 Preparation before Commissioning Check E21 power line, ground wire, input/output signal wire and encoder plug for reliable and accurate connection. Check whether output voltage of 24V switch power is normal or not.
-
Page 30: Action Commissioning
E21 Installation Manual Over.Dis.: 5.00 Repeat Enable: 1 Repeat Time: 1.00 Stop Dis.: 100 Mute Dis.: 4000 Overrun En.: 0 (Bilateral orientation is enabled) Y-Axis parameter setting Y-axis parameter setting: the method is similar to the setting of X axis parameter 5.2.2 Action commissioning…
-
Page 31: Counting Commissioning
E21 Installation Manual 5.2.4 Counting commissioning Edit multistep program on programming page (setting number of work piece is over 1, single step is excluded), press “Start”, depress pedal to dry running when X, Y axis are in position (note Y axis position and pressure), observe whether counting has increased;…
-
Page 32: Chapter 6 Maintenance
E21 Installation Manual Chapter 6 Maintenance 6.1 Instructions to maintenance In order to use this system safely and properly, follow the instructions. When power is on or system operates normally, do not open cover plate or panel as it may damage the components.
-
Page 33: Periodic Inspection
E21 Installation Manual Inspection item Standard content Standard Treatment specification Connection status Check terminal Screw is not loose Fastening screw for loosening terminal screw. LED display status Check whether LED LED (green) indicate display is correct. system running, LED (red) indicate system stop.
-
Page 34
E21 Installation Manual Inspection item Standard Standard Treatment content specification Install Tension, Mobile module Module must Secure the mobility be installed screw. If securely. CPU and I/O module loses, fasten them by screws. Dust and Visual No dust or Remove and… -
Page 35: Chapter 7 Appendix
7.2.1 Ground classification in equipment cabinet Ground in equipment cabinet is divided into three categories: Signal ground: for example, signal reference in E21 controller; Shield ground: the shield layer of communication cable can prevent the system from external interference and hinder internal noise interfere other equipment. The ground shield layer connected to be called shield ground must connect to protective ground.
-
Page 36: Equipment Grounding Design
RC net. RC network of E21 is integrated inside the product with one end connect to signal ground, and the other end connect to ground (three pins of POWER terminal), as shown in Figure 7-1.
-
Page 37: Protective Measures
7.3 Protective measures 7.3.1 Measures to ensure electromagnetic compatibility E21 and its components are specially designed for industrial environment with strong electromagnetic compatibility. But when install and operate, take possible interference by the outside into account, and improve reliability and stability of the system.
-
Page 38
E21 Installation Manual Coupling mode Cause Typical cases Inductive Changing current flows Transformer; coupling through current loop. Contactor and relay pull-in or disconnect; High frequency signal cable, etc. Radio frequency Space electromagnetic field coupling makes guide line generate induced voltage current. -
Page 39: Instructions To E21 Electromagnetic Capability Installation
E21 Installation Manual 7.3.2 Instructions to E21 electromagnetic capability installation E21 may be installed outside the cabinet. If work environment is poor, keep E21 close to cabinet as much as possible; Metal housing shall connect to protective ground via earth conductor, and ground resistance shall be no higher than 0.3 ohm;…
-
Page 40: Demonstration Of Ac Asynchronies Motor Wiring
E21 Installation Manual 7.4 Demonstration of AC Asynchronies motor wiring Demonstration of AC asynchronism motor wiring is as shown in the following figure. Power COMMUNICATION ENCODER 1, 6 2, 7 RS485A RS485B Others 8, 9 Shell EARTH Shell EARTH…
-
Page 41
E21 Installation Manual…
Ручное управление E21 Контроллер Estun
Предисловие
Настоящее руководство описывает работу устройства числового программного управления E21 и предназначено для операторов, проходящих инструктаж по работе с устройством. Перед началом работы с устройством оператор должен ознакомиться с данным руководством и знать требования к эксплуатации.
Авторские права сохраняются за компанией ESTUN. Не допускается добавление или удаление части или всего содержания руководства без согласия ESTUN. Запрещается использовать часть или все содержание руководства для проектирования третьими лицами.
Устройство E21 обеспечивает полное программное управление и не имеет механических средств защиты оператора и станка. Поэтому в случае неисправности станка необходимо предусмотреть устройство защиты оператора и внешней части станка. Компания ESTUN не несет ответственности за любые прямые или косвенные убытки, вызванные нормальной или ненормальной работой устройства.
Компания ESTUN оставляет за собой право на внесение изменений в данное руководство в случае добавления функций или ошибок при печати.
Ручное управление E21 Контроллер Estun
24 июня 2021 г. Технологическая поддержка
Ручное управление E21 Контроллер Estun
Предисловие
Настоящее руководство описывает работу устройства числового программного управления E21 и предназначено для операторов, проходящих инструктаж по работе с устройством. Перед началом работы с устройством оператор должен ознакомиться с данным руководством и знать требования к эксплуатации.
Авторские права сохраняются за компанией ESTUN. Не допускается добавление или удаление части или всего содержания руководства без согласия ESTUN. Запрещается использовать часть или все содержание руководства для проектирования третьими лицами.
Устройство E21 обеспечивает полное программное управление и не имеет механических средств защиты оператора и станка. Поэтому в случае неисправности станка необходимо предусмотреть устройство защиты оператора и внешней части станка. Компания ESTUN не несет ответственности за любые прямые или косвенные убытки, вызванные нормальной или ненормальной работой устройства.
Компания ESTUN оставляет за собой право на внесение изменений в данное руководство в случае добавления функций или ошибок при печати.

Часть 1 — Инструкция по эксплуатации
1.1 Основные операции
Основная процедура переключения и работы устройства показана на рис. 2-1.
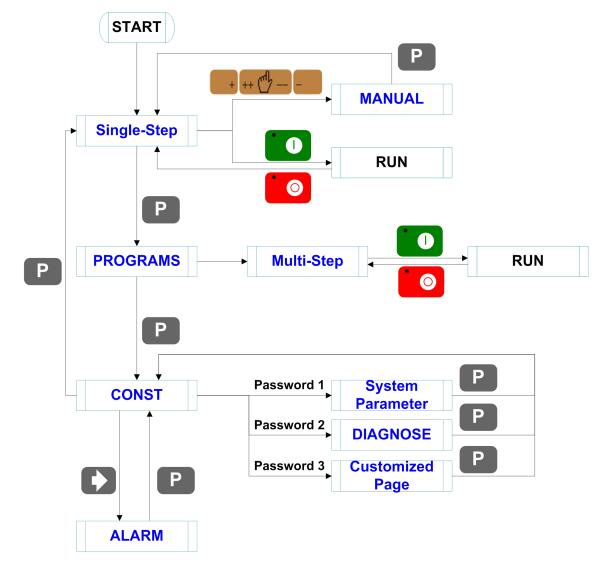
Рисунок 2-1 Основные операционные потоки
1.2 Программирование
Прибор имеет два способа программирования: одношаговый и многошаговый. Пользователь может настроить программирование в соответствии с реальными потребностями.
2.2.1 Одношаговое программирование
Внимание: Если параметр X или Y отображается на странице ********, не переходите на страницу RUN или Manual, если не сброшена функция обучения оси X или Y.
Одношаговое программирование обычно используется для обработки одного этапа до конца обработки заготовки. При включении питания контроллер автоматически переходит на страницу одношагового программирования.
Этапы работы
Шаг 1 После запуска прибор автоматически перейдет на страницу настройки одношаговой программы, как показано на рис. 2-2.
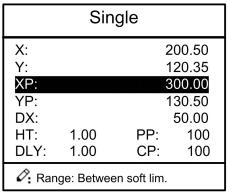
Рисунок 2-2 Страница настройки одноступенчатой программы
Шаг 2 Нажмите![]() , выберите параметр, который необходимо настроить, нажмите кнопку
, выберите параметр, который необходимо настроить, нажмите кнопку ![]() цифровая клавиша для ввода значения программы, нажмите для завершения ввода.
цифровая клавиша для ввода значения программы, нажмите для завершения ввода.
[Примечание] Параметр может быть установлен только при включенном индикаторе Stop.
Диапазон настройки параметра single step приведен в табл. 2-1.
| Имя параметра | Единица | Установленный диапазон | Примечания |
| X | мм/дюйм | / | Текущее положение оси X, которое не может быть изменено. |
| Y | мм/дюйм | / | Текущее положение оси Y, не подлежащее изменению. |
| XP | мм/дюйм | 0~9999.999 | Программное положение оси X. |
| YP | мм/дюйм | 0~9999.999 | Целевое положение оси Y. |
| DX | мм/дюйм | 0~9999.999 | Расстояние втягивания оси X. |
| HT | s | 0~99.99 | Время между действием сигнала уступки и выходом времени удержания конца. |
| DLY | s | 0~99.99 | В случае одиночного шага время задержки для уступки по оси X. |
| PP | / | 0~99.99 | Количество предварительно установленных заготовок |
| CP | / | 0~99.99 | Номер текущей заготовки. |
Шаг 3 Нажмите ![]() Система будет работать по этой программе, как показано на рис. 2-3.
Система будет работать по этой программе, как показано на рис. 2-3.
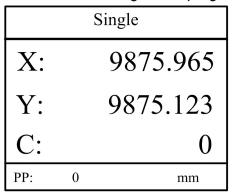
Рисунок 2-3 Страница одноступенчатой операции
- Пример работы
На странице одношаговой программы запрограммируйте глубину гибки 100,0 мм, положение заднего калибра
80,00 мм, расстояние выдвижения до 50 мм, время ожидания уступки до 2 с, время удержания до 3 с, работа
шт. до 10.
Этапы работы приведены в табл. 2-2.
Таблица 2-2 Этапы работы в примере с одним шагом
| Этапы работы | Операция |
| Шаг1 | Нажмите |
| Шаг2 | Введите цифровую клавишу 80.00. |
| Шаг3 | Нажмите |
| Шаг4 | Нажмите |
| Шаг5 | Введите 100.0 с помощью цифровой клавиши. |
| Шаг6 | Нажмите |
| Шаг9 | Нажмите параметр, параметр «HT», параметр «PP» соответственно. |
| Шаг10 | Цифровой клавишей установите параметры 50 мм, 2 с, 3 с, 10, 0. |
| Шаг11 | Нажмите |
2.2.2 Многошаговое программирование
Внимание: Если параметр X или Y отображается на странице ********, не переходите на страницу RUN, если не сброшена функция обучения оси X или Y.
Многошаговая программа предназначена для обработки одной заготовки на разных этапах обработки, реализует последовательное выполнение нескольких этапов и повышает эффективность обработки.
Шаг операции
Шаг 1 При включении питания устройство автоматически отображает одношаговую страницу параметров.
Шаг 2 Нажмите ![]() Перейдите на страницу управления программой, как показано на рис. 2-4.
Перейдите на страницу управления программой, как показано на рис. 2-4.
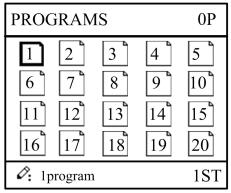
Рисунок 2-4 Страница управления программой
Шаг 3 Нажмите ![]()
![]()
![]() , выберите серийный номер программы или введите номер программы напрямую, например, введите «1».
, выберите серийный номер программы или введите номер программы напрямую, например, введите «1».
Шаг 4 Нажмите ![]() , откройте страницу настройки многоступенчатой программы, как показано на рис. 2-5.
, откройте страницу настройки многоступенчатой программы, как показано на рис. 2-5.
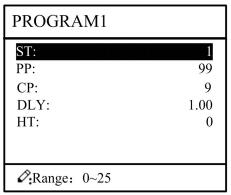
Рисунок 2-5 Многоступенчатый
Шаг 5 Нажмите ![]() , выбрать параметр многоступенчатого программирования, требующий настройки, ввести
, выбрать параметр многоступенчатого программирования, требующий настройки, ввести
установка значения, нажмите ![]() , и установка вступит в силу.
, и установка вступит в силу.
Шаг 6 По завершении настройки нажмите кнопку ![]() Войдите на страницу установки параметров шага, как показано на рис. 2-6.
Войдите на страницу установки параметров шага, как показано на рис. 2-6.
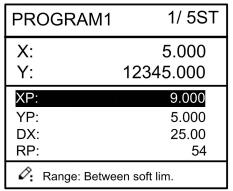
Рисунок 2-6 Страница установки параметров шага
Шаг 7 Нажмите ![]() , выберите параметр шага, который необходимо настроить, введите значение программы, нажмите кнопку
, выберите параметр шага, который необходимо настроить, введите значение программы, нажмите кнопку ![]() , и установка вступит в силу.
, и установка вступит в силу.
Шаг 8 Нажмите ![]()
![]() для переключения между этапами. Если текущий шаг является первым, нажмите кнопку
для переключения между этапами. Если текущий шаг является первым, нажмите кнопку ![]() для перехода на последнюю страницу настройки параметров шага; если текущий шаг является последним, нажмите кнопку
для перехода на последнюю страницу настройки параметров шага; если текущий шаг является последним, нажмите кнопку ![]() для входа на первую страницу настройки ступенчатых параметров.
для входа на первую страницу настройки ступенчатых параметров.
Диапазон настройки многоступенчатых параметров приведен в таблице 2-3.
Таблица 2-3 Диапазон настройки многоступенчатых параметров
| Имя параметра | Единица | Диапазон настройки | Примечания |
| Номер шага программы | / | 0~25 | Установите общий номер шага обработки данной программы |
| Предварительно установленный номер заготовки | / | 0~9999 | Количество обрабатываемых заготовок, уменьшающееся, если больше нуля; отрицательное — увеличивающееся. |
| Номер текущей заготовки | / | 0~9999 | Количество готовых заготовок |
| Задержка концессии | s | 0~99.99 | Время между сигналом отбоя и выполнением уступки. |
| Задержка времени удержания | s | 0~99.99 | Время между сигналом уступки и выходом конечного давления |
| X | мм/дюйм | / | Текущее положение оси X, не может быть изменено; |
| Y | мм/дюйм | / | Текущее положение оси Y, не может быть изменено; |
| Положение цели X | мм/дюйм | / | Программное положение оси X; |
| Положение цели по оси Y | мм/дюйм | / | Целевое положение оси Y; |
| концессионное расстояние | мм/дюйм | 0~9999.999 | Расстояние уступа по оси X; |
| Повторить несколько раз | / | 1~99 | Повторите действия, предусмотренные этим шагом. |
Шаг 9 Нажмите ![]() , система будет работать в соответствии с этой программой, как показано на рис. 2-7.
, система будет работать в соответствии с этой программой, как показано на рис. 2-7.
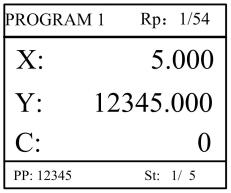
Рисунок 2-7 Страница работы с многоступенчатым программированием
- Пример работы
[Общие сведения] Одна заготовка требует обработки 50, как показано ниже;
Первый изгиб: 50 мм;
Второй изгиб: 100 мм;
Третий изгиб: в другую сторону 300 мм;
[Анализ] в соответствии с заготовкой и технологическими условиями работы станка:
Первый изгиб: Положение оси X — 50,0 мм; положение оси Y — 85,00 мм, уступка — 50 мм;
Второй изгиб: Положение оси X — 100,0 мм; положение оси Y — 85,00 мм, уступ — 50 мм;
Третий изгиб: Положение оси X — 300,0 мм; положение оси Y — 85,00 мм, уступ — 50 мм;
Отредактируйте программу обработки этой заготовки по программе № 2.
Порядок работы приведен в табл. 2-4.
Таблица 2-4 Этапы работы примера многоэтапного программирования
| Нет. | Операция |
| Шаг1 | На странице настройки параметров одного шага нажмите кнопку |
| Шаг2 | Введите «2», нажмите программа 2. |
| Шаг3 | Выберите «Шаг программы», введите «3», нажмите |
| Шаг4 | Выберите «количество заданных заготовок», введите «50», нажмите вступает в силу. |
| Шаг5 | Аналогично шагу 3 и шагу 4 установите значения «номер текущей заготовки», «задержка уступки» и «время опрессовки» равными 0, 400, 200 соответственно. |
| Шаг6 | Нажмите |
| Шаг7 | Выберите «X-позиция цели», введите 50, нажмите |
| Шаг8 | Выберите «Y целевая позиция», введите 85, нажмите |
| Шаг9 | Аналогично шагу 7, 8, установите «расстояние уступки» и «время повтора» равными 50, 1 соответственно. |
| Шаг10 | Нажмите Метод аналогичен методу первого этапа. |
| Шаг11 | Нажмите |
■ При завершении многошагового программирования перед запуском системы необходимо вернуться на начальный шаг; в противном случае программа начнет обработку позиции с текущего шага.
■ Нажимайте левую и правую клавиши для перелистывания страниц и просмотра всех параметров шага.
■ Программа может быть вызвана и пересмотрена заново.
■ По окончании обработки всех заготовок (в примере — 50) система автоматически останавливается. Повторный запуск приведет к началу очередного цикла обработки 50 заготовок.
1.3 Настройка параметров
Пользователь может настроить все параметры, необходимые для нормальной работы системы, включая системный параметр, параметры оси X и оси Y.
Шаг 1 На странице управления программой нажмите кнопку ![]() для входа на страницу констант программирования, как показано на рис. 2-8. На этой странице можно установить константу программирования.
для входа на страницу констант программирования, как показано на рис. 2-8. На этой странице можно установить константу программирования.
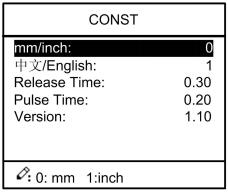
Рисунок 2-8 Страница программирования констант
Диапазон настройки констант программирования приведен в табл. 2-5.
Таблица 2-5 Диапазон настройки констант программирования
| Имя параметра | Единица | Диапазон | По умолчанию | Примечания |
| мм/дюйм | / | 0 или 1 | 0 | 0: мм, 1: дюйм |
| 中文/английский | / | 0 или 1 | 0 | 0: китайский, 1: английский |
| Время выхода | s | от 0 до 99,99 | 0.3 | Время продолжения разгрузочного выхода после запуска системы. |
| Время импульса | s | Время с 0.000 до 1.000 | 0.2 | Длительность импульсного сигнала. |
| Версия | / | / | / | Информация о версии программного обеспечения, V обозначает версию. 1: указывает номер версии. 0: указывает уровень версии. |
Шаг 2 Введите пароль «1212», нажмите ![]() для входа на страницу обучения, как показано на рис. 2-9.
для входа на страницу обучения, как показано на рис. 2-9.
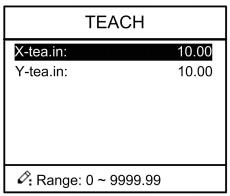
Рисунок 2-9 Страница настройки параметров системы
Параметр Step up, диапазон настройки параметров приведен в таблице 2-6.
Таблица 2-6 Диапазон настройки системных параметров
| Имя параметра | Единица | Диапазон | По умолчанию | Примечания |
| X-tea.in | мм | 0~9999.99 | 10 | В режиме разрешения обучения входной ток положение оси X |
| Y-tea.in | мм | 0~9999.99 | 10 | В режиме разрешения обучения входной ток положение оси Y |
: Можно непосредственно измерять положение ползуна и заднего калибра. Если измерение затруднено, можно запрограммировать и выполнить один из процессов, а затем измерить готовую заготовку.
Шаг 3 Нажмите ![]() , вернуться на страницу программирования констант.
, вернуться на страницу программирования констант.
—End
1.4 Ручная регулировка
В одношаговом режиме управление перемещением оси осуществляется нажатием клавиши вручную. Этот метод помогает пользователю настроить станок и заготовку.
Шаг 1 На странице настройки одношаговых параметров нажмите кнопку ![]() или
или ![]() для входа на страницу ручного управления, как показано на рис. 2-10.
для входа на страницу ручного управления, как показано на рис. 2-10.
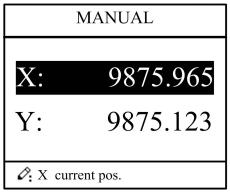
Рисунок 2-10 Страница «Руководство
Шаг 2 В соответствии с фактическими требованиями для регулировки положения оси используйте приведенную выше таблицу. — Если режим привода соответствующей оси — общий двигатель:
| Нажмите клавишу | Статус | Направление | Время выполнения | Скорость |
| Остановить | увеличение | Время печати | Медленный | |
| Выполнить | увеличение | Время нажатия (если оно меньше, чем «Время импульса») Время импульса (если оно меньше времени нажатия) |
Медленный | |
| Остановить | уменьшение | Время печати | Медленный | |
| Выполнить | уменьшение | Время нажатия (если оно меньше чем «Время импульса») Время импульса (если оно меньше времени нажатия) |
Медленный | |
| Остановить | увеличение | Время печати | Медленный | |
| Выполнить | увеличение | Время печати | Медленный | |
| Остановить | уменьшение | Время печати | Медленный | |
| Выполнить | уменьшение | Время печати | Медленный |
: Когда система находится в режиме работы, операция ручной регулировки действительна только для оси X.
— Если режим привода соответствующей оси — частотный:
| Нажмите клавишу | Статус | Направление | Время выполнения | Скорость |
| Остановить | увеличение | Время печати | Медленный | |
| Выполнить | / | |||
| Остановить | уменьшение | Время печати | Медленный | |
| Выполнить | / | |||
| Остановить | увеличение | Время печати | Быстрый | |
| Выполнить | / | |||
| Остановить | уменьшение | Время печати | Быстрый | |
| Выполнить | / |
Шаг 3 Нажмите ![]() вернуться на страницу настройки параметров одного шага.
вернуться на страницу настройки параметров одного шага.
—End
Часть 3 — Сигнализация
Устройство может автоматически обнаруживать внутренние или внешние аномалии и посылать сигнал тревоги. Сообщение о тревоге доступно в списке тревог.
Шаг 1 На странице управления программированием нажмите кнопку ![]() для входа на страницу программирования констант.
для входа на страницу программирования констант.
Шаг 2 На странице программирования постоянных параметров нажмите кнопку ![]() для входа на страницу «Alarm history» для просмотра всей истории тревог.
для входа на страницу «Alarm history» для просмотра всей истории тревог.
Как показано на рисунке 3-1, на этой странице можно просмотреть последние 6 аварийных сигналов, их номер и причины.
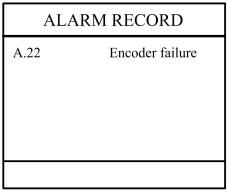
Рисунок 3-1 Страница истории аварийных сигналов
История аварийных сигналов и сообщений приведена в таблице 3-1.
Таблица 3-1 Номер сигнала тревоги и сообщение о тревоге
| Номер сигнала тревоги | Название сигнализации | Описание сигнализации |
| A.02 | XPos < минимум | Переместите ось X вперед в режиме «Ручное движение». |
| A.03 | XPos > максимум | Переместите ось X назад в режиме «Ручное движение». |
| A.04 | YPos < минимум | Переместите ось Y вперед в режиме «Ручное движение». |
| A.05 | YPos > максимум | Переместите ось Y назад в режиме «Ручное движение». |
| A.06 | X из lmt. | Повторное обучение положению оси X. |
| A.11 | Счетчик достиг отключения | При повторном запуске сигнал тревоги снимается автоматически. |
| A.12 | Балка не находится в верхней мертвой точке | Нажмите на ножной переключатель, перемещая ползунок к TDC, и сигнал тревоги будет автоматически снят. |
| A.13 | X Не преподавать | Повторное обучение положению оси X. |
| A.14 | Y Не преподавать | Повторно обучить положению оси Y. |
| A.21 | Не включается масляный насос | Проверьте, подключен ли сигнал насоса, и проверьте, включен ли выключатель насоса. |
| A.22 | Отказ энкодера | Проверьте, нормально ли подключен энкодер. |
| A.25 | Ошибка режима движения | Перепрограммируйте режим привода для осей X и Y. |
| A.26 | X Stop Err | Проверьте, нормально ли работает двигатель заднего манометра |
| A.27 | Y Stop Err | Проверьте, нормально ли работает двигатель заслонки. |
| A.28 | X V2 Err | Проверьте, нормально ли работает двигатель заднего манометра. |
| A.29 | X V3 Err | Проверьте, нормально ли работает двигатель заднего манометра. |
| A.30 | Y V2 Err | Проверьте, нормально ли работает двигатель заслонки. |
| A.31 | Y V3 Err | Проверьте, нормально ли работает двигатель заслонки. |
| A.32 | XPos < 0 | Переместите ось X вперед в диапазон настройки в пункте Ручное движение. |
| A.33 | YPos < 0 | Переместите ось Y вперед в диапазон настройки в пункте Ручное движение. |
| A.41 | Ошибка хранения параметров | Возврат на завод для ремонта |
Приложение Общие неисправности и их устранение
| Явления неисправности | Поиск и устранение неисправностей |
| Экран не отображается, когда включение питания. |
Ошибка в клемме подключения источника питания. Для повторного подключения следуйте указаниям заводской таблички. Напряжение источника слишком низкое. Разъем подключен плохо. |
| При работе оси X двигатель заднего датчика не работает, но при работе оси двигатель ползунка работает |
Провода этих двух двигателей расположены в обратном порядке, пожалуйста, переподключите их. |
| Двигатель не работает, когда работающий. |
Проверьте, не заторможен ли станок, не вернулся ли ползун в TDC. Проверьте, хорошо ли подключен провод двигателя. |
| Двигатель не может осуществлять взаимное преобразование от высокого к низкому |
Проверьте, действует ли сигнал, или частотный преобразователь в норме. Проверьте, правильно ли запрограммирован параметр Mute Dis. |
| Шаг не может быть изменен в Многоступенчатый режим. |
Убедитесь, что клемма START подключена к +24 В, когда ползун находится на TDC. |
| Счетчик не работает в Многоступенчатый режим. |
Убедитесь, что клемма START подключена к +24 В, когда ползун находится на TDC. |
| Потерять контроль над системой | Проверьте, хорошо ли подключен кабель энкодера. Проверьте правильность подключения проводов направления вращения двигателя (X+, X-, Y+, Y-). |
| Фактическое положение оси X или Y остается неизменным или не отображается. | Проверьте, хорошо ли подключен кабель энкодера или правильно. |
2.1 Представление продукта
Данный продукт оснащен специализированным устройством числового программного управления листогибочного станка, которое подходит для различных пользователей. На основе обеспечения точности работы значительно снижается стоимость гибочного станка с числовым программным управлением.
Особенности данного продукта перечислены ниже:
Управление позиционированием заднего калибра.
Интеллектуальное управление позиционированием.
Одностороннее и двунаправленное позиционирование, эффективно устраняющее зазор в шпинделе.
Функции втягивания.
Автоматический поиск ссылок.
Резервное копирование и восстановление параметров одной клавишей.
Быстрое позиционное индексирование.
40 программ, каждая программа состоит из 25 шагов.
Защита от выключения питания.
2.2 Панель управления
Панель управления показана на рис. 1-1.
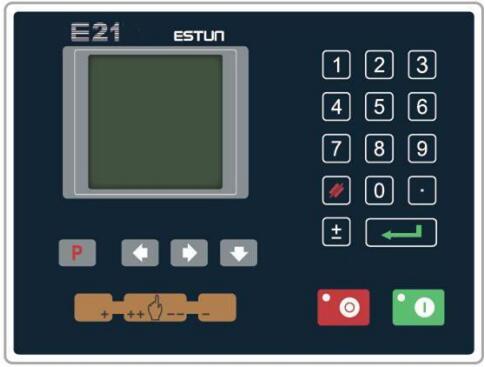
Рисунок 1-1 Панель управления
Функции клавиш панели описаны в табл. 1-1.
Таблица 1-1 Описание основных функций
| Ключ | Описание функций |
| Клавиша Delete: удаление всех данных в области ввода, расположенной в левой нижней части дисплея. | |
| Клавиша Enter: подтверждение введенного содержимого. Если содержимое не введено, клавиша выполняет функцию, аналогичную клавише направления |
|
| Клавиша Start: автоматический запуск, в левом верхнем углу клавиши находится светодиодный индикатор работы. Когда работа запущена, этот индикатор горит. | |
| Клавиша Stop: остановка работы, в левом верхнем углу клавиши находится светодиодный индикатор Stop. При нормальной инициализации и отсутствии работы этот индикатор горит. | |
| Левая клавиша направления: переход на страницу вперед, удаление курсора | |
| Правая клавиша направления: страница назад, удаление курсора | |
| Клавиша направления вниз: выбор параметра в сторону уменьшения | |
| Функциональный переключатель: переключение между страницами различных функций | |
| Символьная клавиша: символ ввода пользователя или стартовая диагностика | |
| Цифровая клавиша: при установке параметра, ввод значения | |
| Кнопка десятичной точки: при настройке параметра ввести десятичную точку. | |
| Кнопка ручного перемещения: в случае ручной регулировки заставить объект регулировки перемещаться в прямом направлении с низкой скоростью. | |
| Кнопка ручного перемещения: в случае ручной регулировки обеспечивает перемещение объекта регулировки в обратном направлении с низкой скоростью | |
| Клавиша выбора высокой скорости: в случае ручной настройки нажмите эту клавишу и нажмите |
2.3 Дисплейчик
В устройстве числового программного управления E21 используется матричный ЖК-дисплей 160*160. Область отображения показана на рис. 1-2.
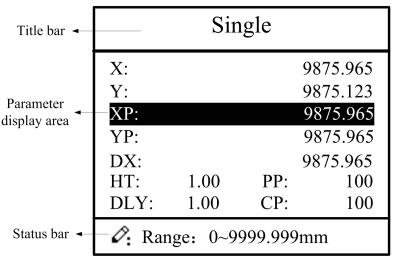
Рисунок 1-2 Область отображения
Строка заголовка: отображает соответствующую информацию о текущей странице, например, ее название и т.д.
Область отображения параметров: отображение имени параметра, значения параметра и системной информации.
Строка состояния: область отображения входной информации, сообщений подсказок и т.д.
Перефразировка сокращений на этой странице приведена в табл. 1-2.
Таблица 1-2 Перефразировка сокращений
| Укорачивание | Описание |
| X | Текущее положение задней шкалы |
| Y | Текущее положение ползунка |
| XP | Желаемое положение задней шкалы |
| YP | Желаемое положение ползунка |
| DX | Расстояние выдвижения задней шкалы |
| HT | Задержка удержания |
| DLY | Задержка втягивания |
| PP | Предварительно установленная заготовка |
| CP | Текущая заготовка |