

Характеристики
|
Производитель |
|
|
Мощность, Вт |
1700 |
|
Напряжение сети, В |
220 |
|
Число оборотов, об/мин |
1700 |
|
Диаметр пильного диска, мм |
200 |
|
Посадочный диаметр пильного диска, мм |
32 |
|
Количество ножей, шт |
2 |
|
Тип электродвигателя |
асинхронный |
Деревообрабатывающий станок Могилев ИЭ-6009 А2.1 и другие оригинальные товары в категории комбинированные станки доступны на сайте интернет-магазина Бигам в Москве по специальной цене 27950 рублей. Перед покупкой данной модели бренда Могилев рекомендуем посмотреть особенности, технические параметры, документацию и сертификаты на продукцию. Также предлагаем сравнить товар деревообрабатывающий станок Могилев ИЭ-6009 А2.1 с ассортиментом модификаций и аналогов из категории комбинированные станки Могилев.
-
-
Инструкция Могилев ИЭ-6009 А2.1
Инструкция.pdf 4.3 МБ
На странице представлена инструкция по эксплуатации и другие материалы производителя о товаре деревообрабатывающий станок Могилев ИЭ-6009 А2.1, необходимые пользователю. Из руководства пользователя Могилев можно узнать устройство изделия, срок службы и комплект поставки. Деревообрабатывающий станок Могилев ИЭ-6009 А2.1 и все товары серии требуют соблюдения правил использования, обслуживания, ухода и хранения.
-
Похожие товары
-
-13 540 ₽
-
-10 157 ₽
МИНИСТЕРСТВО СТРОИТЕЛЬНОГО, ДОРОЖНОГО И КОММУНАЛЬНОГО МАШИНОСТРОЕНИЯ


ОКП 48 3331 4801
ДАУГАВПИЛССКИЙ ЗАВОД «ЭЛЕКТРОИНСТРУМЕНТ»
МАШИНА ДЕРЕВООБРАБАТЫВАЮЩАЯ ИЭ-6009А
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 0940.09. РЭ

Даугавпилс – 1988
ВНИМАНИЕ!
Прежде чем начать работу c машиной, внимательно изучите руководство по эксплуатации и строго соблюдайте его при работе.
Наличие в машине деревообрабатывающей подвижных частей и электрооборудования требует строгого соблюдения правил техники безопасности при её эксплуатации.

— этот знак, указанный на маркировочной пластинке, означает наличие в машине двойной изоляции (класс машины II).
Все части машины, доступные для прикосновения, отделены от частей, находящихся под напряжением, двойной изоляцией. Заземлять машину нельзя.
Машина без отметки ОТК в разделе 9 «Руководство по эксплуатации» продаже не подлежит, а без отметки о продаже магазином в разделе II к гарантийному обслуживанию не принимается.
При покупке машины требуйте включения изделия в электрическую сеть для проверки его работоспособности и проверки комплектности согласно раздела 3 «Комплект поставки».
1. ОБЩИЕ УКАЗАНИЯ
Машина деревообрабатывающая ИЭ-6009А представляет собой компактное настольное переносное устройство, предназначенное для различных видов механической обработки древесины: — строгания по плоскости, при ширине обработки поверхности за один проход до 200 мм и толщине заготовки не более 50 мм (с прижимным приспособлением); — строгания под углом и по ребру; — распиловки вдоль и поперёк волокон; — продольной распиловки под углом от 0° до 45°; — фрезерования пазов дисковой и концевыми фрезами; — сверления диаметром от 3 до 16 мм.
Питание машины осуществляется от сети переменного тока напряжением (220±22)В частотой (50±2,5) Гц.
Машина может эксплуатироваться в бытовых условиях в нежилых помещениях на высоте над уровнем моря до — 1000 м., температуре окружающего воздуха — от плюс 5 до плюс 40°С, относительной влажности окружающего воздуха — не более 80% при температуре плюс 20°С.
Исполнение по степени защиты от влаги — незащищённое.
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры и размеры машины
|
Наименование показателя |
Норма |
|
Наибольшая глубина пропила, мм, не менее: |
45 |
|
Наибольшая глубина строгания за один проход, мм: |
2,0+0,4 |
|
Ширина строгания за один проход, мм |
200±5 |
|
Диаметр отверстия при сверлении, мм: |
3—16 |
|
Частота вращения ножевого барабана на холостом ходу, с-1 (об/мин): |
83,3—6,6 (5000—400) |
|
Частота вращения пилы на холостом ходу, с-1 (об/мин) |
36,6—3,3 (2200—200) |
|
Род тока: |
переменный однофазный |
|
Потребляемая мощность, Вт, не более: |
900 |
|
Вид двигателя: |
асинхронный однофазный с рабочими и пусковыми конденсаторами |
|
Режим работы: |
продолжительный |
|
Исполнение по степени защиты внутренних частей от влаги: |
незащищённое |
|
Габаритные размеры машины (с прижимным приспособлением и столом) мм, не более |
|
|
длина |
638 |
|
ширина |
640 |
|
высота |
400 |
|
Масса без съёмного рабочего инструмента, приспособлений и токоподводящего кабеля, кг, не более |
37,5 |
|
Масса комплекта, кг, не более |
46 |
Наименование показателя
Норма
Наибольшая глубина пропила, мм, не менее:
45
Наибольшая глубина строгания за один проход, мм:
2,0+0,4
Ширина строгания за один проход, мм
200±5
Диаметр отверстия при сверлении, мм:
3—16
Частота вращения ножевого барабана на холостом ходу, с-1 (об/мин):
83,3—6,6 (5000—400)
Частота вращения пилы на холостом ходу, с-1 (об/мин)
36,6—3,3 (2200—200)
Род тока:
переменный однофазный
Потребляемая мощность, Вт, не более:
900
Вид двигателя:
асинхронный однофазный с рабочими и пусковыми конденсаторами
Режим работы:
продолжительный
Исполнение по степени защиты внутренних частей от влаги:
незащищённое
Габаритные размеры машины (с прижимным приспособлением и столом) мм, не более
длина
638
ширина
640
высота
400
Масса без съёмного рабочего инструмента, приспособлений и токоподводящего кабеля, кг, не более
37,5
Масса комплекта, кг, не более
46
2.2. Характеристика подшипников качения.
|
№ поз. по рис. 2 и 4 |
Обозначение подшипника |
ГОСТ |
Основные размеры, мм |
Обозначение сборочной единицы |
Кол. подшипников на сборочную единицу |
|
62 |
80202 |
7242-81 |
15x35x11 |
001056 |
1 |
|
58 |
80203 |
7242-81 |
17x40x12 |
001056 |
1 |
|
36 |
1205 |
5720-75 |
25x52x15 |
004050 |
2 |
№ поз. по рис. 2 и 4
Обозначение подшипника
ГОСТ
Основные размеры, мм
Обозначение сборочной единицы
Кол. подшипников на сборочную единицу
62
80202
7242-81
15x35x11
001056
1
58
80203
7242-81
17x40x12
001056
1
36
1205
5720-75
25x52x15
004050
2
2.3. Характеристика ремня.
|
№ поз. по рис. 2 |
Наименование |
ГОСТ |
Тип |
Длина, мм |
|
22 |
Ремень приводной клиновый |
1284.1-80 |
0 |
560 |
№ поз. по рис. 2
Наименование
ГОСТ
Тип
Длина, мм
22
Ремень приводной клиновый
1284.1-80
0
560
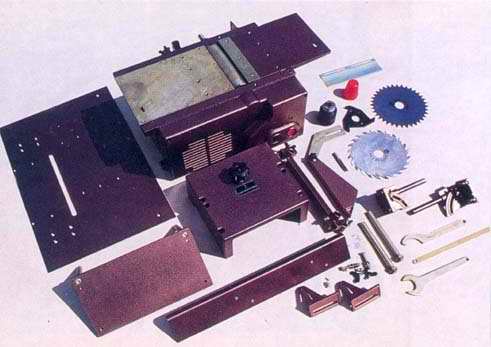
Комплектность машины

Рис. 1
3. КОМПЛЕКТ ПОСТАВКИ (см. рис. 1)
В комплект поставки входят:
|
Наименование деталей узлов и инструмента |
Обозначение |
Кол. шт. |
№ по рис.1 |
Примечание |
|
Механизм привода |
0040.50 |
1 |
1 |
— |
|
Линейка направляющая |
4230.11 |
1 |
2 |
без уголков |
|
Приспособление защитное |
5100.10 |
1 |
3 |
— |
|
Приспособление прижимное |
5130.05 |
1 |
4 |
— |
|
Приспособление для пиления и фрезерования (поставляется в разобранном виде) |
5130.12 |
1 |
— |
— |
|
Плита |
1201.07 |
1 |
5 |
— |
|
Плита угловая |
1200.02 |
1 |
6 |
— |
|
Кронштейн правый |
1400.11 |
1 |
7 |
с винтами |
|
Кронштейн левый |
1400.10 |
1 |
8 |
с винтами и гайками |
|
Стол |
1230.01 |
1 |
9 |
— |
|
Уголок |
1531.03 |
2 |
10 |
— |
|
Стержень |
1440.02 |
2 |
11 |
— |
|
Кожух |
1601.08 |
1 |
12 |
— |
|
Кожух |
1604.11 |
1 |
13 |
— |
|
Нож |
4901.01 |
2 |
14 |
запасной |
|
Пила 3420-0152 ГОСТ 980-80 |
4851.03 |
1 |
15 |
— |
|
Пила 3421-0294 ГОСТ 980-80 |
4852.06 |
1 |
16 |
— |
|
Шаблон |
5951.03 |
1 |
17 |
— |
|
Винт |
7650.03 |
2 |
18 |
для крепления линейки |
|
Кожух |
1601.11 |
1 |
— |
— |
|
Фреза 3202-0114 ГОСТ 11290-80Е (Д=125 мм, В= 10 мм) или 3202—0113 ГОСТ 11290-80Е (Д=125 мм, В=8 мм) или 3202-0115 ГОСТ 11290-80Е (Д=125 мм, В=12 мм) |
1 |
19 |
— |
|
|
Ремень 0-560Ш ГОСТ 1284.1-80 |
2 |
20 |
запасной |
|
|
Фреза 3260-0057 ГОСТ 8994-80 (Д=8 мм, d=10 мм, L=65 мм) или 3260-0058 ГОСТ 8994-80 (Д=8 мм, d=10 mm, L=90 мм) |
1 |
21 |
— |
|
|
Фреза 3260-0061 ГОСТ 8994-80 или (Д=10 мм, d=10 mm, L=70 мм) |
||||
|
Фреза 3260-0063 ГОСТ 8994-80 или (Д=12 мм, d=12 mm, L=110 мм) |
||||
|
Фреза 3260-0064 ГОСТ 8994-80 (Д=12 мм, d=10 mm, L=80 мм) |
1 |
22 |
— |
|
|
Патрон 16-В18 ГОСТ 8522-79 |
1 |
23 |
— |
|
|
Болт М8х50.58.019 ГОСТ 7796-70 |
2 |
24 |
для крепления машины |
|
|
Шайба 8.02.019 ГОСТ 11371-78 |
4 |
24 |
на болте |
|
|
Гайка М8.5.019 ГОСТ 5915-70 |
2 |
24 |
на болте |
|
|
Винт М6х16.58.019 ГОСТ 17475-80 |
2 |
25 |
— |
|
|
Гайка М6.5.019 ГОСТ 5915-70 |
2 |
25 |
на винте |
|
|
Шайба 6.02.019 ГОСТ 11371-78 |
2 |
25 |
на винте |
Наименование деталей узлов и инструмента
Обозначение
Кол. шт.
№ по рис.1
Примечание
Механизм привода
0040.50
1
1
—
Линейка направляющая
4230.11
1
2
без уголков
Приспособление защитное
5100.10
1
3
—
Приспособление прижимное
5130.05
1
4
—
Приспособление для пиления и фрезерования (поставляется в разобранном виде)
1201.07
1
5
—
Плита угловая
1200.02
1
6
—
Кронштейн правый
1400.11
1
7
с винтами
Кронштейн левый
1400.10
1
8
с винтами и гайками
Стол
4901.01
2
14
запасной
Пила 3420-0152 ГОСТ 980-80
4851.03
1
15
—
Пила 3421-0294 ГОСТ 980-80
7650.03
2
18
для крепления линейки
Кожух
1601.11
1
—
—
Фреза 3202-0114 ГОСТ 11290-80Е (Д=125 мм, В= 10 мм) или 3202—0113 ГОСТ 11290-80Е (Д=125 мм, В=8 мм) или 3202-0115 ГОСТ 11290-80Е (Д=125 мм, В=12 мм)
1
19
—
Ремень 0-560Ш ГОСТ 1284.1-80
2
20
запасной
Фреза 3260-0057 ГОСТ 8994-80 (Д=8 мм, d=10 мм, L=65 мм) или 3260-0058 ГОСТ 8994-80 (Д=8 мм, d=10 mm, L=90 мм)
1
21
—
Фреза 3260-0061 ГОСТ 8994-80 или (Д=10 мм, d=10 mm, L=70 мм)
Фреза 3260-0063 ГОСТ 8994-80 или (Д=12 мм, d=12 mm, L=110 мм)
Фреза 3260-0064 ГОСТ 8994-80 (Д=12 мм, d=10 mm, L=80 мм)
1
22
—
Патрон 16-В18 ГОСТ 8522-79
1
23
—
Болт М8х50.58.019 ГОСТ 7796-70
2
24
для крепления машины
Шайба 8.02.019 ГОСТ 11371-78
4
24
на болте
Гайка М8.5.019 ГОСТ 5915-70
2
24
на болте
Винт М6х16.58.019 ГОСТ 17475-80
2
25
—
Гайка М6.5.019 ГОСТ 5915-70
2
25
на винте
Шайба 6.02.019 ГОСТ 11371-78
2
25
на винте
|
Наименование деталей узлов и инструмента |
Обозначение |
Кол. шт. |
№ по рис.1 |
Примечание |
|
Винт М4-6 x8.56.016 ГОСТ 1491-80 |
2 |
26 |
для крепления кожуха |
|
|
Ключ 7811-0004 CI Ц15.хр. ГОСТ 2839-80 |
(10×12) |
1 |
27 |
— |
|
Ключ 7811-0027 CI Ц15.хр ГОСТ 2839-80 |
(13×14) |
1 |
28 |
— |
|
Ключ 7811-0025 CI Ц15.хр. ГОСТ 2839-80 |
(22×24) |
1 |
29 |
— |
|
Ключ 7811-0043 CI Ц15.хр. ГОСТ 2839-80 или 7811-0042 CI Ц15.хр. ГОСТ 2839-80 |
(32×36) (30×32) |
1 |
30 |
— |
|
Отвёртка 7810-0928 Ц15.хр. ГОСТ 17199-71 |
1 |
31 |
— |
|
|
Отвёртка 7810-0985 Ц15. хр. ГОСТ 17199-71 или 7810-0982 ц15. хр. ГОСТ 17199-71 |
1 |
— |
— |
|
|
Руководство по эксплуатации |
1 |
— |
— |
Наименование деталей узлов и инструмента
Обозначение
Кол. шт.
№ по рис.1
Примечание
Винт М4-6 x8.56.016 ГОСТ 1491-80
2
26
для крепления кожуха
Ключ 7811-0004 CI Ц15.хр. ГОСТ 2839-80
(10×12)
1
27
—
Ключ 7811-0027 CI Ц15.хр ГОСТ 2839-80
(13×14)
1
28
—
Ключ 7811-0025 CI Ц15.хр. ГОСТ 2839-80
(22×24)
1
29
—
Ключ 7811-0043 CI Ц15.хр. ГОСТ 2839-80 или 7811-0042 CI Ц15.хр. ГОСТ 2839-80
(32×36) (30×32)
1
30
—
Отвёртка 7810-0928 Ц15.хр. ГОСТ 17199-71
1
31
—
Отвёртка 7810-0985 Ц15. хр. ГОСТ 17199-71 или 7810-0982 ц15. хр. ГОСТ 17199-71
1
—
—
Руководство по эксплуатации
1
—
—
ПРИМЕЧАНИЕ: 1. Кожух 1601.11 не установлен на машине с целью уменьшения размеров упаковочного ящика. 2. Допускается комплектовать машину ключами и отвёртками с покрытием Хим. окс. прим. (оксидирование); Машина комплектно упаковывается в дощатый ящик типа III-1 по ГОСТ 2991-85.
4. ТРЕБОВАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Машина должна применяться в соответствии с назначением, указанным в руководстве по эксплуатации.
Перед работой необходимо проверить: надёжность и правильность крепления пилы, фрез и ножей барабана фуговального механизма; надежность и правильность крепления приспособлений; исправность шнура, его защитной трубки и штепсельной вилки; чёткость работы выключателя; работу машины на холостом ходу.
Шнур машины должен быть защищён от случайного повреждения. Непосредственное соприкосновение шнура с горячими и масленными поверхностями не допускается.
Машина должна быть отключена выключателем при внезапной остановке (вследствие исчезновения напряжения в сети, заклинивания инструмента и т.п.).
Машина должна быть отключена от сети штепсельной вилкой: при смене рабочего инструмента и регулировке; при переносе машины с одного места на другое; при перерыве в работе, по окончании работы.
Запрещается эксплуатировать машину при возникновении во время работы хотя бы одной из следующих неисправностей: повреждения штепсельной вилки, шнура или его защитной трубки; нечёткой работы выключателя; появления дыма и запаха, характерного для горящей изоляции; появления повышенного шума, стука, вибрации; поломки или появления трещин в корпусных деталях; повреждения рабочего инструмента.
Ножевой барабан при работе без прижимного устройства должен быть открыт только на необходимую для работы ширину, остальная часть должна быть закрыта кожухом 12 (рис. 1).
Запрещается: заземлять машину; подключать машину к сети при включенном выключателе; производить строгание пиломатериалов без защитного кожуха 13 (рис. 1); производить строгание пиломатериалов, размерами менее: длина 350 мм, ширина 50 мм, толщина 5 мм; производить пиление пиломатериалов без защитного приспособления 3 (рис. 1) и защитного кожуха 52 (рис. 3); производить сверление и фрезерование без защитного кожуха 12 (рис. 1) и на закреплённом винтом сверлильном патроне; эксплуатировать машину в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада или дождя.
5. УСТРОЙСТВО МАШИНЫ
Машина состоит из следующих механизмов и приспособлений: — механизма привода; — приспособления прижимного; — приспособления для пиления и фрезерования; — приспособления защитного; — стола для сверления и фрезерования.
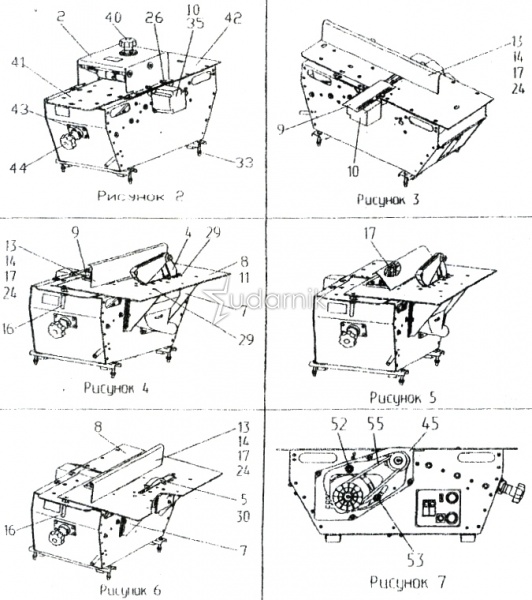
Механизм привода (рис. 2)
Состоит из двух алюминиевых стенок 32 и 49, с приливами и отверстиями для крепления их резьбовыми шпильками и предназначенных для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа «Ласточкин хвост» для установки лыжи 39.
В нижней части стенок имеется отверстие 8,5 и Т образный паз 9 (рис. 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Статор 59 двигателя (см. рис. 4) залит в алюминиевый корпус с продольными вентиляционными каналами. Выводы от обмоток статора присоединяются к конденсаторам, кнопке однополюсного включения и выключателю согласно схеме (рис. 5). Ротор 60 двигателя установлен на двух подшипниках, расположенных в переднем и заднем щитах 57 и 61.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48. Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 20 (рис. 2).
В двух пазах ножевого барабана крепятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания пыли в крышках подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 55 (рис. 7) закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа «ласточкин хвост» для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 52 (рис. 3), который предотвращает попадания опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы.
Снизу машина закрыта кожухом 56.
Механизм привода

Рис.2.
Машина с приспособлением для пиления

Рис. 3.
Приспособление прижимное (поз. 4 рис. 1)
Устанавливается сверху машины и крепится двумя винтами. Состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала — 50 мм.
Приспособление для пиления и фрезерования
Состоит из плиты 5 (рис. 3), плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита закрепляется, посредством кронштейнов на угловой плите и по стержням перемещается в горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек-барашков 53 и гаек 54.
Приспособление защитное
Состоит из ножа 51 (рис. 3) и козырька 50. Нож с помощью гайки-барашка 53 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования (поз. 9 рис.1)
Состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.
ПРИМЕЧАНИЕ: Изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.
6. ПОДГОТОВКА К РАБОТЕ И ПОРЯДОК РАБОТЫ
Безотказная работа машины во многом зависит от правильного обращения и ухода, своевременного устранения обнаруженных недостатков.
При подготовке к работе необходимо расконсервировать детали машины. Для этого все поверхности, покрытые консервационной смазкой, протереть обтирочным материалом, смоченным в бензине, а затем вытереть насухо.
Перед началом работы необходимо проверить натяжение ремня и при необходимости отрегулировать его в соответствии с указаниями в разделах 5 и 7 настоящего руководства по эксплуатации.
Запрещается начинать работу на машине, не ознакомившись с разделом «Требования по технике безопасности».
На кожухе машины нанесены символы органов управления; назначение их согласно рис. 6.
Символы органов управления

Рис. 6
Включение машины производится одновременным включением выключателя и нажатием кнопки.
При помощи выключателя В (Рис. 5) включаются рабочие конденсаторы Cp1, Cp2, Cp3, Cp4, Cp5 общей ёмкостью 50 мкф, при помощи кнопки К — пусковые конденсаторы Cп1, Сп2 ёмкостью 40 мкф. Кнопку следует отпустить после того, как частота вращения ножевого барабана или пилы достигнет на холостом ходу наибольшего значения.
Электродвигатель

Рис. 4.
Схема электрических соединений

Рис. 5.
В связи с тем, что при работе на холостом ходу, применённый в изделии конденсаторный двигатель нагревается сильнее, чем при работе под нагрузкой, включать двигатель следует только на время, необходимое для выполнения работ.
Предельное превышение температуры нагрева наружных частей механизма привода над температурой окружающего воздуха не должно быть более 60°С. Превышение температуры нагрева обмоток статора двигателя 95°С.
Выключение машины производится при помощи выключателя В.
Строгание пиломатериалов по плоскости {рис. 7)
Для выполнения этой работы необходимо: — снять конусную втулку 67 (рис. 10) с вала барабана 35 при помощи гайки круглой 66 и ключа (32), для этого необходимо предварительно застопорить вращение барабана деревянной планкой, вставленной в его паз. Вывернуть болт 70, крепящий конусную втулку (если втулка была установлена на вал барабана); — установить кожух 13 (пластмассовый) (рис. 1.);
— установить нужную глубину строгания, для чего освободить стопорные винты 41 (рис. 2) лыжи и повернуть эксцентрик гаечным ключом 10×12, устанавливая лыжу на нужную глубину строгания, после чего лыжу зафиксировать стопорными винтами;
— проверить правильность установки и надёжность закрепления ножей на ножевом барабане. Правильность установки ножей проверяется с помощью шаблона 17 (рис. 1), прижатого гранью к стальной плите 55 (рис. 7). При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона.
После выверки болты клиньев, крепящих ножи, необходимо надёжно затянуть.
Установленные заводом-изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе.
Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали с одного комплекта в другой запрещается.
Установить прижимное приспособление так, чтобы направление подачи материала, указанного на корпусе приспособления, было в сторону стальной плиты 55. Надёжно прикрепить приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 64, расположенной сверху приспособления, установить прижимные ролики 63 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала следует обязательно пользоваться дополнительным бруском для подталкивания пиломатериала, при этом работающий должен всегда находиться слева от механизма фуговального, а не позади обрабатываемого пиломатериала.
При строгании пиломатериала, бывшего в употреблении, необходимо тщательно проверить, чтобы в материале не было гвоздей.
Строгание пиломатериалов

Рис. 7
Строгание пиломатериалов под углом и по ребру (рис. 8, 9).
Для выполнения этой операции необходимо: — снять прижимное приспособление предварительно вывернув. винты, крепящие его; — установить защитный кожух 12 (рис.  так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала; — собрать линейку направляющую 2 (рис. совместно с уголками 10 скрепив их гайками барашками 53, навернуть кожух 13 (рис. 9), закрыв выступающую часть вращающегося барабана; — выставить направляющую линейку под нужным углом строгания и закрепить линейку на стальной плите и лыже при помощи винтов 18 (рис. с шайбами.
так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала; — собрать линейку направляющую 2 (рис. совместно с уголками 10 скрепив их гайками барашками 53, навернуть кожух 13 (рис. 9), закрыв выступающую часть вращающегося барабана; — выставить направляющую линейку под нужным углом строгания и закрепить линейку на стальной плите и лыже при помощи винтов 18 (рис. с шайбами.
При строгании пиломатериалов по ребру направляющую линейку необходимо развернуть под углом 90° по отношению к стальной плите 55 и лыже 39 (рис. 9).
ВНИМАНИЕ!
При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта для прикосновения.
Строгание под углом

Рис. 8.
Строгание по ребру

Рис. 9.
Распиловка пиломатериалов вдоль и поперёк волокон (рис. 11).
Для выполнения этой работы необходимо: — выбрать соответствующий пильный диск, распиловка пиломатериалов вдоль волокон производится пильным диском 15 (рис. 1) с числом зубьев 24 (зуб наклонный); — установить конусную втулку 67 (рис. 10) на вал барабана 35, при этом необходимо предварительно застопорить вращение барабана деревянной планкой, вставленной в паз барабана 35 (рис. 2). Установить шайбу 69 и закрепить болтом 70.
На втулку установить пильный диск 16, направление зубьев согласно рис. 11 и надёжно закрепить его гайкой 68.
Установить меньшее (2200) число оборотов барабана. (Изготовителем машина выпускается с установленным максимальным числом оборотов). Для этого необходимо снять крышку 44 (рис. 2), ослабить гайку 45 (рис. 2), фиксирующую двигатель, повернуть двигатель для ослабления ремня, снять ремень и переставить его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя.
При необходимости посредством гаек 45 (рис. 2) выставить шкивы в одной плоскости.
Допустимое смещение осей канавок шкивов не более 0,4 мм.
Поворотом двигателя относительно шпильки 33 натянуть ремень, после чего затянуть гайку 45, установить крышку 44 (рис. 2), закрыть барабан кожухом 12 (рис. 1).
Установить плиту 5 и привернуть её двумя винтами 25 (рис. 11) к стальной плите 55 (рис. 7) и лыже 39 гайками М6 с шайбами. Чтобы плита 5 не деформировалась во время работы, рекомендуется между плитой 5, лыжей 39 и стальной плитой установить деревянные подкладки толщиной 4—5 мм с обоих концов плиты. Установить защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском.
Регулировать гайкой специальной, навернутой на шпильку прилива стенки 32 (рис.2), закрепить нож гайко-барашком 53 (рис. 3).
Установить на плиту 5 линейку направляющую 2, выставить её на нужную ширину раскроя доски параллельно к плоскости пильного диска и закрепить планку винтами 18 (рис. 1.) с шайбами:
Подачу доски осуществлять равномерно со скоростью не более 1 м. в минуту.
Распиловка пиломатериалов поперёк волокон производится пильным диском 16 (рис. 1) с числом зубьев 36 (прямой зуб). Наладка машины та же, что при распиловке вдоль волокон. При распиловке длинных заготовок линейка направляющая должна быть снята.
Рис. 10. Крепление пильного диска

Рис. 11. Продольная распиловка

Распиловка на определённую глубину пропила
Для выполнения этой операции необходимо: — закрыть барабан защитным кожухом 12 (рис. 1), ввернуть в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установить на них плиту угловую 6*, вставить в вертикальные отверстия плиты 6 кронштейны 7 и 8, регулируемый кронштейн 8 с гайками и пазами установить с левой стороны плиты 5. Паз плиты 5 выставить параллельно пильному диску, совместить отверстия кронштейнов с отверстиями плиты 5 и привернуть, выставить на нужную глубину пропила плиту и закрепить гайками 54 и гайками-барашками 53 (рис. 12).
Для увеличения устойчивости плиты 5 необходимо подложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
ВНИМАНИЕ!
При выборке четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
*Законтрить направляющие стержни гайками М16
Рис. 12. Распиловка на определённую глубину

Распиловка пиломатериалов под углом (рис. 13).
Ввернуть в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6, и законтрить направляющие стержни гайками М16.
Выставить плиту 5 на нужный угол и застопорить сектора и направляющие плиты гайками-барашками 53 (гайки-барашки стопорящие сектора видны на рис. 12)
Рис. 13. Распиловка под углом

Фрезерование.
Для выполнения этой операции необходимо: — установить на конусную втулку 67 (рис. 10), фрезу 19, застопорить барабан деревянной планкой и закрепить фрезу гайкой 68 (рис. 10); — выставить направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
Прижимая заготовку к плите и боковой плоскости линейки производить равномерную подачу со скоростью от 0,1 до 1,5 м/мин.
Рис. 14. фрезерование

Сверление и фрезерование пазов (рис. 15).
Для выполнения данных операций необходимо: — вывернуть болт 70 (рис. 10) и при помощи гайки 68 и гаечного ключа 32 мм, снять конусную втулку 67, на конус вала барабана одеть сверлильный патрон 23*, закрыть барабан защитным кожухом 12 и закрепить его винтами; — ввернуть в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установить на них плиту угловую 6 и застопорить направляющие стержни 11 гайками; — установить на плиту угловую 6 стол для сверления и фрезерования; — закрепить в сверлильном патроне сверло или фрезу дереворежущую концевую цилиндрическую; — отрегулировать стол для сверления и фрезерования по высоте относительно инструмента и закрепить его гайками-барашками 53; — застопорить плиту угловую 6 при помощи гаек 54.
При фрезеровании пазов в сверлильном патроне закрепить фрезу деревообрабатывающую концевую цилиндрическую, остальная наладка та же, что и при сверлении.
Фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
*Вставить спецболт 70 через максимально разведённые кулачки патрона и завернуть его отвёрткой.
Рис. 15. Фрезерование пазов

7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ПРАВИЛА ХРАНЕНИЯ
Техническое обслуживание проводится с целью поддержания машины в постоянной технической исправности и готовности к работе.
Во избежание перегрева обмотки статора двигатель рекомендуется не реже, чем через 50 часов работы осматривать и прочищать вентиляционные отверстия. Для этого необходимо снять кожух 44 (рис. 2). Через окно стенки прочистить вентиляционные каналы двигателя. Отрегулировать натяжение ремня, так как неправильное натяжение ремня вызывает его быстрый износ.
Для чего приложить линейку, и к середине ремня прикрепить проволоку ø0,5…0,6 мм и с помощью бытовых пружинных весов приложить усилие Q=7H (0,7 кгс) для нового ремня и Q=5H (0,5 кгс) для приработанного ремня после 50 часов работы. Прогиб должен быть от 4 до 6 мм.
Рис. 16. Схема проверки натяжения ремня

Рис. 17. Крепление ножей.

Периодически, по мере затупления, необходимо производить заточку строгальных ножей и пильных дисков. Заточку ножей производить только по задней грани.
Рекомендуемые углы заострения ножей: — для мягких пород древесины — 35°; — для твёрдых пород древесины — 45°.
Для снятия заусенцев после заточки следует произвести доводку ножей точильным бруском. Режущая кромка ножа должна быть острой и не иметь завалов. На ней не должно быть зазубрин, грубых рисок и трещин.
Замена и установка ножей в барабане 35 (рис. 17) механизма привода производится следующим образом: — освободить крепление ножа 14 (рис. 17) путём поворота трёх специальных болтов 73 вправо в клине 72. При этом пружины 74, подпирающие нож, поднимут его вверх; — произвести замену (заточку) ножей и установить в барабане на пружины; — проверить правильность установки ножа с помощью шаблона, прижатого гранью к стальной плите 5 (рис. 3); — поворачивая три специальных болта влево, закрепить нож.
Размеры ножа приведены в приложении 1.
При установке запасных ножей, замене деталей их крепления (клиньев или болтов), а также после заточки ножей разность суммарной массы комплекта ножей с деталями их крепления, предназначенных для установки в каждый из пазов ножевого барабана, не должна превышать 1 г.
Подгонку разности суммарной массы производить за счёт снятия металла с торцов ножа или клина.
Зубья пил затачиваются путём сошлифования части металла с передней грани. Заточку пил необходимо производить специальным плоским с малым углом конического профиля типа ЗП шлифовальным кругом или напильником.
Углы заострения зубьев затачиваемых пил указаны в табл. 1.
Таблица 1.

Заточку зубьев пилы для продольной распиловки производить согласно профилю 1, для поперечной — согласно профилю 2 (рис. 18).
В пильных дисках для продольной распиловки переднюю грань затачивать без скоса, т.е. под прямым углом к боковой поверхности (прямая заточка). Заднюю верхнюю грань зуба рекомендуется затачивать под углом к боковой поверхности. Угол косой заточки задней верхней грани 20°…35°. Зуб, отогнутый вправо, должен иметь скос верхней задней грани влево и наоборот.
В пильных дисках для поперечной распиловки переднюю грань затачивать под острым углом к боковой поверхности (косая заточка). Косую заточку делать поочередно на правую и левую стороны. Угол косой заточки передней грани зуба для мягких пород древесины 55°, для твёрдых — 45°.
Заточка зубьев.

Рис. 18
После заточки зубьев пилы необходимо развести. Оптимальная величина развода зубьев зависит от породы и влажности древесины.
Развод зубьев должен быть одинаковым на обе стороны, иначе пила будет разрезать в сторону большего развода.
Рекомендуемая величина развода пил на одну сторону в мм указана в табл. 2.
Таблица 2
|
При распиловке хвойных пород (сосна, ель, пихта) с абсолютной влажностью |
При распиловке твёрдых пород (дуб, бук и др.) с абсолютной влажностью |
||
|
до 30% |
свыше 30% |
до 25% |
свыше 25% |
|
0,55…0,65 |
0,60…0,70 |
0,40…0,50 |
0,50…0,55 |
При распиловке хвойных пород (сосна, ель, пихта) с абсолютной влажностью
При распиловке твёрдых пород (дуб, бук и др.) с абсолютной влажностью
до 30%
свыше 30%
до 25%
свыше 25%
0,55…0,65
0,60…0,70
0,40…0,50
0,50…0,55
Хранить машину следует в отапливаемом и вентилируемом помещении при температуре не ниже плюс 1°С и не выше плюс 40°С с относительной влажностью воздуха не выше 80% при 25°С и при более низких температурах без конденсации влаги.
В случае длительного хранения наружные поверхности деталей машины, подвергающиеся коррозии, следует очистить и покрыть смазкой К-17 ГОСТ 10877-76 или другой аналогичного назначения.
8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
|
Наименование неисправности, внешнее проявление и дополнительные признаки |
Вероятная причина |
Метод устранения |
|
При включении в сеть двигатель не работает |
Неисправная розетка |
Проверить наличие напряжения в розетке, при отсутствии напряжения устранить неисправности |
|
Ослабли контакты в штепсельной вилке или выключателе |
Подтянуть контакты |
|
|
Обрыв жил шнура |
Заменить шнур |
|
|
При включении машины слышно гудение в двигателе, барабан не вращается или вращается медленно |
Неисправен конденсатор. Обрыв выводов двигателя, жилы шнура или перемычек в местах подсоединения к конденсаторам |
Заменить конденсатор Устранить обрыв |
|
Двигатель перегревается |
Перегрузка большой подачей |
Уменьшить подачу |
|
Перетянут ремень |
Отрегулировать натяжение ремня согласно руководству |
|
|
Отсутствует или загрязнилась смазка в подшипниках |
Проверить состояние смазки, добавить или заменить её |
|
|
Засор вентиляционных окон |
Прочистить окна |
|
|
Затупились ножи |
Сменить или заточить ножи |
|
|
Затупилась пила |
Заточить пилу |
|
|
Двигатель работает нормально, а пила или фреза не вращается |
Недостаточно затянута гайка специальная, крепящая пилу или фрезу |
Затянуть гайку специальную до отказа |
|
При вращении барабана наблюдается вибрация |
Неправильно установлены ножи |
Проверить правильность установки ножей |
|
Ножи с деталями крепления имеют разный вес |
Подогнать ножи с деталями крепления по весу |
|
|
Двигатель работает нормально, а барабан, пила или фреза вращаются медленно |
Ослабло натяжение ремня |
Отрегулировать натяжение ремня |
Наименование неисправности, внешнее проявление и дополнительные признаки
Вероятная причина
Метод устранения
При включении в сеть двигатель не работает
Неисправная розетка
Проверить наличие напряжения в розетке, при отсутствии напряжения устранить неисправности
Ослабли контакты в штепсельной вилке или выключателе
Подтянуть контакты
Обрыв жил шнура
Заменить шнур
При включении машины слышно гудение в двигателе, барабан не вращается или вращается медленно
Неисправен конденсатор. Обрыв выводов двигателя, жилы шнура или перемычек в местах подсоединения к конденсаторам
Заменить конденсатор Устранить обрыв
Двигатель перегревается
Перегрузка большой подачей
Уменьшить подачу
Перетянут ремень
Отрегулировать натяжение ремня согласно руководству
Отсутствует или загрязнилась смазка в подшипниках
Проверить состояние смазки, добавить или заменить её
Засор вентиляционных окон
Прочистить окна
Затупились ножи
Сменить или заточить ножи
Затупилась пила
Заточить пилу
Двигатель работает нормально, а пила или фреза не вращается
Недостаточно затянута гайка специальная, крепящая пилу или фрезу
Затянуть гайку специальную до отказа
При вращении барабана наблюдается вибрация
Неправильно установлены ножи
Проверить правильность установки ножей
Ножи с деталями крепления имеют разный вес
Подогнать ножи с деталями крепления по весу
Двигатель работает нормально, а барабан, пила или фреза вращаются медленно
Ослабло натяжение ремня
Отрегулировать натяжение ремня
9. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ
Машина деревообрабатывающая ИЭ-6009А, заводской номер_05453_соответствует ТУ 22-6064-85 и признана годной для эксплуатации.
Изделие подвергнуто консервации и упаковке согласно требованиям, предусмотренным руководством по эксплуатации.
Срок действия консервации — три года.
Дата выпуска 28.06.1989

М. П. Подпись лица, ответственного за приёмку
Продукция выпускается под контролем Государственной приёмки.
10. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийный срок устанавливается 12 месяцев со дня продажи машины в магазине.
Завод-изготовитель обязан в течение указанного срока безвозмездно заменить или отремонтировать вышедшую из строя машину при условии соблюдения потребителем правил эксплуатации, указанных в руководстве по эксплуатации завода-изготовителя.
Предельный срок защиты без переконсервации — 3 года.
Гарантия не распространяется на сменный режущий инструмент (строгальные ножи, пилы по ГОСТ 980-80, фрезы по ГОСТ 11290-74 и фрезы по ГОСТ 8994-80).
Средний ресурс работы машины 650 часов до первого текущего ремонта.
Допускается работа машиной после наработки ресурса более 650 часов при её исправном состоянии и соответствии характеристикам, указанным в разделе 2.
При предъявлении рекламаций потребитель сообщает заводу-изготовителю номер упаковщика, проставленный в руководстве по эксплуатации, и высылает машину на завод-изготовитель с предварительного его согласия.
При заполнении отзыва о работе (приложение) в пункте «Характер работы машины» указывается, на каких видах работ применялась машина, а также средняя наработка за день в часах.
11. ЦЕНА
Розничная цена машины при продаже через торговую сеть 260 рублей. Отметка о розничной продаже.
Дата продажи магазином: _22 Ноября 1989 г.
|
Подпись Штамп магазина |

|
Подпись
Штамп магазина
ОТЗЫВ О РАБОТЕ МАШИНЫ ДЕРЕВООБРАБАТЫВАЮЩЕЙ ИЭ-6009А
С целью усовершенствования конструкции, повышения надёжности и удобства эксплуатации изделия просим заполнить прилагаемый лист отзыва и выслать его в адрес завода.
1. Заводской номер _________________________ Дата выпуска _________________________
2. Характер работы изделия _______________________________________________________
________________________________________________________________________________
3. Сколько часов отработано машиной с начала эксплуатации ___________________________
________________________________________________________________________________
4. Какие виды технического обслуживания машины были проведены, их периодичность и количество _____________________________________________________
________________________________________________________________________________
5. Сколько раз и каким видам ремонта была подвергнута машина________________________
________________________________________________________________________________
________________________________________________________________________________
6. Какие составные части машины заменены за период эксплуатации _____________________
________________________________________________________________________________
________________________________________________________________________________
7. Какие изменения в конструкции машины и её составных частей были проведены в процессе эксплуатации и ремонта, с какой целью, их результаты _______________________
________________________________________________________________________________
________________________________________________________________________________
8. Какие недостатки выявлены в конструкции машины и меры по их устранению ____________
________________________________________________________________________________
________________________________________________________________________________
9. Ваши пожелания по дальнейшему улучшению качества машины _______________________
________________________________________________________________________________
________________________________________________________________________________
10. Ваш почтовый адрес ___________________________________________________________
________________________________________________________________________________
11. Должность, фамилия, подпись лица, составившего отзыв ____________________________
________________________________________________________________________________
________________________________________________________________________________
Дата заполнения ____________________________________ 19___г.
Отзыв направляйте по адресу: 228400, г. Даугавпилс, Латвийской ССР, ул. Валкас, 2, з-д «Электроинструмент».
Приложение 1
ЧЕРТЁЖ НОЖА

1. Материал: сталь ХВГ ГОСТ 5950-73.
2. 56…61 HRСэ.
3. Покрытие Хим. Окс. прм.
Приложение 2
АДРЕСА РЕМОНТНЫХ МАСТЕРСКИХ ДЛЯ ПРОВЕДЕНИЯ ГАРАНТИЙНОГО РЕМОНТА
1. Ленгорбыттехника «Сокол»: 195248, г. Ленинград, Ириновский пр., 58.
2. Завод «Мосгорремэлектробытприбор»: 119034, г. Москва, Курсовой пр., 10.
3. Производственное объединение «Электронс»: 226001, г. Рига, ГСП, ул. А. Барбюса, 9.
4. Завод «Рембыттехника»: 220073, г. Минск, ул. Ольшевского, 10.
5. Завод «Рембыттехника»: 310033, г. Харьков-33, 2-й Вологодский въезд, 6.


н/к
Машина деревообрабатывающая ИЭ-6009А. Руководство по эксплуатации
Сдано в набор 15.11.88. Подписано а печать 24.11.88.
Формат бумаги 60×84 1/16. Печать офсетная.
0,24 усл. п. л. 0,24 усл. кр.-отт. Гарнитура журнально-рубленая.
Тираж 10000. Заказ 7192. Бесплатно.
_______________________________________________________
Даугавпилсский завод «Электроинструмент»
_______________________________________________________
Даугавпилсская типография Латвийского производственного
объединения издательств, полиграфии и книжной торговли,
228400, Даугавпилс, ул. Валкас, 1.
Документы — деревообрабатывающий станок Могилев ИЭ-6009 А2.1
Арт. Х12486
- -7 882 ₽
Рассрочка без переплат
по карте любого банка
подробно
6 830 ₽ сегодня
и 6 830 ₽ × 3 потом
- Самовывоз 22 мая или позже
из 2 магазинов,
бесплатно - Забрать 23 мая или позже
из 328 пунктов выдачи,
654 ₽ - Доставка 22 мая или позже, бесплатно
Арт. Х12486
Характеристики
|
Производитель |
|
|
Мощность, Вт |
1700 |
|
Напряжение сети, В |
220 |
|
Число оборотов, об/мин |
1700 |
|
Диаметр пильного диска, мм |
200 |
|
Посадочный диаметр пильного диска, мм |
32 |
|
Количество ножей, шт |
2 |
|
Тип электродвигателя |
асинхронный |
- -7 882 ₽
Рассрочка без переплат
по карте любого банка
подробно
6 830 ₽ сегодня
и 6 830 ₽ × 3 потом
- Самовывоз 22 мая или позже
из 2 магазинов,
бесплатно - Забрать 23 мая или позже
из 328 пунктов выдачи,
654 ₽ - Доставка 22 мая или позже, бесплатно
-
-
Инструкция Могилев ИЭ-6009 А2.1
Инструкция.pdf 4.3 МБ
-
Содержание
- Могилев иэ 6009а 4.2
- Инструкции и файлы
- Станок деревообрабатывающий Могилевлифтмаш ИЭ6009 А 2.1 1,7 кВт
- Описание
- Состав комбинированного станка ИЭ-6009А
- Устройство комбинированного станка ИЭ-6009А
- Работа на комбинированном станке ИЭ-6009А
- Строгание пиломатериалов по плоскости (рисунок
- Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
- Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
- Распиловка на определённую глубину пропила (рисунок 12)
- Распиловка пиломатериалов под углом (рисунок 13)
- Фрезерование пазов (рисунок 14)
- Сверление и фрезерование пазов (рисунок 15)
Могилев иэ 6009а 4.2





| Категория: | Инструмент, электроинструмент, силовая техника |
| Группа: | Станок Деревообрабатывающий |
| Устройство: | Могилев иэ 6009а 4.2 |
Инструкции и файлы
| Файл | Страниц | Формат | Размер | Действие |
 |
Чтобы ознакомиться с инструкцией выберите файл в списке, который вы хотите скачать, нажмите на кнопку «Скачать» и вы перейдете на страницу, где необходимо будет ввести код с картинки. При правильном ответе на месте картинки появится кнопка для получения файла.
Если в поле с файлом есть кнопка «Просмотр», это значит, что можно просмотреть инструкцию онлайн, без необходимости скачивать ее на компьютер.
В случае если материал по вашему не полный или нужна дополнительная информация по этому устройству, например драйвер, дополнительные файлы например, прошивка или микропрограмма, то вы можете задать вопрос модераторм и участникам нашего сообщества, которые постараются оперативно отреагировать на ваш вопрос.
Также вы можете просмотривать инструкции на своем устройстве Android
Станок деревообрабатывающий Могилевлифтмаш ИЭ6009 А 2.1 1,7 кВт
Максимальная установленная глубина пропила — 60 мм Наибольшая ширина строгания за один ход — 200 мм Максимальная толщина доски при строгании с прижимным приспособлением — 60 мм
Диаметр отверстия при сверлении 3-16 мм
Частота вращения ножевого барабана на холостом ходу — 5000 об/мин
Частота вращения пилы на холостом ходу — 2200 об/мин Напряжение — 220 вольт, Частота — 50 Гц
Потребляемая мощность — 1700 Вт
Масса без съемного инструмента и приспособлений — 42 кг.Масса с инструментом и приспособлениями — 60 кг.Значительное внимание в конструкции машин уделено удобству и безопасности работы на ней:
— в обмотках двигателя установлен термовыключатель, защищающий его от перегрева;
— кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
— нерабочая часть ножевого барабана машины при строгании без прижимного приспособления закрывается специальными кожухами.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 220 В частотой 50 Гц.
Машины не требуют стационарного заземления.
Описание
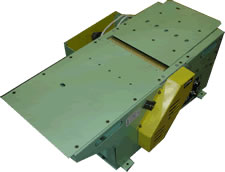
Деревообрабатывающий станок Могилев ИЭ 6009А 2.1 подходит как для работы в домашних условиях, так и для небольшого промышленного производства. Данная модель может производить функции пиления продольного, поперечного, а также пиления под углом, операции строгания по плоскости, по ребру и под углом, а также фрезерование дисковой фрезой. Станок оснащен рукоятками для удобной транспортировки. Окрашенная конструкция не подвержена коррозии и прослужит долгие годы.
Особенности:
Преимущества:
- Большая мощность и производительность;
- Малый вес и габариты;
- Высокая точность;
- Защита от перегрузок;
- В машине имеются ручки для ее перемещения.

Устройство комбинированного станка ИЭ-6009А
Станок состоит из следующих механизмов узлов и приспособлений:
- механизм привода;
- прижимное приспособление;
- приспособление для пиления и фрезерования;
- приспособление защитное;
- стол для сверления и фрезерования.
Механизм привода (рисунок 2) состоит из двух алюминиевых стенок 32 и 49 с приливами и отверстиями для крепления этих стенок резьбовыми шпильками. Стенки предназначены для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами, основания 72 с размещёнными на нём электроаппаратами, обеспечивающими нулевую защиту и защиту от короткого замыкания, крышки 73 с размещёнными на ней кнопками включения и выключения машины. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа ласточкин хвост для установки лыжи 39. В нижней части стенок имеются отверстия 8,5 мм и Т-образный паз шириной 9 мм (рисунок 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Выводы от обмоток статора двигателя (рисунок 6) присоединяются к электроаппаратуре согласно схеме (рисунок 7). Ротор 61 двигателя установлен на двух подшипниках 59 в передних и задних щитах 58 и 62.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48.
Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 50.
В двух пазах ножевого барабана кренятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания, пыли в крышке подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 56 закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа ласточкин хвост для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 53, который предотвращает попадание опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы Приспособление прижимное 4 устанавливается сверху машины и крепится двумя винтами.
Приспособление прижимное 4 состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала — 50 мм.

Приспособление для пиления и фрезерования (см. рисунок 3) состоит из плиты 5, плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита 5 закрепляется посредством кронштейнов на угловой плите 6 и перемещается горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек — барашков 54 и гаек 55.
Приспособление защитное (рисунок 3) состоит из ножа 52 и козыръка 51. Нож с помощью гайки-барашки 54 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования 9 (рисунок 1) состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.

На кожухе машины нанесены символы органов управления (рисунок 4).
Примечание: изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.
Работа на комбинированном станке ИЭ-6009А

Строгание пиломатериалов по плоскости (рисунок ![8)]()
Для выполнения этой операции:
- снимите конусную втулку 68 с вала барабана 35 при помощи гайки круглой 67 (рисунок 5) и ключа 30, предварительно застопорив вращение барабана деревянной планкой, вставленный в его паз, и вывернув болт 71, крепящий конусную втулку;
- установите кожух 13 (рисунок 1), установите нужную глубину строгании, для чего освободите стопорные винты 41 (рисунок 2)лыжи, поверните эксцентрик гаечным ключом 27, установив лыжу на нужную глубину строгания, зафиксируйте стопорными винтами;
- проверьте правильность установки и надёжность закрепления ножей на ножевом барабане.
Правильность установки ножей проверяется с помощью шаблона 17 (рисунок 1), прижатого гранью к стальной плите 56. При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона. После выверки болты клиньев, крепящих ножи, надёжно затяните.
Установленные заводом — изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе. Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали из одного комплекта в другой запрещается.
Установите прижимное приспособление так, чтобы направление подачи материала, указанное на табличке 66 корпуса прижимного приспособления, было в сторону стальной плиты 56. Надёжно прикрепите приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 65, расположенной сверху приспособления, установите прижимные ролики 64 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала обязательно пользуйтесь дополнительным бруском для проталкивания пиломатериала, при этом работающий должен всегда находится слева от зоны обработки, а не позади обрабатываемою пиломатериала.
Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
Для выполнения этой операции:
- установите защитный кожух 12 так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала;
- установите на линейку направляющую 2 уголки 10, закрепите их гайками барашками 54, затем установите кожух 13, закрыв выступающую часть вращающегося барабана;
- выставите направляющую линейку под нужным углом строгания и закрепите на стальной плите и лыже при помощи винтов 18 с шайбами. При строгании пиломатериалов по ребру направляющую линейку разверните под углом 90° по отношению к стальной плите 56 и лыже 39.
ВНИМАНИЕ! При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта от прикосновения.
Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
Для выполнения этой операции:
- установите конусную втулку 68 (рисунок 5) на вал барабана 35, предварительно застопорив вращение барабана деревянной планкой, вставленной в его паз, и заклиньте между лыжей 39 (рисунок 3), установите шайбу 70 и закрепите болтом 71 (рисунок 5);
- установите пильный диск 15 (рисунок 1), предназначенный для продольной и поперечной распиловки пиломатериалов, на втулку и надёжно закрепите его гайкой 68 (рисунок 5);
- установите меньшее (2200) число оборотов барабана (заводом — изготовителем машина выпускается с установленным максимальным числом оборотов 5000), для чего снимите крышку 44, ослабьте гайку 45 (рисунок 2), фиксирующую двигатель, поверните двигатель для ослабления ремня, снимите и переставьте его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя, при необходимости посредством гаек 45 выставьте шкивы в одной плоскости (допустимое смещение осей канавок не более 0,4 мм); поворотом двигателя относительно шпильки 33 натяните ремень после чего затяните гайку 45, установите крышку 44, закройте барабан кожухом 12 (рисунок 1); — установите плиту 5 и приверните её двумя винтами 25 к плите стальной 56 и лыже 39 гайками М6 с шайбами; чтобы плита не деформировалась во время работы, между ней, лыжей 39 и стальной плитой установите деревянные подкладки толщиной 4,5 мм с обоих концов плиты;
- установите защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском, регулировку осуществляйте гайкой специальной, закрепите нож гайкой — барашков 54 (рисунок 3);
- установите на плиту 5 линейку направляющую 2, выставьте её на нужную ширину раскроя доски параллельно плоскости пильного диска и закрепите винтами 18 (рисунок 1) с шайбами.
Подачу доски осуществите равномерно со скоростью не более одного метра в минуту.
При распиловке поперек длинных заготовок линейка направляющая должна быть снята.
Распиловка на определённую глубину пропила (рисунок 12)
Для выполнения этой операции:
- закройте барабан защитным кожухом 12, приверните к плите 5 два кронштейна 7 и 8 с гайками и пазами приверните с левой стороны плиты;
- вверните в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и законтрите направляющие стержни гайками М16х1,5; выставьте на нужную глубину пропила плиту и закрепите гайками 55 и гайками — барашками 54.
- Для увеличения устойчивости плиты 5 необходимо проложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
- ВНИМАНИЕ! При выборе четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
Распиловка пиломатериалов под углом (рисунок 13)
Вверните в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6 и законтрив, направляющие стержни гайками М16х1,5.
Выставьте плиту 5 на нужный угол и застопорите сектора и направляющие плиты гайками — барашками 54.
Фрезерование пазов (рисунок 14)
Для выполнения этой операции:
- установите конусную втулку 68 (смотри описание к рисунку 11). Установите на конусную втулку фрезу 19 (фрезы дереворежущие пазовые ГОСТ 11290-80Е диаметром 125 мм, посадочным отверстием диаметром 32 мм, шириной 8-12мм) (рисунок 14), предварительно застопорив вращение барабана деревянной планкой, и закрепите фрезу гайкой 69;
- выставьте направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
- Прижимая заготовку к плите и боковой плоскости линейки, производите равномерную подачу со скоростью от 1 до 1,5 м/мин.
Сверление и фрезерование пазов (рисунок 15)
Для выполнения этих операций:
- снимите конусную втулку 68 с вала барабана (смотри описание к рисунку
— установите патрон 23 (патрон 16-B18 ГОСТ 8522-79 или патрон сверлильный ПС-16.00.00 заводского изготовления) и закрепите его болтом 71;
- закройте барабан защитным кожухом 12 и закрепите его винтами;
- вверните в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и застопорите направляющие стержни 11 гайками;
- установите на плиту угловую 6 стол для сверления и фрезерования;
- закрепите в сверлильном патроне сверло (сверла спиральные дереворежущие с цилиндрическим хвостовикам диаметром от 3 до 16) или фрезу (фрезы дереворежущие концевые ГОСТ8994-80 диаметром 3-16мм);
- отрегулируйте стол для сверления и фрезерования по высоте относительно инструмента и закрепите его гайками барашками 54;
- застопорите плиту угловую 6 при помощи гаек 55.
Сверление и фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
Настройка станков ИЭ 6009
Инструкция По Эксплуатации Деревобрабатывающего Станка Иэ6009А

Могилев ЛИФТМАШ станок ИЭ-6009 А4.2 Станок деревообрабатывающий ИЭ-6009А4.2, предназначен для Станок ИЭ 6009 А 4.2 куплен в 2010 г.
Share your videos with friends, family, and the world
Станок деревообрабатывающий, ИЭ 6009-А4.2, Мощность 2,4кВт. Станок предназначен для выполнения следующих видов механической обработки древесины: строгание (с прижимным приспособлением) по плоскости при ширине обработки поверхности за один проход до 280 мм. и толщине не более 50 мм. строгание под углом и по ребру распиловка вдоль и поперек волокон продольной распиловки под углом от 0 до 45град. Максимальная глубина пропила 85мм.
Деревообрабатывающий станок иэ-6009А У3.1, bing.com, go.mail.ru, н/д, 2, Шкивы для деревообрабатывающего станка ИЭ6009А4, yandex.ru, 1, 1.
- Деревообрабатывающий станок Могилев ИЭ 6009 А 4.2 скинте инструкцию по эксплуатации пожалуйста). расчитываете высоту станины, а ширина и длина станины делается по размерам деревообрабатывающего станка.
- Помогите найти инструкцию к станку ИЭ-6009А. Держу наконец в руках Руководство по эксплуатации ИЭ-6009А 2000 года выпуска с двигателем 900.
- Станок предназначен для выполнения следующих видов механической обработки древесины: строгание (с Шкивы для деревообрабатывающего станка Деревообрабатывающий станок ИЭ 6009 А 4.2 Аварийно- спасательное.
- Деревообрабатывающий станок Могилев ИЭ 6009А 4.2 по цене от 16 901 руб. в интернет-магазине ВсеИнструменты.Ру: описание, характеристики.
- Дополнительно станки комплектуются второй линейкой, которая предназначена только для строгания и обеспечивает направление заготовки при.
Деревообрабатывающий станок Могилев ИЭ 6009 А 4.2
Комментарии (1)Просмотров (862)

Тема: Инструкция (паспорт, руководство, схемы) для ИЭ 6009 А2 1700В (Прочитано 54670 раз)
0 Пользователей и 1 Гость просматривают эту тему.
Пытался разыскать в электронном виде конкретно на эту модель (Могилев), но что-то не получается  На сайте производителя только чертежи лифтов… Может кто видел, ткнет в ссылку или сосканирует? Достался со стройки набор «собери сам»
На сайте производителя только чертежи лифтов… Может кто видел, ткнет в ссылку или сосканирует? Достался со стройки набор «собери сам»  , собрать то смогу, но хотелось бы «по науке» подойти к этому вопросу.
, собрать то смогу, но хотелось бы «по науке» подойти к этому вопросу.

Записан
Михаил
Пользователи, которые поблагодарили этот пост: ultimax
Даже странно… ни здесь ни в городе мастеров. А ведь пользуется народ этими станками… Пока все собрал только как фуговальник, пришлось даже болгаркой и ленточкой поработать, чтобы передний и задний столы в параллель выставить. Но к нему (по цвету определил) еще куча каких-то столиков, упоров и т.д. Куда, чего, для чего, понять не могу, кроме пильного стола.
Записан
Михаил
Пойти в магазин, попросить у продавцов посмотреть инструкцию на станок. Если этого будет недостаточно, попросить их же за небольшое вознаграждение снять копию.
Записан
nikolajsh
есть инструкция к ИЭ-6009 А2.1 в DjVu, если нужна могу скинуть.
Записан
VnP
ой, если можно и мне тоже скиньте пжалста, на bujholm -собака- gmail.com
Записан
nikolajsh
Записан
mossp
Уважаемый nikolajsh! Не могли бы Вы скинуть инструкцию на ИЭ6009 на мой e-mail: mossp@yandex.ru ? Весьма признателен — mossp
Записан
Можно кинуть на woodtools()yandex.ru , выложу на сайт.
Записан
nikolajsh
Уважаемый nikolajsh! Не могли бы Вы скинуть инструкцию на ИЭ6009 на мой e-mail: mossp@yandex.ru ? Весьма признателен — mossp
Отправил.
Записан
nikolajsh
Можно кинуть на woodtools()yandex.ru , выложу на сайт.
Скинул.
Записан
berestenkoinna
А есть у кого документация на ИЭ 6009 А4.21
Записан
selgan
Заодно может кто подскажет, как двигатель снять (могилевский на 1100вт), надо до подшипников добраться! Там просто выбивается круглый пруток, на котором подвешен движок или как-то иначе? 
Записан
Рентик
скиньте мне тоже инструкцию на skotina15@mail.ru
Записан
Валера Лесосибирский
Если у кого то есть схема электрическая для ИЭ-6009Ф2.1 …я не электрик но попытаюсь собрать станок сам.. какойто умелец разобрал.. Буду признателен.
Позже добавлено автором:
на gokmop2006@yandex.ru
Записан
- Мастеровой »
- Инструмент, приспособления и мастерская »
- Станки (Модератор: Klausss) »
- Инструкция (паспорт, руководство, схемы) для ИЭ 6009 А2 1700В
Часто при подборе станка для дома многие останавливают свой выбор на многофункциональном или иначе комбинированном станке. Прелесть комбинированного станка для дерева в том что такой станок может выполнять сразу несколько различных функций, а значит займет меньше места чем несколько специализированных. Да и Вашему бюджету один многофункциональный станок обойдется существенно дешевле, чем приобретение станков для каждой из функций.
Одним из самых популярных комбинированных станков для бытовых нужд являются станки производства белорусского завода ОАО «Могилевлифтмаш» серии ИЭ6009
. Могилевские бытовые станки
завоевали популярность благодаря простоте конструкции, надежности и невысокой стоимости. Безусловно, могилевские станки или как их еще называют могилев ИЭ 6009
имеют конструктивные недостатки, которые мы разберем ниже, но с выполнением своих основных функций они справляются.


На данный момент белорусские станки ИЭ 6009 выпускаются в двух вариантах: ИЭ-6009А2.1-02 и ИЭ-6009А4.2-02. Отличаются они друг от друга мощностью двигателя и выполняемыми функциями.
Функции станков ИЭ6009:
Технические характеристики станков ИЭ 6009
| ИЭ-6009А2.1-02 | ИЭ-6009А4.2-02 | |
| Максимальная толщина заготовки, мм | 50 | 95 |
| Максимальная глубина строгания за один проход, мм | 3 | 3 |
| Максимальная ширина строгания, мм | 200 | 280 |
| Частота вращения ножевого барабана на холостом ходу, 1/с (об/мин) | 83,3 (5000) | 90 (5400) |
| Частота вращения пилы на холостом ходу, 1/с (об/мин) | 36,6 (2200) | 38,3 (2300) |
| Номинальная потребляемая мощность, Вт(кВт) | 1700(1,7) | 2400(2,4) |
| Габаритные размеры, мм | 740x510x470 | 900x820x500 |
| Масса НЕТТО, кг, не более | 53 | 65 |
| Масса БРУТТО, кг, не более | 57 | 70 |
Достоинства станков ИЭ6009 производства г.Могилев:
- Основательное исполнение. Материалы из которых изготавливается станок можно назвать даже «кондовыми».
- В станке ИЭ-6009А2.1-02 устанавливается термовыключатель, который срабатывает при перегреве.
- Предусмотрены все меры по безопасности работы оператора.
- Надежные двигателя.
- Прижимное устройство
Недостатки станков ИЭ6009:
- Часто встречается заводской брак
- Процесс по переводу станка из режима пиления в режим строгания занимает много времени и состоит из множества операций.
- Короткий стол (ниже смотрите видео про решение этой проблемы)
Что еще можно сказать про деревообрабатывающий станок ИЭ 6009?
Очень многих пугает внешний вид диска для пиления. На самом деле он позволяет пилить и продольно и поперечно, при этом снижая нагрузку на двигатель и привод станка. Если Вы выбираете станок для работы на даче или в частном доме, которые не требуют особо точных пропилов или идеально ровной поверхности после строгания, то станок деревообрабатывающий бытовой ИЭ 6009 станет Вам неплохим помощником.

Посмотрите видео про станок ИЭ6009
Официальное видео от ОАО «Могилевлифтмаш»
Следующее видео посвящено решению следующей проблемы: плохой пуск станка ИЭ6009. Даже после принудительного пуска срабатывает автоматическое выключение. Причиной послужил вышедший из строя конденсатор.
Последнее видео про то как самостоятельно удлинить стол станка ИЭ 6009
Производителем комбинированного деревообрабатывающего станка ИЭ-6009А является МогилевЛифтМаш
, г. Могилев, Адрес сайта: http://liftmach.by
ОАО «Могилевлифтмаш» в настоящее время выпускает машины деревообрабатывающие бытовые ИЭ-6009А2.1-02 и ИЭ-6009А4.2-02. Указанные машины выполняют функции пиления продольного, поперечного, а также пиления под углом, операции строгания по плоскости, по ребру и под углом. Машина ИЭ-6009А2.1-02 выполняет операцию фрезерования дисковой фрезой (отбор четверти).
Производителем комбинированного деревообрабатывающего станка ИЭ-6009А является, также, ОАО «Завод «Ветразь». Витебская область, Докшицкий район, г.п. Бегомль, Адрес сайта: http://zavod-vetraz.by/, которое входит в холдинг МогилевЛифтМаш.
ИЭ-6009А2 станок комбинированный деревообрабатывающий. Назначение, область применения
Станок деревообрабатывающий ИЭ-6009А представляет собой компактное настольное устройство для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающий бытовой выпускается в следующих модификациях:
- ИЭ-6009А2
— толщина распиливаемой заготовки 45 мм, Максимальная ширина строгания 200 мм - ИЭ-6009А2.1
- ИЭ-6009А4.1
— толщина распиливаемой заготовки 85 мм, Максимальная ширина строгания 280 мм - ИЭ-6009А4.2
- ИЭ-6009А4.2-01
— толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм - ИЭ-6009А2.1-02
— толщина распиливаемой заготовки 50 мм, Максимальная ширина строгания 200 мм - ИЭ-6009А4.2-02
— толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм
Станок выполняет следующие операции механической обработки древесины:
- пиление вдоль и поперек волокон;
- продольная распиловка под углом от 0 до 45°;
- фугование — строгание (с прижимным приспособлением) по плоскости при ширине обработки по плоскости за один проход до 200 мм
- строгание под углом и по ребру;
- фрезерование пазов дисковой и концевыми фрезами;
- станок ИЭ-6009А2.1-02 выполняет операцию фрезерования дисковой фрезой (отбор четверти);
- сверление от 3 до 16 мм;
Станок должен использоваться в закрытых бытовых помещениях, кpoме жилых.
Исполнение по степени защиты влаги — незащищенное.
Станок может работать в следующих условиях.
- высота над уровнем моря — до 1000 м;
- температура окружающего воздуха — от плюс 5 до плюс 40 °С;
- относительная влажность окружающего воздуха — не более 80% при температуре плюс 20 °С.
Особенности конструкции деревообрабатывающего станка ИЭ-6009А
Высокая мощность установленного электродвигателя, что позволяет выполнять работы с большей производительностью.
Значительное внимание в конструкции машин уделено удобству и безопасности работы:
- в обмотках двигателя станка ИЭ-6009А2 и ИЭ-6009А2.1 установлен термовыключатель, защищающий его от перегрева;
- в станках ИЭ-6009А2.1, ИЭ-6009А4.1, ИЭ-6009А4.2 и ИЭ-6009А4.2-01 установлен автоматический выключатель, защищающий машину от перегрузки и позволяющий быстро отключить ее от сети;
- в станке имеются ручки для ее перемещения;
- пила и дисковая фреза имеют ограждения; ограждение дисковой фрезы автоматически закрывается после прохождения заготовкой зоны резания;
- кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
- нерабочая часть ножевого барабана станка при строгании без прижимного приспособления закрывается специальным кожухом.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 230 В частотой 50 Гц. Машины не требуют стационарного заземления.

- Механизм привода — 1 1 шт
- Линейка направляющая (без уголков) — 2 1 шт
- Приспособление защитное — 3 1 шт
- Приспособление прижимное — 4 1 шт
- Плита — 5 1 шт
- Плита угловая — 6 1 шт
- Кронштейн правый (с винтами) — 7 1 шт
- Кронштейн левый (с винтами и гайками) — 8 1 шт
- Стол — 9 1 шт
- Уголок — 10 2 шт
- Стержень — 11 2 шт
- Кожух — 12 1 шт
- Кожух — 13 1 шт
- Пила — 15 1 шт
- Шаблон — 17 1 шт
- Винт (для крепления линейки направляющей) — 18 2 шт
- Болт М8 х 50 ГОСТ 7796-70 (для крепления машины) — 24 2 шт
- Шайба А8 ГОСТ 11371-78 (на болте) — 24 4 шт
- Гайка М8 ГОСТ 15521-70 (на болте) — 24 2 шт
- Винт М6 х 16 ГОСТ17475-80 — 25 2 шт
- Гайка М6 ГОСТ 5915-70 (на винте) — 25 2 шт
- Шайба А6 ГОСТ 11371-78 (на винте) — 25 2 шт
- Винт М4 х 8 ГОСТ 1491-80 (для крепления кожуха) — 26 2 шт
- Ключ 7811-4002 (S-32) — 30 1 шт
- Беруши LASER LITE LL-1 ГОСТ 12.4.051-87 — 2 шт
- Руководство по эксплуатации — 1 шт
ИЭ-6009А Общий вид комбинированного деревообрабатывающего станка




Устройство комбинированного станка ИЭ-6009А
Станок состоит из следующих механизмов узлов и приспособлений:
- механизм привода;
- прижимное приспособление;
- приспособление для пиления и фрезерования;
- приспособление защитное;
- стол для сверления и фрезерования.
Механизм привода
(рисунок 2) состоит из двух алюминиевых стенок 32 и 49 с приливами и отверстиями для крепления этих стенок резьбовыми шпильками. Стенки предназначены для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами, основания 72 с размещёнными на нём электроаппаратами, обеспечивающими нулевую защиту и защиту от короткого замыкания, крышки 73 с размещёнными на ней кнопками включения и выключения машины. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа ласточкин хвост для установки лыжи 39. В нижней части стенок имеются отверстия 8,5 мм и Т-образный паз шириной 9 мм (рисунок 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Выводы от обмоток статора двигателя (рисунок 6) присоединяются к электроаппаратуре согласно схеме (рисунок 7). Ротор 61 двигателя установлен на двух подшипниках 59 в передних и задних щитах 58 и 62.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48.
Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 50.
В двух пазах ножевого барабана кренятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания, пыли в крышке подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 56 закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа ласточкин хвост для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 53, который предотвращает попадание опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы Приспособление прижимное 4 устанавливается сверху машины и крепится двумя винтами.
Приспособление прижимное
4 состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала — 50 мм.

Приспособление для пиления и фрезерования
(см. рисунок 3) состоит из плиты 5, плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита 5 закрепляется посредством кронштейнов на угловой плите 6 и перемещается горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек — барашков 54 и гаек 55.
Приспособление защитное
(рисунок 3) состоит из ножа 52 и козыръка 51. Нож с помощью гайки-барашки 54 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования
9 (рисунок 1) состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.

На кожухе машины нанесены символы органов управления (рисунок 4).
Примечание: изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.

Строгание пиломатериалов по плоскости (рисунок 
Для выполнения этой операции:
- снимите конусную втулку 68 с вала барабана 35 при помощи гайки круглой 67 (рисунок 5) и ключа 30, предварительно застопорив вращение барабана деревянной планкой, вставленный в его паз, и вывернув болт 71, крепящий конусную втулку;
- установите кожух 13 (рисунок 1), установите нужную глубину строгании, для чего освободите стопорные винты 41 (рисунок 2)лыжи, поверните эксцентрик гаечным ключом 27, установив лыжу на нужную глубину строгания, зафиксируйте стопорными винтами;
- проверьте правильность установки и надёжность закрепления ножей на ножевом барабане.
Правильность установки ножей проверяется с помощью шаблона 17 (рисунок 1), прижатого гранью к стальной плите 56. При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона. После выверки болты клиньев, крепящих ножи, надёжно затяните.
Установленные заводом — изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе. Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали из одного комплекта в другой запрещается.
Установите прижимное приспособление так, чтобы направление подачи материала, указанное на табличке 66 корпуса прижимного приспособления, было в сторону стальной плиты 56. Надёжно прикрепите приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 65, расположенной сверху приспособления, установите прижимные ролики 64 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала обязательно пользуйтесь дополнительным бруском для проталкивания пиломатериала, при этом работающий должен всегда находится слева от зоны обработки, а не позади обрабатываемою пиломатериала.
Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
Для выполнения этой операции:
- установите защитный кожух 12 так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала;
- установите на линейку направляющую 2 уголки 10, закрепите их гайками барашками 54, затем установите кожух 13, закрыв выступающую часть вращающегося барабана;
- выставите направляющую линейку под нужным углом строгания и закрепите на стальной плите и лыже при помощи винтов 18 с шайбами. При строгании пиломатериалов по ребру направляющую линейку разверните под углом 90° по отношению к стальной плите 56 и лыже 39.
ВНИМАНИЕ! При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта от прикосновения.
Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
Для выполнения этой операции:
- установите конусную втулку 68 (рисунок 5) на вал барабана 35, предварительно застопорив вращение барабана деревянной планкой, вставленной в его паз, и заклиньте между лыжей 39 (рисунок 3), установите шайбу 70 и закрепите болтом 71 (рисунок 5);
- установите пильный диск 15 (рисунок 1), предназначенный для продольной и поперечной распиловки пиломатериалов, на втулку и надёжно закрепите его гайкой 68 (рисунок 5);
- установите меньшее (2200) число оборотов барабана (заводом — изготовителем машина выпускается с установленным максимальным числом оборотов 5000), для чего снимите крышку 44, ослабьте гайку 45 (рисунок 2), фиксирующую двигатель, поверните двигатель для ослабления ремня, снимите и переставьте его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя, при необходимости посредством гаек 45 выставьте шкивы в одной плоскости (допустимое смещение осей канавок не более 0,4 мм); поворотом двигателя относительно шпильки 33 натяните ремень после чего затяните гайку 45, установите крышку 44, закройте барабан кожухом 12 (рисунок 1); — установите плиту 5 и приверните её двумя винтами 25 к плите стальной 56 и лыже 39 гайками М6 с шайбами; чтобы плита не деформировалась во время работы, между ней, лыжей 39 и стальной плитой установите деревянные подкладки толщиной 4,5 мм с обоих концов плиты;
- установите защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском, регулировку осуществляйте гайкой специальной, закрепите нож гайкой — барашков 54 (рисунок 3);
- установите на плиту 5 линейку направляющую 2, выставьте её на нужную ширину раскроя доски параллельно плоскости пильного диска и закрепите винтами 18 (рисунок 1) с шайбами.
Подачу доски осуществите равномерно со скоростью не более одного метра в минуту.
При распиловке поперек длинных заготовок линейка направляющая должна быть снята.
Распиловка на определённую глубину пропила (рисунок 12)
Для выполнения этой операции:
- закройте барабан защитным кожухом 12, приверните к плите 5 два кронштейна 7 и 8 с гайками и пазами приверните с левой стороны плиты;
- вверните в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и законтрите направляющие стержни гайками М16х1,5; выставьте на нужную глубину пропила плиту и закрепите гайками 55 и гайками — барашками 54.
- Для увеличения устойчивости плиты 5 необходимо проложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
- ВНИМАНИЕ! При выборе четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
Распиловка пиломатериалов под углом (рисунок 13)
Вверните в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6 и законтрив, направляющие стержни гайками М16х1,5.
Выставьте плиту 5 на нужный угол и застопорите сектора и направляющие плиты гайками — барашками 54.
Фрезерование пазов (рисунок 14)
Для выполнения этой операции:
- установите конусную втулку 68 (смотри описание к рисунку 11). Установите на конусную втулку фрезу 19 (фрезы дереворежущие пазовые ГОСТ 11290-80Е диаметром 125 мм, посадочным отверстием диаметром 32 мм, шириной 8-12мм) (рисунок 14), предварительно застопорив вращение барабана деревянной планкой, и закрепите фрезу гайкой 69;
- выставьте направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
- Прижимая заготовку к плите и боковой плоскости линейки, производите равномерную подачу со скоростью от 1 до 1,5 м/мин.
Сверление и фрезерование пазов (рисунок 15)
Для выполнения этих операций:
- снимите конусную втулку 68 с вала барабана (смотри описание к рисунку — установите патрон 23 (патрон 16-B18 ГОСТ 8522-79 или патрон сверлильный ПС-16.00.00 заводского изготовления) и закрепите его болтом 71;
- закройте барабан защитным кожухом 12 и закрепите его винтами;
- вверните в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и застопорите направляющие стержни 11 гайками;
- установите на плиту угловую 6 стол для сверления и фрезерования;
- закрепите в сверлильном патроне сверло (сверла спиральные дереворежущие с цилиндрическим хвостовикам диаметром от 3 до 16) или фрезу (фрезы дереворежущие концевые ГОСТ8994-80 диаметром 3-16мм);
- отрегулируйте стол для сверления и фрезерования по высоте относительно инструмента и закрепите его гайками барашками 54;
- застопорите плиту угловую 6 при помощи гаек 55.
Сверление и фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
Схема электрическая принципиальная комбинированного деревообрабатывающего станка ИЭ-6009А

Тип электродвигателя — Асинхронный однофазный с рабочими и пусковыми конденсаторами.
ИЭ-6009А. Видеоролик
Технические характеристики комбинированного станка ИЭ-6009А
| Наименование параметра |
ИЭ-6009 А2 |
ИЭ-6009 А2.1 |
ИЭ-6009 А4.1 |
ИЭ-6009 А4.2 |
ИЭ-6009 А4.2-01 |
ИЭ-6009 А2.1-02 |
ИЭ-6009 А4.2-02 |
|---|---|---|---|---|---|---|---|
| Операции, выполняемые на станке | |||||||
| Распиловка продольная, поперечная | + | + | + | + | + | + | + |
| Строгание по плоскости, по ребру | + | + | + | + | + | + | + |
| Распиловка под углом | + | — | — | — | — | + | + |
| Фрезерование дисковой фрезой (отбор четверти) | + | + | — | — | + | + | — |
| Сверление | + | — | — | — | + | + | + |
| Фрезерование цилиндрической (торцовой) фрезой | + | — | — | — | + | + | + |
| Основные параметры станка | |||||||
| Толщина распиливаемой заготовки, мм | 45 | 50 | 85 | 95 | 95 | 50 | 95 |
| Наибольшая ширина фугования (строгания), мм | 200 | 200 | 280 | 280 | 280 | 200 | 280 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 2,4 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 |
| Частота вращения ножевого барабана на холостом ходу, об/мин | 5000 | 5000 | 5400 | 5400 | 5400 | 5000 | 5400 |
| Частота вращения пилы на холостом ходу, об/мин | 2200 | 2200 | 2300 | 2300 | 2300 | 2200 | 2300 |
| Количество строгальных ножей | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| Сверление | |||||||
| Диаметр хвостовика сверла, мм | 3..16 | — | — | — | 3..16 | 3..16 | 3..16 |
| Диаметр хвостовика для установки сверлильного патрона, мм, мм | Конус Морзе В18 | — | — | — | Конус Морзе В18 | Конус Морзе В18 | Конус Морзе В18 |
| Электрооборудование станка |
|||||||
| Род тока питающей сети | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц |
| Количество электродвигателей на станке, шт |
В подарок:
Описание
Машина предназначена для выполнения следующих видов механической обработки древесины:
* Строгание с прижимным приспособлением по плоскости при толщине доски не более 50 мм
* Строгание под углом и не по ребру
* Распиловка вдоль и поперек волокон
* Продольная распиловка под углом от 0 до 45 градусов
* Машину можно использовать и в бытовых условиях(кроме жилых помещений)
Технические характеристики
- Установленная толщина распиливаемой заготовки 45 мм
- Максимальная глубина строгания за один проход 2,4 мм
- Максимальная ширина строгания 200 мм
- Частота вращения пилы на холостом ходу 2200 об/мин
- Частота вращения ножевого бараьана на холостом ходу 5000 об/мин
- Номинальная потребляемая мощность 1700 Ватт
- Габаритные размеры 700х670х420 мм
- Масса без съемных приспособлений и инструмента 42 кг
- Масса со съемныхми приспособлениями и инструментами 60 кг
Выпускаемые модели деревообрабатывающих машин отличаются от ранее выпускаемых моделей более высокой мощностью установленного электродвигателя, что позволяет выполнять работы с большей производительностью.
Значительное внимание в конструкции машин уделено удобству и безопасности работы на ней:
— в обмотках двигателя машины ИЭ-6009А2 установлен термовыключатель, защищающий его от перегрева;
— в машинах ИЭ-6009А2.1, ИЭ-6009А4.2, ИЭ-6009А4.2-01 установлен автоматический выключатель, защищающий машину от перегрузки и позволяющий быстро отключить ее от сети;
— в машине имеются ручки для ее перемещения;
— дисковая фреза (пила) имеют ограждения; ограждение дисковой фрезы автоматически закрывается после прохождения заготовкой зоны резания;
— кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
— нерабочая часть ножевого барабана машины при строгании без прижимного приспособления закрывается специальными кожухами.
Была ли эта статья полезной?
Что-то пошло не так и Ваш голос не был учтен.
Спасибо. Ваше сообщение отправлено
Нашли в тексте ошибку?
Выделите её, нажмите Ctrl + Enter и мы всё исправим!
Содержание
- ИЭ-6009А2 станок комбинированный деревообрабатывающий. Назначение, область применения
- Особенности конструкции деревообрабатывающего станка ИЭ-6009А
- Комплект поставки деревообрабатывающего станка ИЭ-6009А
- ИЭ-6009А Общий вид комбинированного деревообрабатывающего станка
- Состав комбинированного станка ИЭ-6009А
- Электрооборудование металлообрабатывающих станков,токарные станки,общие сведения
- Станок комбинированный. Замена и регулировка строгальных ножей
- Замена строгальных ножей в барабане
- Регулировка строгальных ножей в барабане
- Станок комбинированный. Заточка ножей
- Установка глубины строгания
- Строгание (фугование) по плоскости с прижимным приспособлением
- Распиловка вдоль волокон под углом с помощью линейки
- Распиловка заготовки вдоль волокон под углом с приспособлением
- Устройство комбинированного станка ИЭ-6009А
- Можно ли ее собрать своими руками?
- Необходимые материалы и инструменты
- Пошаговая сборка
- Подключение и проверка исправности
- Возможные ошибки и способы их исправления
- Органы управления
- Работа на комбинированном станке ИЭ-6009А
- Строгание пиломатериалов по плоскости (рисунок
- Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
- Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
- Достоинства и сфера применения
- Распиловка на определённую глубину пропила (рисунок 12)
- Распиловка пиломатериалов под углом (рисунок 13)
- Фрезерование пазов (рисунок 14)
- Сверление и фрезерование пазов (рисунок 15)
- Схема электрическая принципиальная комбинированного деревообрабатывающего станка ИЭ-6009А
- ИЭ-6009А. Видеоролик
- Технические характеристики комбинированного станка ИЭ-6009А
- Дополнительное оборудование
- Принцип действия
- Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка
ИЭ-6009А2 станок комбинированный деревообрабатывающий. Назначение, область применения
Деревообрабатывающий станок IE-6009A — это компактный настольный станок для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающий отечественный ИЭ-6009А выпускается в следующих модификациях:
- IE-6009A2 — толщина распиливаемого материала 45 мм, максимальная ширина строгания 200 мм
- IE-6009A2.1 — толщина распиливаемой детали 50 мм, максимальная ширина строгания 200 мм
- IE-6009A4.1 — толщина распиливаемого материала 85 мм, максимальная ширина строгания 280 мм
- IE-6009A4.2 — толщина распиливаемого материала 95 мм, максимальная ширина строгания 280 мм
- ИЭ-6009А4.2-01 — толщина распиливаемого материала 95 мм, максимальная ширина строгания 280 мм
- ИЭ-6009А2.1-02 — толщина распиливаемого изделия 50 мм, максимальная ширина строгания 200 мм
- ИЭ-6009А4.2-02 — толщина распиливаемого материала 95 мм, максимальная ширина строгания 280 мм
Станок выполняет следующую механическую обработку древесины:
- пропиливание волокон вдоль и поперек;
- продольный распил под углом от 0 до 45°;
- строгание — строгание (с фиксатором) по плоскости с рабочей шириной по плоскости за один проход до 200 мм
- строгание под углом и по краю;
- фрезерование канавок дисковыми и концевыми фрезами;
- станок ИЭ-6009А2.1-02 выполняет фрезерные операции дисковой фрезой (выбор четверти);
- сверление от 3 до 16 мм;
Машину необходимо использовать в закрытых бытовых помещениях, кроме жилых.
Дизайн по степени защиты от влаги — незащищенный.
Машина может работать при следующих условиях.
- высота над уровнем моря — до 1000 м;
- температура окружающего воздуха — от плюс 5 до плюс 40;
- относительная влажность окружающего воздуха — не более 80% при температуре более 20.
Особенности конструкции деревообрабатывающего станка ИЭ-6009А
Высокая мощность установленного электродвигателя, что позволяет выполнять работы с большей производительностью.
Большое внимание в конструкции машин уделяется удобству и безопасности работы:
- в обмотках двигателя машин ИЭ-6009А2 и ИЭ-6009А2.1 установлен термовыключатель, предохраняющий его от перегрева;
- в станках IE-6009A2.1, IE-6009A4.1, IE-6009A4.2 и IE-6009A4.2-01 установлен автоматический выключатель, предохраняющий станок от перегрузки и позволяющий быстро отключить его от сеть;
- машина оснащена ручками для ее перемещения;
- пила и дисковый нож имеют защиты; защитный кожух дискового ножа закрывается автоматически после того, как заготовка прошла зону резки;
- кожух, закрывающий пилу, имеет патрубок для подключения пылеуловителя (например, бытового пылесоса) и место для подключения мешка для сбора опилок;
- нерабочая часть барабана полотна станка при строгании без стопорного устройства закрывается специальным кожухом.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока с номинальным напряжением 230 В и частотой 50 Гц.Машины не требуют постоянного заземления.
Комплект поставки деревообрабатывающего станка ИЭ-6009А

- Приводной механизм — 1 шт.1 шт
- Направляющая линейка (без уголков) — 2 шт.1 шт
- Защитное устройство — 3 шт
- Запорное устройство — 4 шт.1 шт
- Плита — 5 1 шт
- Угловая пластина — 6 1 шт
- Кронштейн правый (с винтами) — 7 1 шт
- Кронштейн левый (с винтами и гайками) — 8 1 шт
- Стол — 9 1 шт
- Уголок — 10 2 шт
- Аукцион — 11 2 шт
- Крышка — 12 шт.1 шт
- Кожух — 13 шт
- Пила — 15 1 шт
- Модель — 17 шт.1 шт
- Винт (для фиксации направляющей линейки) — 18 2 шт
- Болт М8 х 50 ГОСТ 7796-70 (для крепления станка) — 24 2 шт
- Шайба А8 ГОСТ 11371-78 (на болт) — 24 4 шт
- Гайка М8 ГОСТ 15521-70 (на болт) — 24 2 шт
- Винт М6 х 16 ГОСТ17475-80 — 25 2 шт
- Гайка М6 ГОСТ 5915-70 (на винт) — 25 2 шт
- Шайба А6 ГОСТ 11371-78 (на винт) — 25 2 шт
- Винт М4 х 8 ГОСТ 1491-80 (для крепления кожуха) — 26 2 шт
- Ключ 7811-4002 (С-32) — 30 1 шт
- Беруши LASER LITE LL-1 ГОСТ 12.4.051-87 — 2 шт
- Руководство пользователя — 1 шт
ИЭ-6009А Общий вид комбинированного деревообрабатывающего станка



Состав комбинированного станка ИЭ-6009А

Предназначен для обработки поверхности вращающихся деталей (изделий) фрезами и другим применимым инструментом. Основные узлы станка: • поддон для позиционирования и крепления оборудования, • поддон и задняя бабка, • опора, • шкаф с электрооборудованием. Кровать — это основа машины. Нижняя каретка и задняя бабка перемещаются по ее направляющим. Передняя бабка (шпиндель) совмещена с редуктором. Шпиндель имеет полый вал, через который можно пропустить пруток во время обработки. На шпиндель навинчивается шпиндель или планшайба для фиксации заготовки, а при обработке заготовки в центрах — передний центр. Задняя бабка используется как вторая опора при обработке в центре длинных деталей. Имеет выдвижной аир для фиксации заднего центра или инструмент для обработки отверстий (сверление, нарезание резьбы и т.д.). Штангенциркуль служит для фиксации фрезы и обеспечения продольной и поперечной подачи. Фартук зажима соединяется с нижней кареткой и перемещается по станине. На фартуке расположен механизм, передающий движение от ходового винта или приводного вала силовой коробки. Ходовой винт используется для нарезания резьбы, а ведущий вал — для всех других операций. В массовом производстве револьверные токарные станки используются для обработки деталей сложной формы. Процесс обработки включает в себя несколько последовательных операций с различными инструментами. Орудие закреплено в башне, установленной на стойке. Захват с головкой может быстро перемещаться по направляющим станины в продольном направлении. Башня обычно шестиугольная. Режущий инструмент (фрезы, сверла, метчики и др.) Устанавливается в радиальные отверстия (втулки) головки, что обеспечивает их быструю замену. Использование таких станков увеличивает производительность по сравнению с токарно-винторезными станками до трех раз. Для обработки наружных и внутренних цилиндрических поверхностей крупногабаритных изделий большого диаметра (до 13 м и выше) используются токарные станки с закреплением изделия на планшайбе. Машины имеют две верхние опоры на поперечине и боковую опору. Захваты перемещаются вертикально на двух стойках. Управление с кнопочного подвесного столба.
Копирование на токарных станках. Принцип копирования используется для обработки тел вращения сложной формы (конической, ступенчатой или изогнутой). Требуемый профиль воспроизводится по модели. Поверхность копируется автоматически копирующим пальцем, имеющим форму фрезы. Характер движения передается в систему управления, которая выдает сигнал на перемещение захвата с резаком. Траектория инструмента фрезы повторяет траекторию копирующего пальца. В конце обработки детали получается готовая копия формы. По сравнению с универсальными машинами, копировальные аппараты имеют более высокую производительность, а получаемая продукция более похожа. По принципу действия различают три основных типа копировально-токарных станков: • с прямым механическим управлением, • с гидравлическим трекинг-управлением, • с электрическим трекинг-управлением. Широко используются копировальные системы с электрическим управлением (Рис. 4.2-1). Этот верификатор дает представление о принципе работы системы и взаимодействии узлов машины.

Электропривод. Для достижения оптимальной скорости резания необходимо ее постепенное изменение в диапазоне от 80: 1 до 100: 1. Низкие скорости используются для нарезания резьбы, точения сварных швов и т.д. Рекомендуемое использование: для муфт главного привода. • Многоскоростные асинхронные двигатели с закороченным ротором рекомендуются, когда необходимо переключить скорость движущегося шпинделя, и это изменение упрощено. • Двигатели постоянного тока: — для тяжелых токарных и расточных станков со ступенчатым регулированием скорости. Примечание — В данном случае коробка передач простая, она имеет до трех зон регулирования скорости в диапазоне от 3: 1 до 5: 1 путем изменения магнитного потока двигателя. Обеспечивает плавный старт с постоянным ускорением для продуктов с большой массой. При отсутствии сети постоянного тока на объекте устанавливаются отдельные («GD») или статические («TP-D») преобразователи для автоматизации станков со сложным рабочим циклом и непрерывным регулированием скорости без перебоев (станки автоматические револьверные, прецизионные станки и т д.).) Для привода подач • Двигатели постоянного тока для современных тяжелых токарных и расточных станков, активируемые по системе EMU-D, PMU-D или TP-D. Это привод с широким диапазоном изменения скорости вращения двигателя от 100: 1 до 200: 1 и более. Примечание — Во всех остальных случаях коробка отбора мощности для питания от главного привода через многоступенчатый блок питания. Ручное или дистанционное переключение передач через электромагнитные муфты. Для вспомогательного привода • Асинхронные двигатели с короткозамкнутым ротором (например, для быстрого перемещения опорной каретки, тисков, охлаждающего насоса).
Принципиальная схема управления электроприводом токарно-винторезного станка (рис. 4.2-2)

Деловое свидание, встреча. Для запуска, проверки и защиты токарно-винторезного станка EO. Основные элементы схемы. Dsh, Dn, Dg, DB — привод AD, шпиндель, насос, гидроагрегат, движение захвата. КШ, КБ — контакторы двигателей шпинделя и быстрого перемещения суппорта. РВ — реле времени, пневматическое, для ограничения времени работы ДШ до минимума. ШР — штекерный разъем для подключения ДГ при использовании копировального аппарата на аппарате. Примечание — Угловая скорость шпинделя регулируется переключением шестерен в коробке передач, а изменением продольной и поперечной подачи — в силовой коробке с помощью рукояток. Включение / выключение шпинделя станка и его разворот — с помощью многодисковой муфты, с помощью рукояток. Механическое перемещение штангенциркуля в любом направлении осуществляется ДБ с помощью рукоятки. LMO — лампа местного освещения тр. — понижающий трансформатор для питания цепей управления и местного освещения. Примечание. Когда напряжение в цепи местного освещения составляет 12 или 36 В, основание машины обычно используется как один из проводов. Механический тормоз в лопатке служит для быстрой остановки шпинделя станка. Органы управления. ВП1, ВП2 и ВО — выключатели для питания агрегата станка, запуска насоса охлаждения и включения освещения. Кн.П, Кн.С — кнопки «пуск» и «стоп». ВКБ, ВКХ — переключатели контактные ручки для быстрого перемещения опоры и минимального Дш. Примечание — Если рабочая пауза превышает 3… 8 минут, DS отключается от сети и останавливается, что ограничивает его работу на холостом ходу с низким cos и снижает потери энергии. Режим управления. Полуавтоматический: ручками, кнопками и механическими переключателями.

Станок комбинированный. Замена и регулировка строгальных ножей

Замена строгальных ножей в барабане
Для замены и установки ножей потребуются:
- освободите нож 46, открутив соответствующие болты 41 до упора в клин 45;
- перемещайте клин 45 в канавке барабана до тех пор, пока штифты 47 не выйдут из канавок ножа, в то время как пружина 48, поддерживающая нож, поднимает его.
- заменить нож, расположив его симметрично относительно барабана, после чего необходимо обнажить нож.
Регулировка строгальных ножей в барабане
Регулировка ножей обеспечивается последовательным выравниванием каждого ножа.
Чтобы обнажить нож необходимо:
- разблокируйте нож 46, открутив четыре специальных болта 41 до тех пор, пока он не сможет свободно двигаться;
- расположите линейку на поверхности стола 49 на расстоянии 20 ÷ 30 мм от торцов барабана;
- расположите нож относительно стола так, чтобы острый край ножа совпадал со столешницей, т.е острый край ножа должен слегка касаться нижнего края линейки;
- закрепите нож, затянув соответствующие болты 41.
- после окончательной затяжки болтов 41 еще раз проверить правильность центровки ножа с помощью линейки (при необходимости повторить центровку ножа).
Правильно выставленные ножи при вращении ножевого барабана должны слегка (до 0,1 мм) касаться режущей кромкой нижнего края линейки.
При установке новых ножей, замене их крепежных деталей (клиньев или болтов), а также после заточки ножей разница в общей массе комплекта ножей с их крепежными деталями, предназначенными для установки в каждый из пазов ножевого блока не должно превышать 1 г.
Отрегулируйте разницу в общей массе, удалив металл с концов ножа или клина.
Станок комбинированный. Заточка ножей
Периодически по мере затупления необходимо точить или заменять строгальные ножи.
- α = 35 ° — для мягких пород древесины;
- α = 45 ° — для твердых пород древесины.
Режущая кромка ножа должна быть острой и не иметь препятствий. На нем не должно быть зазубрин, грубых царапин и трещин.
Установка глубины строгания
Для установки глубины строгания необходимо:
- откручиваем два крепежных болта хомута
- повернув ручку под лыжей, доведите лыжу до необходимой глубины строгания (от 0 до 3,5 мм), совместив метку R на лыже с требуемой величиной хода на шкале;
- направление вращения рукоятки и движение лыжи указано на табличке 1 (рис. 5б). Поворот ручки по часовой стрелке или против часовой стрелки соответственно увеличивает или уменьшает глубину строгания;
- закрепите лыжи в этом положении, затянув крепежные болты 1.
Строгание (фугование) по плоскости с прижимным приспособлением
При строгании материала толщиной до 60 мм в горизонтальном положении необходимо использовать зажимное приспособление.
Для установки пломбировочного устройства необходимо:
- снимите направляющую 35 (0032-02) и строгальную линейку;
- установите фиксатор 0000-03 в направлении стрелки сбоку лыжи;
- надежно закрепите прижим винтами 166 (рис. 19).
Поверните ручку 159, расположенную в верхней части устройства, установите прижимные ролики на желаемое значение. Теперь машина готова к работе.
Распиловка вдоль волокон под углом с помощью линейки
Линейка пилы получается заменой линейки 57 (0020-21) (рис. 15) на линейку 127 (0020-19) (рис. 17).
Это требует:
- откручиваем два винта 58;
- снимаем линейку 57 (0020-21);
- установить линейку 127 (0020-19);
- установка пильной линейки на столешницу 121;
- закрепить винтами с накатанной головкой 132.
Положение линейки можно изменить, изменив расстояние от пильного полотна до линейки, продвинувшись в канавки в основании и переместив себя в отверстия в столе. Таким образом, можно установить любую ширину реза.
Линейка пилы устанавливается как перпендикулярно столу, так и под углом.
Для распила под углом необходимо (рис.15):
- ослабьте крепление барашковых гаек 65;
- установите линейку на нужный угол;
- затяните барашковые гайки 65.
Линейка должна соприкасаться со столом (под любым углом поворота).
Для этого необходимо (рис.15):
- откручиваем винты 58;
- продвигая линейку в пазы основания 56 на необходимую величину;
- затяните винты.
Теперь машина готова к работе.
Распиловка заготовки вдоль волокон под углом с приспособлением
Установите угловой разделитель на верстак с помощью кронштейнов 176 (0020-31), закрепив их винтами 185 (рис. 20).
Установите желаемый угол резания, повернув кронштейн 175 с опорой (блоком) и зафиксировав его барашковой гайкой 180.
Прижимая обрабатываемый объект к опоре (блоку), перемещайте устройство по направляющей 172 по направлению к пильному полотну.
Устройство комбинированного станка ИЭ-6009А
Станок состоит из следующих механизмов сборки и устройства:
- приводной механизм;
- пломбировочное устройство;
- приспособление для пиления и фрезерования;
- устройство защиты;
- сверлильно-фрезерный стол.
Приводной механизм (рис. 2) состоит из двух алюминиевых стенок 32 и 49 с ребрами и отверстиями для фиксации этих стенок шпильками с резьбой. Стенки предназначены для размещения подшипников ножевого барабана 35, эксцентрика 40, ящика 38 с конденсаторами, основания 72 с размещенными на нем электрическими устройствами, обеспечивающими нулевую защиту и защиту от коротких замыканий, крышку 73 с кнопками для запуска выключенного станка. В стенах имеются резьбовые отверстия для крепления устройств. В верхней части стенок имеются резьбовые отверстия для крепления пластины, пазы «ласточкин хвост» для крепления лыжи 39. В нижней части стенок — отверстия 8,5 мм и Т-образный паз шириной 9 мм (рисунок 3) для крепления машину к верстаку.
Натяжение приводного ремня осуществляется вращением мотора относительно шпильки 33 с последующей фиксацией гайками 45. На внутренней стороне стенок имеются выступы для фиксации кожуха 37 для удаления стружки.
Кабели обмоток статора двигателя (рисунок 6) подключаются к электрооборудованию согласно схеме (рисунок 7). Ротор 61 двигателя установлен на двух подшипниках 59 в переднем и заднем щитках 58 и 62.
На выходном конце приводного вала ведущий шкив 48 установлен на шпоночной канавке.
Передача крутящего момента на ножевой барабан происходит через клиновой ремень 50.
Ножи катятся в два паза ножевого барабана. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания пыли в крышку подшипникового узла установлены уплотнительные кольца.
Ведомый шкив 42 установлен на шпонке на одном конце вала барабана. Шкив защищен от осевого перемещения винтом 43. Другой конец вала барабана сужается для установки конической втулки и шпинделя.
Стальная пластина 56 прикреплена к стенкам машины. Алюминиевые лыжи 39 имеют канавки «ласточкин хвост» для перемещения при регулировке глубины строгания. Лыжа перемещается поворотом эксцентрика 40 ключом.
На механизме установлена крышка 53, предотвращающая попадание опилок в вентиляционные окна двигателя при резке и предохраняющая от травм.Запорное устройство 4 установлено в верхней части станка и закреплено двумя винтами.
Запорное устройство 4 состоит из литого алюминиевого корпуса с ребрами для фиксации двух тяг с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулировки усилия запирания. Максимальная толщина обрабатываемого материала 50 мм.

Устройство для пиления и фрезерования (см. Рисунок 3) состоит из пластины 5, пластины уголка 6, скоб 7 и 8, стержней 11. Пластина 5 закреплена скобами на пластине уголка 6 и перемещается по горизонтали и вертикали, может устанавливаться под углом. Крепление устройства осуществляется с помощью барашковых гаек 54 и гаек 55.
Устройство защиты (фиг. 3) состоит из ножа 52 и козырька 51. Нож крепится к стеновой балке барашковой гайкой 54 и фиксируется специальной гайкой в плоскости вращения пильного полотна.
Стол для сверления и фрезерования 9 (рис. 1) состоит из алюминиевой пластины, в которой закреплены две направляющие штанги. Стол установлен на угловой пластине 6.

Контрольные символы показаны на крышке машины (Рисунок 4).
Примечание. В связи с постоянным совершенствованием продукт может иметь некоторые конструктивные отличия от описания и рисунков.
Можно ли ее собрать своими руками?
Перед тем как собрать схему своими руками, в первую очередь нужно помнить, что предстоящие работы связаны с электричеством, и соблюдение правил безопасности при ее изготовлении крайне важно!
Необходимые материалы и инструменты
Что нам нужно:
- схема подключения самого фрезерного станка;
- набор составляющих элементов (магнитные пускатели, концевые выключатели, трансформаторы, командные кнопки, тумблеры, реле и т.д.;
- набор электрика, в который входят необходимые предметы (плоскогубцы, отвертки, маркеры, изолента и т д);
- кабельная продукция (кабели, монтажные провода различного сечения);
- тестер электрических сигналов или мультиметр.
Пошаговая сборка
Начать сборку рекомендуется с установки основных узлов, тесть сначала монтирует кабели к электроприводам, провода к магнитным пускателям. Затем мы постепенно переходим к вторичным цепям управления, блокировки, сигнализации и защиты.
Концы кабелей и выводов проводов должны быть заделаны и промаркированы в соответствии со схемой подключения маршрутизатора. Это чрезвычайно важно, потому что это сэкономит вам больше времени и усилий при вводе в эксплуатацию. И нужно помнить о тех, кто будет пользоваться машиной после вас.

Подключение и проверка исправности
После установки необходимо убедиться, что все основные работы выполнены и все инородные тела удалены из рабочей зоны станка.
После включения станка можно приступать к проверке его работоспособности. Проверьте, управляется ли он ручками и кнопками управления, не тормозит ли двигатель шпинделя, контролируется ли продольное движение стола и т.д.
Возможные ошибки и способы их исправления
- мотор гудит, но не крутится при запуске — нет напряжения в одной из фаз сети — проверьте мультиметром, где произошло обрыв (предохранители, автоматический выключатель, тепловое реле, соединительный кабель);
- при вращении электродвигатель гудит и перегревается — цепь включения, короткое замыкание между фазами — заменить электродвигатель или отремонтировать обмотку;
- срабатывает тепловая защита — перегрузка электродвигателя — снижает нагрузку до номинальной.
Более подробные неисправности касаются ввода в эксплуатацию, их очень много, и это материал для изделия другого профиля.
Органы управления
На передней панели электрической панели расположены следующие элементы управления:
- ручка для открытия и закрытия входного переключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с белой линзой, сигнализирующая о состоянии зажигания входного переключателя; выключатель включения и выключения электронасоса охлаждения;
- индикатор нагрузки, показывающий нагрузку на двигатель главного привода.
На тележке установлена кнопочная панель для пуска и останова двигателя главного привода. В ручке фартука встроена кнопка включения электродвигателя привода для быстрых перемещений держателя.
Работа на комбинированном станке ИЭ-6009А

Строгание пиломатериалов по плоскости (рисунок
Сделать это:
- снимите коническую втулку 68 с вала барабана 35 с помощью круглой гайки 67 (фиг.5) и гаечного ключа 30, заблокировав вращение барабана деревянной полосой, вставленной в его паз, и отвернув болт 71, фиксирующий коническая втулка;
- установите крышку 13 (рисунок 1), установите желаемую глубину строгания, для чего открутите стопорные винты 41 (рисунок 2) лыжи, поверните эксцентрик гаечным ключом 27, выставив лыжу на нужную глубину строгания, зафиксируйте стопорные винты;
- убедитесь, что ножи правильно и надежно установлены на ножевом барабане.
Правильность установки ножей проверяется по схеме 17 (Рисунок 1), прижимаемой кромкой к стальной пластине 56. При повороте ножевого барабана правильно установленные ножи должны слегка касаться кромок режущей кромки низа кромки модели. Выровняв клиновые болты, удерживающие ножи, надежно затяните.
Ножи, клинья и болты, устанавливаемые производителем в сбалансированный ножевой барабан, полностью соответствуют весу. Во избежание разбалансировки ножевого барабана и появления вибрации запрещается переносить детали из одного комплекта в другой.
Установите прижим так, чтобы направление потока материала, указанное на пластине 66 корпуса прижима, было по направлению к стальной пластине 56. Надежно закрепите прижимной механизм на механизме соединительными винтами, вставленными в отверстия в корпусе. Используя головку 65, расположенную в верхней части приспособления, установите прижимные ролики 64 на желаемую толщину заготовки.
При строгании коротких пиломатериалов обязательно используйте дополнительный блок для толкания пиломатериалов, при этом рабочий всегда должен находиться слева от зоны обработки, а не за обрабатываемым пиломатериалом.
Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
Сделать это:
- установка защитного кожуха 12 таким образом, чтобы рабочая часть барабана оставалась открытой только на ширину поверхности обрабатываемого материала;
- установите на линейку направляющие 2 уголков 10, закрепите их барашковыми гайками 54, затем установите кожух 13, закрывая выступающую часть вращающегося барабана;
- установите направляющую на желаемый угол строгания и прикрепите ее к стальной пластине и лыже 18 винтами с шайбами. При строгании пиломатериала вдоль кромки поверните направляющую на угол 90 ° к стальной пластине 56 и лыже 39.
ВНИМАНИЕ! Выполняя эти операции, будьте осторожны при выбросе разрезаемого материала, так как верхняя часть режущих ножей не закрывается на ощупь.
Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
Сделать это:
- установить коническую втулку 68 (Рисунок 5) на вал барабана 35, заблокировав вращение барабана деревянным бруском, вставленным в его паз, и вклинить его между лыжей 39 (Рисунок 3), установить шайбу 70 и закрепить болтом 71 (рисунок 5);
- установить на втулку пильное полотно 15 (рисунок 1), предназначенное для продольного и поперечного распила пиломатериалов, и надежно зафиксировать гайкой 68 (рисунок 5);
- установите меньшую скорость барабана (2200) (машина выпускается производителем с максимальной скоростью 5000), поэтому снимите крышку 44, ослабьте гайку 45 (Рисунок 2), фиксирующую двигатель, поверните двигатель, чтобы ослабить ремень , снимите его и перенесите в паз наибольшего диаметра шкива барабана и паз наименьшего диаметра шкива мотора, при необходимости используйте гайки 45, чтобы выровнять шкивы в одной плоскости (допустимое смещение осей шкива проточка не более 0,4 мм); вращая двигатель относительно пальца 33, натянуть ремень, затем затянуть гайку 45, установить крышку 44, закрыть барабан кожухом 12 (рисунок 1); — установить пластину 5 и прикрутить ее двумя винтами 25 к стальной пластине 56 и лыже 39 с помощью гаек М6 с шайбами; чтобы подошва не деформировалась во время работы, между ней, лыжей 39 и стальной пластиной на двух концах подошвы вставьте несколько деревянных прокладок толщиной 4,5 мм;
- установить протектор 3 на прилив так, чтобы нож устройства находился в одной плоскости с пильным полотном, отрегулировать специальной гайкой, закрепить нож барашковой гайкой 54 (рисунок 3);
- установите направляющую 2 на пластину 5, отрегулируйте ее до нужной ширины стола, выпилив параллельно плоскости пильного полотна, и закрепите винтами 18 (рисунок 1) и шайбами.
Подавайте стол равномерно со скоростью не более одного метра в минуту.
При резке длинных кусков направляющую необходимо снимать.
Достоинства и сфера применения
У станка много положительных сторон, в отличие от ручного инструмента, который специализируется на обработке деревянных поверхностей. Скорость станка намного выше, поэтому, используя это устройство, вы значительно экономите время на обработку детали.
Универсальный деревообрабатывающий станок обрабатывает различные детали. Кроме того, он может, например, шлифовать, сверлить и фрезеровать.
Взглянув на технологии производства, вы сделаете устройство, которое прослужит вам не один десяток лет.
В прогрессивных станках с ЧПУ улучшены рабочие функции, при выполнении которых человек, работающий с механизмом, не переутомляется. Просто запустите предварительно зарегистрированную программу, а затем установите деталь. Таким образом, количество компонентов увеличивается, а время их обработки сокращается. Эти машины могут работать непрерывно круглосуточно.
Если рассматривать домашние устройства, то среди них также есть много преимуществ:
- Эти механизмы оснащены двигателем средней мощностью 2,2 кВт, что позволяет выполнять работы быстро и без перегрузок.
- Такие машины известны хорошим качеством обрабатываемых продуктов.
- Они не требуют огромных затрат на эксплуатацию и обслуживание.
- Вероятность установки дополнительных насадок позволяет увеличить количество функций бытового прибора.
- Основные функции устройства — шлифование, распиловка, сверление и фрезерование древесины.
- Универсальность и универсальность этого оборудования позволяет работать с разными породами древесины, выполняя разные операции.
Если обратить внимание на отзывы, то для узкоспециализированного или домашнего использования хорошим вариантом будет покупка или изготовление домашней машины самостоятельно.
С помощью деревообрабатывающих станков изготавливаются заводские комплектующие или заготовки, в том числе доски, бруски, шпон, стружка. Кроме того, они производят комплектующие для деревянных изделий или целых деревянных систем, например: мебель, лыжи, паркет, детали музыкальных инструментов. Этот станок легко решает все задачи, связанные с деревообработкой.
Распиловка на определённую глубину пропила (рисунок 12)
Сделать это:
- закрыть барабан защитным кожухом 12, прикрутить две скобы 7 и 8 с гайками и пазами к пластине 5 с левой стороны пластины;
- ввинтить две направляющие стержни 11 в верхние резьбовые отверстия стенки 32, установить на них угловую пластину 6 и зафиксировать направляющие стержни гайками М16х1,5; отрегулируйте пластину на необходимую глубину пропила и закрепите гайками 55 и барашковыми гайками 54.
- Для повышения устойчивости подошвы 5 необходимо установить между подошвой и деревянными подушками лыж на двух концах подошвы, толщина которой зависит от заданной глубины резания.
- ВНИМАНИЕ! Будьте осторожны при выборе четвертины, так как верхняя часть пильного диска не закрывается козырьком ограждения.
Распиловка пиломатериалов под углом (рисунок 13)
Вкрутите две направляющие штанги 11 в нижние резьбовые отверстия стены, поместив на нее уголковую пластину 6 и зафиксировав направляющие штанги гайками М16х1,5.
Установите пластину 5 под желаемым углом и зафиксируйте секторы и направляющие пластины барашковыми гайками 54.
Фрезерование пазов (рисунок 14)
Сделать это:
- установить коническую втулку 68 (см описание на рис. 11). Установите фрезу 19 на коническую втулку (пазовые фрезы для распила дерева ГОСТ 11290-80Е диаметром 125 мм, отверстие диаметром 32 мм, шириной 8-12 мм) (рисунок 14), предварительно заблокировав вращение барабана с помощью деревянного бруска, резец закрепите гайкой 69;
- установить направляющую 2 на требуемый размер от боковой плоскости фрезы с помощью углов линейки, а также на необходимую глубину реза, подняв или опуская пластину.
- Прижимая заготовку к пластине и боковой плоскости линейки, производите плавную подачу со скоростью от 1 до 1,5 м / мин.
Сверление и фрезерование пазов (рисунок 15)
Для выполнения этих операций:
- снимите коническую втулку 68 с вала барабана (см описание к рисунку — установите шпиндель 23 (шпиндель 16-В18 ГОСТ 8522-79 или быстрозажимной патрон ПС-16.00.00) и закрепите болтом 71;
- закрыть барабан защитным кожухом 12 и закрепить саморезами;
- ввинчивание двух направляющих стержней 11 в нижние резьбовые отверстия стенки 32, установите на них угловую пластину 6 и зафиксируйте направляющие стержни 11 гайками;
- установить на угловую пластину 6 сверлильно-фрезерный стол;
- закрепить в патроне сверло (спиральные сверла по дереву с цилиндрическими хвостовиками диаметром от 3 до 16) или фрезу (фрезы по дереву ГОСТ8994-80 диаметром 3-16 мм);
- отрегулировать высоту сверлильно-фрезерного стола относительно инструмента и зафиксировать барашковыми гайками 54;
- закрепите угловую пластину 6 гайками 55.
Сверление и фрезерование выполняются по маркировке. Подача происходит путем перемещения обрабатываемого материала на столе.
Схема электрическая принципиальная комбинированного деревообрабатывающего станка ИЭ-6009А

Тип электродвигателя — Однофазный асинхронный с рабочими и пусковыми конденсаторами.
ИЭ-6009А. Видеоролик
Технические характеристики комбинированного станка ИЭ-6009А
Название параметра IE-6009A2IE-6009A2.1IE-6009A4.1IE-6009A4.2IE-6009A4.2-01IE-6009А2.1-02ИЭ-6009A4.2-02
| Операции, выполняемые на машине | |||||||
| Продольная, поперечная распиловка | + | + | + | + | + | + | + |
| Строгание на плоскости, по краю | + | + | + | + | + | + | + |
| Угловая распиловка | + | — | — | — | — | + | + |
| Дисковое фрезерование (выбор четверти) | + | + | — | — | + | + | — |
| Бурение | + | — | — | — | + | + | + |
| Фрезерование цилиндрической концевой фрезой | + | — | — | — | + | + | + |
| Основные параметры станка | |||||||
| Толщина распиливаемой заготовки, мм | 45 | 50 | 85 | 95 | 95 | 50 | 95 |
| Максимальная ширина строгания (строгания), мм | 200 | 200 | 280 | 280 | 280 | 200 | 280 |
| Максимальная глубина снимаемого слоя за один проход при строгании, мм | 2,4 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 | 3.0 |
| Частота вращения ножевого барабана на холостом ходу, об / мин | 5000 | 5000 | 5400 | 5400 | 5400 | 5000 | 5400 |
| Частота вращения пилы на холостом ходу, об / мин | 2200 | 2200 | 2300 | 2300 | 2300 | 2200 | 2300 |
| Количество строгальных ножей | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| Бурение | |||||||
| Диаметр хвостовика наконечника, мм | 3..16 | — | — | — | 3..16 | 3..16 | 3..16 |
| Диаметр хвостовика для установки сверлильного патрона, мм, мм | Конус Морзе B18 | — | — | — | Конус Морзе B18 | Конус Морзе B18 | Конус Морзе B18 |
| Электрооборудование станка | |||||||
| Тип сетевого тока | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц |
| Количество электродвигателей на станке, шт | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Электродвигатель — номинальная мощность, кВт | 1,7 | 1,7 | 2,4 | 2,4 | 2,4 | 1,7 | 2,4 |
| Размеры и вес станка | |||||||
| Габаритные размеры станка (длина х ширина х высота), мм | 700 х 670 х 420 | 740 х 510 х 470 | 900 х 800 х 500 | 900 х 820 х 500 | 900 х 820 х 500 | 740 х 490 х 470 | 900 х 820 х 540 |
| Масса машины БРУТТО, кг | 53 | 57 год | 72 | 71 | 72 | 57 год | 70 |
Дополнительное оборудование
Самодельный деревообрабатывающий станок требует введения нескольких деталей, с помощью которых механизм может повторять маневры промышленного агрегата. В корпус входят дополнительные детали.
Электропроводка — источник питания должен составлять 380 В. Электропроводка должна выполняться правильно, с соблюдением всех правил техники безопасности. Кабели закреплены так, чтобы исключить возможность проникновения в двигатель или режущие механизмы.
Защитные кожухи — устанавливаются на все опасные части станка и предназначены для защиты частей тела от повреждений при случайном скольжении деталей во время обработки. Чаще всего их делают из жести или печатной платы.
Принцип действия
Принцип работы основан на визуализации работы любых конечных приемников электрической энергии от работы или от взаимодействия других компонентов, которая включена в эту электрическую схему фрезерного станка.
В нашем примере это разработка магнитных пускателей в зависимости от положения ручек управления, положения концевых выключателей, состояния тепловых реле и т.д.
Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка





Источники
- http://stanki-katalog.ru/sprav_ie6009a.htm
- https://TorGorMash.ru/tehosnastka/elektricheskaya-shema-derevoobrabatyvayushchego-stanka.html
- https://mehmanxona.ru/stanki/kombinirovannyj-derevoobrabatyvayushchij-stanok-otzyvy.html
- https://vseostankah.com/frezernye-stanki/shema-elektricheskaya-printsipialnaya.html
- https://voronezh-tehnika.ru/tehosnastka/elektroshema-tokarnogo-stanka.html
- https://TechnoRama.ru/sdelano-rukami/universalnyj-derevoobrabatyvayushchij-stanok-svoimi.html
Читайте также: Электронная гитара для токарного станка: где купить шестерни