
Документы — деревообрабатывающий станок Могилев ИЭ-6009 А2.1
Арт. Х12486

- -7 062 ₽
Рассрочка без переплат
по карте любого банка
подробно
7 035 ₽ сегодня
и 7 035 ₽ × 3 потом
- Самовывоз завтра или позже
из 2 магазинов,
бесплатно - Забрать послезавтра или позже
из 328 пунктов выдачи,
654 ₽ - Доставка завтра или позже, бесплатно
Арт. Х12486
Характеристики
|
Производитель |
|
|
Мощность, Вт |
1700 |
|
Напряжение сети, В |
220 |
|
Число оборотов, об/мин |
1700 |
|
Диаметр пильного диска, мм |
200 |
|
Посадочный диаметр пильного диска, мм |
32 |
|
Количество ножей, шт |
2 |
|
Тип электродвигателя |
асинхронный |
- -7 062 ₽
Рассрочка без переплат
по карте любого банка
подробно
7 035 ₽ сегодня
и 7 035 ₽ × 3 потом
- Самовывоз завтра или позже
из 2 магазинов,
бесплатно - Забрать послезавтра или позже
из 328 пунктов выдачи,
654 ₽ - Доставка завтра или позже, бесплатно
-
-
Инструкция Могилев ИЭ-6009 А2.1
Инструкция.pdf 4.3 МБ
-
Инструкция По Эксплуатации Деревобрабатывающего Станка Иэ6009А

Могилев ЛИФТМАШ станок ИЭ-6009 А4.2 Станок деревообрабатывающий ИЭ-6009А4.2, предназначен для Станок ИЭ 6009 А 4.2 куплен в 2010 г.
Share your videos with friends, family, and the world
Станок деревообрабатывающий, ИЭ 6009-А4.2, Мощность 2,4кВт. Станок предназначен для выполнения следующих видов механической обработки древесины: строгание (с прижимным приспособлением) по плоскости при ширине обработки поверхности за один проход до 280 мм. и толщине не более 50 мм. строгание под углом и по ребру распиловка вдоль и поперек волокон продольной распиловки под углом от 0 до 45град. Максимальная глубина пропила 85мм.
Деревообрабатывающий станок иэ-6009А У3.1, bing.com, go.mail.ru, н/д, 2, Шкивы для деревообрабатывающего станка ИЭ6009А4, yandex.ru, 1, 1.
- Деревообрабатывающий станок Могилев ИЭ 6009 А 4.2 скинте инструкцию по эксплуатации пожалуйста). расчитываете высоту станины, а ширина и длина станины делается по размерам деревообрабатывающего станка.
- Помогите найти инструкцию к станку ИЭ-6009А. Держу наконец в руках Руководство по эксплуатации ИЭ-6009А 2000 года выпуска с двигателем 900.
- Станок предназначен для выполнения следующих видов механической обработки древесины: строгание (с Шкивы для деревообрабатывающего станка Деревообрабатывающий станок ИЭ 6009 А 4.2 Аварийно- спасательное.
- Деревообрабатывающий станок Могилев ИЭ 6009А 4.2 по цене от 16 901 руб. в интернет-магазине ВсеИнструменты.Ру: описание, характеристики.
- Дополнительно станки комплектуются второй линейкой, которая предназначена только для строгания и обеспечивает направление заготовки при.
Деревообрабатывающий станок Могилев ИЭ 6009 А 4.2
Комментарии (1)Просмотров (868)
Регистрация: 01.04.2006
Москва
Сообщений: 125
Нужна инструкция по работе или описание (паспорт) на могилёвский станок ИЭ 6009. Могу в Москве подъехать и отксерить или по почте скан можно выслать. Заранее спасибо!
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4157
2Дмитрий М а у Вас какая модель — ИЭ6009А2-01, ИЭ6009А3-01, ИЭ6009А3-02 или ИЭ6009А4.1-01?
Можно им на завод написать по boris@liftmach.by , вроде высылают.
Регистрация: 01.04.2006
Москва
Сообщений: 125
Большое спасибо, всё прислали! Увы, завод не ответил, наверное, клиенты им не нужны  …
…
Добрый день всем! Помогите найти инструкцию к станку ИЭ-6009А
Нужна инструкция или описание (паспорт) на могилёвский станок ИЭ-6009. Заранее спасибо!
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Очень похож:
И здесь:
но прочитать невозможно
Регистрация: 16.10.2008
Москва
Сообщений: 705
rem273 написал :
Очень похож:
Ничего похожего, кроме габаритов. Эл.схема совершенно иная (без кондеров), все навесное организовано по-другому. Все-таки, ищите оригинал
Регистрация: 04.05.2009
Таллин
Сообщений: 6
Всем Привет!
иснтрукции так и не нашлось? (интерснои было б посмотреть)
У меня такой проблемс: приобрёл такой станок, но он без диска, вопрос в следующем: как диск ставить? Как я понимаю должна быть какая-то втулка переходная?!
если б чертёжики было бы вообще супер? Поможите?
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Лично у меня инструкции нету. А зажимную втулку можно попробовать купить через завод изготовитель:
Или здесь можно спросить:
Еще можно эту самую втулку выточить. Надо просто одолжить у кого и с пузырём к токарю…
Регистрация: 04.05.2009
Таллин
Сообщений: 6
:yu Да я сам по себе токарь. Мне бы чертёж втулки и как крепится там всё остальное
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Pashkin написал :
иснтрукции так и не нашлась?
Недельки через 2-3 обещали привезти из Латвии
Регистрация: 04.05.2009
Таллин
Сообщений: 6
А может кто-нить сделает доброе дело???
сфоткает и экскизик крепижа наресует с размерчиками??? 
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Вот, нашёл в кладовке:
Это оно?



Регистрация: 04.05.2009
Таллин
Сообщений: 6
rem273 оно , вот чтож там за втулка
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813

Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Очень конкретная втулка! Не видел ещё такой длинной. Была в комплекте к станку или вытачена по необходимости?
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Во как! А я-то думал, что Pashkin спрашивает про другую втулку, то есть планшайбу, которая наворачивается на этот вал и поджимает диск, поэтому срисовал:
Может, конечно, он об этом и спрашивал…
Пойду всё-равно разгляжу этот вал (втулку?)
Нет, kotmot, это всё родное

Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Просто у меня такая же втулка, но короче. Не всякий толстый инструмент на нее посадить можно. Например толстый наждак. А так вполне устраивает.
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Этот «вал», на котором планшайбы – действительно втулка. Стоит на резьбе на главном валу. Похоже, сделана целиковой с опорной планшайбой. Поперёк – отверстие 10 мм примерно, для откручивания. Влёгкую скрутить не удалось, упираться не стал.
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
rem273 написал :
Этот «вал», на котором планшайбы – действительно втулка. Стоит на резьбе на главном валу. Похоже, сделана целиковой с опорной планшайбой. Поперёк – отверстие 10 мм примерно, для откручивания. Влёгкую скрутить не удалось, упираться не стал.
Та втулка не должна откручиваться — она должна просто сниматься. Надо молотком через брусок легонько простучать, втулка и слететь должна.
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Если б было так, то втулка, вместе с диском, во время работы могла бы слетать, а это не совсем удобно..
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Сама втулка сажается на конус и еще фиксируется болтом. А вот чтобы втулка сажалась на резьбу, так такого лично я еще не видел.
Регистрация: 04.05.2009
Таллин
Сообщений: 6
у меня вал идёт конусный, и на торце вала внутренее отверстие с резьбой 8-10 не помню точно, на выходных на даче буду, уточню и сфоткаю.
Регистрация: 16.10.2008
Москва
Сообщений: 705
kotmot написал :
Та втулка не должна откручиваться — она должна просто сниматься. Надо молотком через брусок легонько простучать, втулка и слететь должна.
Посмотрите внимательно на фото от rem 273 — там видно, что перед втулкой стоит еще одна деталь, типа проставки с лысками под рожковый ключ. Это съемник! Он на резьбе — стопорите вал, начинаете ключом крутить «проставку» — она сталкивает с вала втулку (втулка сидит на конусе Морзе, вместо нее можно поставить на вал патрон от дрели на 16 мм)! Сам так всегда делаю, после того, как один раз догадался (в инструкции про это не было написано). Только предварительно стопорный винт (М8) из торца вала выкрутите . Может, правда, на новых станках эту деталь упразднили . У меня 1990 г. латвийский, она есть, но резьбовая часть втулки уже короче, чем у rem 273
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
mich_ написал :
перед втулкой стоит еще одна деталь, типа проставки с лысками под рожковый ключ. Это съемник
Классный секрет!
Вот поэтому у меня и не получилось сразу снять втулку: я ключом держал эту проставку, а втулку пытался скрутить.
Выходит, я просто закручивал саму проставку

Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2813
Держу наконец в руках Руководство по эксплуатации ИЭ-6009А 2000 года выпуска с двигателем 900 Вт, Могилёвлифтмаш.
18 листов, все читаются.
Отсканировать смогу только в выходные
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Самое время выложить, тут многие искали. И мне надо, так, чтобы было.
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4157
Ну вот и Руководство по эксплуатации ИЭ-6009А. СПАСИБО rem273!
страницы с 01-07








Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4157
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4157
МИНИСТЕРСТВО СТРОИТЕЛЬНОГО, ДОРОЖНОГО И КОММУНАЛЬНОГО МАШИНОСТРОЕНИЯ


ОКП 48 3331 4801
ДАУГАВПИЛССКИЙ ЗАВОД «ЭЛЕКТРОИНСТРУМЕНТ»
МАШИНА ДЕРЕВООБРАБАТЫВАЮЩАЯ ИЭ-6009А
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 0940.09. РЭ

Даугавпилс – 1988
ВНИМАНИЕ!
Прежде чем начать работу c машиной, внимательно изучите руководство по эксплуатации и строго соблюдайте его при работе.
Наличие в машине деревообрабатывающей подвижных частей и электрооборудования требует строгого соблюдения правил техники безопасности при её эксплуатации.

— этот знак, указанный на маркировочной пластинке, означает наличие в машине двойной изоляции (класс машины II).
Все части машины, доступные для прикосновения, отделены от частей, находящихся под напряжением, двойной изоляцией. Заземлять машину нельзя.
Машина без отметки ОТК в разделе 9 «Руководство по эксплуатации» продаже не подлежит, а без отметки о продаже магазином в разделе II к гарантийному обслуживанию не принимается.
При покупке машины требуйте включения изделия в электрическую сеть для проверки его работоспособности и проверки комплектности согласно раздела 3 «Комплект поставки».
1. ОБЩИЕ УКАЗАНИЯ
Машина деревообрабатывающая ИЭ-6009А представляет собой компактное настольное переносное устройство, предназначенное для различных видов механической обработки древесины: — строгания по плоскости, при ширине обработки поверхности за один проход до 200 мм и толщине заготовки не более 50 мм (с прижимным приспособлением); — строгания под углом и по ребру; — распиловки вдоль и поперёк волокон; — продольной распиловки под углом от 0° до 45°; — фрезерования пазов дисковой и концевыми фрезами; — сверления диаметром от 3 до 16 мм.
Питание машины осуществляется от сети переменного тока напряжением (220±22)В частотой (50±2,5) Гц.
Машина может эксплуатироваться в бытовых условиях в нежилых помещениях на высоте над уровнем моря до — 1000 м., температуре окружающего воздуха — от плюс 5 до плюс 40°С, относительной влажности окружающего воздуха — не более 80% при температуре плюс 20°С.
Исполнение по степени защиты от влаги — незащищённое.
2. ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные параметры и размеры машины
|
Наименование показателя |
Норма |
|
Наибольшая глубина пропила, мм, не менее: |
45 |
|
Наибольшая глубина строгания за один проход, мм: |
2,0+0,4 |
|
Ширина строгания за один проход, мм |
200±5 |
|
Диаметр отверстия при сверлении, мм: |
3—16 |
|
Частота вращения ножевого барабана на холостом ходу, с-1 (об/мин): |
83,3—6,6 (5000—400) |
|
Частота вращения пилы на холостом ходу, с-1 (об/мин) |
36,6—3,3 (2200—200) |
|
Род тока: |
переменный однофазный |
|
Потребляемая мощность, Вт, не более: |
900 |
|
Вид двигателя: |
асинхронный однофазный с рабочими и пусковыми конденсаторами |
|
Режим работы: |
продолжительный |
|
Исполнение по степени защиты внутренних частей от влаги: |
незащищённое |
|
Габаритные размеры машины (с прижимным приспособлением и столом) мм, не более |
|
|
длина |
638 |
|
ширина |
640 |
|
высота |
400 |
|
Масса без съёмного рабочего инструмента, приспособлений и токоподводящего кабеля, кг, не более |
37,5 |
|
Масса комплекта, кг, не более |
46 |
Наименование показателя
Норма
Наибольшая глубина пропила, мм, не менее:
45
Наибольшая глубина строгания за один проход, мм:
2,0+0,4
Ширина строгания за один проход, мм
200±5
Диаметр отверстия при сверлении, мм:
3—16
Частота вращения ножевого барабана на холостом ходу, с-1 (об/мин):
83,3—6,6 (5000—400)
Частота вращения пилы на холостом ходу, с-1 (об/мин)
36,6—3,3 (2200—200)
Род тока:
переменный однофазный
Потребляемая мощность, Вт, не более:
900
Вид двигателя:
асинхронный однофазный с рабочими и пусковыми конденсаторами
Режим работы:
продолжительный
Исполнение по степени защиты внутренних частей от влаги:
незащищённое
Габаритные размеры машины (с прижимным приспособлением и столом) мм, не более
длина
638
ширина
640
высота
400
Масса без съёмного рабочего инструмента, приспособлений и токоподводящего кабеля, кг, не более
37,5
Масса комплекта, кг, не более
46
2.2. Характеристика подшипников качения.
|
№ поз. по рис. 2 и 4 |
Обозначение подшипника |
ГОСТ |
Основные размеры, мм |
Обозначение сборочной единицы |
Кол. подшипников на сборочную единицу |
|
62 |
80202 |
7242-81 |
15x35x11 |
001056 |
1 |
|
58 |
80203 |
7242-81 |
17x40x12 |
001056 |
1 |
|
36 |
1205 |
5720-75 |
25x52x15 |
004050 |
2 |
№ поз. по рис. 2 и 4
Обозначение подшипника
ГОСТ
Основные размеры, мм
Обозначение сборочной единицы
Кол. подшипников на сборочную единицу
62
80202
7242-81
15x35x11
001056
1
58
80203
7242-81
17x40x12
001056
1
36
1205
5720-75
25x52x15
004050
2
2.3. Характеристика ремня.
|
№ поз. по рис. 2 |
Наименование |
ГОСТ |
Тип |
Длина, мм |
|
22 |
Ремень приводной клиновый |
1284.1-80 |
0 |
560 |
№ поз. по рис. 2
Наименование
ГОСТ
Тип
Длина, мм
22
Ремень приводной клиновый
1284.1-80
0
560
Комплектность машины

Рис. 1
3. КОМПЛЕКТ ПОСТАВКИ (см. рис. 1)
В комплект поставки входят:
|
Наименование деталей узлов и инструмента |
Обозначение |
Кол. шт. |
№ по рис.1 |
Примечание |
|
Механизм привода |
0040.50 |
1 |
1 |
— |
|
Линейка направляющая |
4230.11 |
1 |
2 |
без уголков |
|
Приспособление защитное |
5100.10 |
1 |
3 |
— |
|
Приспособление прижимное |
5130.05 |
1 |
4 |
— |
|
Приспособление для пиления и фрезерования (поставляется в разобранном виде) |
5130.12 |
1 |
— |
— |
|
Плита |
1201.07 |
1 |
5 |
— |
|
Плита угловая |
1200.02 |
1 |
6 |
— |
|
Кронштейн правый |
1400.11 |
1 |
7 |
с винтами |
|
Кронштейн левый |
1400.10 |
1 |
8 |
с винтами и гайками |
|
Стол |
1230.01 |
1 |
9 |
— |
|
Уголок |
1531.03 |
2 |
10 |
— |
|
Стержень |
1440.02 |
2 |
11 |
— |
|
Кожух |
1601.08 |
1 |
12 |
— |
|
Кожух |
1604.11 |
1 |
13 |
— |
|
Нож |
4901.01 |
2 |
14 |
запасной |
|
Пила 3420-0152 ГОСТ 980-80 |
4851.03 |
1 |
15 |
— |
|
Пила 3421-0294 ГОСТ 980-80 |
4852.06 |
1 |
16 |
— |
|
Шаблон |
5951.03 |
1 |
17 |
— |
|
Винт |
7650.03 |
2 |
18 |
для крепления линейки |
|
Кожух |
1601.11 |
1 |
— |
— |
|
Фреза 3202-0114 ГОСТ 11290-80Е (Д=125 мм, В= 10 мм) или 3202—0113 ГОСТ 11290-80Е (Д=125 мм, В=8 мм) или 3202-0115 ГОСТ 11290-80Е (Д=125 мм, В=12 мм) |
1 |
19 |
— |
|
|
Ремень 0-560Ш ГОСТ 1284.1-80 |
2 |
20 |
запасной |
|
|
Фреза 3260-0057 ГОСТ 8994-80 (Д=8 мм, d=10 мм, L=65 мм) или 3260-0058 ГОСТ 8994-80 (Д=8 мм, d=10 mm, L=90 мм) |
1 |
21 |
— |
|
|
Фреза 3260-0061 ГОСТ 8994-80 или (Д=10 мм, d=10 mm, L=70 мм) |
||||
|
Фреза 3260-0063 ГОСТ 8994-80 или (Д=12 мм, d=12 mm, L=110 мм) |
||||
|
Фреза 3260-0064 ГОСТ 8994-80 (Д=12 мм, d=10 mm, L=80 мм) |
1 |
22 |
— |
|
|
Патрон 16-В18 ГОСТ 8522-79 |
1 |
23 |
— |
|
|
Болт М8х50.58.019 ГОСТ 7796-70 |
2 |
24 |
для крепления машины |
|
|
Шайба 8.02.019 ГОСТ 11371-78 |
4 |
24 |
на болте |
|
|
Гайка М8.5.019 ГОСТ 5915-70 |
2 |
24 |
на болте |
|
|
Винт М6х16.58.019 ГОСТ 17475-80 |
2 |
25 |
— |
|
|
Гайка М6.5.019 ГОСТ 5915-70 |
2 |
25 |
на винте |
|
|
Шайба 6.02.019 ГОСТ 11371-78 |
2 |
25 |
на винте |
Наименование деталей узлов и инструмента
Обозначение
Кол. шт.
№ по рис.1
Примечание
Механизм привода
0040.50
1
1
—
Линейка направляющая
4230.11
1
2
без уголков
Приспособление защитное
5100.10
1
3
—
Приспособление прижимное
5130.05
1
4
—
Приспособление для пиления и фрезерования (поставляется в разобранном виде)
1201.07
1
5
—
Плита угловая
1200.02
1
6
—
Кронштейн правый
1400.11
1
7
с винтами
Кронштейн левый
1400.10
1
8
с винтами и гайками
Стол
4901.01
2
14
запасной
Пила 3420-0152 ГОСТ 980-80
4851.03
1
15
—
Пила 3421-0294 ГОСТ 980-80
7650.03
2
18
для крепления линейки
Кожух
1601.11
1
—
—
Фреза 3202-0114 ГОСТ 11290-80Е (Д=125 мм, В= 10 мм) или 3202—0113 ГОСТ 11290-80Е (Д=125 мм, В=8 мм) или 3202-0115 ГОСТ 11290-80Е (Д=125 мм, В=12 мм)
1
19
—
Ремень 0-560Ш ГОСТ 1284.1-80
2
20
запасной
Фреза 3260-0057 ГОСТ 8994-80 (Д=8 мм, d=10 мм, L=65 мм) или 3260-0058 ГОСТ 8994-80 (Д=8 мм, d=10 mm, L=90 мм)
1
21
—
Фреза 3260-0061 ГОСТ 8994-80 или (Д=10 мм, d=10 mm, L=70 мм)
Фреза 3260-0063 ГОСТ 8994-80 или (Д=12 мм, d=12 mm, L=110 мм)
Фреза 3260-0064 ГОСТ 8994-80 (Д=12 мм, d=10 mm, L=80 мм)
1
22
—
Патрон 16-В18 ГОСТ 8522-79
1
23
—
Болт М8х50.58.019 ГОСТ 7796-70
2
24
для крепления машины
Шайба 8.02.019 ГОСТ 11371-78
4
24
на болте
Гайка М8.5.019 ГОСТ 5915-70
2
24
на болте
Винт М6х16.58.019 ГОСТ 17475-80
2
25
—
Гайка М6.5.019 ГОСТ 5915-70
2
25
на винте
Шайба 6.02.019 ГОСТ 11371-78
2
25
на винте
|
Наименование деталей узлов и инструмента |
Обозначение |
Кол. шт. |
№ по рис.1 |
Примечание |
|
Винт М4-6 x8.56.016 ГОСТ 1491-80 |
2 |
26 |
для крепления кожуха |
|
|
Ключ 7811-0004 CI Ц15.хр. ГОСТ 2839-80 |
(10×12) |
1 |
27 |
— |
|
Ключ 7811-0027 CI Ц15.хр ГОСТ 2839-80 |
(13×14) |
1 |
28 |
— |
|
Ключ 7811-0025 CI Ц15.хр. ГОСТ 2839-80 |
(22×24) |
1 |
29 |
— |
|
Ключ 7811-0043 CI Ц15.хр. ГОСТ 2839-80 или 7811-0042 CI Ц15.хр. ГОСТ 2839-80 |
(32×36) (30×32) |
1 |
30 |
— |
|
Отвёртка 7810-0928 Ц15.хр. ГОСТ 17199-71 |
1 |
31 |
— |
|
|
Отвёртка 7810-0985 Ц15. хр. ГОСТ 17199-71 или 7810-0982 ц15. хр. ГОСТ 17199-71 |
1 |
— |
— |
|
|
Руководство по эксплуатации |
1 |
— |
— |
Наименование деталей узлов и инструмента
Обозначение
Кол. шт.
№ по рис.1
Примечание
Винт М4-6 x8.56.016 ГОСТ 1491-80
2
26
для крепления кожуха
Ключ 7811-0004 CI Ц15.хр. ГОСТ 2839-80
(10×12)
1
27
—
Ключ 7811-0027 CI Ц15.хр ГОСТ 2839-80
(13×14)
1
28
—
Ключ 7811-0025 CI Ц15.хр. ГОСТ 2839-80
(22×24)
1
29
—
Ключ 7811-0043 CI Ц15.хр. ГОСТ 2839-80 или 7811-0042 CI Ц15.хр. ГОСТ 2839-80
(32×36) (30×32)
1
30
—
Отвёртка 7810-0928 Ц15.хр. ГОСТ 17199-71
1
31
—
Отвёртка 7810-0985 Ц15. хр. ГОСТ 17199-71 или 7810-0982 ц15. хр. ГОСТ 17199-71
1
—
—
Руководство по эксплуатации
1
—
—
ПРИМЕЧАНИЕ: 1. Кожух 1601.11 не установлен на машине с целью уменьшения размеров упаковочного ящика. 2. Допускается комплектовать машину ключами и отвёртками с покрытием Хим. окс. прим. (оксидирование); Машина комплектно упаковывается в дощатый ящик типа III-1 по ГОСТ 2991-85.
4. ТРЕБОВАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Машина должна применяться в соответствии с назначением, указанным в руководстве по эксплуатации.
Перед работой необходимо проверить: надёжность и правильность крепления пилы, фрез и ножей барабана фуговального механизма; надежность и правильность крепления приспособлений; исправность шнура, его защитной трубки и штепсельной вилки; чёткость работы выключателя; работу машины на холостом ходу.
Шнур машины должен быть защищён от случайного повреждения. Непосредственное соприкосновение шнура с горячими и масленными поверхностями не допускается.
Машина должна быть отключена выключателем при внезапной остановке (вследствие исчезновения напряжения в сети, заклинивания инструмента и т.п.).
Машина должна быть отключена от сети штепсельной вилкой: при смене рабочего инструмента и регулировке; при переносе машины с одного места на другое; при перерыве в работе, по окончании работы.
Запрещается эксплуатировать машину при возникновении во время работы хотя бы одной из следующих неисправностей: повреждения штепсельной вилки, шнура или его защитной трубки; нечёткой работы выключателя; появления дыма и запаха, характерного для горящей изоляции; появления повышенного шума, стука, вибрации; поломки или появления трещин в корпусных деталях; повреждения рабочего инструмента.
Ножевой барабан при работе без прижимного устройства должен быть открыт только на необходимую для работы ширину, остальная часть должна быть закрыта кожухом 12 (рис. 1).
Запрещается: заземлять машину; подключать машину к сети при включенном выключателе; производить строгание пиломатериалов без защитного кожуха 13 (рис. 1); производить строгание пиломатериалов, размерами менее: длина 350 мм, ширина 50 мм, толщина 5 мм; производить пиление пиломатериалов без защитного приспособления 3 (рис. 1) и защитного кожуха 52 (рис. 3); производить сверление и фрезерование без защитного кожуха 12 (рис. 1) и на закреплённом винтом сверлильном патроне; эксплуатировать машину в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада или дождя.
5. УСТРОЙСТВО МАШИНЫ
Машина состоит из следующих механизмов и приспособлений: — механизма привода; — приспособления прижимного; — приспособления для пиления и фрезерования; — приспособления защитного; — стола для сверления и фрезерования.
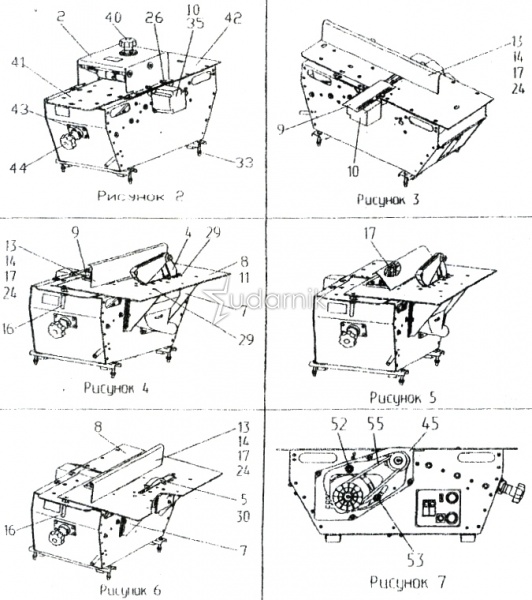
Механизм привода (рис. 2)
Состоит из двух алюминиевых стенок 32 и 49, с приливами и отверстиями для крепления их резьбовыми шпильками и предназначенных для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа «Ласточкин хвост» для установки лыжи 39.
В нижней части стенок имеется отверстие 8,5 и Т образный паз 9 (рис. 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Статор 59 двигателя (см. рис. 4) залит в алюминиевый корпус с продольными вентиляционными каналами. Выводы от обмоток статора присоединяются к конденсаторам, кнопке однополюсного включения и выключателю согласно схеме (рис. 5). Ротор 60 двигателя установлен на двух подшипниках, расположенных в переднем и заднем щитах 57 и 61.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48. Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 20 (рис. 2).
В двух пазах ножевого барабана крепятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания пыли в крышках подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 55 (рис. 7) закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа «ласточкин хвост» для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 52 (рис. 3), который предотвращает попадания опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы.
Снизу машина закрыта кожухом 56.
Механизм привода

Рис.2.
Машина с приспособлением для пиления

Рис. 3.
Приспособление прижимное (поз. 4 рис. 1)
Устанавливается сверху машины и крепится двумя винтами. Состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала — 50 мм.
Приспособление для пиления и фрезерования
Состоит из плиты 5 (рис. 3), плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита закрепляется, посредством кронштейнов на угловой плите и по стержням перемещается в горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек-барашков 53 и гаек 54.
Приспособление защитное
Состоит из ножа 51 (рис. 3) и козырька 50. Нож с помощью гайки-барашка 53 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования (поз. 9 рис.1)
Состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.
ПРИМЕЧАНИЕ: Изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.
6. ПОДГОТОВКА К РАБОТЕ И ПОРЯДОК РАБОТЫ
Безотказная работа машины во многом зависит от правильного обращения и ухода, своевременного устранения обнаруженных недостатков.
При подготовке к работе необходимо расконсервировать детали машины. Для этого все поверхности, покрытые консервационной смазкой, протереть обтирочным материалом, смоченным в бензине, а затем вытереть насухо.
Перед началом работы необходимо проверить натяжение ремня и при необходимости отрегулировать его в соответствии с указаниями в разделах 5 и 7 настоящего руководства по эксплуатации.
Запрещается начинать работу на машине, не ознакомившись с разделом «Требования по технике безопасности».
На кожухе машины нанесены символы органов управления; назначение их согласно рис. 6.
Символы органов управления

Рис. 6
Включение машины производится одновременным включением выключателя и нажатием кнопки.
При помощи выключателя В (Рис. 5) включаются рабочие конденсаторы Cp1, Cp2, Cp3, Cp4, Cp5 общей ёмкостью 50 мкф, при помощи кнопки К — пусковые конденсаторы Cп1, Сп2 ёмкостью 40 мкф. Кнопку следует отпустить после того, как частота вращения ножевого барабана или пилы достигнет на холостом ходу наибольшего значения.
Электродвигатель

Рис. 4.
Схема электрических соединений

Рис. 5.
В связи с тем, что при работе на холостом ходу, применённый в изделии конденсаторный двигатель нагревается сильнее, чем при работе под нагрузкой, включать двигатель следует только на время, необходимое для выполнения работ.
Предельное превышение температуры нагрева наружных частей механизма привода над температурой окружающего воздуха не должно быть более 60°С. Превышение температуры нагрева обмоток статора двигателя 95°С.
Выключение машины производится при помощи выключателя В.
Строгание пиломатериалов по плоскости {рис. 7)
Для выполнения этой работы необходимо: — снять конусную втулку 67 (рис. 10) с вала барабана 35 при помощи гайки круглой 66 и ключа (32), для этого необходимо предварительно застопорить вращение барабана деревянной планкой, вставленной в его паз. Вывернуть болт 70, крепящий конусную втулку (если втулка была установлена на вал барабана); — установить кожух 13 (пластмассовый) (рис. 1.);
— установить нужную глубину строгания, для чего освободить стопорные винты 41 (рис. 2) лыжи и повернуть эксцентрик гаечным ключом 10×12, устанавливая лыжу на нужную глубину строгания, после чего лыжу зафиксировать стопорными винтами;
— проверить правильность установки и надёжность закрепления ножей на ножевом барабане. Правильность установки ножей проверяется с помощью шаблона 17 (рис. 1), прижатого гранью к стальной плите 55 (рис. 7). При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона.
После выверки болты клиньев, крепящих ножи, необходимо надёжно затянуть.
Установленные заводом-изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе.
Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали с одного комплекта в другой запрещается.
Установить прижимное приспособление так, чтобы направление подачи материала, указанного на корпусе приспособления, было в сторону стальной плиты 55. Надёжно прикрепить приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 64, расположенной сверху приспособления, установить прижимные ролики 63 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала следует обязательно пользоваться дополнительным бруском для подталкивания пиломатериала, при этом работающий должен всегда находиться слева от механизма фуговального, а не позади обрабатываемого пиломатериала.
При строгании пиломатериала, бывшего в употреблении, необходимо тщательно проверить, чтобы в материале не было гвоздей.
Строгание пиломатериалов

Рис. 7
Строгание пиломатериалов под углом и по ребру (рис. 8, 9).
Для выполнения этой операции необходимо: — снять прижимное приспособление предварительно вывернув. винты, крепящие его; — установить защитный кожух 12 (рис.  так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала; — собрать линейку направляющую 2 (рис. совместно с уголками 10 скрепив их гайками барашками 53, навернуть кожух 13 (рис. 9), закрыв выступающую часть вращающегося барабана; — выставить направляющую линейку под нужным углом строгания и закрепить линейку на стальной плите и лыже при помощи винтов 18 (рис. с шайбами.
так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала; — собрать линейку направляющую 2 (рис. совместно с уголками 10 скрепив их гайками барашками 53, навернуть кожух 13 (рис. 9), закрыв выступающую часть вращающегося барабана; — выставить направляющую линейку под нужным углом строгания и закрепить линейку на стальной плите и лыже при помощи винтов 18 (рис. с шайбами.
При строгании пиломатериалов по ребру направляющую линейку необходимо развернуть под углом 90° по отношению к стальной плите 55 и лыже 39 (рис. 9).
ВНИМАНИЕ!
При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта для прикосновения.
Строгание под углом

Рис. 8.
Строгание по ребру

Рис. 9.
Распиловка пиломатериалов вдоль и поперёк волокон (рис. 11).
Для выполнения этой работы необходимо: — выбрать соответствующий пильный диск, распиловка пиломатериалов вдоль волокон производится пильным диском 15 (рис. 1) с числом зубьев 24 (зуб наклонный); — установить конусную втулку 67 (рис. 10) на вал барабана 35, при этом необходимо предварительно застопорить вращение барабана деревянной планкой, вставленной в паз барабана 35 (рис. 2). Установить шайбу 69 и закрепить болтом 70.
На втулку установить пильный диск 16, направление зубьев согласно рис. 11 и надёжно закрепить его гайкой 68.
Установить меньшее (2200) число оборотов барабана. (Изготовителем машина выпускается с установленным максимальным числом оборотов). Для этого необходимо снять крышку 44 (рис. 2), ослабить гайку 45 (рис. 2), фиксирующую двигатель, повернуть двигатель для ослабления ремня, снять ремень и переставить его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя.
При необходимости посредством гаек 45 (рис. 2) выставить шкивы в одной плоскости.
Допустимое смещение осей канавок шкивов не более 0,4 мм.
Поворотом двигателя относительно шпильки 33 натянуть ремень, после чего затянуть гайку 45, установить крышку 44 (рис. 2), закрыть барабан кожухом 12 (рис. 1).
Установить плиту 5 и привернуть её двумя винтами 25 (рис. 11) к стальной плите 55 (рис. 7) и лыже 39 гайками М6 с шайбами. Чтобы плита 5 не деформировалась во время работы, рекомендуется между плитой 5, лыжей 39 и стальной плитой установить деревянные подкладки толщиной 4—5 мм с обоих концов плиты. Установить защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском.
Регулировать гайкой специальной, навернутой на шпильку прилива стенки 32 (рис.2), закрепить нож гайко-барашком 53 (рис. 3).
Установить на плиту 5 линейку направляющую 2, выставить её на нужную ширину раскроя доски параллельно к плоскости пильного диска и закрепить планку винтами 18 (рис. 1.) с шайбами:
Подачу доски осуществлять равномерно со скоростью не более 1 м. в минуту.
Распиловка пиломатериалов поперёк волокон производится пильным диском 16 (рис. 1) с числом зубьев 36 (прямой зуб). Наладка машины та же, что при распиловке вдоль волокон. При распиловке длинных заготовок линейка направляющая должна быть снята.
Рис. 10. Крепление пильного диска

Рис. 11. Продольная распиловка

Распиловка на определённую глубину пропила
Для выполнения этой операции необходимо: — закрыть барабан защитным кожухом 12 (рис. 1), ввернуть в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установить на них плиту угловую 6*, вставить в вертикальные отверстия плиты 6 кронштейны 7 и 8, регулируемый кронштейн 8 с гайками и пазами установить с левой стороны плиты 5. Паз плиты 5 выставить параллельно пильному диску, совместить отверстия кронштейнов с отверстиями плиты 5 и привернуть, выставить на нужную глубину пропила плиту и закрепить гайками 54 и гайками-барашками 53 (рис. 12).
Для увеличения устойчивости плиты 5 необходимо подложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
ВНИМАНИЕ!
При выборке четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
*Законтрить направляющие стержни гайками М16
Рис. 12. Распиловка на определённую глубину

Распиловка пиломатериалов под углом (рис. 13).
Ввернуть в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6, и законтрить направляющие стержни гайками М16.
Выставить плиту 5 на нужный угол и застопорить сектора и направляющие плиты гайками-барашками 53 (гайки-барашки стопорящие сектора видны на рис. 12)
Рис. 13. Распиловка под углом

Фрезерование.
Для выполнения этой операции необходимо: — установить на конусную втулку 67 (рис. 10), фрезу 19, застопорить барабан деревянной планкой и закрепить фрезу гайкой 68 (рис. 10); — выставить направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
Прижимая заготовку к плите и боковой плоскости линейки производить равномерную подачу со скоростью от 0,1 до 1,5 м/мин.
Рис. 14. фрезерование

Сверление и фрезерование пазов (рис. 15).
Для выполнения данных операций необходимо: — вывернуть болт 70 (рис. 10) и при помощи гайки 68 и гаечного ключа 32 мм, снять конусную втулку 67, на конус вала барабана одеть сверлильный патрон 23*, закрыть барабан защитным кожухом 12 и закрепить его винтами; — ввернуть в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установить на них плиту угловую 6 и застопорить направляющие стержни 11 гайками; — установить на плиту угловую 6 стол для сверления и фрезерования; — закрепить в сверлильном патроне сверло или фрезу дереворежущую концевую цилиндрическую; — отрегулировать стол для сверления и фрезерования по высоте относительно инструмента и закрепить его гайками-барашками 53; — застопорить плиту угловую 6 при помощи гаек 54.
При фрезеровании пазов в сверлильном патроне закрепить фрезу деревообрабатывающую концевую цилиндрическую, остальная наладка та же, что и при сверлении.
Фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
*Вставить спецболт 70 через максимально разведённые кулачки патрона и завернуть его отвёрткой.
Рис. 15. Фрезерование пазов

7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ПРАВИЛА ХРАНЕНИЯ
Техническое обслуживание проводится с целью поддержания машины в постоянной технической исправности и готовности к работе.
Во избежание перегрева обмотки статора двигатель рекомендуется не реже, чем через 50 часов работы осматривать и прочищать вентиляционные отверстия. Для этого необходимо снять кожух 44 (рис. 2). Через окно стенки прочистить вентиляционные каналы двигателя. Отрегулировать натяжение ремня, так как неправильное натяжение ремня вызывает его быстрый износ.
Для чего приложить линейку, и к середине ремня прикрепить проволоку ø0,5…0,6 мм и с помощью бытовых пружинных весов приложить усилие Q=7H (0,7 кгс) для нового ремня и Q=5H (0,5 кгс) для приработанного ремня после 50 часов работы. Прогиб должен быть от 4 до 6 мм.
Рис. 16. Схема проверки натяжения ремня

Рис. 17. Крепление ножей.

Периодически, по мере затупления, необходимо производить заточку строгальных ножей и пильных дисков. Заточку ножей производить только по задней грани.
Рекомендуемые углы заострения ножей: — для мягких пород древесины — 35°; — для твёрдых пород древесины — 45°.
Для снятия заусенцев после заточки следует произвести доводку ножей точильным бруском. Режущая кромка ножа должна быть острой и не иметь завалов. На ней не должно быть зазубрин, грубых рисок и трещин.
Замена и установка ножей в барабане 35 (рис. 17) механизма привода производится следующим образом: — освободить крепление ножа 14 (рис. 17) путём поворота трёх специальных болтов 73 вправо в клине 72. При этом пружины 74, подпирающие нож, поднимут его вверх; — произвести замену (заточку) ножей и установить в барабане на пружины; — проверить правильность установки ножа с помощью шаблона, прижатого гранью к стальной плите 5 (рис. 3); — поворачивая три специальных болта влево, закрепить нож.
Размеры ножа приведены в приложении 1.
При установке запасных ножей, замене деталей их крепления (клиньев или болтов), а также после заточки ножей разность суммарной массы комплекта ножей с деталями их крепления, предназначенных для установки в каждый из пазов ножевого барабана, не должна превышать 1 г.
Подгонку разности суммарной массы производить за счёт снятия металла с торцов ножа или клина.
Зубья пил затачиваются путём сошлифования части металла с передней грани. Заточку пил необходимо производить специальным плоским с малым углом конического профиля типа ЗП шлифовальным кругом или напильником.
Углы заострения зубьев затачиваемых пил указаны в табл. 1.
Таблица 1.

Заточку зубьев пилы для продольной распиловки производить согласно профилю 1, для поперечной — согласно профилю 2 (рис. 18).
В пильных дисках для продольной распиловки переднюю грань затачивать без скоса, т.е. под прямым углом к боковой поверхности (прямая заточка). Заднюю верхнюю грань зуба рекомендуется затачивать под углом к боковой поверхности. Угол косой заточки задней верхней грани 20°…35°. Зуб, отогнутый вправо, должен иметь скос верхней задней грани влево и наоборот.
В пильных дисках для поперечной распиловки переднюю грань затачивать под острым углом к боковой поверхности (косая заточка). Косую заточку делать поочередно на правую и левую стороны. Угол косой заточки передней грани зуба для мягких пород древесины 55°, для твёрдых — 45°.
Заточка зубьев.

Рис. 18
После заточки зубьев пилы необходимо развести. Оптимальная величина развода зубьев зависит от породы и влажности древесины.
Развод зубьев должен быть одинаковым на обе стороны, иначе пила будет разрезать в сторону большего развода.
Рекомендуемая величина развода пил на одну сторону в мм указана в табл. 2.
Таблица 2
|
При распиловке хвойных пород (сосна, ель, пихта) с абсолютной влажностью |
При распиловке твёрдых пород (дуб, бук и др.) с абсолютной влажностью |
||
|
до 30% |
свыше 30% |
до 25% |
свыше 25% |
|
0,55…0,65 |
0,60…0,70 |
0,40…0,50 |
0,50…0,55 |
При распиловке хвойных пород (сосна, ель, пихта) с абсолютной влажностью
При распиловке твёрдых пород (дуб, бук и др.) с абсолютной влажностью
до 30%
свыше 30%
до 25%
свыше 25%
0,55…0,65
0,60…0,70
0,40…0,50
0,50…0,55
Хранить машину следует в отапливаемом и вентилируемом помещении при температуре не ниже плюс 1°С и не выше плюс 40°С с относительной влажностью воздуха не выше 80% при 25°С и при более низких температурах без конденсации влаги.
В случае длительного хранения наружные поверхности деталей машины, подвергающиеся коррозии, следует очистить и покрыть смазкой К-17 ГОСТ 10877-76 или другой аналогичного назначения.
8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
|
Наименование неисправности, внешнее проявление и дополнительные признаки |
Вероятная причина |
Метод устранения |
|
При включении в сеть двигатель не работает |
Неисправная розетка |
Проверить наличие напряжения в розетке, при отсутствии напряжения устранить неисправности |
|
Ослабли контакты в штепсельной вилке или выключателе |
Подтянуть контакты |
|
|
Обрыв жил шнура |
Заменить шнур |
|
|
При включении машины слышно гудение в двигателе, барабан не вращается или вращается медленно |
Неисправен конденсатор. Обрыв выводов двигателя, жилы шнура или перемычек в местах подсоединения к конденсаторам |
Заменить конденсатор Устранить обрыв |
|
Двигатель перегревается |
Перегрузка большой подачей |
Уменьшить подачу |
|
Перетянут ремень |
Отрегулировать натяжение ремня согласно руководству |
|
|
Отсутствует или загрязнилась смазка в подшипниках |
Проверить состояние смазки, добавить или заменить её |
|
|
Засор вентиляционных окон |
Прочистить окна |
|
|
Затупились ножи |
Сменить или заточить ножи |
|
|
Затупилась пила |
Заточить пилу |
|
|
Двигатель работает нормально, а пила или фреза не вращается |
Недостаточно затянута гайка специальная, крепящая пилу или фрезу |
Затянуть гайку специальную до отказа |
|
При вращении барабана наблюдается вибрация |
Неправильно установлены ножи |
Проверить правильность установки ножей |
|
Ножи с деталями крепления имеют разный вес |
Подогнать ножи с деталями крепления по весу |
|
|
Двигатель работает нормально, а барабан, пила или фреза вращаются медленно |
Ослабло натяжение ремня |
Отрегулировать натяжение ремня |
Наименование неисправности, внешнее проявление и дополнительные признаки
Вероятная причина
Метод устранения
При включении в сеть двигатель не работает
Неисправная розетка
Проверить наличие напряжения в розетке, при отсутствии напряжения устранить неисправности
Ослабли контакты в штепсельной вилке или выключателе
Подтянуть контакты
Обрыв жил шнура
Заменить шнур
При включении машины слышно гудение в двигателе, барабан не вращается или вращается медленно
Неисправен конденсатор. Обрыв выводов двигателя, жилы шнура или перемычек в местах подсоединения к конденсаторам
Заменить конденсатор Устранить обрыв
Двигатель перегревается
Перегрузка большой подачей
Уменьшить подачу
Перетянут ремень
Отрегулировать натяжение ремня согласно руководству
Отсутствует или загрязнилась смазка в подшипниках
Проверить состояние смазки, добавить или заменить её
Засор вентиляционных окон
Прочистить окна
Затупились ножи
Сменить или заточить ножи
Затупилась пила
Заточить пилу
Двигатель работает нормально, а пила или фреза не вращается
Недостаточно затянута гайка специальная, крепящая пилу или фрезу
Затянуть гайку специальную до отказа
При вращении барабана наблюдается вибрация
Неправильно установлены ножи
Проверить правильность установки ножей
Ножи с деталями крепления имеют разный вес
Подогнать ножи с деталями крепления по весу
Двигатель работает нормально, а барабан, пила или фреза вращаются медленно
Ослабло натяжение ремня
Отрегулировать натяжение ремня
9. СВИДЕТЕЛЬСТВО О ПРИЁМКЕ
Машина деревообрабатывающая ИЭ-6009А, заводской номер_05453_соответствует ТУ 22-6064-85 и признана годной для эксплуатации.
Изделие подвергнуто консервации и упаковке согласно требованиям, предусмотренным руководством по эксплуатации.
Срок действия консервации — три года.
Дата выпуска 28.06.1989

М. П. Подпись лица, ответственного за приёмку
Продукция выпускается под контролем Государственной приёмки.
10. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Гарантийный срок устанавливается 12 месяцев со дня продажи машины в магазине.
Завод-изготовитель обязан в течение указанного срока безвозмездно заменить или отремонтировать вышедшую из строя машину при условии соблюдения потребителем правил эксплуатации, указанных в руководстве по эксплуатации завода-изготовителя.
Предельный срок защиты без переконсервации — 3 года.
Гарантия не распространяется на сменный режущий инструмент (строгальные ножи, пилы по ГОСТ 980-80, фрезы по ГОСТ 11290-74 и фрезы по ГОСТ 8994-80).
Средний ресурс работы машины 650 часов до первого текущего ремонта.
Допускается работа машиной после наработки ресурса более 650 часов при её исправном состоянии и соответствии характеристикам, указанным в разделе 2.
При предъявлении рекламаций потребитель сообщает заводу-изготовителю номер упаковщика, проставленный в руководстве по эксплуатации, и высылает машину на завод-изготовитель с предварительного его согласия.
При заполнении отзыва о работе (приложение) в пункте «Характер работы машины» указывается, на каких видах работ применялась машина, а также средняя наработка за день в часах.
11. ЦЕНА
Розничная цена машины при продаже через торговую сеть 260 рублей. Отметка о розничной продаже.
Дата продажи магазином: _22 Ноября 1989 г.
|
Подпись Штамп магазина |

|
Подпись
Штамп магазина
ОТЗЫВ О РАБОТЕ МАШИНЫ ДЕРЕВООБРАБАТЫВАЮЩЕЙ ИЭ-6009А
С целью усовершенствования конструкции, повышения надёжности и удобства эксплуатации изделия просим заполнить прилагаемый лист отзыва и выслать его в адрес завода.
1. Заводской номер _________________________ Дата выпуска _________________________
2. Характер работы изделия _______________________________________________________
________________________________________________________________________________
3. Сколько часов отработано машиной с начала эксплуатации ___________________________
________________________________________________________________________________
4. Какие виды технического обслуживания машины были проведены, их периодичность и количество _____________________________________________________
________________________________________________________________________________
5. Сколько раз и каким видам ремонта была подвергнута машина________________________
________________________________________________________________________________
________________________________________________________________________________
6. Какие составные части машины заменены за период эксплуатации _____________________
________________________________________________________________________________
________________________________________________________________________________
7. Какие изменения в конструкции машины и её составных частей были проведены в процессе эксплуатации и ремонта, с какой целью, их результаты _______________________
________________________________________________________________________________
________________________________________________________________________________
8. Какие недостатки выявлены в конструкции машины и меры по их устранению ____________
________________________________________________________________________________
________________________________________________________________________________
9. Ваши пожелания по дальнейшему улучшению качества машины _______________________
________________________________________________________________________________
________________________________________________________________________________
10. Ваш почтовый адрес ___________________________________________________________
________________________________________________________________________________
11. Должность, фамилия, подпись лица, составившего отзыв ____________________________
________________________________________________________________________________
________________________________________________________________________________
Дата заполнения ____________________________________ 19___г.
Отзыв направляйте по адресу: 228400, г. Даугавпилс, Латвийской ССР, ул. Валкас, 2, з-д «Электроинструмент».
Приложение 1
ЧЕРТЁЖ НОЖА

1. Материал: сталь ХВГ ГОСТ 5950-73.
2. 56…61 HRСэ.
3. Покрытие Хим. Окс. прм.
Приложение 2
АДРЕСА РЕМОНТНЫХ МАСТЕРСКИХ ДЛЯ ПРОВЕДЕНИЯ ГАРАНТИЙНОГО РЕМОНТА
1. Ленгорбыттехника «Сокол»: 195248, г. Ленинград, Ириновский пр., 58.
2. Завод «Мосгорремэлектробытприбор»: 119034, г. Москва, Курсовой пр., 10.
3. Производственное объединение «Электронс»: 226001, г. Рига, ГСП, ул. А. Барбюса, 9.
4. Завод «Рембыттехника»: 220073, г. Минск, ул. Ольшевского, 10.
5. Завод «Рембыттехника»: 310033, г. Харьков-33, 2-й Вологодский въезд, 6.


н/к
Машина деревообрабатывающая ИЭ-6009А. Руководство по эксплуатации
Сдано в набор 15.11.88. Подписано а печать 24.11.88.
Формат бумаги 60×84 1/16. Печать офсетная.
0,24 усл. п. л. 0,24 усл. кр.-отт. Гарнитура журнально-рубленая.
Тираж 10000. Заказ 7192. Бесплатно.
_______________________________________________________
Даугавпилсский завод «Электроинструмент»
_______________________________________________________
Даугавпилсская типография Латвийского производственного
объединения издательств, полиграфии и книжной торговли,
228400, Даугавпилс, ул. Валкас, 1.
На чтение 12 мин. Просмотров 2 Опубликовано 28 апреля, 2023
Содержание
- ИЭ-6009А Станок комбинированный деревообрабатывающий Схемы, описание, характеристики
- ИЭ-6009А2 станок комбинированный деревообрабатывающий. Назначение, область применения
- Особенности конструкции деревообрабатывающего станка ИЭ-6009А
- Комплект поставки деревообрабатывающего станка ИЭ-6009А
- ИЭ-6009А Общий вид комбинированного деревообрабатывающего станка
- Состав комбинированного станка ИЭ-6009А
- Устройство комбинированного станка ИЭ-6009А
- Работа на комбинированном станке ИЭ-6009А
- Строгание пиломатериалов по плоскости (рисунок
- Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
- Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
- Распиловка на определённую глубину пропила (рисунок 12)
- Распиловка пиломатериалов под углом (рисунок 13)
- Фрезерование пазов (рисунок 14)
- Сверление и фрезерование пазов (рисунок 15)
- Схема электрическая принципиальная комбинированного деревообрабатывающего станка ИЭ-6009А

Производителем комбинированного деревообрабатывающего станка ИЭ-6009А является МогилевЛифтМаш, г. Могилев, Адрес сайта: http://liftmach.by
ОАО «Могилевлифтмаш» в настоящее время выпускает машины деревообрабатывающие бытовые ИЭ-6009А2.1-02 и ИЭ-6009А4.2-02. Указанные машины выполняют функции пиления продольного, поперечного, а также пиления под углом, операции строгания по плоскости, по ребру и под углом. Машина ИЭ-6009А2.1-02 выполняет операцию фрезерования дисковой фрезой (отбор четверти).
Производителем комбинированного деревообрабатывающего станка ИЭ-6009А является, также, ОАО «Завод «Ветразь». Витебская область, Докшицкий район, г.п. Бегомль, Адрес сайта: http://zavod-vetraz.by/, которое входит в холдинг МогилевЛифтМаш.
ИЭ-6009А2 станок комбинированный деревообрабатывающий. Назначение, область применения
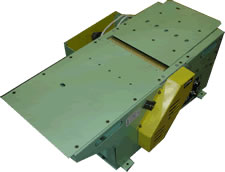
Станок деревообрабатывающий ИЭ-6009А представляет собой компактное настольное устройство для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающий бытовой ИЭ-6009А выпускается в следующих модификациях:
- ИЭ-6009А2 — толщина распиливаемой заготовки 45 мм, Максимальная ширина строгания 200 мм
- ИЭ-6009А2.1 — толщина распиливаемой заготовки 50 мм, Максимальная ширина строгания 200 мм
- ИЭ-6009А4.1 — толщина распиливаемой заготовки 85 мм, Максимальная ширина строгания 280 мм
- ИЭ-6009А4.2 — толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм
- ИЭ-6009А4.2-01 — толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм
- ИЭ-6009А2.1-02 — толщина распиливаемой заготовки 50 мм, Максимальная ширина строгания 200 мм
- ИЭ-6009А4.2-02 — толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм
Станок выполняет следующие операции механической обработки древесины:
- пиление вдоль и поперек волокон;
- продольная распиловка под углом от 0 до 45°;
- фугование — строгание (с прижимным приспособлением) по плоскости при ширине обработки по плоскости за один проход до 200 мм
- строгание под углом и по ребру;
- фрезерование пазов дисковой и концевыми фрезами;
- станок ИЭ-6009А2.1-02 выполняет операцию фрезерования дисковой фрезой (отбор четверти);
- сверление от 3 до 16 мм;
Станок должен использоваться в закрытых бытовых помещениях, кpoме жилых.
Исполнение по степени защиты влаги — незащищенное.
Станок может работать в следующих условиях.
- высота над уровнем моря — до 1000 м;
- температура окружающего воздуха — от плюс 5 до плюс 40 °С;
- относительная влажность окружающего воздуха — не более 80% при температуре плюс 20 °С.
Особенности конструкции деревообрабатывающего станка ИЭ-6009А
Высокая мощность установленного электродвигателя, что позволяет выполнять работы с большей производительностью.
Значительное внимание в конструкции машин уделено удобству и безопасности работы:
- в обмотках двигателя станка ИЭ-6009А2 и ИЭ-6009А2.1 установлен термовыключатель, защищающий его от перегрева;
- в станках ИЭ-6009А2.1, ИЭ-6009А4.1, ИЭ-6009А4.2 и ИЭ-6009А4.2-01 установлен автоматический выключатель, защищающий машину от перегрузки и позволяющий быстро отключить ее от сети;
- в станке имеются ручки для ее перемещения;
- пила и дисковая фреза имеют ограждения; ограждение дисковой фрезы автоматически закрывается после прохождения заготовкой зоны резания;
- кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
- нерабочая часть ножевого барабана станка при строгании без прижимного приспособления закрывается специальным кожухом.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 230 В частотой 50 Гц. Машины не требуют стационарного заземления.
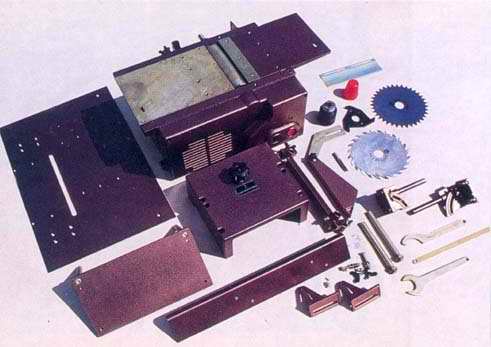
Комплект поставки деревообрабатывающего станка ИЭ-6009А

- Механизм привода — 1 1 шт
- Линейка направляющая (без уголков) — 2 1 шт
- Приспособление защитное — 3 1 шт
- Приспособление прижимное — 4 1 шт
- Плита — 5 1 шт
- Плита угловая — 6 1 шт
- Кронштейн правый (с винтами) — 7 1 шт
- Кронштейн левый (с винтами и гайками) — 8 1 шт
- Стол — 9 1 шт
- Уголок — 10 2 шт
- Стержень — 11 2 шт
- Кожух — 12 1 шт
- Кожух — 13 1 шт
- Пила — 15 1 шт
- Шаблон — 17 1 шт
- Винт (для крепления линейки направляющей) — 18 2 шт
- Болт М8 х 50 ГОСТ 7796-70 (для крепления машины) — 24 2 шт
- Шайба А8 ГОСТ 11371-78 (на болте) — 24 4 шт
- Гайка М8 ГОСТ 15521-70 (на болте) — 24 2 шт
- Винт М6 х 16 ГОСТ17475-80 — 25 2 шт
- Гайка М6 ГОСТ 5915-70 (на винте) — 25 2 шт
- Шайба А6 ГОСТ 11371-78 (на винте) — 25 2 шт
- Винт М4 х 8 ГОСТ 1491-80 (для крепления кожуха) — 26 2 шт
- Ключ 7811-4002 (S-32) — 30 1 шт
- Беруши LASER LITE LL-1 ГОСТ 12.4.051-87 — 2 шт
- Руководство по эксплуатации — 1 шт
ИЭ-6009А Общий вид комбинированного деревообрабатывающего станка



Состав комбинированного станка ИЭ-6009А

Устройство комбинированного станка ИЭ-6009А
Станок состоит из следующих механизмов узлов и приспособлений:
- механизм привода;
- прижимное приспособление;
- приспособление для пиления и фрезерования;
- приспособление защитное;
- стол для сверления и фрезерования.
Механизм привода (рисунок 2) состоит из двух алюминиевых стенок 32 и 49 с приливами и отверстиями для крепления этих стенок резьбовыми шпильками. Стенки предназначены для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами, основания 72 с размещёнными на нём электроаппаратами, обеспечивающими нулевую защиту и защиту от короткого замыкания, крышки 73 с размещёнными на ней кнопками включения и выключения машины. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа ласточкин хвост для установки лыжи 39. В нижней части стенок имеются отверстия 8,5 мм и Т-образный паз шириной 9 мм (рисунок 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Выводы от обмоток статора двигателя (рисунок 6) присоединяются к электроаппаратуре согласно схеме (рисунок 7). Ротор 61 двигателя установлен на двух подшипниках 59 в передних и задних щитах 58 и 62.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48.
Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 50.
В двух пазах ножевого барабана кренятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания, пыли в крышке подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 56 закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа ласточкин хвост для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 53, который предотвращает попадание опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы Приспособление прижимное 4 устанавливается сверху машины и крепится двумя винтами.
Приспособление прижимное 4 состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала — 50 мм.

Приспособление для пиления и фрезерования (см. рисунок 3) состоит из плиты 5, плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита 5 закрепляется посредством кронштейнов на угловой плите 6 и перемещается горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек — барашков 54 и гаек 55.
Приспособление защитное (рисунок 3) состоит из ножа 52 и козыръка 51. Нож с помощью гайки-барашки 54 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования 9 (рисунок 1) состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.

На кожухе машины нанесены символы органов управления (рисунок 4).
Примечание: изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.
Работа на комбинированном станке ИЭ-6009А

Строгание пиломатериалов по плоскости (рисунок ![8)]()
Для выполнения этой операции:
- снимите конусную втулку 68 с вала барабана 35 при помощи гайки круглой 67 (рисунок 5) и ключа 30, предварительно застопорив вращение барабана деревянной планкой, вставленный в его паз, и вывернув болт 71, крепящий конусную втулку;
- установите кожух 13 (рисунок 1), установите нужную глубину строгании, для чего освободите стопорные винты 41 (рисунок 2)лыжи, поверните эксцентрик гаечным ключом 27, установив лыжу на нужную глубину строгания, зафиксируйте стопорными винтами;
- проверьте правильность установки и надёжность закрепления ножей на ножевом барабане.
Правильность установки ножей проверяется с помощью шаблона 17 (рисунок 1), прижатого гранью к стальной плите 56. При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона. После выверки болты клиньев, крепящих ножи, надёжно затяните.
Установленные заводом — изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе. Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали из одного комплекта в другой запрещается.
Установите прижимное приспособление так, чтобы направление подачи материала, указанное на табличке 66 корпуса прижимного приспособления, было в сторону стальной плиты 56. Надёжно прикрепите приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 65, расположенной сверху приспособления, установите прижимные ролики 64 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала обязательно пользуйтесь дополнительным бруском для проталкивания пиломатериала, при этом работающий должен всегда находится слева от зоны обработки, а не позади обрабатываемою пиломатериала.
Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
Для выполнения этой операции:
- установите защитный кожух 12 так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала;
- установите на линейку направляющую 2 уголки 10, закрепите их гайками барашками 54, затем установите кожух 13, закрыв выступающую часть вращающегося барабана;
- выставите направляющую линейку под нужным углом строгания и закрепите на стальной плите и лыже при помощи винтов 18 с шайбами. При строгании пиломатериалов по ребру направляющую линейку разверните под углом 90° по отношению к стальной плите 56 и лыже 39.
ВНИМАНИЕ! При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта от прикосновения.
Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
Для выполнения этой операции:
- установите конусную втулку 68 (рисунок 5) на вал барабана 35, предварительно застопорив вращение барабана деревянной планкой, вставленной в его паз, и заклиньте между лыжей 39 (рисунок 3), установите шайбу 70 и закрепите болтом 71 (рисунок 5);
- установите пильный диск 15 (рисунок 1), предназначенный для продольной и поперечной распиловки пиломатериалов, на втулку и надёжно закрепите его гайкой 68 (рисунок 5);
- установите меньшее (2200) число оборотов барабана (заводом — изготовителем машина выпускается с установленным максимальным числом оборотов 5000), для чего снимите крышку 44, ослабьте гайку 45 (рисунок 2), фиксирующую двигатель, поверните двигатель для ослабления ремня, снимите и переставьте его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя, при необходимости посредством гаек 45 выставьте шкивы в одной плоскости (допустимое смещение осей канавок не более 0,4 мм); поворотом двигателя относительно шпильки 33 натяните ремень после чего затяните гайку 45, установите крышку 44, закройте барабан кожухом 12 (рисунок 1); — установите плиту 5 и приверните её двумя винтами 25 к плите стальной 56 и лыже 39 гайками М6 с шайбами; чтобы плита не деформировалась во время работы, между ней, лыжей 39 и стальной плитой установите деревянные подкладки толщиной 4,5 мм с обоих концов плиты;
- установите защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском, регулировку осуществляйте гайкой специальной, закрепите нож гайкой — барашков 54 (рисунок 3);
- установите на плиту 5 линейку направляющую 2, выставьте её на нужную ширину раскроя доски параллельно плоскости пильного диска и закрепите винтами 18 (рисунок 1) с шайбами.
Подачу доски осуществите равномерно со скоростью не более одного метра в минуту.
При распиловке поперек длинных заготовок линейка направляющая должна быть снята.
Распиловка на определённую глубину пропила (рисунок 12)
Для выполнения этой операции:
- закройте барабан защитным кожухом 12, приверните к плите 5 два кронштейна 7 и 8 с гайками и пазами приверните с левой стороны плиты;
- вверните в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и законтрите направляющие стержни гайками М16х1,5; выставьте на нужную глубину пропила плиту и закрепите гайками 55 и гайками — барашками 54.
- Для увеличения устойчивости плиты 5 необходимо проложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
- ВНИМАНИЕ! При выборе четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
Распиловка пиломатериалов под углом (рисунок 13)
Вверните в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6 и законтрив, направляющие стержни гайками М16х1,5.
Выставьте плиту 5 на нужный угол и застопорите сектора и направляющие плиты гайками — барашками 54.
Фрезерование пазов (рисунок 14)
Для выполнения этой операции:
- установите конусную втулку 68 (смотри описание к рисунку 11). Установите на конусную втулку фрезу 19 (фрезы дереворежущие пазовые ГОСТ 11290-80Е диаметром 125 мм, посадочным отверстием диаметром 32 мм, шириной 8-12мм) (рисунок 14), предварительно застопорив вращение барабана деревянной планкой, и закрепите фрезу гайкой 69;
- выставьте направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
- Прижимая заготовку к плите и боковой плоскости линейки, производите равномерную подачу со скоростью от 1 до 1,5 м/мин.
Сверление и фрезерование пазов (рисунок 15)
Для выполнения этих операций:
- снимите конусную втулку 68 с вала барабана (смотри описание к рисунку
— установите патрон 23 (патрон 16-B18 ГОСТ 8522-79 или патрон сверлильный ПС-16.00.00 заводского изготовления) и закрепите его болтом 71;
- закройте барабан защитным кожухом 12 и закрепите его винтами;
- вверните в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и застопорите направляющие стержни 11 гайками;
- установите на плиту угловую 6 стол для сверления и фрезерования;
- закрепите в сверлильном патроне сверло (сверла спиральные дереворежущие с цилиндрическим хвостовикам диаметром от 3 до 16) или фрезу (фрезы дереворежущие концевые ГОСТ8994-80 диаметром 3-16мм);
- отрегулируйте стол для сверления и фрезерования по высоте относительно инструмента и закрепите его гайками барашками 54;
- застопорите плиту угловую 6 при помощи гаек 55.
Сверление и фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
Схема электрическая принципиальная комбинированного деревообрабатывающего станка ИЭ-6009А

Тип электродвигателя — Асинхронный однофазный с рабочими и пусковыми конденсаторами.
Источник
Часто при подборе станка для дома многие останавливают свой выбор на многофункциональном или иначе комбинированном станке. Прелесть комбинированного станка для дерева в том что такой станок может выполнять сразу несколько различных функций, а значит займет меньше места чем несколько специализированных. Да и Вашему бюджету один многофункциональный станок обойдется существенно дешевле, чем приобретение станков для каждой из функций.
Одним из самых популярных комбинированных станков для бытовых нужд являются станки производства белорусского завода ОАО «Могилевлифтмаш» серии ИЭ6009
. Могилевские бытовые станки
завоевали популярность благодаря простоте конструкции, надежности и невысокой стоимости. Безусловно, могилевские станки или как их еще называют могилев ИЭ 6009
имеют конструктивные недостатки, которые мы разберем ниже, но с выполнением своих основных функций они справляются.


На данный момент белорусские станки ИЭ 6009 выпускаются в двух вариантах: ИЭ-6009А2.1-02 и ИЭ-6009А4.2-02. Отличаются они друг от друга мощностью двигателя и выполняемыми функциями.
Функции станков ИЭ6009:
Технические характеристики станков ИЭ 6009
| ИЭ-6009А2.1-02 | ИЭ-6009А4.2-02 | |
| Максимальная толщина заготовки, мм | 50 | 95 |
| Максимальная глубина строгания за один проход, мм | 3 | 3 |
| Максимальная ширина строгания, мм | 200 | 280 |
| Частота вращения ножевого барабана на холостом ходу, 1/с (об/мин) | 83,3 (5000) | 90 (5400) |
| Частота вращения пилы на холостом ходу, 1/с (об/мин) | 36,6 (2200) | 38,3 (2300) |
| Номинальная потребляемая мощность, Вт(кВт) | 1700(1,7) | 2400(2,4) |
| Габаритные размеры, мм | 740x510x470 | 900x820x500 |
| Масса НЕТТО, кг, не более | 53 | 65 |
| Масса БРУТТО, кг, не более | 57 | 70 |
Достоинства станков ИЭ6009 производства г.Могилев:
- Основательное исполнение. Материалы из которых изготавливается станок можно назвать даже «кондовыми».
- В станке ИЭ-6009А2.1-02 устанавливается термовыключатель, который срабатывает при перегреве.
- Предусмотрены все меры по безопасности работы оператора.
- Надежные двигателя.
- Прижимное устройство
Недостатки станков ИЭ6009:
- Часто встречается заводской брак
- Процесс по переводу станка из режима пиления в режим строгания занимает много времени и состоит из множества операций.
- Короткий стол (ниже смотрите видео про решение этой проблемы)
Что еще можно сказать про деревообрабатывающий станок ИЭ 6009?
Очень многих пугает внешний вид диска для пиления. На самом деле он позволяет пилить и продольно и поперечно, при этом снижая нагрузку на двигатель и привод станка. Если Вы выбираете станок для работы на даче или в частном доме, которые не требуют особо точных пропилов или идеально ровной поверхности после строгания, то станок деревообрабатывающий бытовой ИЭ 6009 станет Вам неплохим помощником.

Посмотрите видео про станок ИЭ6009
Официальное видео от ОАО «Могилевлифтмаш»
Следующее видео посвящено решению следующей проблемы: плохой пуск станка ИЭ6009. Даже после принудительного пуска срабатывает автоматическое выключение. Причиной послужил вышедший из строя конденсатор.
Последнее видео про то как самостоятельно удлинить стол станка ИЭ 6009
Производителем комбинированного деревообрабатывающего станка ИЭ-6009А является МогилевЛифтМаш
, г. Могилев, Адрес сайта: http://liftmach.by
ОАО «Могилевлифтмаш» в настоящее время выпускает машины деревообрабатывающие бытовые ИЭ-6009А2.1-02 и ИЭ-6009А4.2-02. Указанные машины выполняют функции пиления продольного, поперечного, а также пиления под углом, операции строгания по плоскости, по ребру и под углом. Машина ИЭ-6009А2.1-02 выполняет операцию фрезерования дисковой фрезой (отбор четверти).
Производителем комбинированного деревообрабатывающего станка ИЭ-6009А является, также, ОАО «Завод «Ветразь». Витебская область, Докшицкий район, г.п. Бегомль, Адрес сайта: http://zavod-vetraz.by/, которое входит в холдинг МогилевЛифтМаш.
ИЭ-6009А2 станок комбинированный деревообрабатывающий. Назначение, область применения
Станок деревообрабатывающий ИЭ-6009А представляет собой компактное настольное устройство для обработки пиломатериалов хвойных и лиственных пород.
Станок деревообрабатывающий бытовой выпускается в следующих модификациях:
- ИЭ-6009А2
— толщина распиливаемой заготовки 45 мм, Максимальная ширина строгания 200 мм - ИЭ-6009А2.1
- ИЭ-6009А4.1
— толщина распиливаемой заготовки 85 мм, Максимальная ширина строгания 280 мм - ИЭ-6009А4.2
- ИЭ-6009А4.2-01
— толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм - ИЭ-6009А2.1-02
— толщина распиливаемой заготовки 50 мм, Максимальная ширина строгания 200 мм - ИЭ-6009А4.2-02
— толщина распиливаемой заготовки 95 мм, Максимальная ширина строгания 280 мм
Станок выполняет следующие операции механической обработки древесины:
- пиление вдоль и поперек волокон;
- продольная распиловка под углом от 0 до 45°;
- фугование — строгание (с прижимным приспособлением) по плоскости при ширине обработки по плоскости за один проход до 200 мм
- строгание под углом и по ребру;
- фрезерование пазов дисковой и концевыми фрезами;
- станок ИЭ-6009А2.1-02 выполняет операцию фрезерования дисковой фрезой (отбор четверти);
- сверление от 3 до 16 мм;
Станок должен использоваться в закрытых бытовых помещениях, кpoме жилых.
Исполнение по степени защиты влаги — незащищенное.
Станок может работать в следующих условиях.
- высота над уровнем моря — до 1000 м;
- температура окружающего воздуха — от плюс 5 до плюс 40 °С;
- относительная влажность окружающего воздуха — не более 80% при температуре плюс 20 °С.
Особенности конструкции деревообрабатывающего станка ИЭ-6009А
Высокая мощность установленного электродвигателя, что позволяет выполнять работы с большей производительностью.
Значительное внимание в конструкции машин уделено удобству и безопасности работы:
- в обмотках двигателя станка ИЭ-6009А2 и ИЭ-6009А2.1 установлен термовыключатель, защищающий его от перегрева;
- в станках ИЭ-6009А2.1, ИЭ-6009А4.1, ИЭ-6009А4.2 и ИЭ-6009А4.2-01 установлен автоматический выключатель, защищающий машину от перегрузки и позволяющий быстро отключить ее от сети;
- в станке имеются ручки для ее перемещения;
- пила и дисковая фреза имеют ограждения; ограждение дисковой фрезы автоматически закрывается после прохождения заготовкой зоны резания;
- кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
- нерабочая часть ножевого барабана станка при строгании без прижимного приспособления закрывается специальным кожухом.
Питание и управление электродвигателем машины осуществляется от однофазной сети переменного тока номинальным напряжением 230 В частотой 50 Гц. Машины не требуют стационарного заземления.

- Механизм привода — 1 1 шт
- Линейка направляющая (без уголков) — 2 1 шт
- Приспособление защитное — 3 1 шт
- Приспособление прижимное — 4 1 шт
- Плита — 5 1 шт
- Плита угловая — 6 1 шт
- Кронштейн правый (с винтами) — 7 1 шт
- Кронштейн левый (с винтами и гайками) — 8 1 шт
- Стол — 9 1 шт
- Уголок — 10 2 шт
- Стержень — 11 2 шт
- Кожух — 12 1 шт
- Кожух — 13 1 шт
- Пила — 15 1 шт
- Шаблон — 17 1 шт
- Винт (для крепления линейки направляющей) — 18 2 шт
- Болт М8 х 50 ГОСТ 7796-70 (для крепления машины) — 24 2 шт
- Шайба А8 ГОСТ 11371-78 (на болте) — 24 4 шт
- Гайка М8 ГОСТ 15521-70 (на болте) — 24 2 шт
- Винт М6 х 16 ГОСТ17475-80 — 25 2 шт
- Гайка М6 ГОСТ 5915-70 (на винте) — 25 2 шт
- Шайба А6 ГОСТ 11371-78 (на винте) — 25 2 шт
- Винт М4 х 8 ГОСТ 1491-80 (для крепления кожуха) — 26 2 шт
- Ключ 7811-4002 (S-32) — 30 1 шт
- Беруши LASER LITE LL-1 ГОСТ 12.4.051-87 — 2 шт
- Руководство по эксплуатации — 1 шт
ИЭ-6009А Общий вид комбинированного деревообрабатывающего станка




Устройство комбинированного станка ИЭ-6009А
Станок состоит из следующих механизмов узлов и приспособлений:
- механизм привода;
- прижимное приспособление;
- приспособление для пиления и фрезерования;
- приспособление защитное;
- стол для сверления и фрезерования.
Механизм привода
(рисунок 2) состоит из двух алюминиевых стенок 32 и 49 с приливами и отверстиями для крепления этих стенок резьбовыми шпильками. Стенки предназначены для размещения подшипников ножевого барабана 35, эксцентрика 40, коробки 38 с конденсаторами, основания 72 с размещёнными на нём электроаппаратами, обеспечивающими нулевую защиту и защиту от короткого замыкания, крышки 73 с размещёнными на ней кнопками включения и выключения машины. На стенках выполнены резьбовые отверстия для крепления приспособлений. В верхней части стенок выполнены резьбовые отверстия для крепления плиты, пазы типа ласточкин хвост для установки лыжи 39. В нижней части стенок имеются отверстия 8,5 мм и Т-образный паз шириной 9 мм (рисунок 3) для крепления машины к верстаку.
Натяжение приводного ремня осуществляется поворотом двигателя относительно шпильки 33 с последующей фиксацией его с помощью гаек 45. С внутренней стороны стенок имеются приливы для крепления кожуха 37 для отвода стружки.
Выводы от обмоток статора двигателя (рисунок 6) присоединяются к электроаппаратуре согласно схеме (рисунок 7). Ротор 61 двигателя установлен на двух подшипниках 59 в передних и задних щитах 58 и 62.
На выходном конце вала двигателя на шпонке смонтирован ведущий шкив 48.
Передача крутящего момента ножевому барабану осуществляется при помощи клинового ремня 50.
В двух пазах ножевого барабана кренятся ножи. Барабан вращается на двух подшипниках качения 36. Для предотвращения попадания, пыли в крышке подшипникового узла устанавливаются сальники.
На одном конце вала барабана на шпонке установлен ведомый шкив 42. Фиксация шкива от осевых перемещений осуществляется с помощью винта 43. Другой конец вала барабана выполнен конусным для установки конусной втулки и патрона.
Стальная плита 56 закрепляется на стенках машины неподвижно. Алюминиевая лыжа 39 имеет пазы типа ласточкин хвост для перемещения её при регулировании глубины строгания. Перемещение лыжи производится при помощи поворота эксцентрика 40 гаечным ключом.
На механизм установлен кожух 53, который предотвращает попадание опилок в вентиляционные окна двигателя при пилении и предохраняет от травмы Приспособление прижимное 4 устанавливается сверху машины и крепится двумя винтами.
Приспособление прижимное
4 состоит из литого алюминиевого корпуса с приливами для крепления двух стержней с кронштейнами и пружинами, двух осей с роликами и винта с головкой для регулирования прижимного усилия. Максимальная толщина обрабатываемого материала — 50 мм.

Приспособление для пиления и фрезерования
(см. рисунок 3) состоит из плиты 5, плиты угловой 6, кронштейнов 7 и 8, стержней 11. Плита 5 закрепляется посредством кронштейнов на угловой плите 6 и перемещается горизонтальной и вертикальной плоскости, может устанавливаться под углом. Фиксация приспособления осуществляется с помощью гаек — барашков 54 и гаек 55.
Приспособление защитное
(рисунок 3) состоит из ножа 52 и козыръка 51. Нож с помощью гайки-барашки 54 закрепляется на приливе стенки и выставляется специальной гайкой в плоскости вращения пильного диска.
Стол для сверления и фрезерования
9 (рисунок 1) состоит из алюминиевой плиты, в которой закреплены два направляющих стержня. Стол устанавливается на угловую плиту 6.

На кожухе машины нанесены символы органов управления (рисунок 4).
Примечание: изделие может иметь некоторые конструктивные отличия от описания и рисунков в связи с его постоянным совершенствованием.

Строгание пиломатериалов по плоскости (рисунок 
Для выполнения этой операции:
- снимите конусную втулку 68 с вала барабана 35 при помощи гайки круглой 67 (рисунок 5) и ключа 30, предварительно застопорив вращение барабана деревянной планкой, вставленный в его паз, и вывернув болт 71, крепящий конусную втулку;
- установите кожух 13 (рисунок 1), установите нужную глубину строгании, для чего освободите стопорные винты 41 (рисунок 2)лыжи, поверните эксцентрик гаечным ключом 27, установив лыжу на нужную глубину строгания, зафиксируйте стопорными винтами;
- проверьте правильность установки и надёжность закрепления ножей на ножевом барабане.
Правильность установки ножей проверяется с помощью шаблона 17 (рисунок 1), прижатого гранью к стальной плите 56. При повороте ножевого барабана правильно установленные ножи должны слегка касаться краями режущей кромки нижней грани шаблона. После выверки болты клиньев, крепящих ножи, надёжно затяните.
Установленные заводом — изготовителем в отбалансированный ножевой барабан ножи, клинья и болты комплектно подобраны по массе. Во избежание нарушения балансировки ножевого барабана и появления вибрации переводить детали из одного комплекта в другой запрещается.
Установите прижимное приспособление так, чтобы направление подачи материала, указанное на табличке 66 корпуса прижимного приспособления, было в сторону стальной плиты 56. Надёжно прикрепите приспособление прижимное к механизму фуговальному винтами, находящимися в отверстиях корпуса. Головкой 65, расположенной сверху приспособления, установите прижимные ролики 64 на нужную толщину обрабатываемого изделия.
При строгании коротких брусьев пиломатериала обязательно пользуйтесь дополнительным бруском для проталкивания пиломатериала, при этом работающий должен всегда находится слева от зоны обработки, а не позади обрабатываемою пиломатериала.
Строгание пиломатериалов под углом и по ребру (рисунки 9 и 10)
Для выполнения этой операции:
- установите защитный кожух 12 так, чтобы рабочая часть барабана оставалась открытой только на ширину обрабатываемой поверхности материала;
- установите на линейку направляющую 2 уголки 10, закрепите их гайками барашками 54, затем установите кожух 13, закрыв выступающую часть вращающегося барабана;
- выставите направляющую линейку под нужным углом строгания и закрепите на стальной плите и лыже при помощи винтов 18 с шайбами. При строгании пиломатериалов по ребру направляющую линейку разверните под углом 90° по отношению к стальной плите 56 и лыже 39.
ВНИМАНИЕ! При выполнении данных операций соблюдайте осторожность при выходе обрабатываемого материала, так как верхняя зона режущих ножей не закрыта от прикосновения.
Распиловка пиломатериалов вдоль и поперёк волокон (рисунок 11)
Для выполнения этой операции:
- установите конусную втулку 68 (рисунок 5) на вал барабана 35, предварительно застопорив вращение барабана деревянной планкой, вставленной в его паз, и заклиньте между лыжей 39 (рисунок 3), установите шайбу 70 и закрепите болтом 71 (рисунок 5);
- установите пильный диск 15 (рисунок 1), предназначенный для продольной и поперечной распиловки пиломатериалов, на втулку и надёжно закрепите его гайкой 68 (рисунок 5);
- установите меньшее (2200) число оборотов барабана (заводом — изготовителем машина выпускается с установленным максимальным числом оборотов 5000), для чего снимите крышку 44, ослабьте гайку 45 (рисунок 2), фиксирующую двигатель, поверните двигатель для ослабления ремня, снимите и переставьте его в канавку большего диаметра шкива барабана и в канавку меньшего диаметра шкива двигателя, при необходимости посредством гаек 45 выставьте шкивы в одной плоскости (допустимое смещение осей канавок не более 0,4 мм); поворотом двигателя относительно шпильки 33 натяните ремень после чего затяните гайку 45, установите крышку 44, закройте барабан кожухом 12 (рисунок 1); — установите плиту 5 и приверните её двумя винтами 25 к плите стальной 56 и лыже 39 гайками М6 с шайбами; чтобы плита не деформировалась во время работы, между ней, лыжей 39 и стальной плитой установите деревянные подкладки толщиной 4,5 мм с обоих концов плиты;
- установите защитное приспособление 3 на прилив так, чтобы нож приспособления находился в одной плоскости с пильным диском, регулировку осуществляйте гайкой специальной, закрепите нож гайкой — барашков 54 (рисунок 3);
- установите на плиту 5 линейку направляющую 2, выставьте её на нужную ширину раскроя доски параллельно плоскости пильного диска и закрепите винтами 18 (рисунок 1) с шайбами.
Подачу доски осуществите равномерно со скоростью не более одного метра в минуту.
При распиловке поперек длинных заготовок линейка направляющая должна быть снята.
Распиловка на определённую глубину пропила (рисунок 12)
Для выполнения этой операции:
- закройте барабан защитным кожухом 12, приверните к плите 5 два кронштейна 7 и 8 с гайками и пазами приверните с левой стороны плиты;
- вверните в верхние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и законтрите направляющие стержни гайками М16х1,5; выставьте на нужную глубину пропила плиту и закрепите гайками 55 и гайками — барашками 54.
- Для увеличения устойчивости плиты 5 необходимо проложить между плитой и лыжей деревянные подкладки с обоих концов плиты толщиной в зависимости от настроенной глубины пропила.
- ВНИМАНИЕ! При выборе четверти соблюдайте осторожность, так как верхняя зона пильного диска не закрыта козырьком защитного приспособления.
Распиловка пиломатериалов под углом (рисунок 13)
Вверните в нижние резьбовые отверстия стенки два направляющих стержня 11, установив на них плиту угловую 6 и законтрив, направляющие стержни гайками М16х1,5.
Выставьте плиту 5 на нужный угол и застопорите сектора и направляющие плиты гайками — барашками 54.
Фрезерование пазов (рисунок 14)
Для выполнения этой операции:
- установите конусную втулку 68 (смотри описание к рисунку 11). Установите на конусную втулку фрезу 19 (фрезы дереворежущие пазовые ГОСТ 11290-80Е диаметром 125 мм, посадочным отверстием диаметром 32 мм, шириной 8-12мм) (рисунок 14), предварительно застопорив вращение барабана деревянной планкой, и закрепите фрезу гайкой 69;
- выставьте направляющую линейку 2 на требуемый размер от боковой плоскости фрезы посредством применения уголков линейки, а также на нужную глубину фрезерования путём подъёма или опускания плиты.
- Прижимая заготовку к плите и боковой плоскости линейки, производите равномерную подачу со скоростью от 1 до 1,5 м/мин.
Сверление и фрезерование пазов (рисунок 15)
Для выполнения этих операций:
- снимите конусную втулку 68 с вала барабана (смотри описание к рисунку — установите патрон 23 (патрон 16-B18 ГОСТ 8522-79 или патрон сверлильный ПС-16.00.00 заводского изготовления) и закрепите его болтом 71;
- закройте барабан защитным кожухом 12 и закрепите его винтами;
- вверните в нижние резьбовые отверстия стенки 32 два направляющих стержня 11, установите на них плиту угловую 6 и застопорите направляющие стержни 11 гайками;
- установите на плиту угловую 6 стол для сверления и фрезерования;
- закрепите в сверлильном патроне сверло (сверла спиральные дереворежущие с цилиндрическим хвостовикам диаметром от 3 до 16) или фрезу (фрезы дереворежущие концевые ГОСТ8994-80 диаметром 3-16мм);
- отрегулируйте стол для сверления и фрезерования по высоте относительно инструмента и закрепите его гайками барашками 54;
- застопорите плиту угловую 6 при помощи гаек 55.
Сверление и фрезерование производится по разметке. Подача осуществляется перемещением по столу обрабатываемого материала.
Схема электрическая принципиальная комбинированного деревообрабатывающего станка ИЭ-6009А

Тип электродвигателя — Асинхронный однофазный с рабочими и пусковыми конденсаторами.
ИЭ-6009А. Видеоролик
Технические характеристики комбинированного станка ИЭ-6009А
| Наименование параметра |
ИЭ-6009 А2 |
ИЭ-6009 А2.1 |
ИЭ-6009 А4.1 |
ИЭ-6009 А4.2 |
ИЭ-6009 А4.2-01 |
ИЭ-6009 А2.1-02 |
ИЭ-6009 А4.2-02 |
|---|---|---|---|---|---|---|---|
| Операции, выполняемые на станке | |||||||
| Распиловка продольная, поперечная | + | + | + | + | + | + | + |
| Строгание по плоскости, по ребру | + | + | + | + | + | + | + |
| Распиловка под углом | + | — | — | — | — | + | + |
| Фрезерование дисковой фрезой (отбор четверти) | + | + | — | — | + | + | — |
| Сверление | + | — | — | — | + | + | + |
| Фрезерование цилиндрической (торцовой) фрезой | + | — | — | — | + | + | + |
| Основные параметры станка | |||||||
| Толщина распиливаемой заготовки, мм | 45 | 50 | 85 | 95 | 95 | 50 | 95 |
| Наибольшая ширина фугования (строгания), мм | 200 | 200 | 280 | 280 | 280 | 200 | 280 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 2,4 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | 3,0 |
| Частота вращения ножевого барабана на холостом ходу, об/мин | 5000 | 5000 | 5400 | 5400 | 5400 | 5000 | 5400 |
| Частота вращения пилы на холостом ходу, об/мин | 2200 | 2200 | 2300 | 2300 | 2300 | 2200 | 2300 |
| Количество строгальных ножей | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| Сверление | |||||||
| Диаметр хвостовика сверла, мм | 3..16 | — | — | — | 3..16 | 3..16 | 3..16 |
| Диаметр хвостовика для установки сверлильного патрона, мм, мм | Конус Морзе В18 | — | — | — | Конус Морзе В18 | Конус Морзе В18 | Конус Морзе В18 |
| Электрооборудование станка |
|||||||
| Род тока питающей сети | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц | 220В 50Гц |
| Количество электродвигателей на станке, шт |
В подарок:
Описание
Машина предназначена для выполнения следующих видов механической обработки древесины:
* Строгание с прижимным приспособлением по плоскости при толщине доски не более 50 мм
* Строгание под углом и не по ребру
* Распиловка вдоль и поперек волокон
* Продольная распиловка под углом от 0 до 45 градусов
* Машину можно использовать и в бытовых условиях(кроме жилых помещений)
Технические характеристики
- Установленная толщина распиливаемой заготовки 45 мм
- Максимальная глубина строгания за один проход 2,4 мм
- Максимальная ширина строгания 200 мм
- Частота вращения пилы на холостом ходу 2200 об/мин
- Частота вращения ножевого бараьана на холостом ходу 5000 об/мин
- Номинальная потребляемая мощность 1700 Ватт
- Габаритные размеры 700х670х420 мм
- Масса без съемных приспособлений и инструмента 42 кг
- Масса со съемныхми приспособлениями и инструментами 60 кг
Выпускаемые модели деревообрабатывающих машин отличаются от ранее выпускаемых моделей более высокой мощностью установленного электродвигателя, что позволяет выполнять работы с большей производительностью.
Значительное внимание в конструкции машин уделено удобству и безопасности работы на ней:
— в обмотках двигателя машины ИЭ-6009А2 установлен термовыключатель, защищающий его от перегрева;
— в машинах ИЭ-6009А2.1, ИЭ-6009А4.2, ИЭ-6009А4.2-01 установлен автоматический выключатель, защищающий машину от перегрузки и позволяющий быстро отключить ее от сети;
— в машине имеются ручки для ее перемещения;
— дисковая фреза (пила) имеют ограждения; ограждение дисковой фрезы автоматически закрывается после прохождения заготовкой зоны резания;
— кожух, ограждающий пилу, имеет патрубок для подключения пылеотсасывающего устройства (например, бытовой пылесос) и место для подсоединения мешка для сбора опилок;
— нерабочая часть ножевого барабана машины при строгании без прижимного приспособления закрывается специальными кожухами.
Была ли эта статья полезной?
Что-то пошло не так и Ваш голос не был учтен.
Спасибо. Ваше сообщение отправлено
Нашли в тексте ошибку?
Выделите её, нажмите Ctrl + Enter и мы всё исправим!
Характеристики
|
Производитель |
|
|
Мощность, Вт |
1700 |
|
Напряжение сети, В |
220 |
|
Число оборотов, об/мин |
1700 |
|
Диаметр пильного диска, мм |
200 |
|
Посадочный диаметр пильного диска, мм |
32 |
|
Количество ножей, шт |
2 |
|
Тип электродвигателя |
асинхронный |
Деревообрабатывающий станок Могилев ИЭ-6009 А2.1 и другие оригинальные товары в категории комбинированные станки доступны на сайте интернет-магазина Бигам в Москве по специальной цене 27950 рублей. Перед покупкой данной модели бренда Могилев рекомендуем посмотреть особенности, технические параметры, документацию и сертификаты на продукцию. Также предлагаем сравнить товар деревообрабатывающий станок Могилев ИЭ-6009 А2.1 с ассортиментом модификаций и аналогов из категории комбинированные станки Могилев.
-
-
Инструкция Могилев ИЭ-6009 А2.1
Инструкция.pdf 4.3 МБ
На странице представлена инструкция по эксплуатации и другие материалы производителя о товаре деревообрабатывающий станок Могилев ИЭ-6009 А2.1, необходимые пользователю. Из руководства пользователя Могилев можно узнать устройство изделия, срок службы и комплект поставки. Деревообрабатывающий станок Могилев ИЭ-6009 А2.1 и все товары серии требуют соблюдения правил использования, обслуживания, ухода и хранения.
-
Похожие товары
-
-13 540 ₽
-
-10 157 ₽
Регистрация: 01.04.2006
Москва
Сообщений: 125
Нужна инструкция по работе или описание (паспорт) на могилёвский станок ИЭ 6009. Могу в Москве подъехать и отксерить или по почте скан можно выслать. Заранее спасибо!
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4160
2Дмитрий М а у Вас какая модель — ИЭ6009А2-01, ИЭ6009А3-01, ИЭ6009А3-02 или ИЭ6009А4.1-01?
Можно им на завод написать по boris@liftmach.by , вроде высылают.
Регистрация: 01.04.2006
Москва
Сообщений: 125
Большое спасибо, всё прислали! Увы, завод не ответил, наверное, клиенты им не нужны …
Добрый день всем! Помогите найти инструкцию к станку ИЭ-6009А
Нужна инструкция или описание (паспорт) на могилёвский станок ИЭ-6009. Заранее спасибо!
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Очень похож:
И здесь:
но прочитать невозможно
Регистрация: 16.10.2008
Москва
Сообщений: 705
rem273 написал :
Очень похож:
Ничего похожего, кроме габаритов. Эл.схема совершенно иная (без кондеров), все навесное организовано по-другому. Все-таки, ищите оригинал
Регистрация: 04.05.2009
Таллин
Сообщений: 6
Всем Привет!
иснтрукции так и не нашлось? (интерснои было б посмотреть)
У меня такой проблемс: приобрёл такой станок, но он без диска, вопрос в следующем: как диск ставить? Как я понимаю должна быть какая-то втулка переходная?!
если б чертёжики было бы вообще супер? Поможите?
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Лично у меня инструкции нету. А зажимную втулку можно попробовать купить через завод изготовитель:
Или здесь можно спросить:
Еще можно эту самую втулку выточить. Надо просто одолжить у кого и с пузырём к токарю…
Регистрация: 04.05.2009
Таллин
Сообщений: 6
:yu Да я сам по себе токарь. Мне бы чертёж втулки и как крепится там всё остальное
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Pashkin написал :
иснтрукции так и не нашлась?
Недельки через 2-3 обещали привезти из Латвии
Регистрация: 04.05.2009
Таллин
Сообщений: 6
А может кто-нить сделает доброе дело???
сфоткает и экскизик крепижа наресует с размерчиками???
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Вот, нашёл в кладовке:
Это оно?
Регистрация: 04.05.2009
Таллин
Сообщений: 6
rem273 оно , вот чтож там за втулка
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Очень конкретная втулка! Не видел ещё такой длинной. Была в комплекте к станку или вытачена по необходимости?
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Во как! А я-то думал, что Pashkin спрашивает про другую втулку, то есть планшайбу, которая наворачивается на этот вал и поджимает диск, поэтому срисовал:
Может, конечно, он об этом и спрашивал…
Пойду всё-равно разгляжу этот вал (втулку?)
Нет, kotmot, это всё родное
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Просто у меня такая же втулка, но короче. Не всякий толстый инструмент на нее посадить можно. Например толстый наждак. А так вполне устраивает.
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Этот «вал», на котором планшайбы – действительно втулка. Стоит на резьбе на главном валу. Похоже, сделана целиковой с опорной планшайбой. Поперёк – отверстие 10 мм примерно, для откручивания. Влёгкую скрутить не удалось, упираться не стал.
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
rem273 написал :
Этот «вал», на котором планшайбы – действительно втулка. Стоит на резьбе на главном валу. Похоже, сделана целиковой с опорной планшайбой. Поперёк – отверстие 10 мм примерно, для откручивания. Влёгкую скрутить не удалось, упираться не стал.
Та втулка не должна откручиваться — она должна просто сниматься. Надо молотком через брусок легонько простучать, втулка и слететь должна.
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Если б было так, то втулка, вместе с диском, во время работы могла бы слетать, а это не совсем удобно..
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Сама втулка сажается на конус и еще фиксируется болтом. А вот чтобы втулка сажалась на резьбу, так такого лично я еще не видел.
Регистрация: 04.05.2009
Таллин
Сообщений: 6
у меня вал идёт конусный, и на торце вала внутренее отверстие с резьбой 8-10 не помню точно, на выходных на даче буду, уточню и сфоткаю.
Регистрация: 16.10.2008
Москва
Сообщений: 705
kotmot написал :
Та втулка не должна откручиваться — она должна просто сниматься. Надо молотком через брусок легонько простучать, втулка и слететь должна.
Посмотрите внимательно на фото от rem 273 — там видно, что перед втулкой стоит еще одна деталь, типа проставки с лысками под рожковый ключ. Это съемник! Он на резьбе — стопорите вал, начинаете ключом крутить «проставку» — она сталкивает с вала втулку (втулка сидит на конусе Морзе, вместо нее можно поставить на вал патрон от дрели на 16 мм)! Сам так всегда делаю, после того, как один раз догадался (в инструкции про это не было написано). Только предварительно стопорный винт (М8) из торца вала выкрутите . Может, правда, на новых станках эту деталь упразднили . У меня 1990 г. латвийский, она есть, но резьбовая часть втулки уже короче, чем у rem 273
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
mich_ написал :
перед втулкой стоит еще одна деталь, типа проставки с лысками под рожковый ключ. Это съемник
Классный секрет!
Вот поэтому у меня и не получилось сразу снять втулку: я ключом держал эту проставку, а втулку пытался скрутить.
Выходит, я просто закручивал саму проставку
Регистрация: 27.07.2008
Санкт-Петербург
Сообщений: 2818
Держу наконец в руках Руководство по эксплуатации ИЭ-6009А 2000 года выпуска с двигателем 900 Вт, Могилёвлифтмаш.
18 листов, все читаются.
Отсканировать смогу только в выходные
Регистрация: 13.01.2009
Suderburg
Сообщений: 104
Самое время выложить, тут многие искали. И мне надо, так, чтобы было.
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4160
Ну вот и Руководство по эксплуатации ИЭ-6009А. СПАСИБО rem273!
страницы с 01-07
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4160
Администратор
Регистрация: 08.10.2005
Санкт-Петербург
Сообщений: 4160