
![]()
Данная инструкция создана для владельцев KIT-наборов принтера UlTi Steel v2.0 от компании Ivilol.
Мы надеемся, что сборка нашего принтера доставит Вам удовольствие и Вы будете удовлетворены результатом.
По всем техническим вопросам Вы можете обращаться на почту: service@ivilol.ru. Наши специалисты постараются ответить на все возникшие вопросы и максимально подробно объяснить технически сложные вещи.
Настоятельно рекомендуем перед началом сборки принтера внимательно прочесть инструкцию и ознакомиться со всеми этапами сборки.
Во втором поколении принтеров UlTi Steel мы изменили конструкцию корпуса. Теперь вся механика осей XY закреплена на одном элементе — верхней крышке. Таким образом нам удалось повысить качество и точность сборки корпуса. Но, не смотря на эти нововведения, следует соблюдать правильный порядок сборки корпуса.
Из-за особенностей дизайна корпуса и его составляющих частей доставлять корпуса конечному пользователю в целости и при этом сохранить компактную упаковку не получается. Поэтому все корпуса поставляются в собранном виде и для дальнейшей работы разбирать их не требуется.
Но, если по каким-либо причинам Вы всё же разобрали корпус, ниже представлена инструкция по сборке.
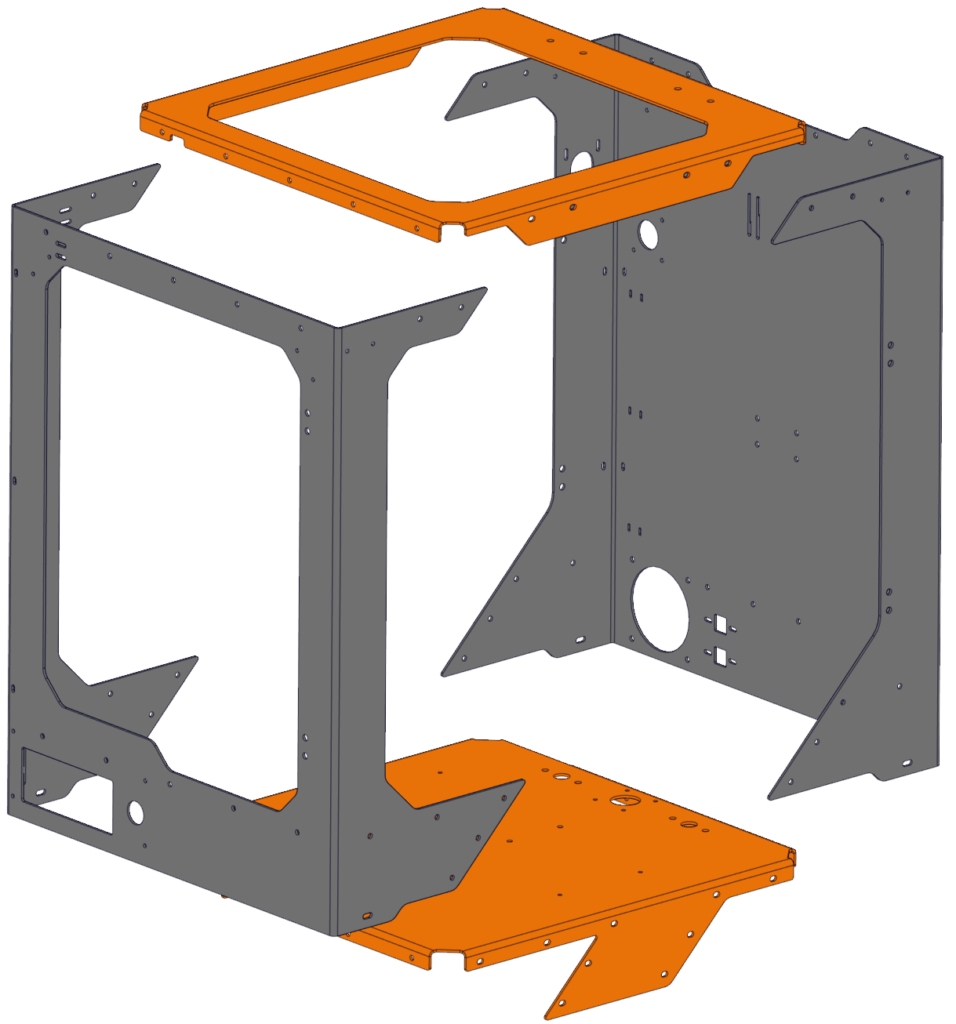
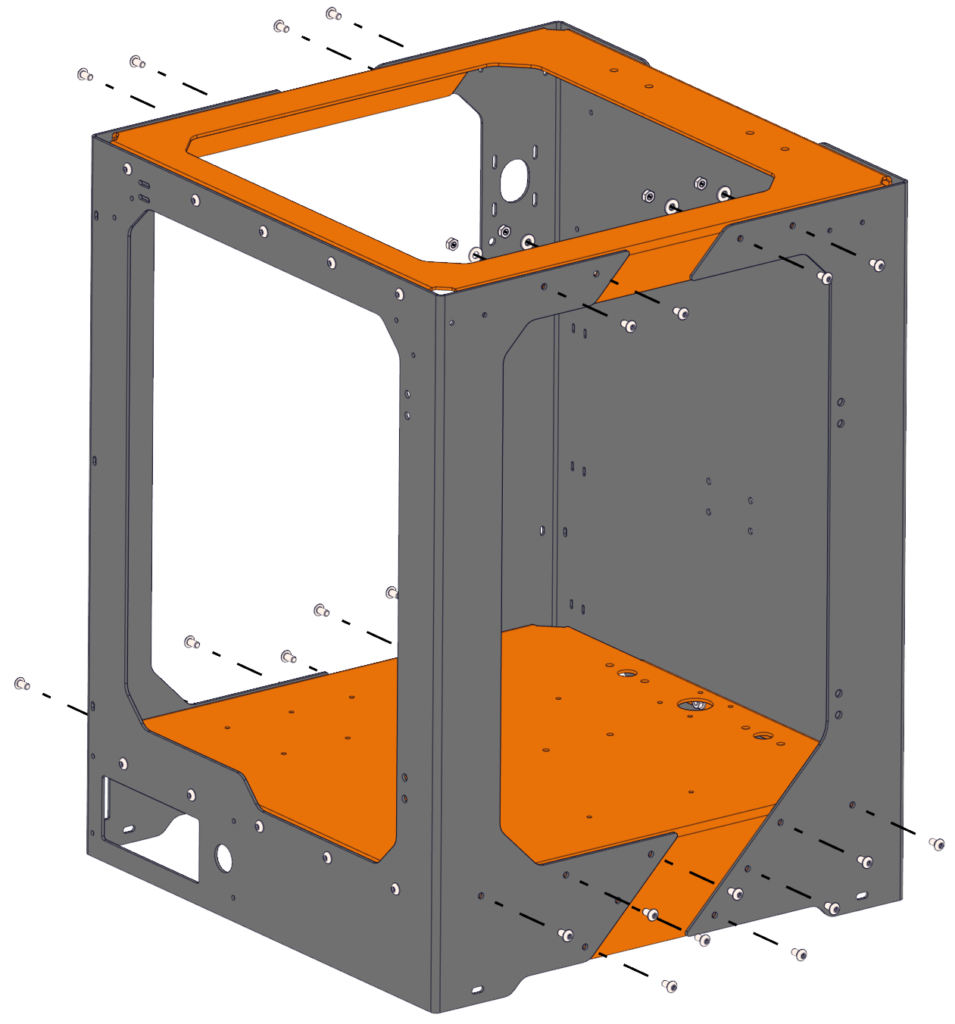
Корпус состоит из 4 элементов:
- передней и задней стенок (черного цвета);
- двух горизонтальных крышек (оранжевые).
Корпус собирается на винты М4*8.

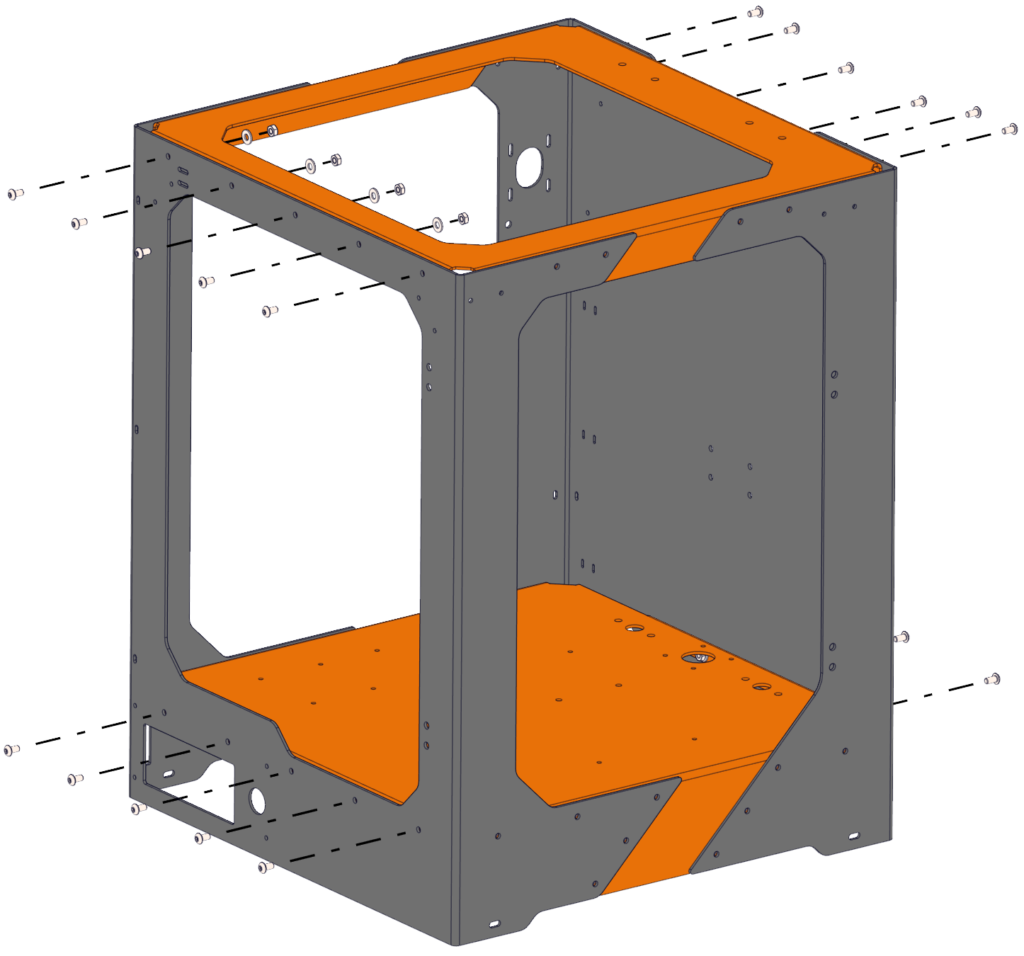
Винты закручиваются строго в указанном порядке. Сначала закручиваются винты на передней и задней частях корпуса, затем на боковых гранях. Изменение порядка действий может привести к неравномерному зазору между элементами, чрезмерным напряжениям в местах сопряжения, а так же сколу краски.


Для сборки корпуса нами применяются высокопрочные винты с полукруглой шляпкой под внутренний шестигранник стандарта ISO7380. Вам понадобятся качественные шестигранники, которые не сорвутся после первого винта. Закручивать винты при сборке корпуса следует с достаточным усилием (1,5H*m по динамометрическому ключу), но если переусердствовать, можно сорвать резьбу на гайках.
Для сборки необходимы:
Винт ISO 7380 М4×8 — 50 шт.
Гайка М4 — 50 шт.
Шайба М4 — 50 шт.
Как видите, при сборке корпуса стоит учитывать многие нюансы. Сложная форма корпуса и проблема транспортировки — не единственные причины поставлять корпуса в собранном виде.
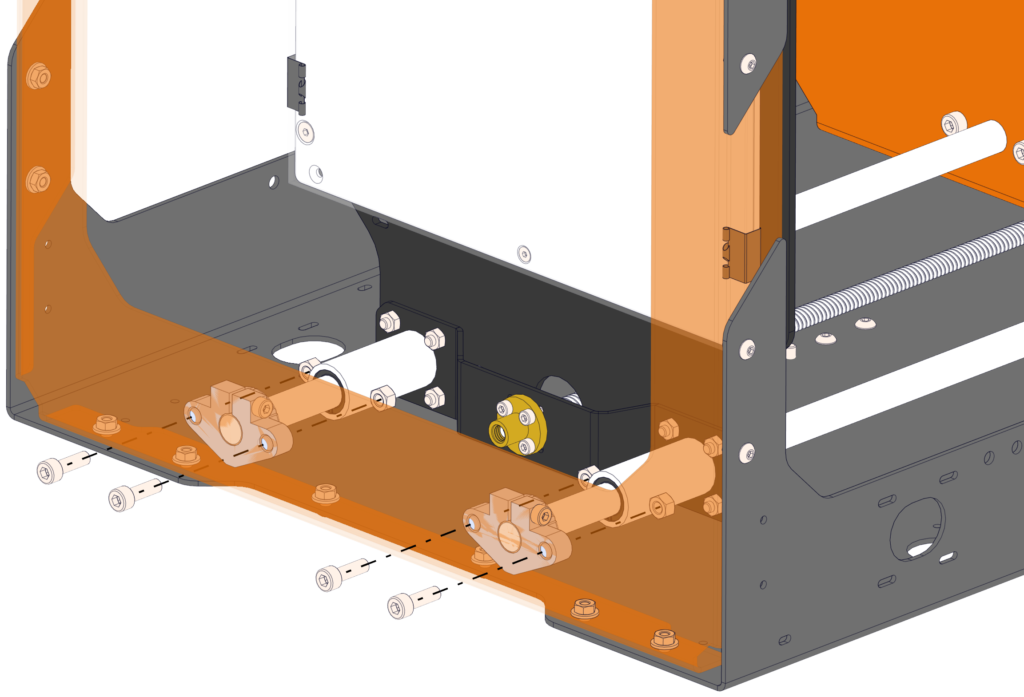
В принтерах семейства UlTi применяется консольное крепление основания стола на фланцевых удлинённых линейных подшипниках LMK12Luu. В принтерах с областью печати 200*200 мм и 200*300 мм это является оптимальным решением. В нашем случае стол может немного провиснуть, выбрав все люфты в подшипнике и упругие деформации металла, но это его состояние будет устойчивым и не поменяется со временем.
В отличие от фанерной версии UlTi, в UlTi Steel мы применили алюминиевые крепления валов, при помощи которых полностью устранили любые возможные перемещения вала, а также повысили общую жесткость оси Z.
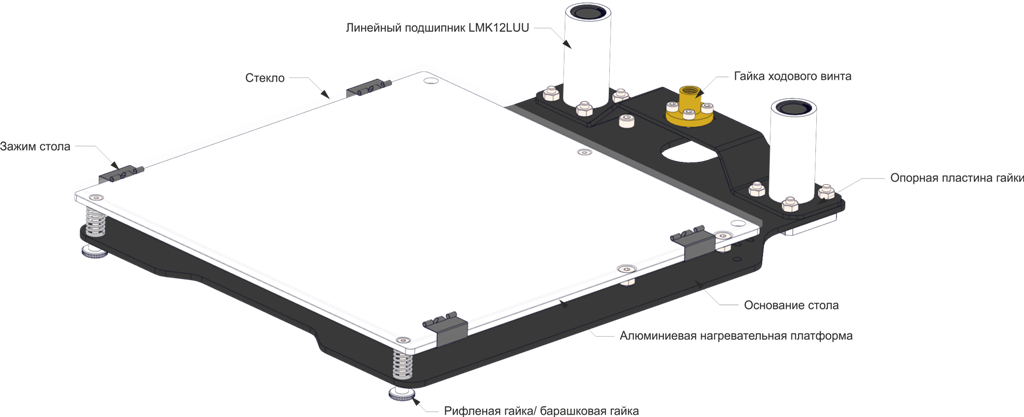
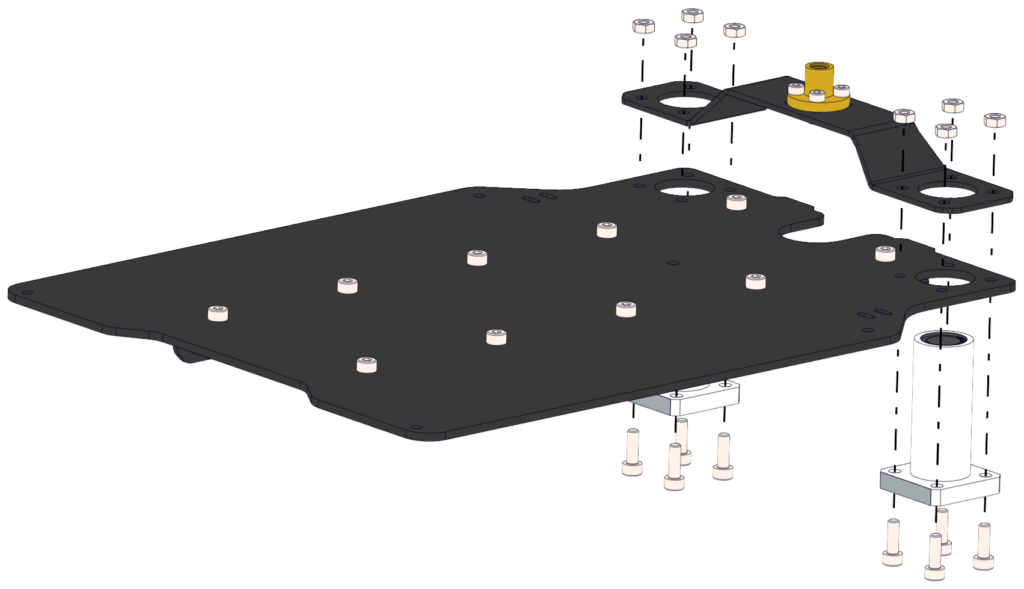
Силовой каркас стола состоит из четырех частей:
- основания стола;
- усиливающих уголков;
- опорной пластины гайки;
- алюминиевой нагревательной платформы.
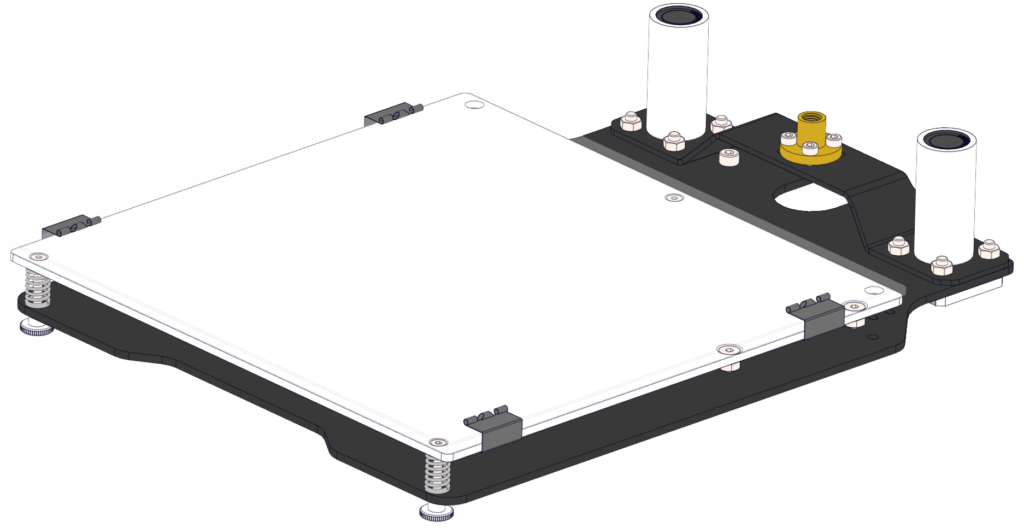
Общий вид стального стола представлен ниже:

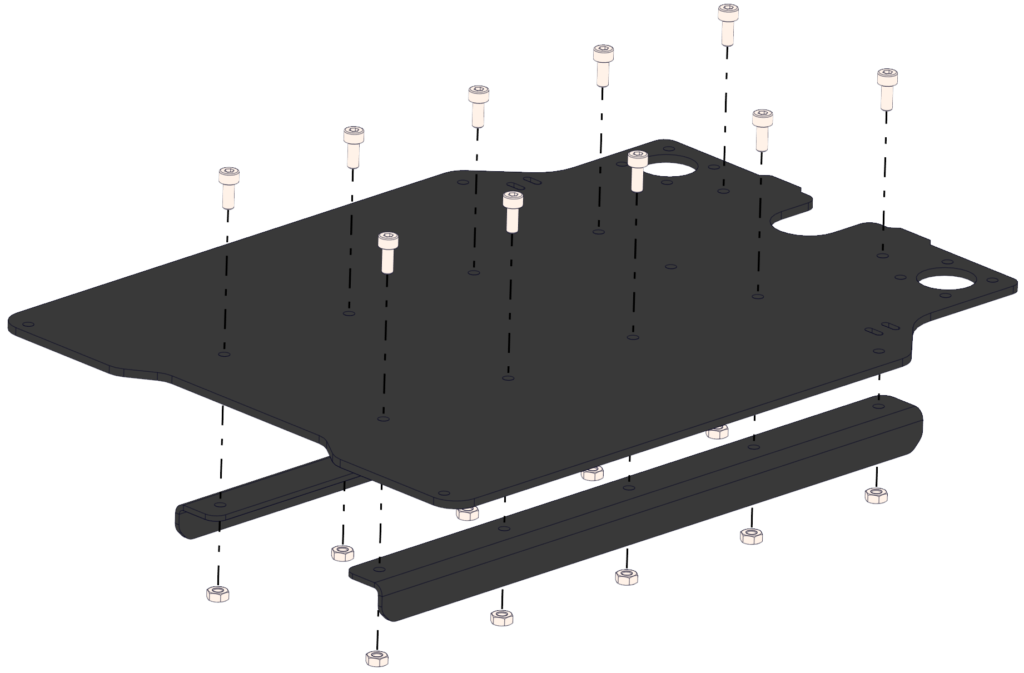
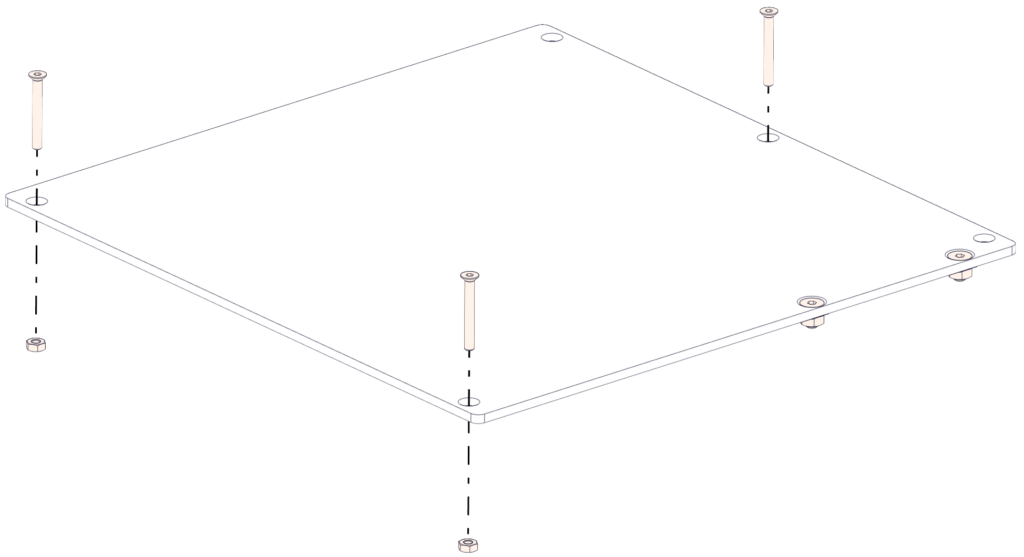
Сборку стола следует начать с установки усиливающих уголков. Они нужны для устранения вибрации и резонанса пластины, а также служат как дополнительные рёбра жёсткости стола. Их установка обязательна!
Для сборки необходимы:
Винт DIN 912 М4×10 — 10 шт.
Гайка М4 — 10 шт.
Шайба М4 — 10 шт.

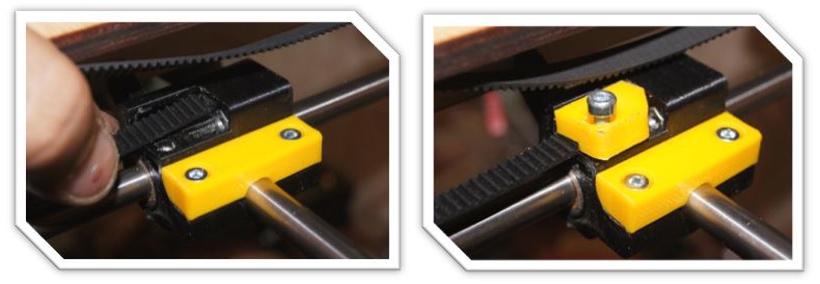
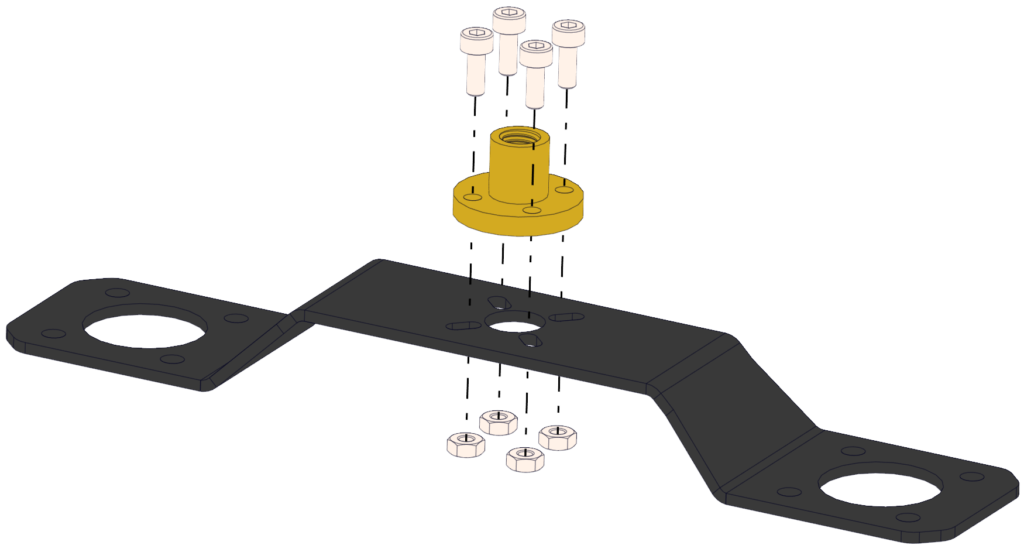
Далее смонтируйте гайку ходового винта на опорную пластину гайки. Гайка устанавливается длинной частью вверх.
Внешний вид гайки может отличаться от представленных на иллюстрации. Трапецеидальные винты комплектуются латунными или фторопластовыми гайками. Фторопластовая гайка заметно снижает шумность винта, увеличивает плавность хода и имеет больший ресурс. Оба вида гаек имеют одинаковые форму и способ крепления, они отличаются лишь цветом. Поэтому не пугайтесь, если у Вас в наборе окажется гайка другого цвета, это не ошибка.
В кит наборах гайка винта находится на самом винте!
Для сборки необходимы:
Винт DIN 912 М3×8 — 4 шт.
Гайка М3 — 4 шт.

Далее крепим линейные подшипники LMK12LUU и две основные несущие части: Основание стола и Опорную пластину гайки на винты М4, не забыв подложить шайбы под гайки.
Если подшипники очень плотно вставляются в отверстия, счистите на кромке выреза краску. Такая плотная посадка сделана специально для центрирования подшипников и задания максимально точного расстояния между осями валов.
Для сборки необходимы:
Винт DIN 912 М4×12 — 8 шт.
Гайка М4 — 8 шт.
Шайба М4 — 8 шт.
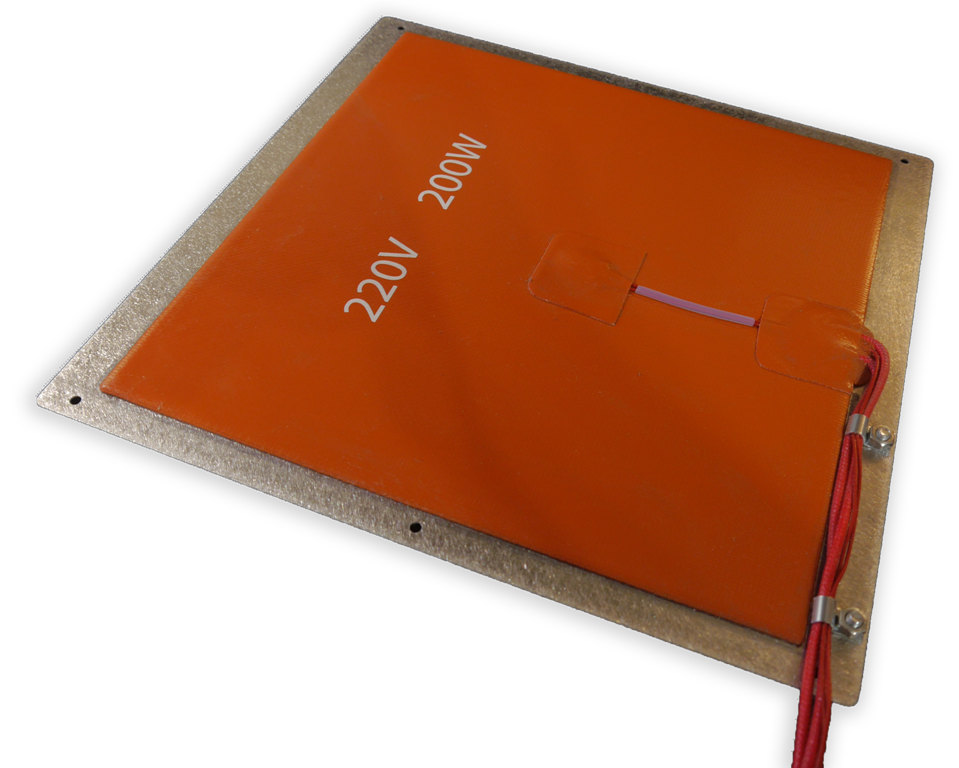
 Следующий этап — установка алюминиевой нагревательной платформы с наклеенным под нее нагревательным элементом.
Следующий этап — установка алюминиевой нагревательной платформы с наклеенным под нее нагревательным элементом.
В KIT-наборе UlTi используется силиконовый нагреватель 200*200 мм, 200 Ватт, 220 Вольт. Данный элемент нагревается быстрее аналогов и стабильно поддерживает температуру. Решение с применением сетевого напряжения 220 Вольт является более безопасным, чем столы на 12/24 Вольта. Так как сила тока намного меньше, провода и твердотельное реле не нагреваются во время работы. Надёжная изоляция и контроль со стороны производителя гарантируют безопасное использование.
В ходе разработки и улучшения принтеров существовало две версии алюминиевых пластин, толщиной 3мм и 1,5 мм. Более тонкие нагревательные пластины новее и призваны обеспечивать лучшее прилегание стекла и исключить коробление плоскости стола. Нагревательные пластины из 3мм алюминия требовалось править на специальном приспособлении и обеспечивать нужную геометрию поверхности (делать не большую вогнутость в центре стола, что бы стекло равномерно ложилось без перекоса по периферии пластины). Воспользуйтесь инструкцией по сборке для вашей версии стола
Стол нового образца:
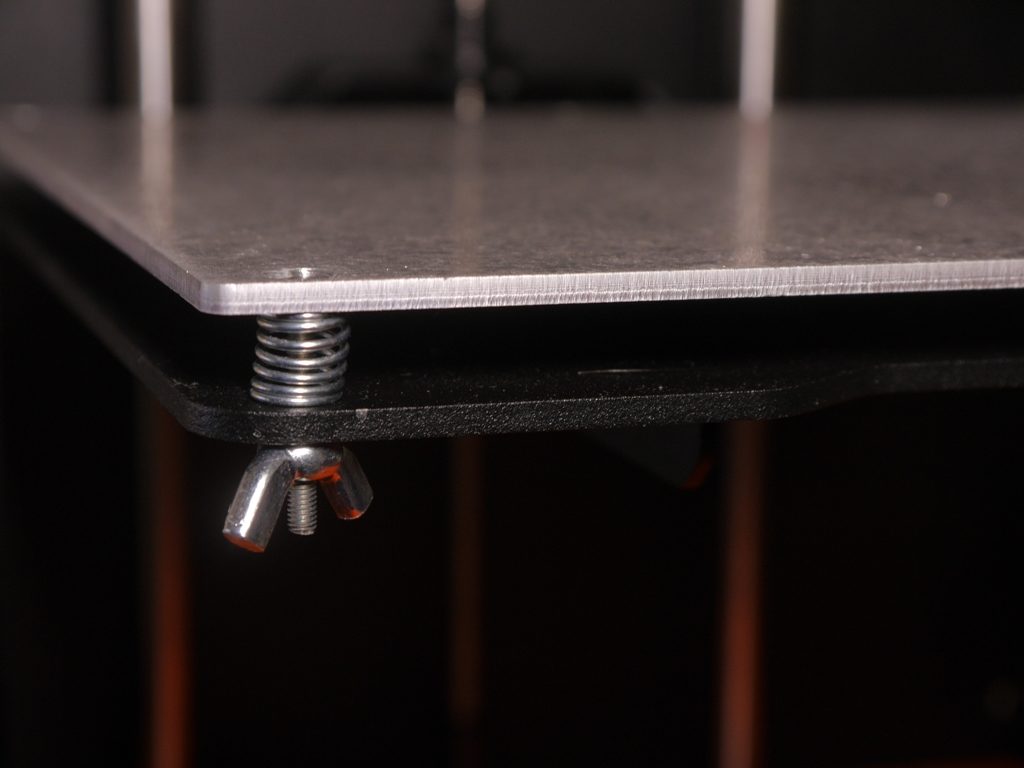
Перед установкой нагревательной пластины необходимо вкрутить в закладные гайки — стопорные винты (DIN 913). Так как эти винты не имеют шляпки, важно вкрутить винты таким образом, что бы они были строго заподлицо с плоскостью стола, либо слегка утоплены. В противном случае стекло упрется в винты и прижмется не равномерно к плоскости пластины.
После чего очень важно законтрить эти винты гайками М3 с нижней стороны стола. И не забудьте положить между закладкой и контр гайкой — широкую шайбу. Пружина будет упираться в шайбу, тем самым мы обезопасим себя от возможности выпрессовать гайку.
Для сборки необходимы:
Винт DIN 913 М3×20 (установочный винт) — 3 шт.
Шайба кузовная М3 — 3 шт.
Гайка М3 — 3 шт.
Барашковая гайка М3 — 3 шт.
Пружина — 3 шт.

Стол старого образца:
Перед установкой пластины необходимо вкрутить потайные винты в алюминиевую нагревательную пластину и законтрить их с обратной стороны винтами М3.
Мы использовали всего 3 точки крепления, так как плоская поверхность задается именно 3-мя точками, четвёртая всегда будет мешаться при настройке. Но в самой пластине предусмотрено 5 отверстий (для двух вариантов крепления, по трём и по четырём точкам, на Ваш выбор)
Для сборки необходимы:
Винт М3×25 (потайная головка) — 3 шт.
Гайка М3 — 3 шт.
Барашковая гайка М3 — 3 шт.
Пружина — 3 шт.

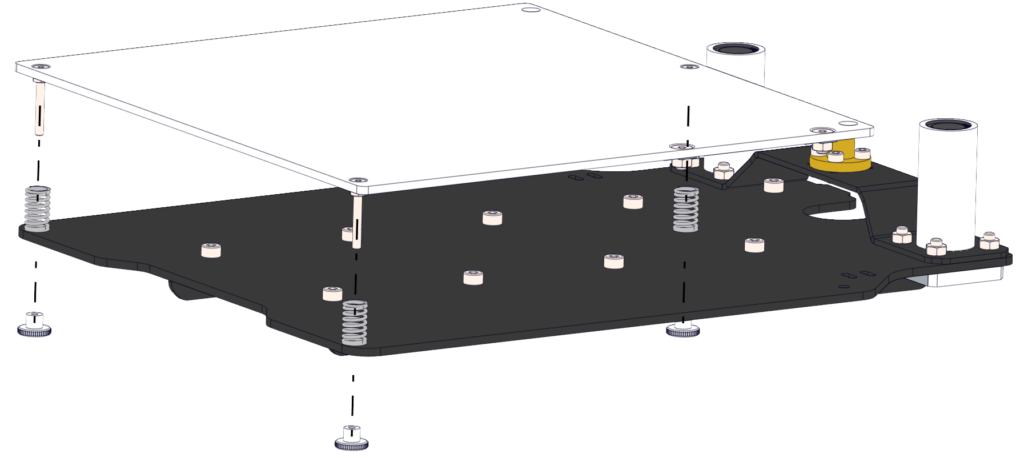
Далее следует установить алюминиевую пластину на силовую платформу, не забывая при этом поставить пружины. Пружины в данном случае нужны для компенсации наскока сопла на препятствие во время печати, а также для упрощения калибровки стола. После того как винты платформы пройдут через отверстия, с обратной стороны стола можно закрутить барашковые гайки. Первично закрутите гайки так, чтобы пружины сжались почти полностью. Необходимо оставить небольшой зазор, чтобы хватило на регулировку уровня стола в дальнейшем.


В новой версии столов провод нагревательного элемента проходит по правой стороне и крепится специальными скобами. Данное решение необходимо для того, чтобы провод надежно крепился, не мешал винтам и при частых сгибах не переломился у нагревательного стола. Дополнительно стоит прикрепить провод стяжкой к стальной пластине. Более подробно в разделе «Монтаж электрики»

Далее положите на алюминиевую пластину стекло и закрепите его канцелярскими прищепками.
Данную процедуру логично проводить после сборки принтера, перед первой печатью, чтобы не разбить стекло раньше времени.

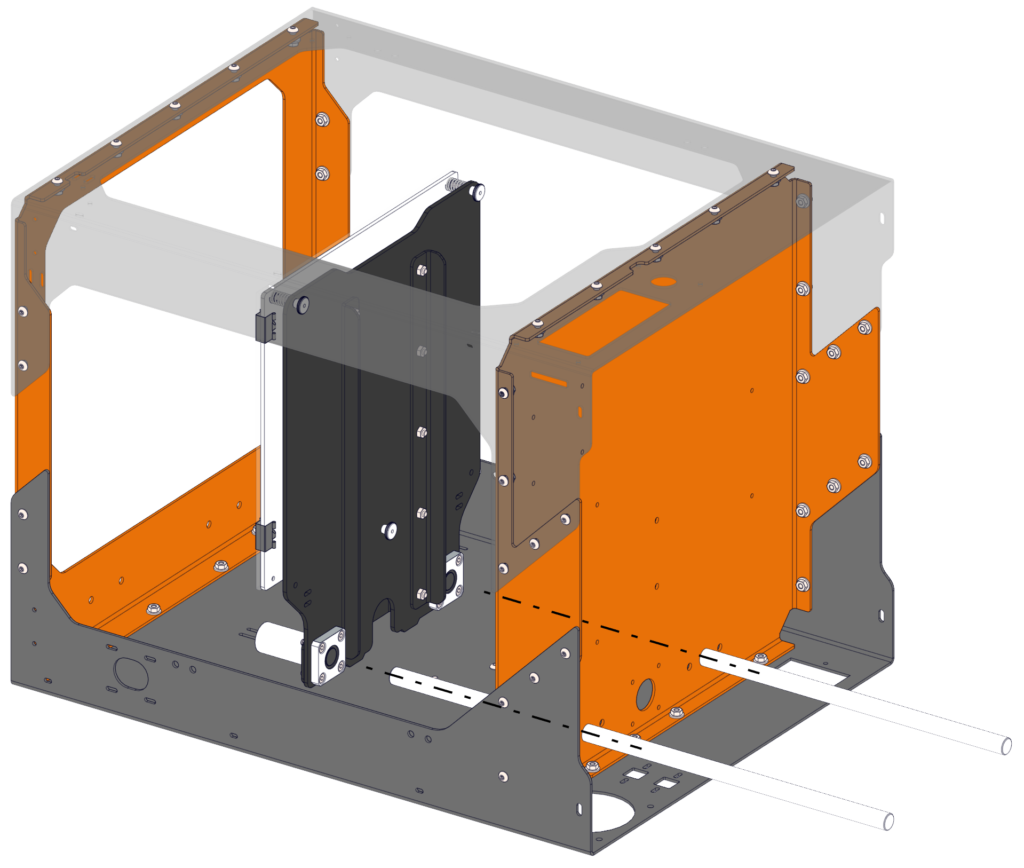
Установку валов и стола удобнее проводить, положив принтер на заднюю стенку.
Проденьте валы до середины через нижние отверстия и вставьте их в линейные подшипники стола.

Перед установкой линейных подшипников LMK12Luu добавьте в них густой пластичной смазки, например: Литол, Рубин МС 1520 ВМПАВТО , LIQUI MOLY LM 50 Litho HT 7569 и тп. (смазки для подшипников и шрусов). Если Вы собираете KIT-набор, то смазка в подшипники уже набита.
После чего наденьте на вал крепление SHF 12 так, чтобы стягивающий винт смотрел вверх.

Для сборки необходимы:
Винт DIN 912 М5×16 — 8 шт.
Гайка М5 — 8 шт.
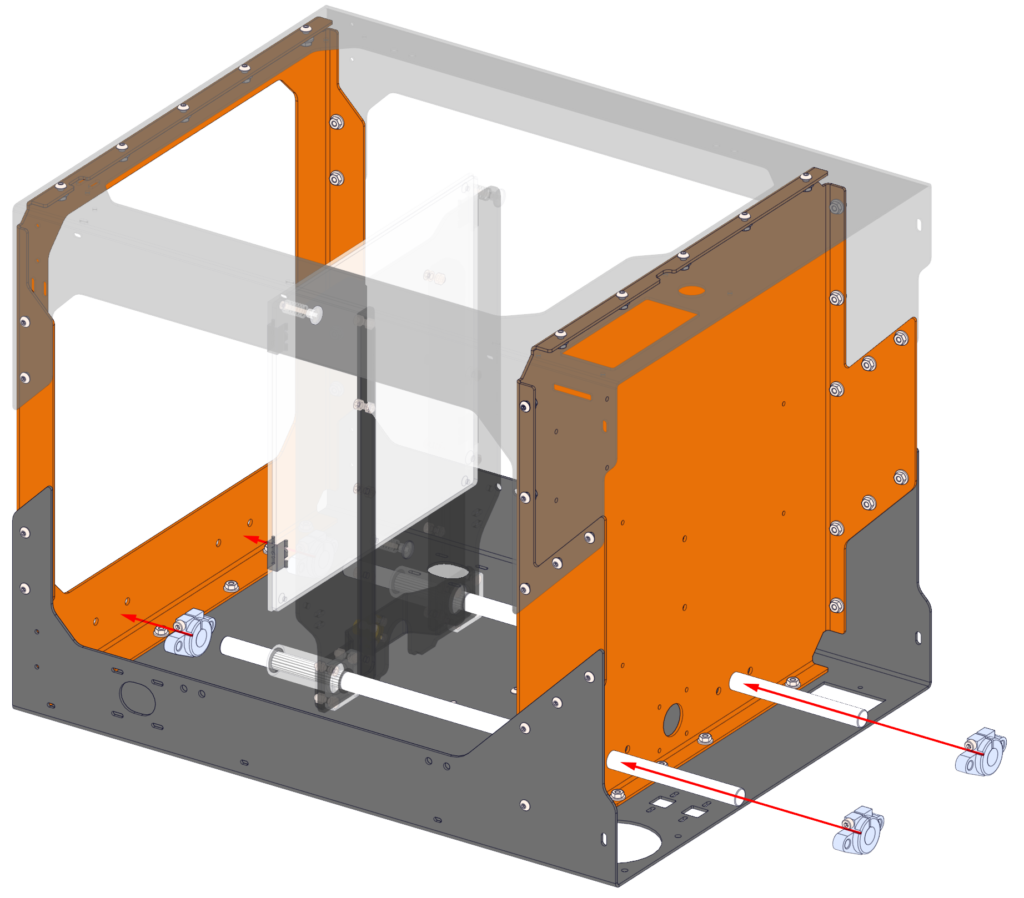
Закрепите опоры SHF 12 винтами М5 к верхней крышке принтера. Далее со стороны отсека электроники закрепите две нижние опоры.

После того как проверите плавность хода стола, затяните контрящие винты опор SHF 12. Усилие, с которым необходимо затягивать винт, выбирайте следующим образом:
- Начните затягивать винт, одновременно немного прокручивая вал в опоре;
- Как только вал перестанет вращаться, дотяните винты на 1/4-1/3 полного оборота. Этого усилия будет достаточно для надёжной фиксации вала.
После сборки повторите проверку плавности хода стола.
Не переворачивайте принтер пока не установите ходовой винт или не опустите стол в нижнюю точку. При перевороте принтера стол из-за своей массы может упасть и удариться о нижнюю или верхнюю крышку, повредив краску либо, что хуже, нанести повреждения вашим пальцам. Будьте предельно аккуратны.
Вместо дорогостоящего мотор-винта мы используем шаговый двигатель с муфтой и винтом. Это более дешёвое, но не менее эффективное решение. Именно по этой причине гайка винта вынесена выше плоскости основной пластины.
В первую очередь вкрутите винт в ходовую гайку хотя бы на 1/4 длины винта. Далее ослабьте все винты жёсткой муфты и наденьте её на вал до упора.

Для оси Z используется двигатель 17HS4401 (меньшего размера). Вставьте его в муфту с обратной стороны и затяните стопорные винты.
Следите за тем, чтобы вал двигателя и ходовой винт максимально глубоко вставлялись в муфту. В последних ревизиях принтера мы используем стяжную жёсткую муфту. При фиксации муфты на валу не бойтесь затягивать винты, для этого может потребоваться значительное усилие.
Далее установите двигатель в нижнюю крышку и закрепите винтами с полукруглой головкой М3*6.
Не затягивайте винты слишком сильно. В противном случае при ремонте или обслуживании принтера их придётся высверливать.
Для сборки необходимы:
Винт Iso7380 М3×6 — 4 шт.

Следите за тем, чтобы разъём мотора «смотрел» в сторону круглого отверстия для установки кулера. Такое расположение разъёма упростит дальнейший монтаж электроники.
- 1
- 2
- 3
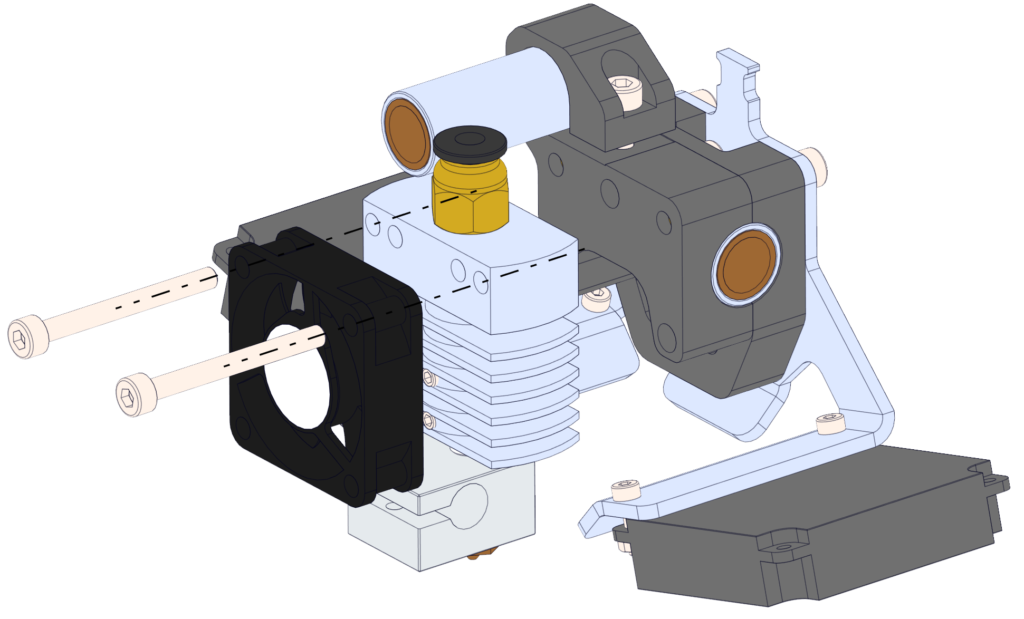
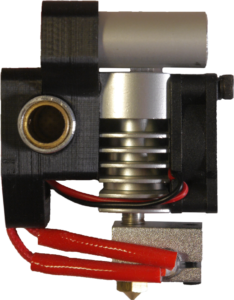
Перед сборкой печатающей головки следует изучить её конструкцию и основные части. Конструкция большинства современных HotEnd’ов сходна, отличаются в основном только габаритные размеры и способ крепления элементов.
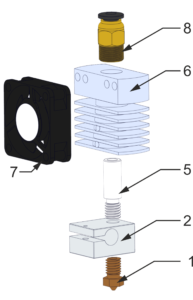

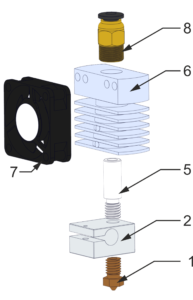
Печатающая головка, она же HotEnd, состоит из:
- Сопло;
- Нагревательный блок;
- Нагревательный элемент (цилиндрический картридж);
- Датчик температуры (термистор);
- Термобарьер;
- Радиатор;
- Кулер;
- Фитинг для трубки.
В инструкции мы делаем акцент на принципе работы принтера, особенностях его сборки и использования, а не на тонкостях процесса экструзии.
Принцип работы всех печатающих головок прост: немного размягчённый пластик расширяется в канале, образуя своеобразную «пробку» или «поршень», который давит расплавленную массу к соплу. Этот «поршень» создается самим пластиком в месте резкого перехода между горячей зоной HotEnd’а и холодной.
Если канал чист и не имеет каких-либо лишних полостей, а также достигнута достаточная температура горячей зоны и эффективное охлаждение холодной, то пластик будет подаваться легко и в нужных объёмах.
В принтерах семейства UlTi применяются два типа HotEnd’ов: E3D v6 и CR8. Они отличаются формой и размерами радиаторов, а также способом крепления термобарьера.
В UlTi Steel мы перешли на CR8 HotEnd, так как он имеет меньший габарит, его проще крепить и обслуживать. Мы используем нагревательный блок от компании Lerdge, так как он более компактный и универсальный, чем e3d.
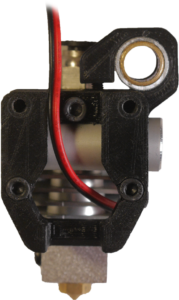
Установить термистор можно тремя способами, представленными на иллюстрациях ниже:
1.Термистор — капля. Данный термистор устанавливается в блок с применением термопасты или специального теплопроводного керамического клея. Термистор фиксируется от самопроизвольного выскакивания из посадочного отверстия путём поджима его проводов винтом.
Это самый простой способ крепления термистора, но не затягивайте слишком сильно винт, так Вы рискуете замкнуть провода термистора.

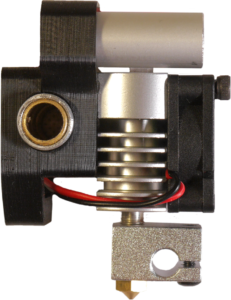
2. Термистор на резьбе. В таком варианте крепления термистор — капля помещается в латунную гильзу с резьбой и заливается специальным компаундом. Данный вариант установки термистора удобен и безопасен, во время сборки принтера предотвращает случайное повреждение термистора. В ходе эксплуатации обслуживать такой вариант сложнее. Термистор в гильзе вкручивается вместо фиксирующего винта.

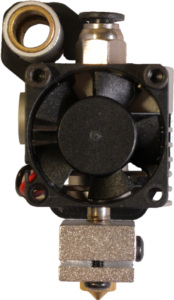
3. Термистор в гильзе. В данном варианте термисторов снова используется термистор — капелька, но она уже помещена в тонкую цилиндрическую гильзу из нержавеющей стали. Этот вариант крепления термистора надёжен и удобен в эксплуатации. Однако не все нагревательные блоки имеют возможность установки такого типа термистора. Исключением являются блоки Lerdge, которые позволяют установить любые виды термисторов из перечисленных выше.
Чаще всего от выпадения из блока такие термисторы фиксируются стопорным винтом. При затяжке этого винта нужно быть крайне аккуратным, так как стопорный винт может деформировать гильзу и раздавить сам термистор.

В KIT-наборах печатающие головки поставляются в пред собранном виде. Это делается для того чтобы при комплектации наборов не забыть или не потерять мелкие запчасти. Полностью разберите элементы печатающей головки и соберите строго по инструкции!!!
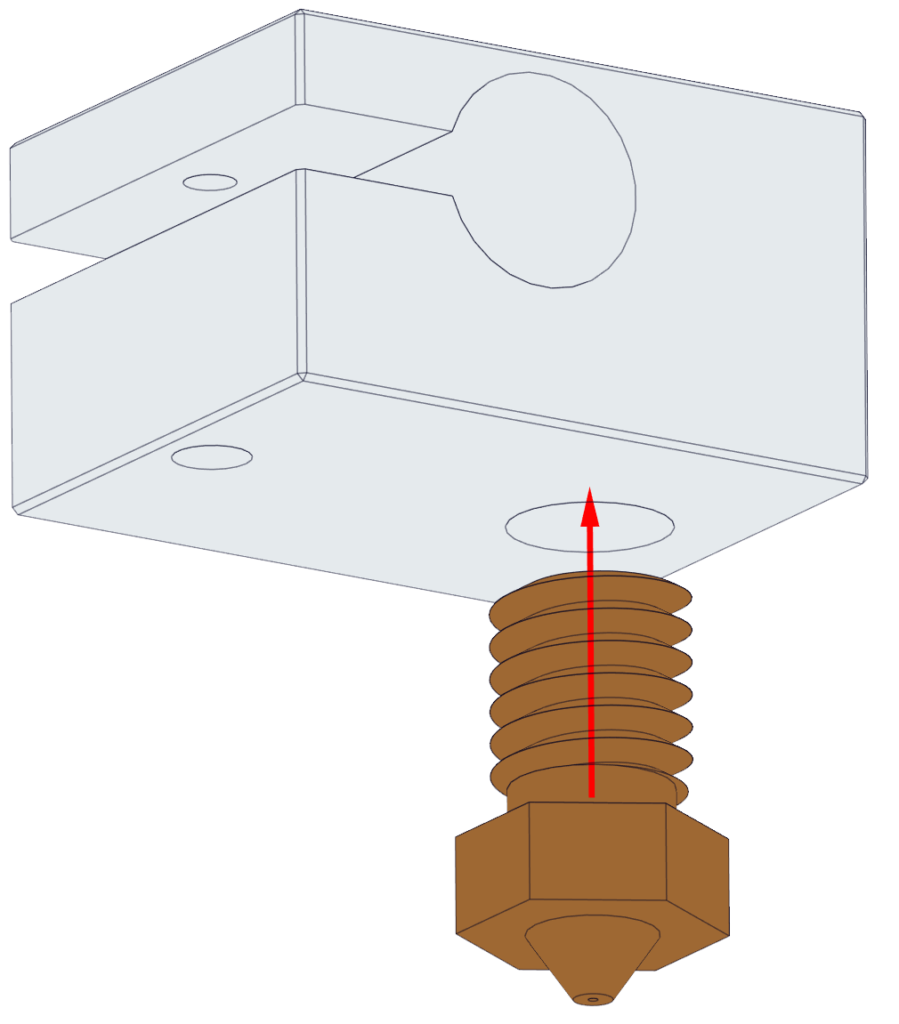
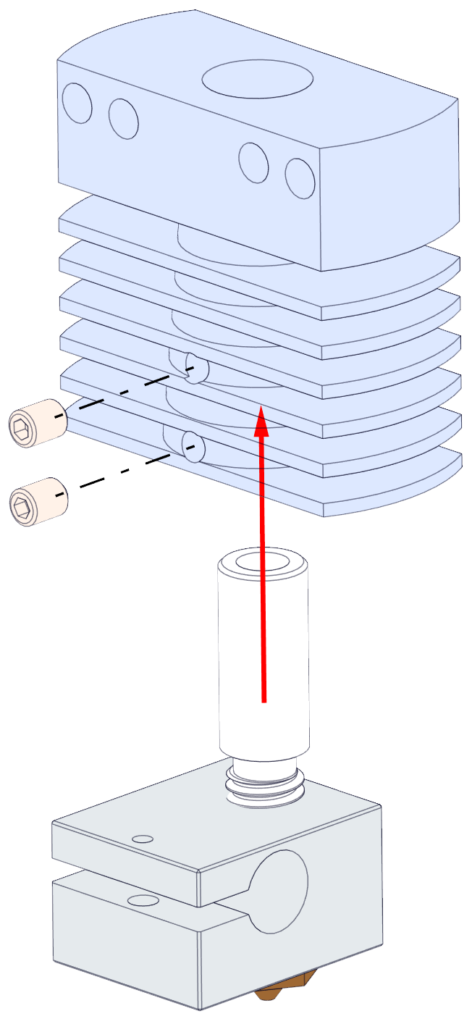
Завершите сборку в следующей последовательности:
- Вкрутите сопло в нагревательный блок до упора, затем выкрутите на 1/4 оборота. Это необходимо для того, чтобы в дальнейшем законтрить сопло на «горячую». Сопло вкручивается с торца, который расположен ближе к отверстию для нагревательного картриджа.
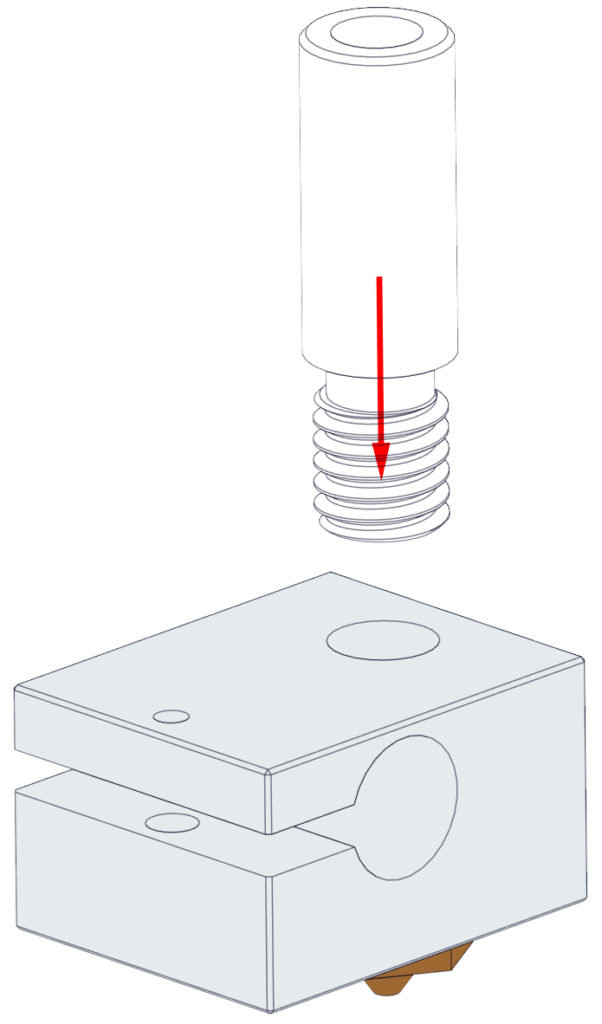
 Далее вкрутите термобарьер до упора навстречу соплу.
Далее вкрутите термобарьер до упора навстречу соплу.

Проверьте наличие фторопластовой трубки внутри термобарьера!
В термобарьер вставляется та же PTFE трубка, что и для подачи от фидера. Если её там не оказалось, до упора вставьте кусочек трубки и обрежьте ее заподлицо.

- Вставьте термобарьер в радиатор и зафиксируйте двумя стопорными винтами М3 на торце радиатора.

Не используйте термопасты, фум-ленты и т.п. при сборке HotEnd!
- Далее вкрутите фитинг в радиатор и наденьте силиконовый чехол на нагревательный блок. Силиконовый чехол необходимо надеть на блок до установки нагревательного картриджа и термистора из-за формы прорезей в самом чехле.

Если Вы собрали всё верно, то вырезы в силиконовом чехле совпадут с отверстиями в нагревательном блоке.

 Далее вкрутите термобарьер до упора навстречу соплу.
Далее вкрутите термобарьер до упора навстречу соплу.




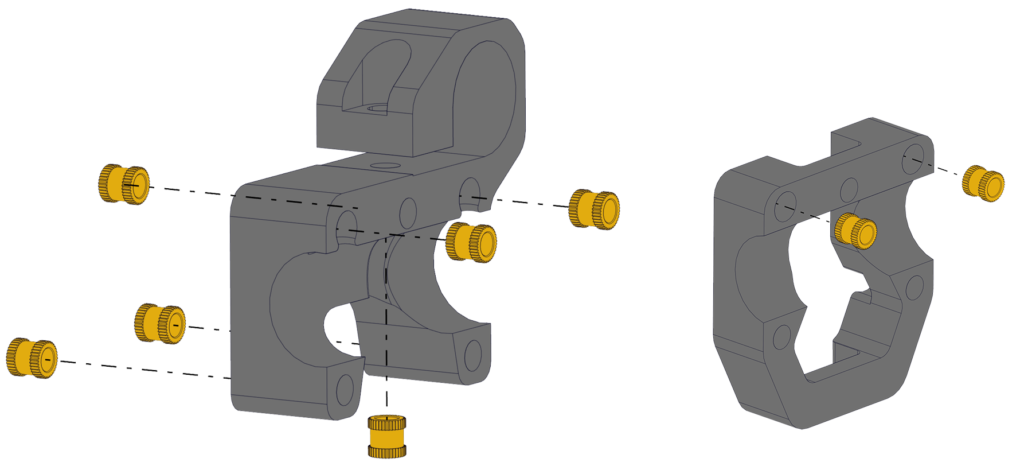
С переходом на CR8 HotEnd нам удалось сократить количество печатных деталей до 2 штук, а для крепления остальных частей друг к другу мы применили вплавные латунные гайки.
В KIT-наборах мы их уже устанавливаем, Вы смело можете пропустить этот шаг.
Но мы расскажем как правильно запрессовать такие резьбовые вставки.
Данные резьбовые вставки специально придуманы для пластиковых изделий, их можно встретить в корпусах ноутбуков и т.п. Часто вставки вплавляют либо на этапе производства пресс форм, либо непосредственно на этапе сборки готового изделия. Эти вставки позволяют устанавливать их с той стороны, где будет закручен крепёжный винт.
Несмотря на все преимущества таких вставок, в нашем случае был изменён порядок и принцип установки. Мы не нагреваем втулки, а впрессовываем их винтом, а также устанавливаем с противоположной стороны от винта. Этим мы кратно повышаем устойчивость таких к вырыванию.
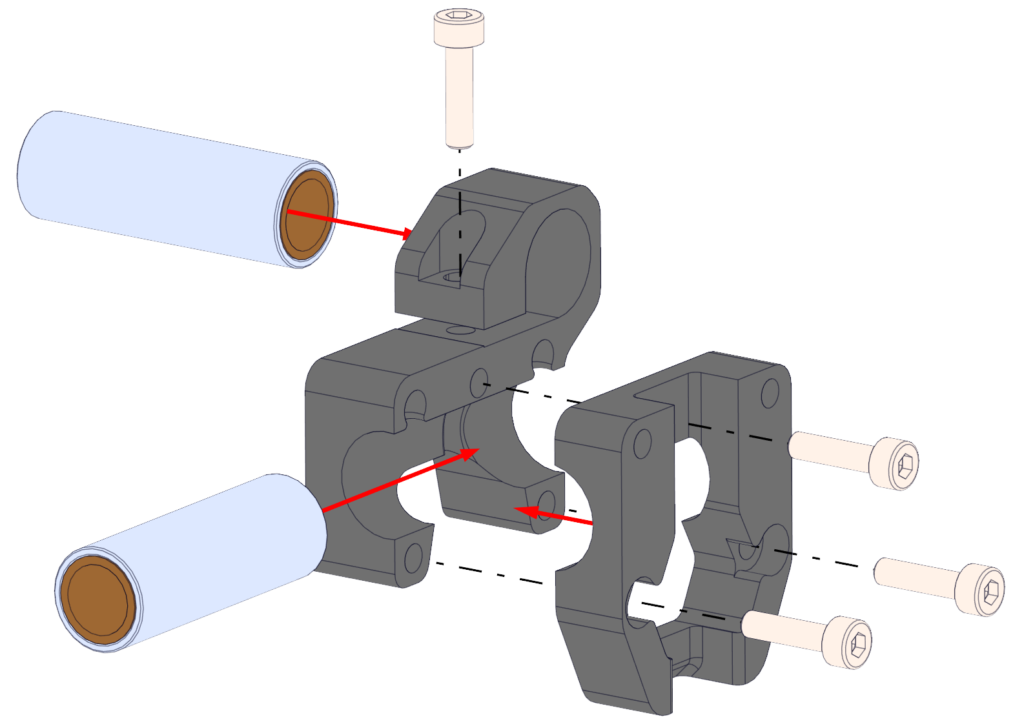
Всего в печатающей головке 8 резьбовых вставок:

Далее закрепите втулки ULB8uu в печатающей головке.
Глубину установки втулок смотрите на фотографиях далее
Для сборки необходимы:
Винт М3×12 — 4 шт.

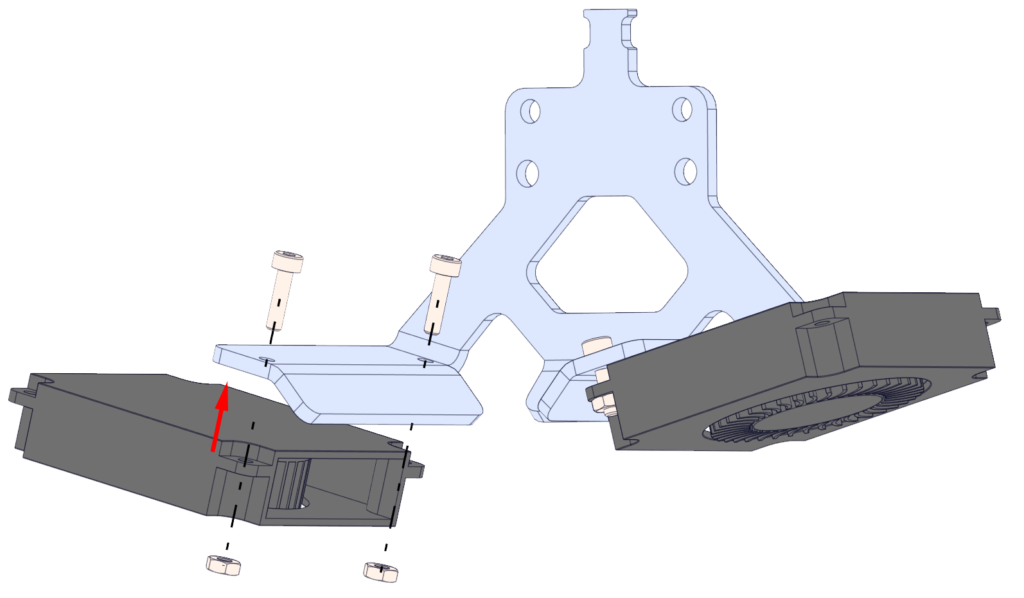
Перед креплением HotEnd’а необходимо собрать пластину-держатель кулеров обдува модели. Она служит элементом, к которому крепятся кулеры и частично направляет поток воздуха в нужную нам область. Пластина является также щитком, закрывающим провода. Кроме того, у неё есть специальный «язычок», к которому стяжкой фиксируются провода.
Установите центробежные кулеры на пластину таким образом, чтобы открытая часть крыльчатки была обращена вниз, а окно для выдува воздуха «смотрело» на сопло. Кулеры крепятся винтами М2.
Для сборки необходимы:
Винт М2×10 — 4 шт.
Гайка М2 — 4 шт.

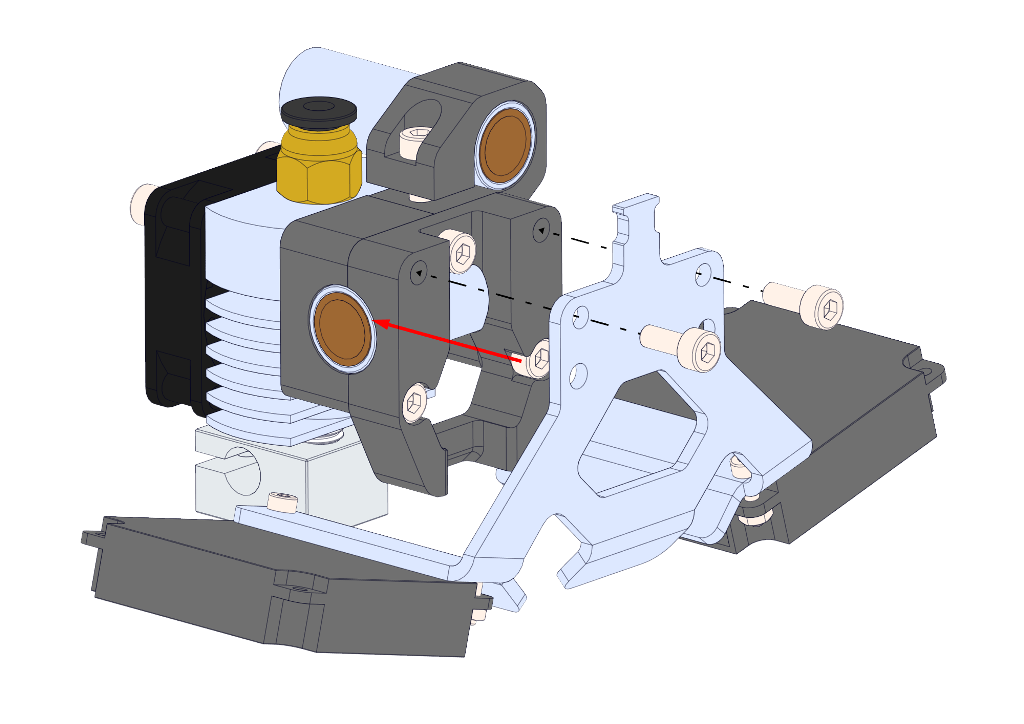
Теперь установите HotEnd. Он крепится на два винта М3*30 насквозь через радиатор. Это надёжный и простой способ крепления.
Для сборки необходимы:
Винт М3×30 — 2 шт.

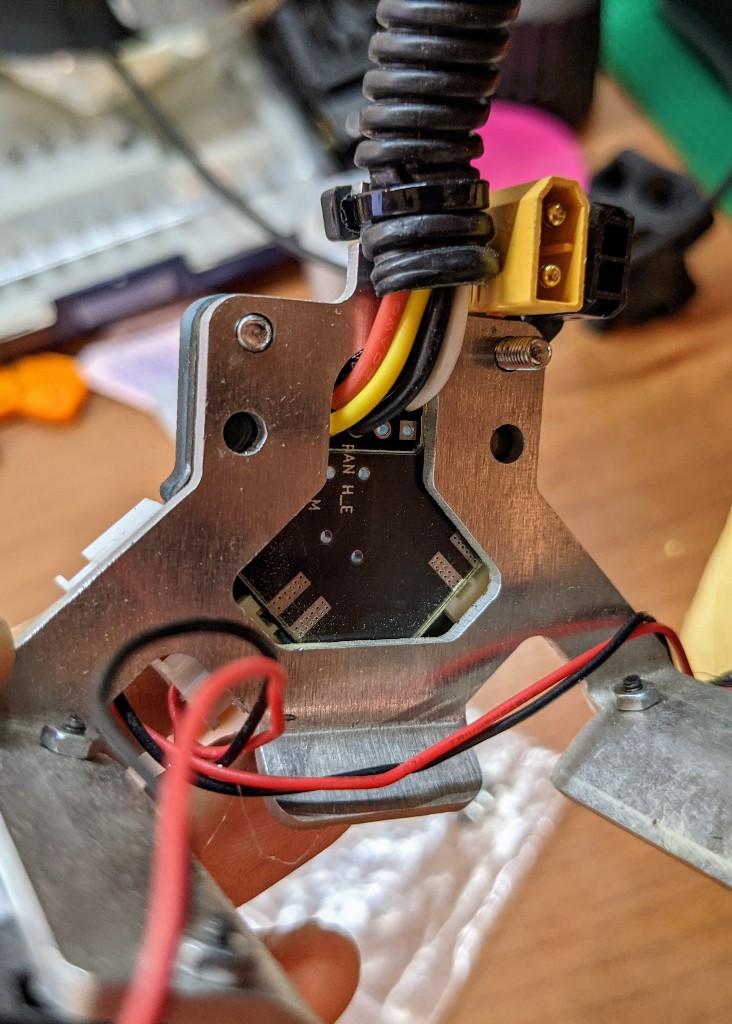
Отличительной особенностью UlTi Steel v2.0 относительно других принтеров семейства UlTi заключается в том, что печатающая головка теперь оснащается интерфейсной платой. Это сильно упрощает сборку принтера и дальнейшее его обслуживание.
К интерфейсной плате на производстве припаиваются цельные силиконовые провода, которые обеспечивают надёжное соединение на весь срок службы принтера. При выходе из строя электрического элемента печатающей головки (кулер, термистор или нагревательный элемент) не требуется демонтировать все провода до отсека электроники и менять элемент целиком. Теперь достаточно заменить неисправный элемент на разъеме.
Безусловно, это ведет к увеличению стоимости элементов, зато экономит очень много времени и сил пользователя.
Интерфейсная состоит из трех частей и устанавливается следующим образом:
Для сборки необходимы:
Винт Din 912 М3×12 — 2 шт.
В комплект с интерфейсной платой поставляется защитная декоративная крышка и электро-изоляционная прокладка.

Так как печатная плата имеет двухстороннюю разводку, прокладка предотвращает перетирание и нежелательное короткое замыкание контактов платы о металлический держатель кулеров обдува
Вставьте два винта сквозь декоративную крышку, саму плату, прокладку и алюминиевый держатель кулеров.

Провода проденьте сквозь алюминиевый держатель кулеров.
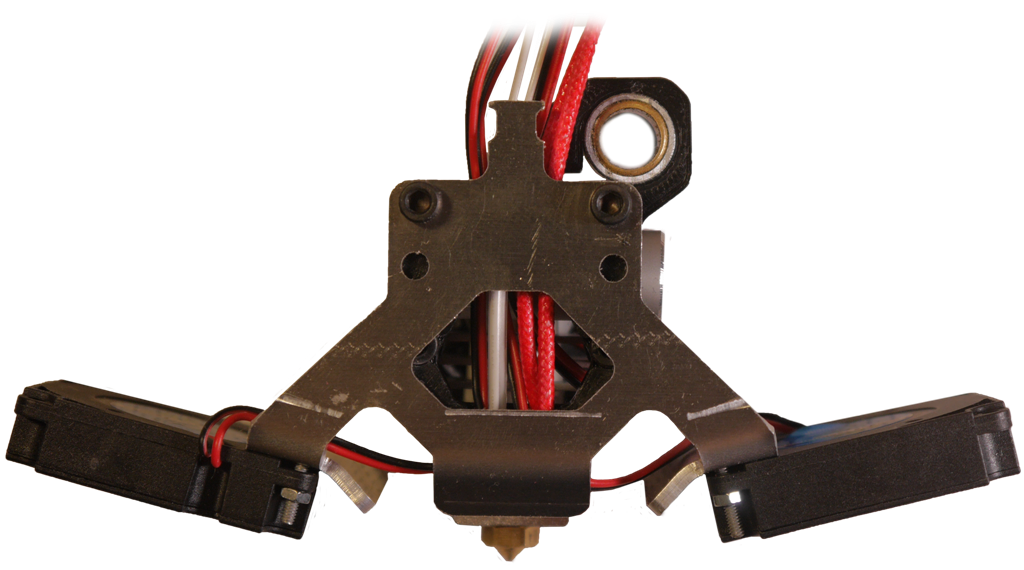
После сборки печатающая головка выглядит следующим образом:


Важно! Зафиксируйте провода в оплетке на алюминиевом «язычке» пластиковой стяжкой. Не допускается эксплуатировать принтер с не закрепленными проводами, в противном случае провода могут со временем перетереться или переломиться в месте пайки. Помимо этого не допускается притягивать сами провода стяжкой к алюминиевому язычку, провода в этом месте должны находиться в оплетке!
- 1
- 2
Сборка механики Ultimaker’а крайне нетривиальна. Многие не понимают как она устроена и в чем ее «фишка». Объяснить принцип работы принтера достаточно сложно, но мы попробуем.
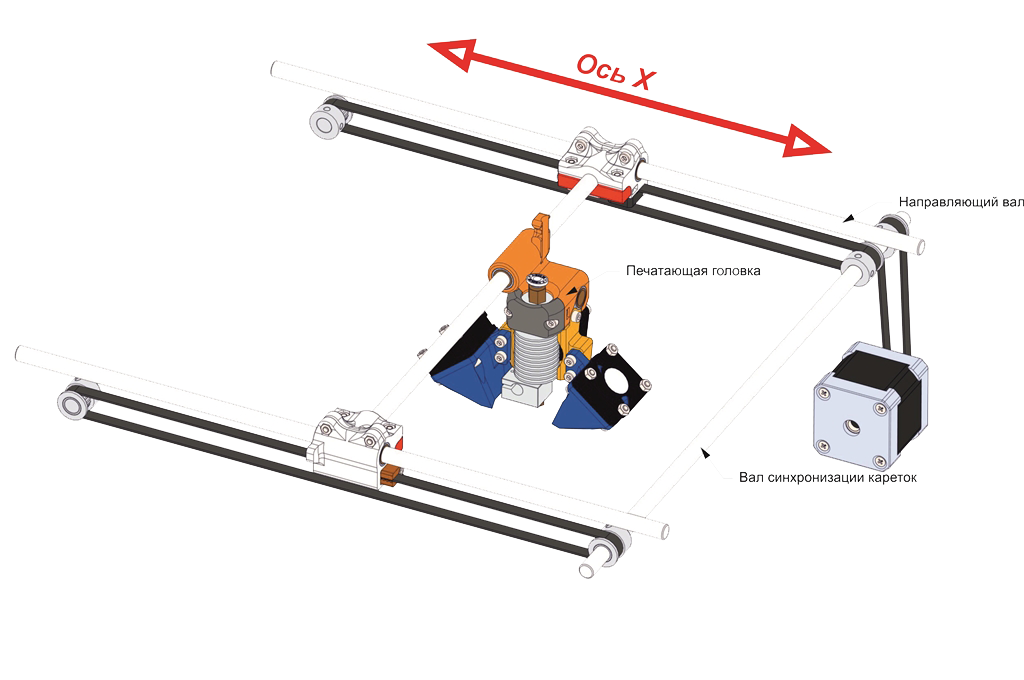
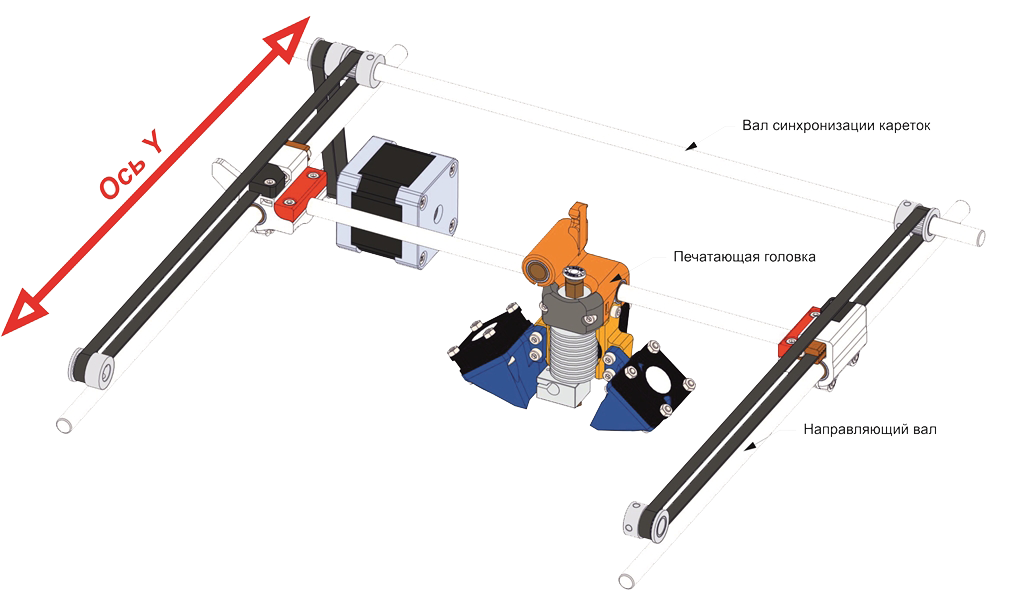
Давайте удалим все лишние элементы крепления и рассмотрим каким образом мы можем перемещать печатающую головку по оси X и Y. Для того, чтобы перемещать головку по одной из осей, необходимы направляющие валы, на которые будут опираться наши каретки. Для их перемещения требуется шаговый двигатель и ременная передача. Так как каретки разнесены достаточно далеко друг от друга, их необходимо синхронизировать, чтобы они двигались одновременно и в одну и ту же сторону. Для этого есть два решения: 1) установка двух двигателей; 2) механическая синхронизация кареток посредством ремня и вращающегося вала. Компоновка с двумя двигателями хоть и допустима, но накладывает ряд ограничений и ведёт к удорожанию конструкции, поэтому разумно физически синхронизировать движение кареток.
На иллюстрациях ниже показаны оси X и Y по отдельности с двумя неподвижными валами, по которым перемещаются каретки, одним валом-синхронизации и одной направляющей для передвижения печатающей головки.


Вся изящность решения принтеров семейства Ultimaker состоит в том, что в качестве вала синхронизации движения кареток применяются направляющие валы соседней оси. Таким образом мы экономим на моторах, физически устраняем перекос кареток и экономим на направляющих. Плюс получаем достаточно малую массу двигающихся частей (моторы располагаются на корпусе и не перемещаются), что немаловажно в 3D-принтерах. Более того, удвоение ремня на каждой из осей положительно влияет на максимально возможные ускорения.
Несмотря на достоинства данной механики, мы сталкиваемся с рядом особенностей. Например, в данном случае нельзя использовать линейные подшипники типа LM8UU, так как они рассчитаны только на линейное перемещение, поэтому используются бронзовые втулки. А из-за того, что наши направляющие валы вращаются во время движения кареток, появляются повышенные требования к ровности валов.

По многочисленным просьбам: чтобы упростить сборку принтера, перед установкой и сборкой направляющих валов XY, удобней всего установить концевые выключатели осей XY. Чтобы не мешать логическому повествованию инструкции, мы сделали сноску. После установки концевых выключателей, вернитесь к этому месту и продолжите сборку.
Перед сборкой осей необходимо подготовить каретки и полностью собрать их.
Установим в пластиковые каретки втулки ULB8UU и закладные гайки.
Перед установкой втулок удалите все неровности в пластиковой детали каретки, чтобы ничего не препятствовало их установке.
Количество метизов указано для сборки одной каретки. Все оставшиеся каретки собираются точно так же.
Для сборки необходимы:
Винт DIN 912 М3×10 — 2 шт.
Гайка М3 — 2 шт.

Контролируйте усилие затяжки! Не нужно затягивать винты с чрезмерным усилием, помните, что вы работаете с пластиковыми деталями! Достаточно затянуть винты с таким усилием, что бы втулка не сдвигалась при давлении на нее пальцем. (разумном давлении, без прикладывания массы тела и угла стола.)
Установите закладные гайки, которые потребуются при креплении фиксаторов ремня и держателя вала.
Если какие-либо гайки вставляются со значительным усилием, проверьте, нет ли облоя или мелких неровностей в отверстиях пластиковых деталей. Аккуратно снимите все заусенцы надфилем.
Для сборки необходимы:
Гайка М3 — 4 шт.

Данную операцию проделайте со всеми четырьмя каретками.
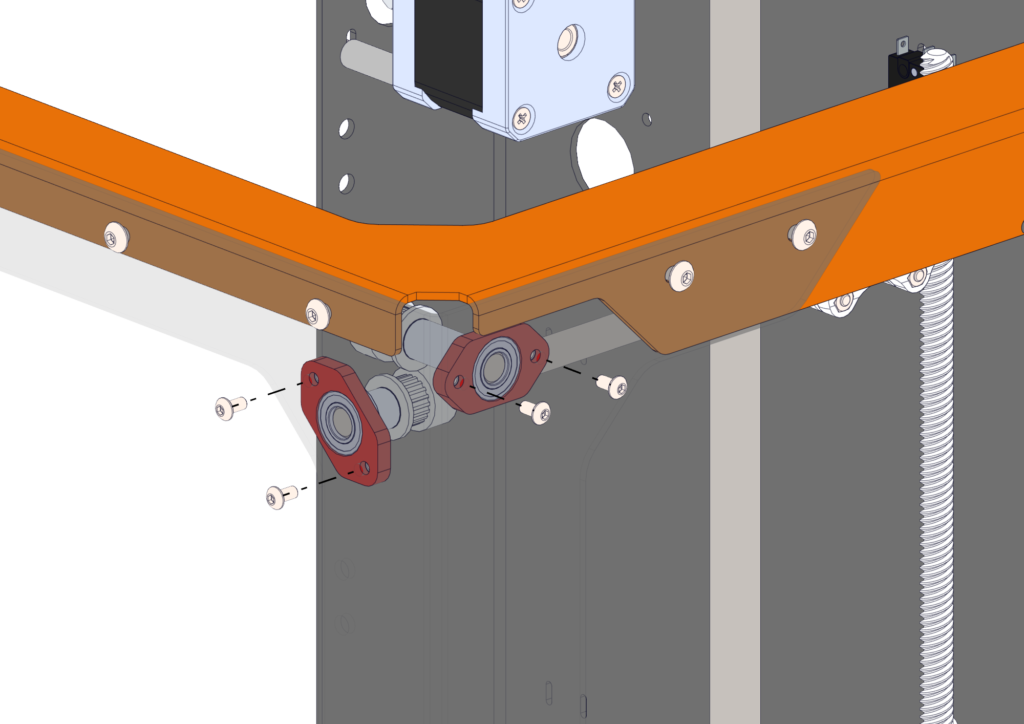
Перед тем как собирать оси, будет не лишнем собрать модуль крепления фланцевых подшипников. Так как толщина стального корпуса всего 2 мм, то надёжно установить подшипники непосредственно в корпус мы не можем. Поэтому было принято решение изготовить проставки-корпуса для подшипников. Их сборка максимальна проста, необходимо вставить закладные гайки и подшипник в пластиковый корпус.
Для сборки необходимы:
Гайка М3 — 2 шт.

Вы уже могли заметить, что в принтере на боковых стенках полностью отсутствуют сквозные отверстия для вала 8 мм. В текущей версии все оси полностью собираются на вал, а дальше просто вставляются внутрь корпуса и прикручиваются к держателям фланцевых подшипников. Такой способ монтажа выгодно отличается от старой схемы простотой сборки и высоким контролем посадки подшипника на вал.
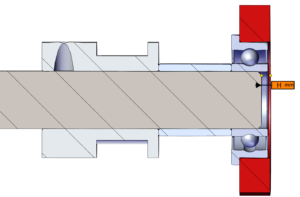
Между торцом вала и краем проставки должен оставаться зазор чтобы вал не упирался в корпус и не терся о него.

Если подшипники устанавливаются на вал с достаточно большим усилием, используйте молоток/киянку и легкими ударами (не упирая при этом другой конец вала никуда, другими словами устанавливайте подшипники «на весу») через комплектную проставку (фото ниже) установите подшипник так, чтобы между краем вала и плоскостью подшипника оставался зазор H= 1-1,5 мм. (равномерно с обоих сторон).
![]()
Мы применяем высокоточные валы и подшипники. Несмотря на это, у любых изделий существуют предельные допуски по размеру, эти детали не исключение. Бывают случаи, когда зазор между валом и внутренней обоймой подшипника буквально равен 0,00 мм, тогда подшипники приходится с большим усилием надевать на вал.
Правильность установки подшипников можно проверить попытавшись вставить собранный вал в корпус с внутренней стороны. Если ось не вставляется, то необходимо глубже установить подшипники; если вал вставляется слишком легко, с большим зазором, то подшипники необходимо наоборот раздвинуть к краям вала.
Если подшипники на валу сидят достаточно свободно (их можно сдвинуть усилием пальцев, без применения молотка), то достаточно закрепить собранную ось в корпусе, а после чего регулировать зазор вала относительно корпуса.
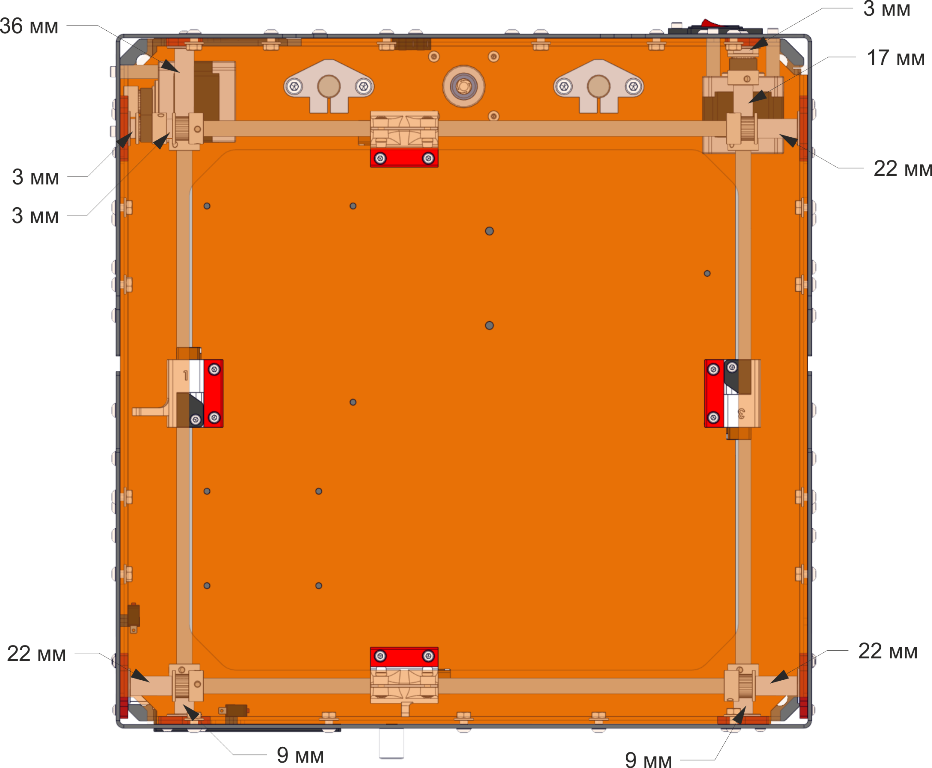
Сборку осей необходимо начать с валов, которые расположены выше. Это оси, которые расположены вдоль передней и задней стенки, с номерами кареток 4 и 2, соответственно.
Ось X с кареткой №2 собирается в следующем порядке:
- Модуль крепления фланцевых подшипников
- Проставка 3 мм
- Замкнутый ремень
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 3 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №2 (следите за тем, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 22 мм
- Модуль крепления фланцевых подшипников

Ось X с кареткой №4 собирается в следующем порядке :
- Модуль крепления фланцевых подшипников
- Проставка 22 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №4 (следите за тем чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 22 мм
- Модуль крепления фланцевых подшипников

Ось Y с кареткой №1 собирается в следующем порядке :
- Модуль крепления фланцевых подшипников
- Проставка 9 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №1 (следите за тем чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 36 мм
- Модуль крепления фланцевых подшипников

Ось Y с кареткой №3 собирается в следующем порядке :
- Модуль крепления фланцевых подшипников
- Проставка 3 мм
- Замкнутый ремень
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 17 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №3 (следите за тем чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 9 мм
- Модуль крепления фланцевых подшипников

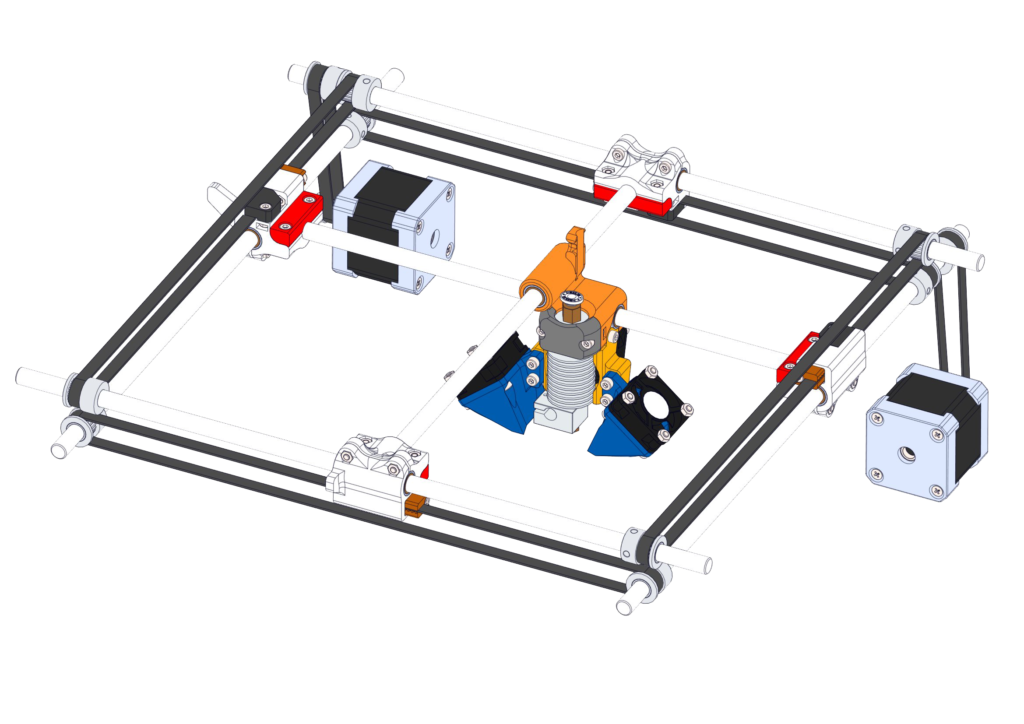
Вид сверху порядка установки валов. Номера кареток обозначены по часовой стрелке.

Собранные оси устанавливаются максимально просто. Вставляем ось и прикручиваем её к корпусу винтами М3*6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.(на 1 ось)

Для владельцев KIT наборов с серийными номерами №1200-… необходима дополнительная регулировка положения направляющих валов, специальными проставками, которые входят в комплект.

Для выставления валов ослабьте крепления подшипников, установите проставки, как показано на иллюстрации ниже. (установите их на максимально возможном удалении друг от друга) Затем закрутите винты и снимите проставки. Проделайте ту же операцию поочередно со всеми валами.

В комплекте поставляются 3 пары проставок. С буквами S — side (боковые) , B- Back (задние), F- Forward (передние).

Общая схема установки проставок:

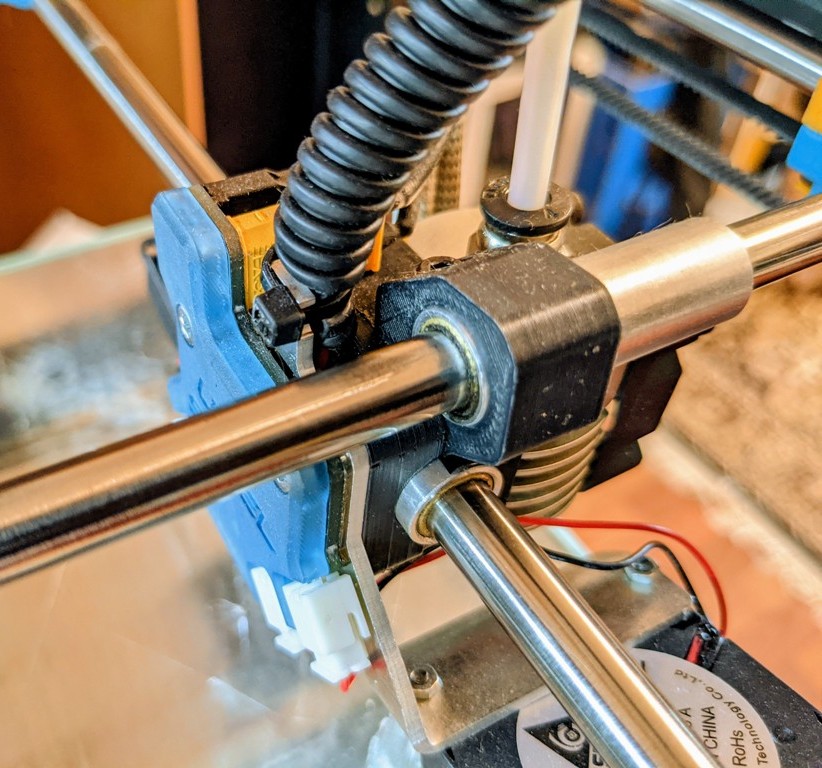
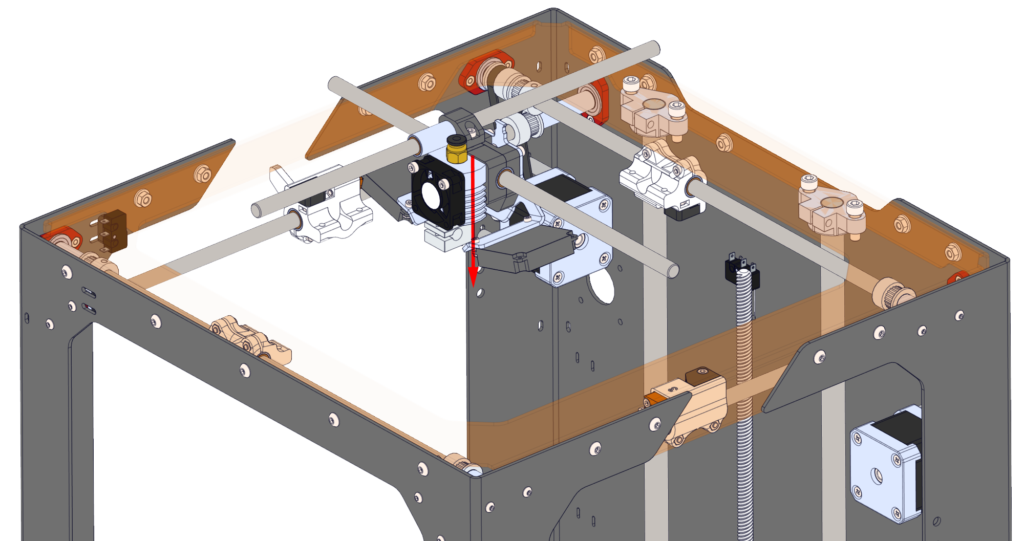
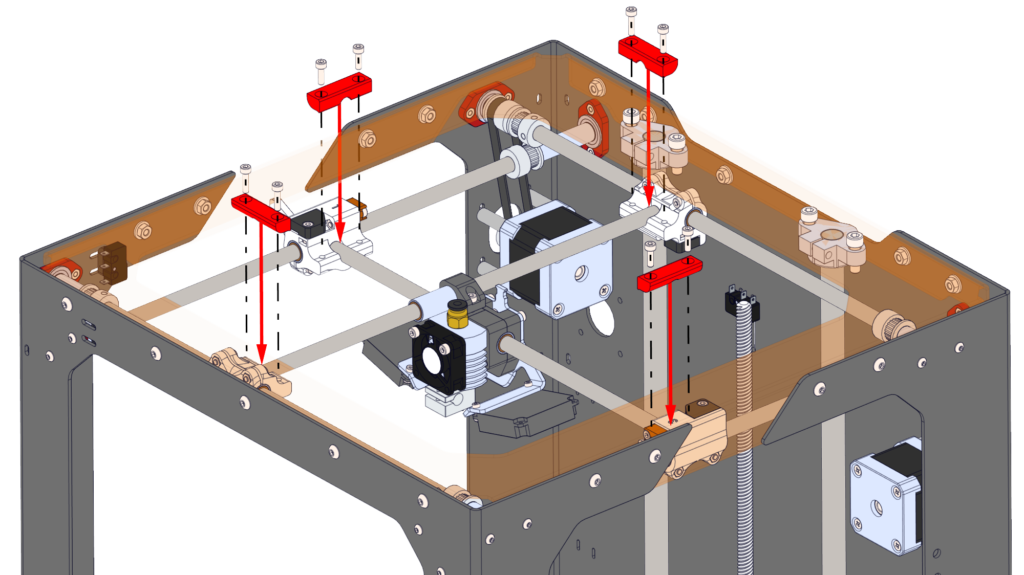
После всех подготовительных этапов мы можем установить крестовину и печатающую головку. Начиная с UlTi v 1.3 и UlTi Steel v 1.0, мы изменили длину валов так, что теперь их невозможно перепутать.
Вставьте валы сквозь втулки печатающей головки, а потом просто опустите их в специальные углубления в каретках.
Важное замечание! Проверьте посадочное углубление для вала крестовины на всех каретках. Если в них окажется мусор, остатки поддержек, артефакты печати и т.п., то валы могут встать немного враспор и головка начнет перемещаться со значительным усилием.

Далее просто закрепляем валы пластиковыми держателями.
Для сборки необходимы:
Винт М3×12 — 8 шт.

После окончания сборки данного узла, от руки, взявшись за противоположные каретки, попытайтесь переместить печатающую головку. Убедитесь в том, что она перемещается достаточно плавно без явных заеданий.
Перед установкой шаговых двигателей уложите шлейф, идущий к печатающей головке. Закрепить шлейф можно позже, а вот уложить его удобней именно сейчас, пока не установлены шаговые двигатели
В KIT-наборе имеются два больших двигателя и два малых. Большие двигатели с моментом 4,5 кг*см2 устанавливаются на оси X,Y. Малые двигатели устанавливаются на подающий механизм и ось Z.
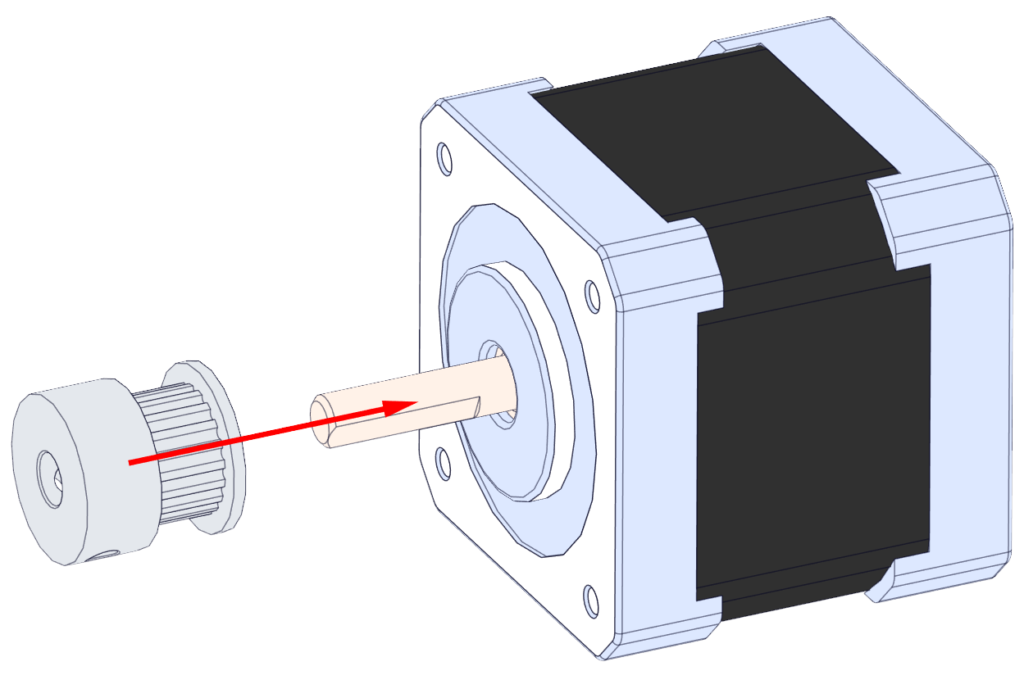
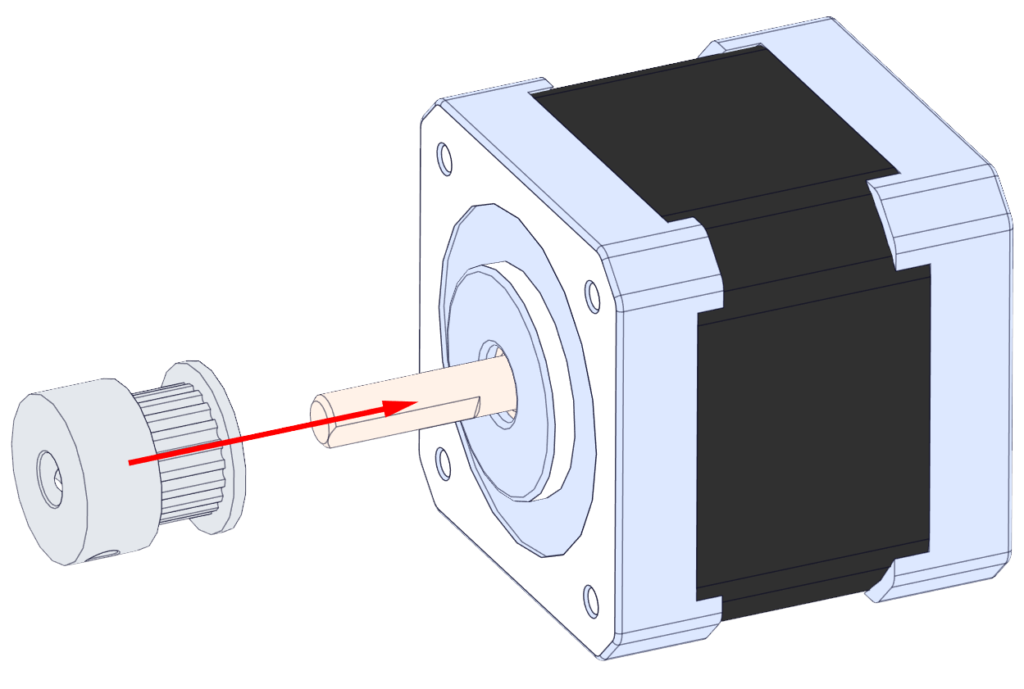
Зазор между шкивом и плоскостью шагового двигателя составляет 1,5-1,75 мм. Выставить данный зазор можно подложив между плоскостью двигателя и шкивом шестигранный ключ на 1,5 мм, либо (как бы это смешно не звучало) пруток пластика диаметром 1,75 мм. Располагайте шкив тонким буртиком к двигателю.
Один из стопорных винтов шкива должен расположиться напротив лыски на валу двигателя. Это позволяет надёжно закрепить шкив и предотвратить самопроизвольное прокручивание во время печати.
Теперь необходимо закрепить шаговый двигатель на корпусе принтера. Не забудьте накинуть замкнутый ремень на оба шкива. В комплекте поставки имеется 8 сквозных проставок длиной 24 мм. Под шляпки винтов подложите шайбы М3, они служат для увеличения площади опоры и предотвращают скол краски.
Не затягивайте винты крепления двигателей с чрезмерным усилием. Вы можете смять проставки и двигатель перекосит.
Для сборки необходимы:
Винт М3×30 — 8 шт.
Шайба м3 — 8 шт.
Шаговый двигатель размещайте шлейфом или проводами вниз для более удобного монтажа.

Порядок сборки шагового двигателя оси Y аналогичен.
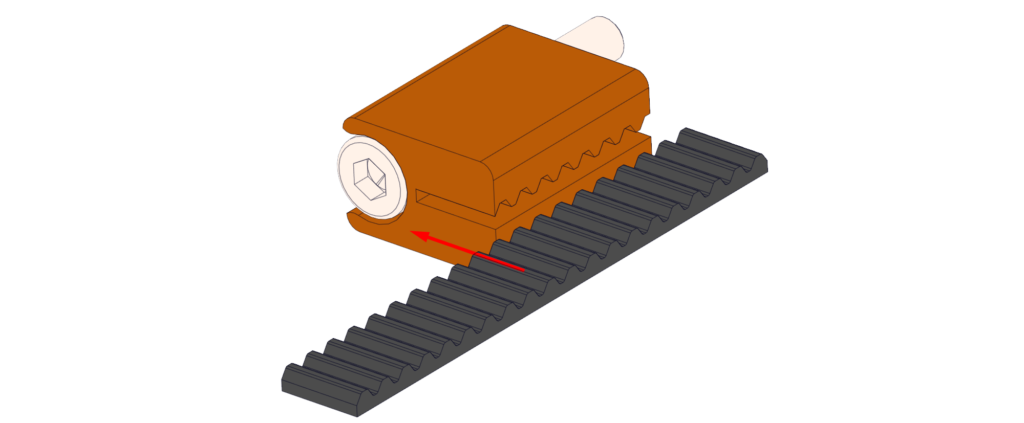
В отличие от Ultimaker Original, в проекте UlTi используются разомкнутые ремни. Они дешевле и более универсальны. Для использования данных ремней были спроектированы каретки с возможностью натяжки ремня.

Перед натяжкой ремней все шкивы должны быть ослаблены и свободно прокручиваться на валу.
Натяжку ремня необходимо начинать с закрепления одного из его концов в неподвижный держатель ремня. Положите гладкой стороной ремня на каретку, а сбоку вставьте неподвижный держатель ремня. Установите винт М3*8.
Не спешите отрезать ремень! Мы специально не указываем длину ремня, так как точно отмерить его довольно сложно, буквально 2-3 мм могут стать решающими при натяжке.
Для сборки необходимы:
Винт DIN 912 М3×8 — 1 шт.


Далее пропустите весь ремень через оба шкива. Переместив каретку в середину вала, наденьте пружину на ремень. Приложите ремень вдоль каретки и отрежьте ремень примерно по середине каретки.
В собранных принтерах мы не применяем пружины для натяжки ремня, так как сборщики знают силу с которой необходимо натягивать ремень. Но описать текстом силу натяжки практически невозможно. Поэтому пружины здесь служат исключительно в качестве визуального контроля силы натяжения ремня.
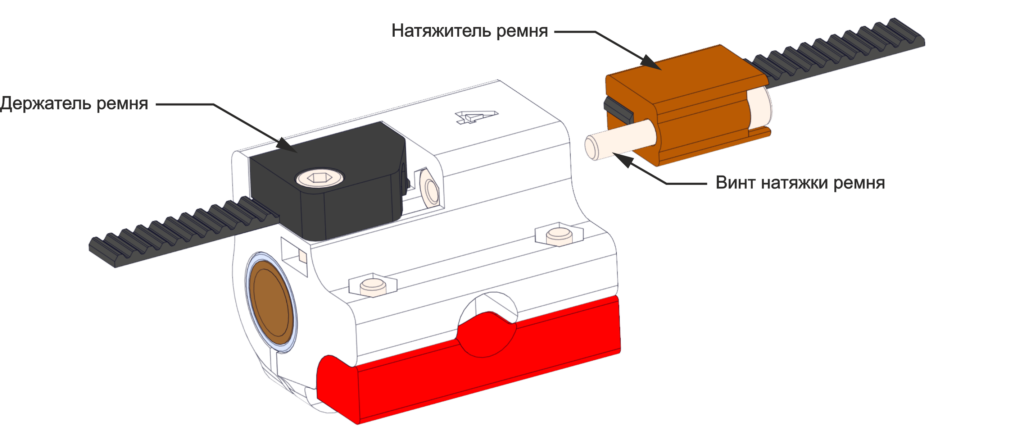
Далее вставьте свободный конец ремня в «Натяжитель ремня».
После вставьте натяжитель в каретку так, чтобы винт натяжки ремня попал в закладную гайку и постарайтесь натянуть ремень.
При натяжке все шкивы должны быть ослаблены и свободно вращаться на валу. Если это не проверить, то верхняя часть ремня начнет натягиваться, а остальная нет, что может привести к разрыву ремня либо к проблемам с печатью.
Для сборки необходимы:
Винт DIN 912 М3×20 — 1 шт.

Если винт затянут до упора, а ремень не достаточно натянут, достаньте натяжитель, укоротите ремень на 1 или 2 зуба и повторите операцию. Примерный вид натянутого ремня представлен на фотографии ниже (признаком того, что ремень натянут, является не до конца разжатая пружина. Во время перемещения каретки ремень не «скачет» на шкиве).

Важной особенностью кинематики Ultimaker является соблюдение перпендикулярности выставления валов крестовины. В комплект к принтеру идут фанерные проставки для выставления перпендикулярности валов.

Порядок выставления осей:
- Убедитесь, что все шкивы ослаблены и свободно проворачиваются на валу
- Установите данные проставки как показано на фото

- Немного надавите на ремень чтобы убедиться, что шкив прокрутился и равномерно занял свое положение
- Убедитесь, что шкивы плотно прижаты к дистанционным проставкам
- Аккуратно затяните все шкивы

- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
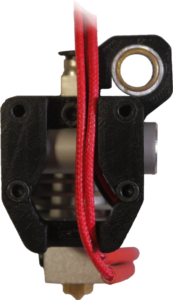
Подающий механизм (Feeder) является частью экструдера. В принтере UlTi применён уникальный подающей механизм собственной разработки. Он имеет ряд отличительных особенностей, таких как:
- Пруток при подаче не переламывается, а идёт прямо по каналу. Это позволяет печатать любыми пластиками, даже Flex.
- Ступенчатая регулировка усилия прижима. Большинство подающих механизмов имеют либо статичную пружину, либо регулировку усилия прижима путем затягивания винта. В обоих перечисленных случаях нельзя добиться оптимального, повторяемого усилия прижима для разных пластиков. В нашей конструкции это решено эксцентриковым прижимом.
- Быстрая заправка пластика одной рукой. Достаточно отщелкнуть эксцентрик, заправить пластик и обратно его защелкнуть.
- Работа с любыми видами подающих шестерён.
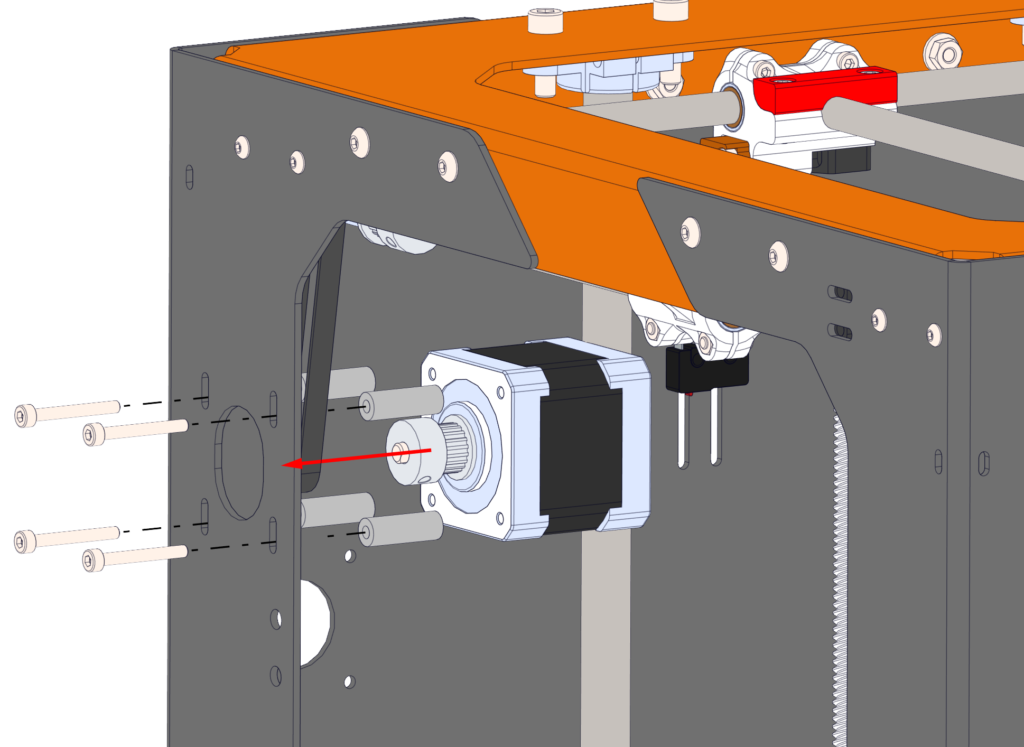
Сначала необходимо установить закладные гайки в опорную плиту и закрепить его на корпусе принтера. С обратной стороны задней стенки винты фидера вкручиваются напрямую в шаговый двигатель.
Обратим ваше внимание на то, что для фидера используется мотор с моментом 4 кг*см, менее мощный, нежели тот, что стоит на осях X и Y. Это сделано для того, чтобы при проблемах с подачей пластика (из-за засора или неправильной калибровки) мотор просто пропустил шаги, а продолжил подавать пластик в штатном режиме, не съедая при этом пруток пластика. В этом случае подача пластика полностью прекращается и многочасовая печать, увы, останавливается.
Для сборки необходимы:
Винт М3×8 — 4 шт.
Гайка М3 — 3 шт.


Далее соберите рокер с прижимным роликом. Вам может потребоваться дополнительная доводка отверстия надфилем, чтобы подшипник вращался свободно.
Для предотвращения износа детали при подаче пластика в один из концов вставляется фторопластовая трубка 4*2 мм и обрезается заподлицо с деталью (та же трубка, что идёт для подачи пластика до HotEnd).
С обратной стороны также запрессуйте гайку, в которую вкручивается винт, удерживающий подшипник.
Для сборки необходимы:
Винт М3×12 — 1 шт.
Гайка М3 — 2 шт.

Рокер крепится к монтажной плите. Рекомендуем смазать кончик винта клеем или анаэробным фиксатором резьбы, чтобы он самопроизвольно не раскручивался.
Для сборки необходимы:
Винт М3×16 — 1 шт.

Далее закрепите эксцентриковый прижим. Он должен свободно вращаться, не затягивайте его слишком сильно.
Для сборки необходимы:
Винт М3×8 — 1 шт.

Перед установкой коромысла имеет смысл сразу установить и закрепить подающую шестерню. Она надевается на вал двигателя и настраивается таким образом, чтобы полукруглая выемка на шкиве совпадала с каналом подачи пластика.


Закрутите коромысло, смазав конец винта клеем или фиксатором. Данный элемент подвержен частому вращению.
Для сборки необходимы:
Винт М3×10 — 1 шт.

И последнее, что осталось сделать- установить винт с жёсткой пружиной.
Пружина в нашем случае носит название «пружина синхронизатора Ваз 2108». Так же подойдет «пружина пальца суппорта Ваз 2121» или любая другая, схожая по жесткости. Максимальный диаметр применяемой пружины 8мм.
Для сборки необходимы:
Винт М3×30 — 1 шт.

Для корректной работы подающего механизма необходимо правильно его настроить.
Прежде всего необходимо убедиться в правильной сборке фидера. Проверить расположение подающей шестерни, плавность хода всех элементов. Чрезмерная затяжка винтов ухудшит ход подвижных элементов и может привести к недостаточному или чрезмерному прижиму прутка к шестерне.
Далее можно приступить к настройке. В данном подающем механизме имеется 4 положения эксцентрика, каждое положение отвечает за свое усилие прижима, поэтому:
- Переместите эксцентрик в открытое положение. Это положение отвечает за заправку пластика.
- Вставьте пруток пластика в нижнее отверстие.
- В этом положении необходимо закрутить винт с пружиной так, чтобы пруток пластика свободно проходил по каналу, слегка касаясь зубчатого шкива, но при этом сама пружина не болталась на винте.
- Следующие 2 положения отвечают за усилие прижима прутка пластика к шестерне. 2 и 3 положение подойдут для использования на таких пластиках как: Flex и WAX (мягкие пластики, где не допускается чрезмерное давление на пруток) Последнее положение эксцентрика используется для всех остальных видов пластика.
- 1
- 2
В данном разделе мы подробно разберем принципиальную электрическую схему, приведем фотографии примеров укладки проводов и закрепим все элементы электроники принтера на свои места.
Настоятельно рекомендуем прочесть инструкцию по монтажу электроники полностью до начала монтажа монтажа.
Исходя из нашего опыта и многократно переписанных инструкций, мы решили серьёзно обновить принципиальную электрическую схему. И разделить на две части: 1) Монтаж силовой части, напряжение 220 Вольт 2) Монтаж низковольтного питания и датчиков.
Давайте начнем с наиболее сложной для многих части, монтажа проводов на 220 Вольт.
![]()
Фотография в оригинальном разрешении.
Для многих подключение 220 V к принтеру вызывает страх. Всё же работа с высоким напряжением может быть опасна. Но если строго следовать инструкции и фотографиям и не включать принтер в сеть во время работы с проводкой, то ничего страшного не случится.
Разъём для подключения кабеля питания со стороны камеры электроники имеет 5 контактов, три из которых соответствуют — нолю, фазе, заземлению. Оставшиеся два необходимы для прерывания питания кнопкой. Поэтому жёлто-зеленый провод (земля) и черный (фаза) идут сразу к блоку питания, а красный (нейтраль) коротким проводом соединяет вводную клемму и один из контактов кнопки, а от кнопки более длинный провод идет в блок питания.
Мы понимаем, что по нормам необходимо разрывать фазу, а не ноль. Но при перевороте вилки в розетке ноль и фаза меняются местами.

Иногда попадаются разъемы с кнопкой, у которой три контакта. один из которых необходим для подсветки самой кнопки. Мы не используем подсветку, поэтому для подключения кнопки необходимо подключить клеммы на центральный и один из крайних контактов. Лучше всего воспользоваться мультиметром в режиме прозвонки, что бы найти нужную пару контактов.
Подключение нагревательного стола одним концом осуществляется к твердотельному реле, а вторым в клемму на блоке питания, туда же, куда подключается фаза (красный провод от разъема питания). Черный же провод подключается на блоке питания к черному проводу (ноль), вторым концом в твердотельное реле.
На твердотельном реле есть обозначение полярности. Не подключайте силовые провода к клеммам с обозначением «+» и «-«! Для подключения нагрузки 220 вольт клеммы подписаны знаком переменного напряжения «~»
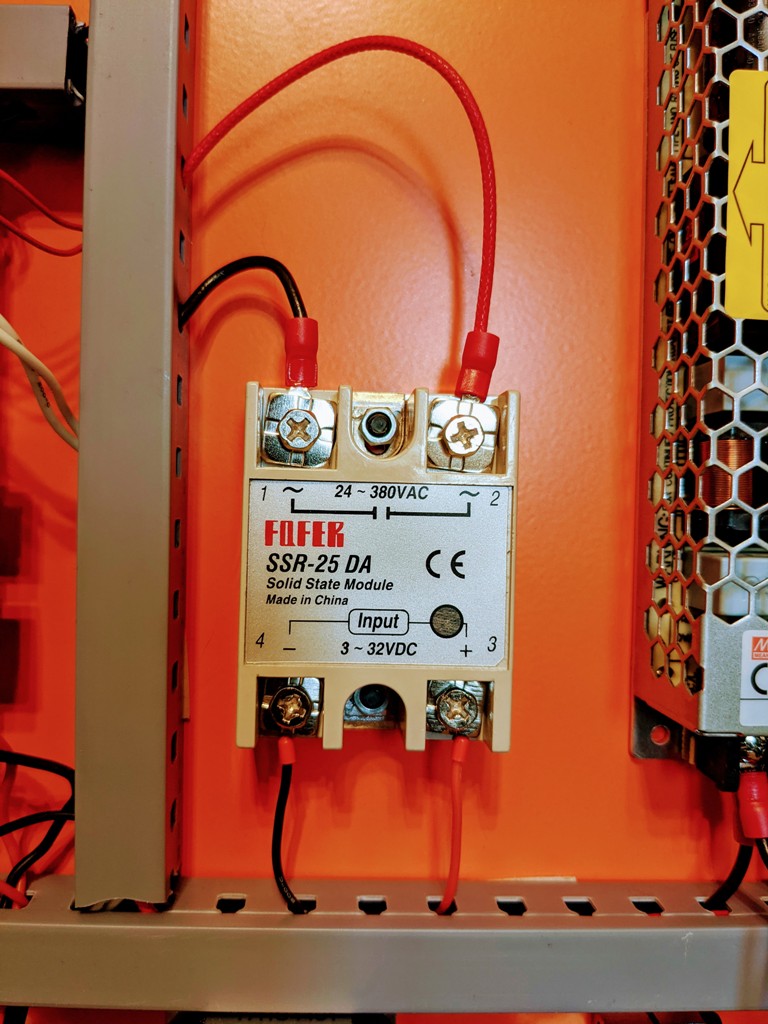
Подключение двух клемм в один разъем в данном случае оправдано и безопасно.
Твердотельное реле в нашем случае служит как выключатель, оно устанавливается в разрыв питания нагревательного стола. В момент, когда на противоположные клеммы подается низковольтное питание (в нашем случае 12 вольт), реле включается и начинается нагрев стола.
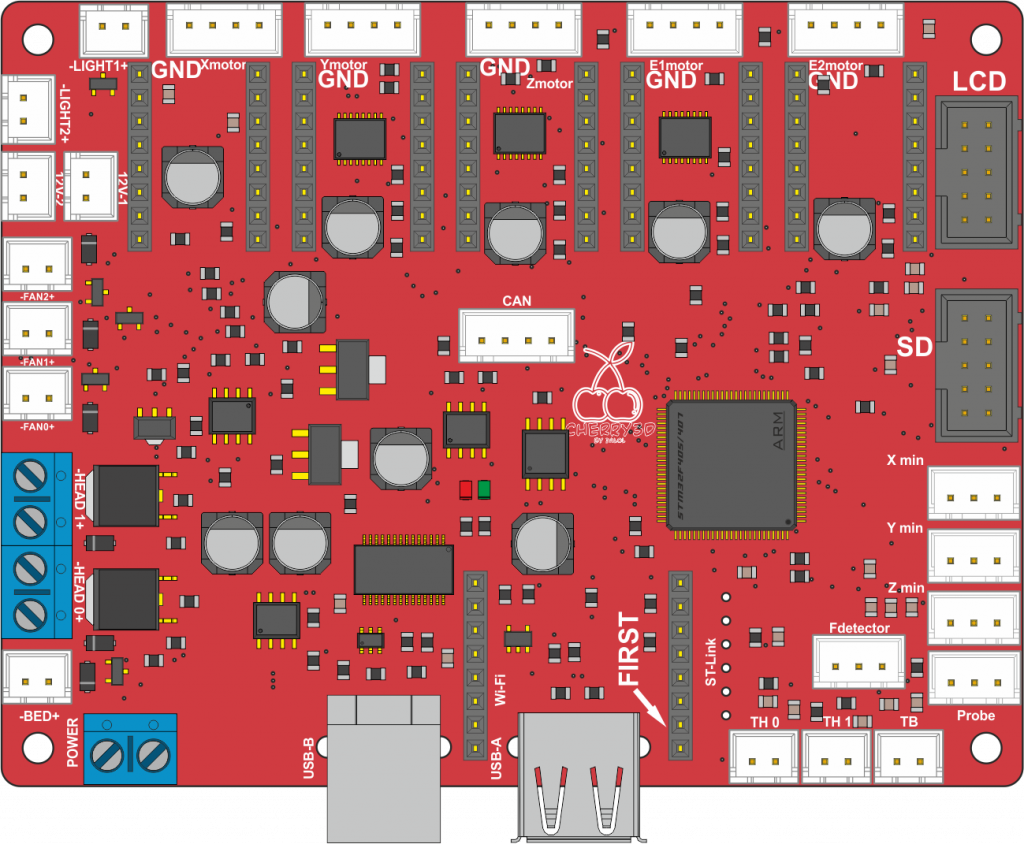
Далее рассмотрим схему подключения низковольтного питания, датчиков и всего необходимого.
![]()
Фотография в оригинальном разрешении.
В UlTi Steel v2.0 мы перешли на платы собственной разработки, под названием Cherry3D, а на печатающую головку устанавливается интерфейсная плата. Cherry3D почти полностью (кроме разъема нагревательного стола) соответствует mks gen l и платам линейки SKR. Не зависимо от того, что на плате предусмотрено большее количество управляемых выводов, мы решили сохранить проводку от предыдущих версий принтера, и поэтому обдув радиатора подключается не в отдельный разъем, а в колодку второй печатающей головки. Если вам требуется другое подключение проводов, это всегда можно поменять в конфигурационном файле.
Помимо этого на плате имеются два отдельных выхода с высокочастотным ШИМ, для подключения подсветки, а так же все кулера, находящиеся в самом принтере теперь управляемые и можно настроить как логику их работы, так и мощьность.
Полярность подключения не важна на следующих элементах: 1) Оба термистора; 2) Концевые выключатели.
Хотя концевые выключатели не имеют полярности, важно соблюсти контакты для подключения к плате (три контакта — «+», «S», «GND» служат для подключения оптических датчиков), мы используем только контакты «GND» и «S» (минус и сигнал). В KIT-наборе концевые выключатели полностью проверены и правильно установлены в коннектор. Вам остается лишь не перепутать какой концевой выключатель за какую ось отвечает.
В KIT-набор входит комплект из 3 концевых выключателей, готовых к установке. В UlTi Steel мы полностью убрали возможность установки концевых выключателей в других точках по двум причинам: 1) Чтобы не путать клиентов с достаточно сложной логикой установки концевиков. 2) Положение концевых выключателей в min точках, в левом ближнем углу, у сопла, является наиболее удобным вариантом.
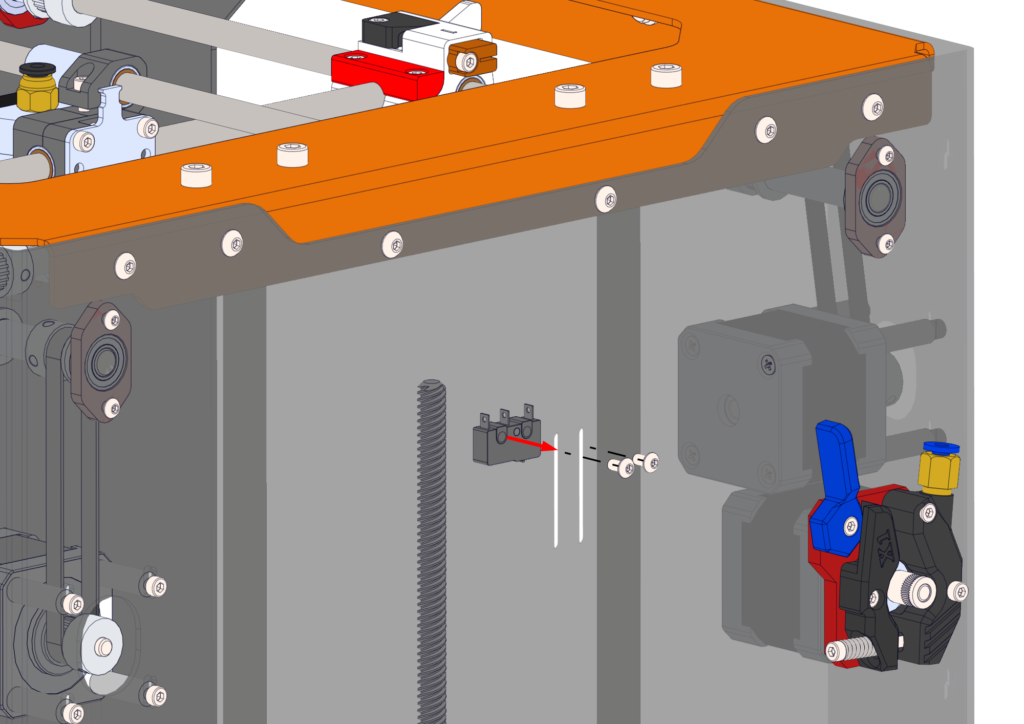
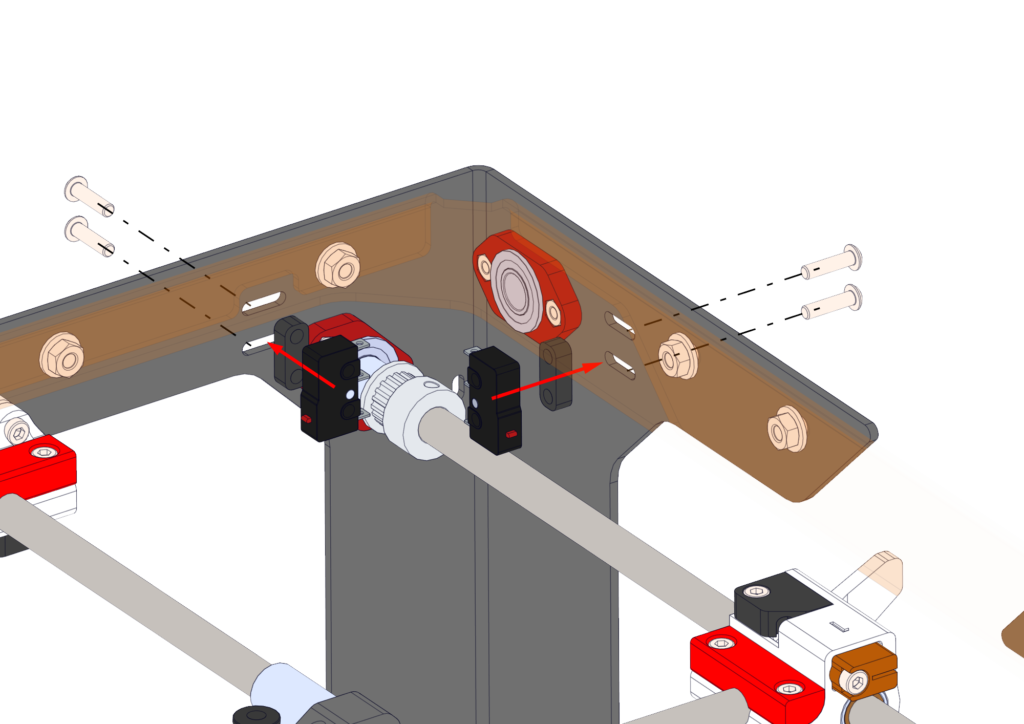
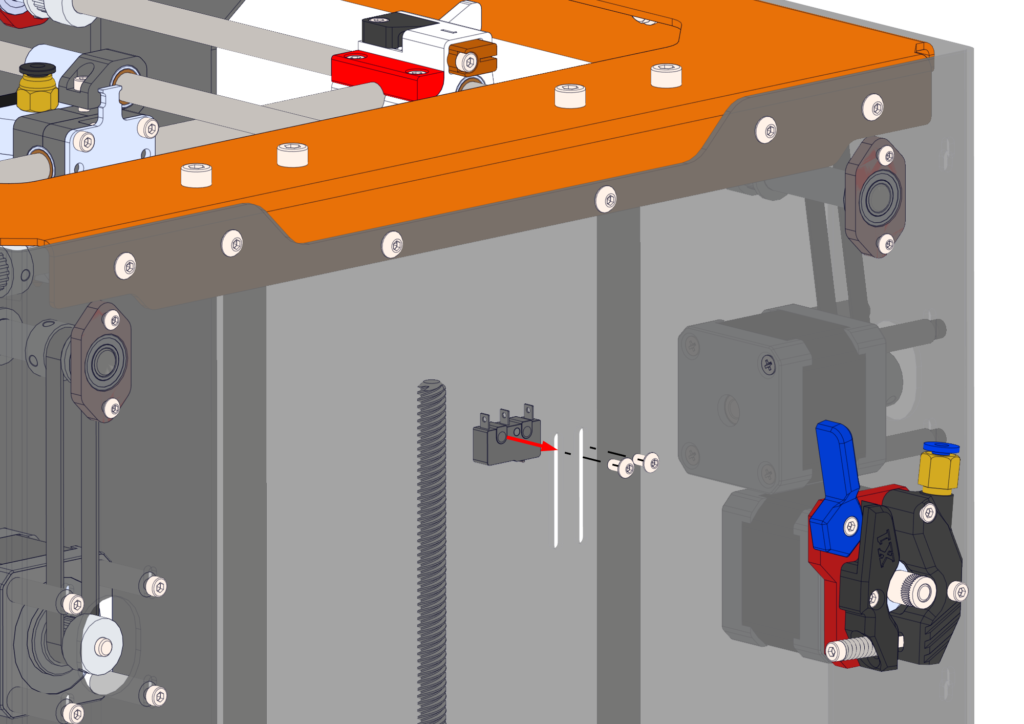
Нарезка резьбы в пластике считается дурным тоном, но в данном случае это оптимальный вариант закрепить концевые выключатели, так как использование для крепления винтов М2,5 и закручивание с обратной стороны гайки усложняет процесс установки и регулировки концевых выключателей в нужное нам положение.
Концевой выключатель оси X устанавливается на переднюю стенку, оси Y на боковую. При установке запомните какой концевой выключатель на какой стенке расположен, чтобы не перепутать их при подключении к плате управления.
Концевой выключатель оси X расположен за передней стенкой, головка при парковке движется справа налево. Концевой выключатель оси Y расположен на боковой стенке, головка при парковке движется от задней стенки к передней.
Для сборки необходимы:
Винт ISO7380 М3×6 — 4 шт.

По оси Z концевой выключатель мы решили оставить наверху (в положении min, то есть стол у сопла) чтобы каждый раз не гонять стол в нижнюю точку. Это усложняет процесс калибровки, увеличивает время начала печати и добавляет холостые ненужные перемещения стола и проводов.
Для сборки необходимы:
Винт ISO7380 М3×6 — 2 шт.
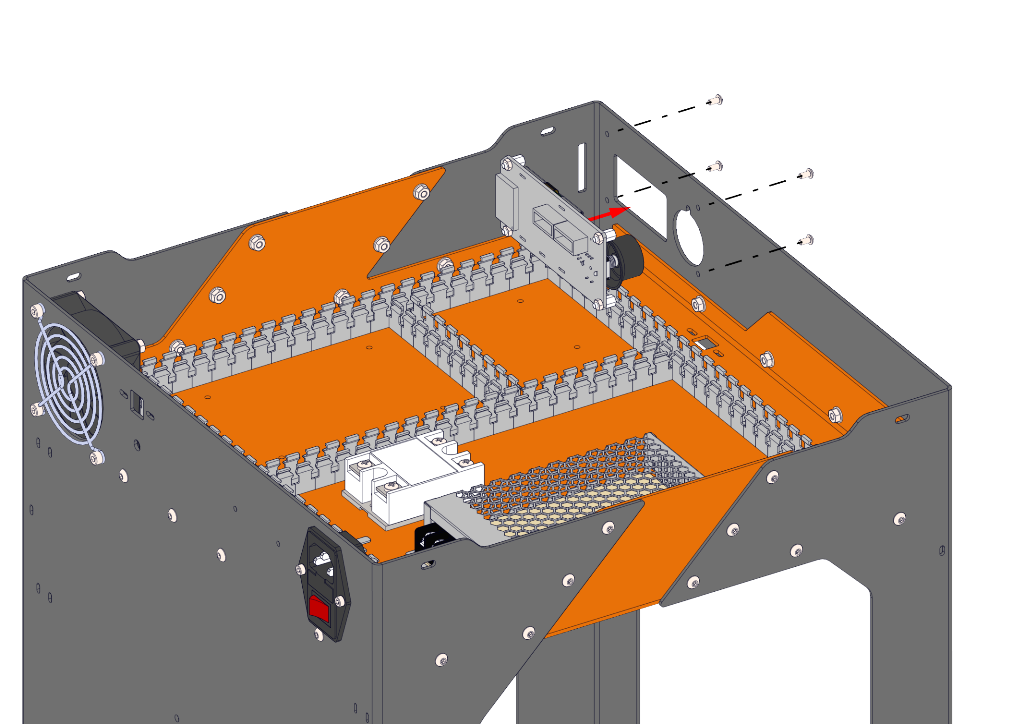
Приступим непосредственно к установке всех необходимых электрокомпонентов.
Начнем с установки разъема питания 220 Вольт в корпус принтера. Следите за тем чтобы кнопка включения располагалась выше разъема.
Для сборки необходимы:
Винт Din 912 М3×8 — 2 шт.
Гайка М3 — 2 шт.

Далее монтируем блок питания, с обратной стороны закручивая винты Iso7380 M3*6. Располагайте выводы блока питания к задней стенке, там, где в дальнейшем будет установлена розетка 220 Вольт.
В KIT-наборе блок питания уже закреплен в корпусе, снимать и крепить заново его не нужно!
Для сборки необходимы:
Винт ISO7380 М3×6 — 2 шт.

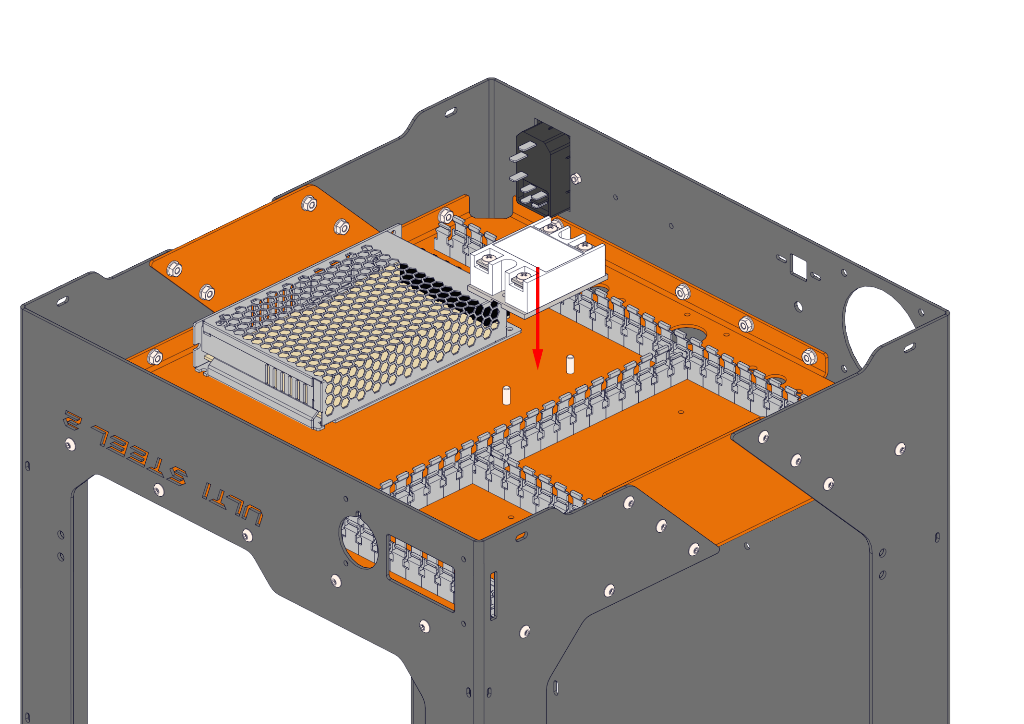
Далее смонтируем твердотельное реле. В KIT-наборе используется нагревательный элемент стола на 220 вольт, поэтому для его коммутации необходимо реле (по сути, тиристорная сборка). Следует использовать AC/DC реле, сигналы управления – постоянным напряжением, нагрузка – переменное.
Для сборки необходимы:
Винт ISO7380 М4×12 — 2 шт.
Гайка М4 — 2 шт.
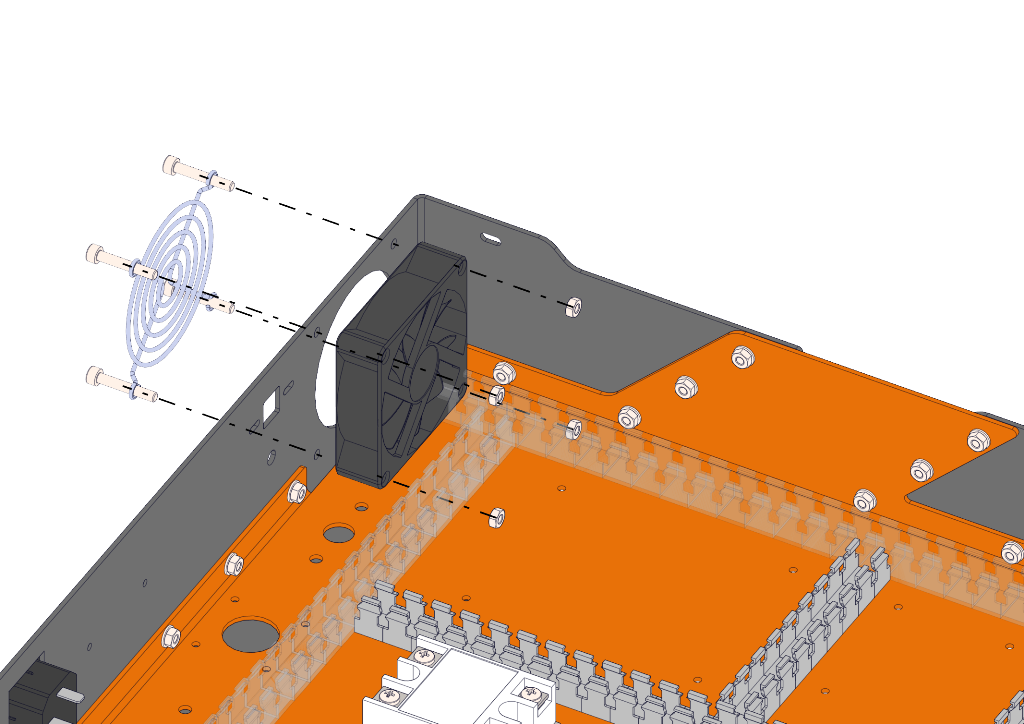
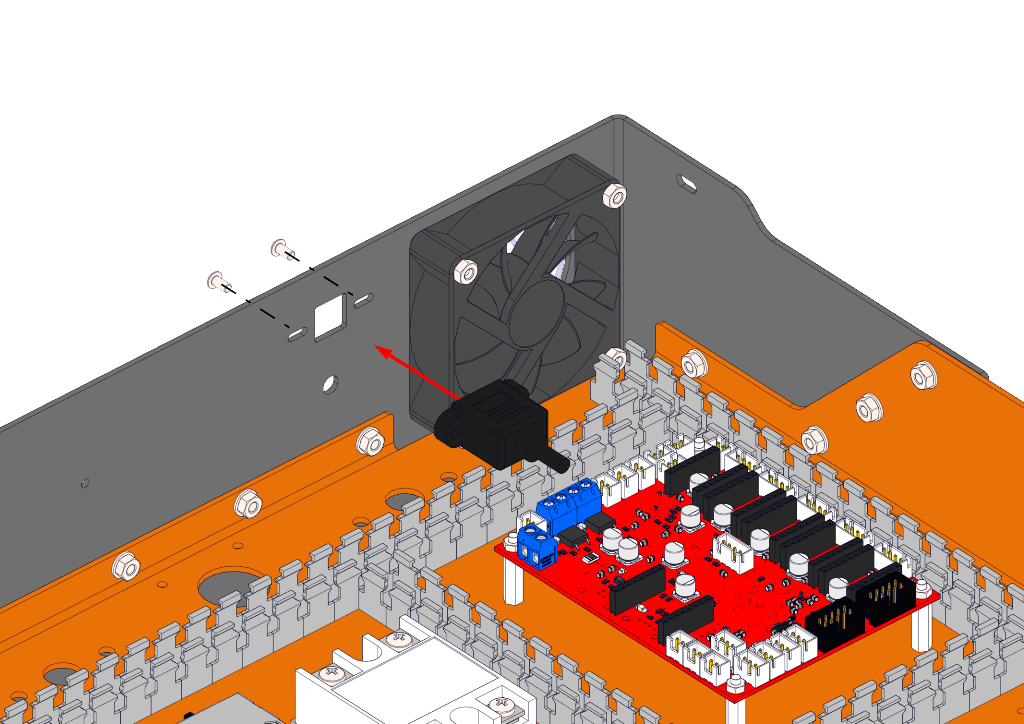
С переходом на другой вид драйверов стало необходимо установить кулер для их охлаждения. Так как мы не хотели сильно увеличивать отсек электроники, пришлось применять не очень распространенный стандарт кулеров 70*70*15 мм.
Кулер крепится на четыре винта М4*25 с внутренней стороны корпуса. Не перепутайте сторону кулера, он должен работать на вдув (наклейка должна смотреть внутрь корпуса). А также не забудьте установить с внешней стороны защитную решетку.
Для сборки необходимы:
Винт ISO7380 М4×25 — 4 шт.
Гайка М4 — 4 шт.
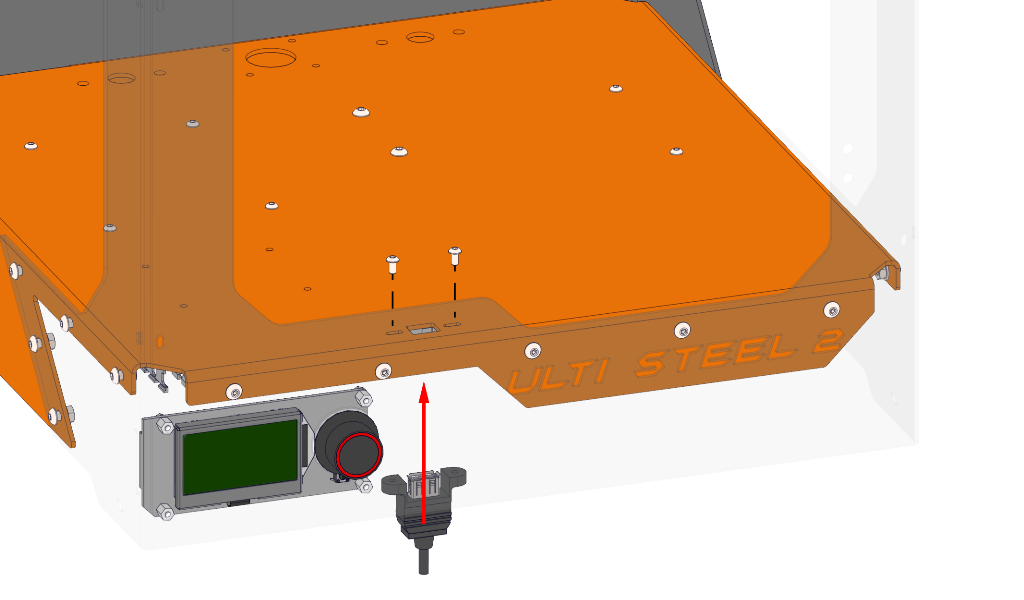
Из электроники осталось самое главное: дисплей и основная электроника. Для установки дисплея, прикрутите 10-ти мм стойки в крайние отверстия.
Для сборки необходимы:
Стойка для ПП М3×6 — 4 шт.
Гайка М3 — 4 шт.
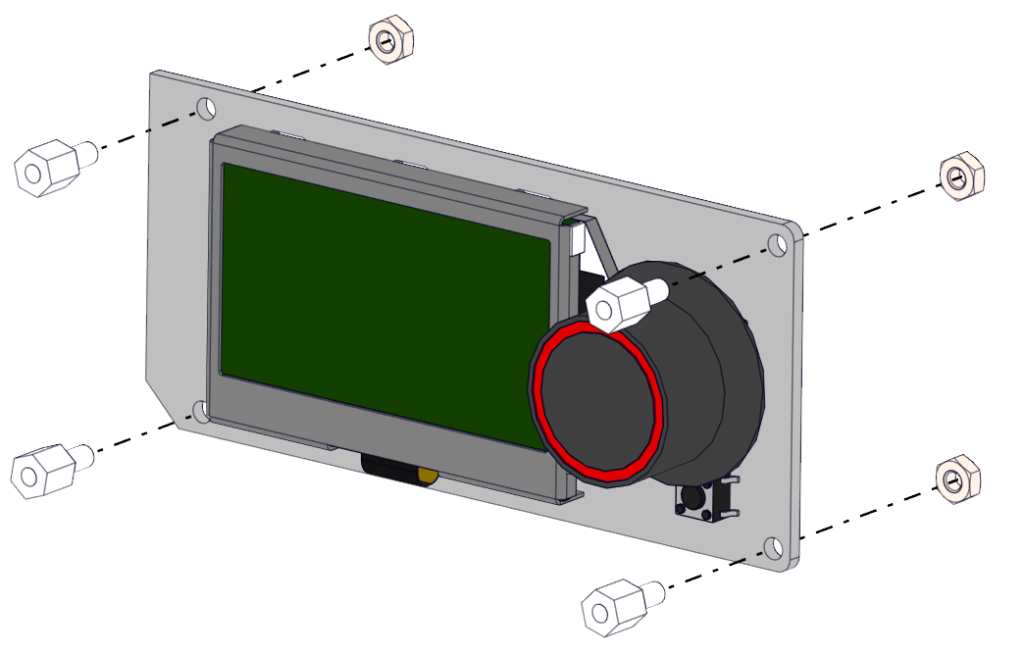
Далее смонтируйте дисплей в переднюю панель корпуса.
Для сборки необходимы:
Винт Iso 7380 М3×6 — 4 шт.
Перед тем, как завершить сборку и установить Управляющую электронику, имеет смыл установить USB удлинители. В комплекте с принтером поставляются все удлинителя: USB-A и USB-B. Первый служит для печати файлов с USB карт памяти, второй для подключения принтера к ПК.
USB-A переходник устанавливается на нижнее основание отсека электроники и крепится двумя винтами м3*6
Для сборки необходимы:
Винт Iso 7380 М3×6 — 2 шт.
USB-B переходник устанавливается аналогично, но на заднюю стенку.
Для сборки необходимы:
Винт Iso 7380 М3×6 — 2 шт.
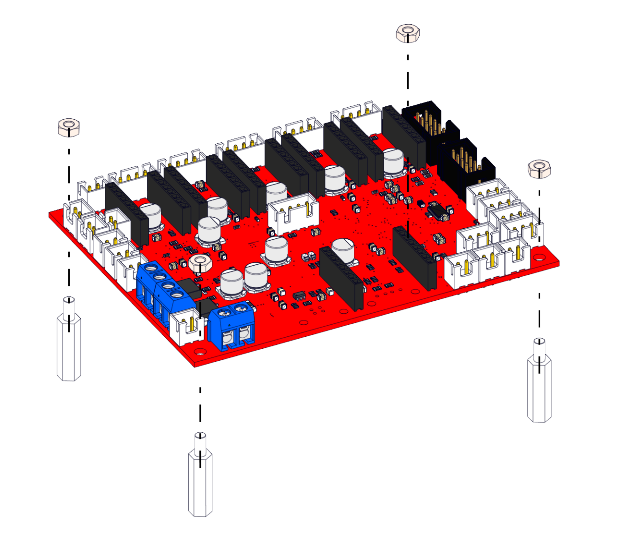
При монтаже платы управления стоит для начала установить её на стойки для ПП (печатных плат), как показано на рисунке ниже. В отличии от фанерного UlTi здесь мы применяем высокие стойки, чтобы плата была выше кабель канала.
Для сборки необходимы:
Стойка для ПП М3×20 — 4 шт.
Гайка М3 — 4 шт.
Далее можно приступить к установке платы непосредственно в корпус. С обратной стороны плата крепится винтами М3*6.
Для сборки необходимы:
Винт Iso 7380 М3×6 — 4 шт.
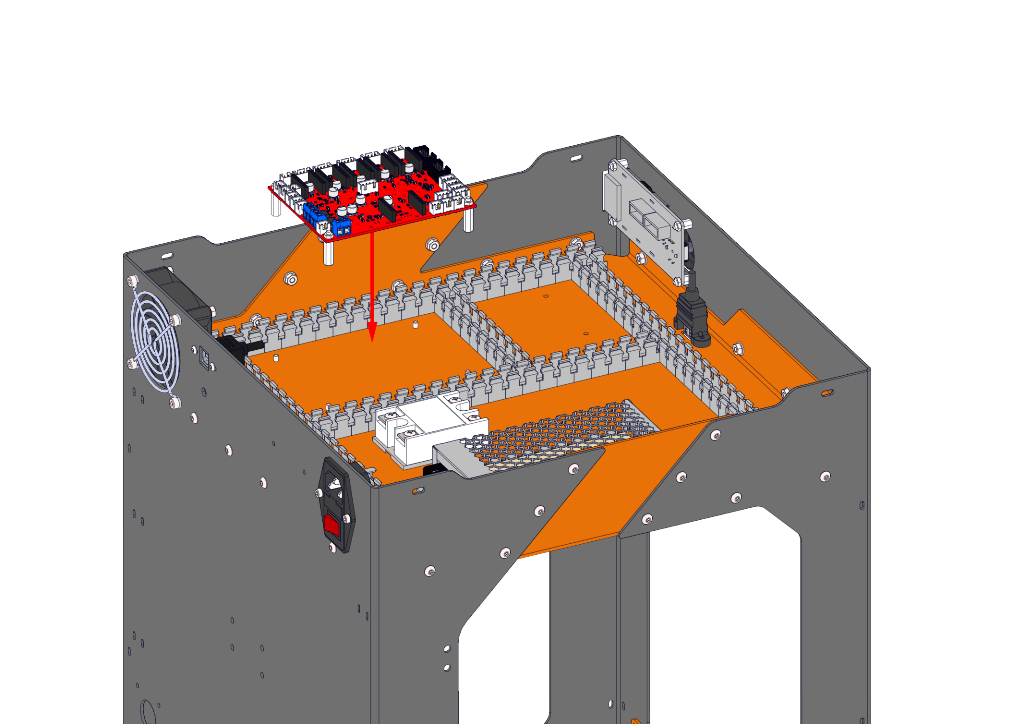
В KIT-наборе драйверы уже установлены на плату во избежание не правильной установки. Вам останется только наклеить на них радиаторы.
При установке радиаторов следите за тем, чтобы корпус радиатора не касался элементов и контактов драйвера.
В отличии от всех существующих плат со съемными драйверами ШД, в Cherry3D не требуется устанавливать перемычки на плате. Любой драйвер полностью настраивается программным способом через config файл. Поэтому самое главное не перепутать положение самого драйвера при монтаже электроники.
Когда основные элементы электроники закреплены, для безопасности мы можем закрыть отсек электроники крышкой и в дальнейшем открывать при необходимости. На крышке так же установлены мягкие ножки, которые предотвращают шум, а также не дают поцарапать ни ваш стол, на котором собирается принтер, ни сам принтер.
В крышке установлены резьбовые клёпки для того, чтобы скрепить крышку с корпусом четырьмя винтами М4*12. В комплекте так же поставляются 4 фторопластовых шайбы. Они служат прокладкой, что бы не передавливать винты и не портить краску на корпусе.
Для сборки необходимы:
Винт Iso 7380 М4×12 — 4 шт.
Фторопластовая шайба М4 — 4 шт.

Укладка проводов- больная тема для многих. Требуется много терпения и упорства чтобы уложить провода правильно и аккуратно.
Начать прокладывать провода стоит с самой дальней точки нашего принтера — Печатающей головки.
Отодвиньте её в правый ближний угол (если мы смотрим на лицевую панель принтера), то есть самую дальнюю точку.
Далее начните вставлять провода в гофру. Старайтесь делать это так, чтобы провода сильно не переплетались и заходили строго друг за другом.
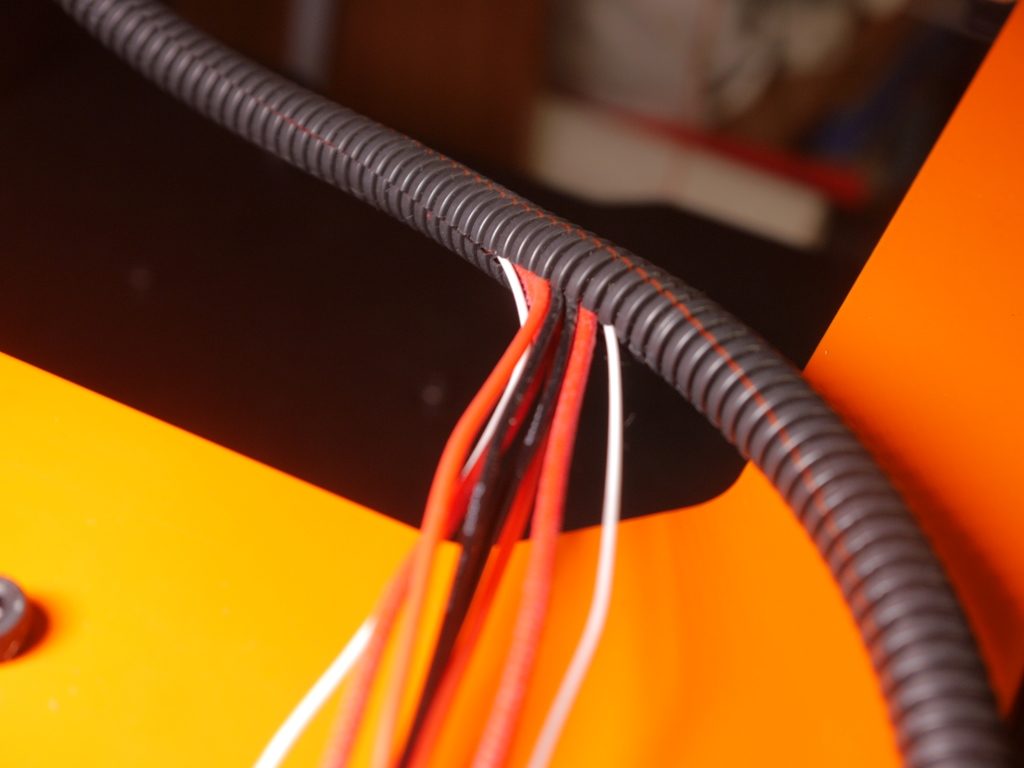
Провода с гофрой у печатающей головки следует закрепить стяжкой к специальному «язычку» на пластине держателя кулеров обдува модели.
Натяните гофру таким образом, чтобы не было сильного натяжения проводки и она шла к печатающей головке по плавной дуге.

В левом дальнем углу принтера, в верхней крышке. имеется специальная прорезь, куда следует продеть шлейф от печатающей головки и закрепить стяжкой в верхней части корпуса.

Шлейф печатающей головки проходит в углу вдоль всего корпуса. Рядом с ним укладываются провода концевого выключателя и двух двигателей.

Последним, на что стоит обратить особое внимание — крепление провода нагревательного стола. Этот провод так же вставляется в тонкую гофру, стяжкой фиксируется на стальном основании стола.

Провода нагревательного стола к корпусу должны крепиться следующим образом: стол поднимается в максимально верхнее положение; провод прокладывается вдоль стенки и закрепляется только на две нижние стяжки (в этом случае при опускании стола вниз провод просто аккуратно сложится по дуге).

- 1
- 2
- 3
- 4
Если вы приобрели готовый KIT-набор, то, вероятнее всего, прошивка уже предустановлена и настроена. Но функционал платы постоянно расширяется, поэтому не лишним будет проверить актуальную версию прошивки.
Обновление ПО на платах Cherry3D выполнена максимально просто.
- Скачайте последнюю актуальную версию прошивки из соответствующего раздела на сайте.
- Распакуйте файлы frw32u.bin и config.txt на USB карту памяти (лучше всего использовать комплектую карту Kingston DataTreler 100 G3 32GB)
- Вставьте USB карту памяти в принтер и перезагрузите его. Процесс обновления прошивки может занять некоторое время. Не выключайте питание пока контроллер полностью не загрузится.
- Если прошивка прошла успешно, на экране дисплея и в пункте меню «Сервис >Данные принтера» обновиться версия прошивки, а так же файлы на USB карте памяти переименуются на: «frw32u.old» и «config_uploaded.txt«
Протестировать принтер после сборки можно двумя способами:
- Через меню принтера поочередно вызвать необходимые функции;
- Подключить принтер к ПК и через интерфейс программы Pronteface и командную строку получить всю информацию о принтере.
Первый вариант предпочтительней, так как вам не нужно искать и устанавливать драйверы, длинный провод и разбираться с консолью.
Если вы все же хотите разобраться как настраивать принтер через консоль, всю информацию мы вынесли в отдельную статью.
Принтер оснащен автоматической защитой от перегрева и непредсказуемых температурных скачков. Поэтому принтер оповестит вас о проблеме, если во время нагрева или печати возникнет какая либо проблема.
Для запуска нагрева печатающей головки из меню принтера вызовите команду Главное меню > Температура > Преднагреть PLA
Далее следите за тем, чтобы на экране температура печатающей головки и нагревательного стола начала увеличиваться. Если всё работает корректно, температура успешно достигнет заданных значений (+-2 градуса).
Какие неисправности могут возникнуть:
- Температура не начала увеличиваться ни на одном из нагревательных элементов.
Через 4 секунды бездействия контроллер выдаст ошибку и уйдёт в защиту, потребуется перезагрузка. Следите за показателями на экране. При такой проблеме следует отключить питание принтера и ещё раз проверить правильность подключения проводки принтера, чаще всего проблема в этом. - Температура увеличивается на соседнем нагревателе. (Вместо печатающей головки температура растет на столе)
Скорей всего перепутано местами подключение термисторов, либо питание нагревательных элементов. Чаще всего первый вариант. - При включении принтер показывает максимально возможную температуру на экране ~300°C.
Термистор в коротком замыкании. Проверьте провод, часто при неправильной установке термистора в нагревательный блок его контакты коротят. - При включении принтер показывает минимальную температуру на экране ~-14°C.
В этом случае термистор не подключен, имеет разрыв или подключен не в тот разъем.
Первым делом необходимо проверить правильность подключения концевых выключателей. Для этого в сервисном меню существует специальная функция:
Главное меню > Сервис > Статус датчиков
X_min:1 pin c14:1
Y_min:0 pin c13:0
XZ_min:0 pin c15:0Вызвав данную функцию можно в режиме реального времени нажимать на концевые выключатели и смотреть их статус на экране. При нажатом концевом выключателе статус у данной оси сменится с 0 на 1. Нажмите поочередно на каждый датчик, что бы убедиться что они работают и подключены в правильные разъемы.
Далее через меню принтера вызовите команду парковки: Главное меню > Движение > Парковка XYZ
Первой должна начать перемещаться ось X — движение справа налево.
Далее ось Y — движение от задней стенке к передней. После чего стол должен подняться к соплу.
При правильной работе печатающая головка доедет в левый, ближний к вам, угол, коснется концевого выключателя, отъедет от него на небольшое расстояние и подъедет снова, окончательно остановившись. Если принтер ведёт себя именно так, то проверка двигателей осей XYZ и концевых выключателей на этом закончена.
При невнимательной сборке принтер не всегда ведёт себя нормально. Далее рассмотрены случаи наиболее распространенных ошибок:
- Оси едут не в ту сторону, упираются в стенку и начинают дребезжать.
В этом случае отключите питание принтера, отведите головку в середину и запустите парковку заново. При этом внимательно следите за тем в какую сторону начала двигаться печатающая головка. Чаще всего данная проблема вызвана неправильным подключением двигателей X и Y, шлейфы питания моторов просто перепутаны местами. - Оси едут в правильном направлении, но не останавливаются в нулевой точке, а пытаются дальше продолжить движение и дребезжат.
Чаще всего это свидетельствует о том, что перепутаны местами шлейфы подключения концевых выключателей. Убедиться в этом довольно просто: при повторной парковке следует нажать на концевой выключатель соседней оси, а не к той, к которой едет ось. В этом случае просто подключите правильно разъёмы концевых выключателей. Напомним, что концевой выключатель оси X находится за передней стенкой, оси Y- на боковой. - Головка перемещается в противоположную сторону, но отъезжает на небольшое расстояние и останавливается.
В принтере установлены нормально замкнутые концевые выключатели. Это необходимо, чтобы при физическом дефекте концевика, либо его неправильном подключении, контроллер думал, что концевой выключатель уже нажат, а не пытался уехать за пределы области печати. Если вы наблюдаете такое поведение, проверьте, правильно ли вы подключили сами разъемы.
Бывают очень редкие случаи, когда попадаются бракованные элементы и выше описанные проверки не дают должных результатов. В этом случае не пытайтесь самостоятельно устранить проблему, напишите в тех. поддержку service@ivilol.ru, наши специалисты помогут вам разобраться с ней.
Подготовку принтера к печати мы вынесли в отдельную инструкцию, доступную по данной ссылке.
Вы успешно закончили сборку вашего принтера Ulti Steel.
Мы надеемся, сборка принтера принесла вам удовольствие и не доставила трудностей. Мы настоятельно рекомендуем после сборки обкатать принтер, разобраться с базовыми, стоковыми настройками, до того как устанавливать какие-либо улучшения.
Настройку слайсера мы вынесли в отдельную инструкцию. Это сделано ради того, чтобы не путать пользователя во время непосредственной сборки.
Подробную инструкцию по установке и настройке слайсера Cura 4.x вы можете найти по этой ссылке
Первое время могут возникать некоторые дефекты на моделях, это может быть связано с особенностями сборки и настройки механики принтера, настройки слайсера, качества пластика и т.д. Поэтому, если Вас не устраивает качество печати, отправьте фотографии моделей с описанием настроек слайсера, типа и марки пластика, на почту Service@ivilol.ru. Мы подскажем, с чем может быть связан дефект и поможем его устранить.

Инструкции
Инструкции
Инструкция по сборке UlTi Steel v2.1
Данная инструкция предназначена для владельцев KIT-наборов UlTi Steel v2.x.
В архиве хранятся инструкции для более ранних ревизий принтеров.
Архив инструкций
- UlTi Steel v1.0 — Первая версия принтера. Дисплей старого образца, драйверы 2208 StandAlone
- UlTi Steel v1.1 — Дисплей нового образца (128*64)
- UlTi Steel v2.0 — Новая плата управления Cherry3D
- Инструкция по эксплуатации UlTi Steel v1.x
Инструкция по эксплуатации UlTi Steel v2.x
Данная инструкция обязательна к прочтению всем пользователям UlTi Steel v2.x. В инструкции собрана вся информация для корректной настройки и обслуживания принтера
slicer 3d
Настройка Cura 4.x
Описание базовых настроек слайсера.
Настройка Cura 15.04.6
Старая версия слайсера Cura, значительно проще в освоении. Рекомендуется для изучения новичкам.
Дополнительные материалы
Установка Led светильников в UlTi Steel v2.0
Инструкцию по установке и подключению подсветки для принтеров UlTi Steel 2.0
Если после прочтения у Вас еще остались вопросы, напишите нам:
- электронная почта: 3d@3dslon.ru
- группа VK: vk.com/3dslon
- Telegram: @alex3dslonru
- WhatsApp: +7 966 355-14-33
Инструкция по сборке UlTi Steel v1.1.x
Инструкция по сборке UlTi Steel v2.x
Ниже приведена инструкция по сборке kit-набора 3d-принтера Ulti Steel v1.1.x
Сборка корпуса.
Корпус поставляется в собранном виде и для дальнейшей работы разбирать его не требуется. Можно перейти к следующему шагу — сборка оси Z. Но если по каким-либо причинам вы все же разобрали корпус, то ниже представлена инструкция по сборке.
Правильный порядок крепления элементов.
Корпус состоит из 4 элементов: 2 черные стенки (передняя и задняя) и 2 оранжевые крышки (горизонтальные), собирается на винты М4*10.
Винты закручиваются в строго определенном порядке. Сначала необходимо закрутить винты на передней и задней части корпуса, а лишь потом на боковых гранях.
Для сборки корпуса понадобятся хорошие шестигранники, которые не сорвутся после первого винта. Закручивать винты при сборке корпуса следует со значительным, но не чрезмерным усилием.
Для сборки необходимы:
Винт ISO 7380 М4×8 — 46 шт.
Гайка М4 — 46 шт.
Шайба М4 — 46 шт.
Ось Z.
В принтере UlTi Steel повышенная жесткость оси Z и алюминиевые крепления валов, которые устраняют любые возможные перемещения вала.
Сборка стола (HeatBed).
Силовой каркас стола состоит из четырех частей: основания стола, усиливающих уголков, опорной пластины гайки и алюминиевой нагревательной платформы.
Общий вид стального стола:
Сборку стола следует начать с установки усиливающих уголков. Они служат для устранения вибрации и резонанса пластины, а также как дополнительные ребра жесткости стола. Их установка обязательна.
Для сборки необходимы:
Винт DIN 912 М4×10 — 10 шт.
Гайка М4 — 10 шт.
Далее монтируем гайку ходового винта на опорную пластину гайки. Гайка устанавливается длинной частью вверх. В кит-наборе гайка накручена на трапецеидальный винт.
Для сборки необходимы:
Винт DIN 912 М3×8 — 4 шт.
Гайка М3 — 4 шт.
Далее крепим линейные подшипники LMK12LUU и две основные несущие части: основание стола и опорную пластину гайки на винты М4, не забыв подложить шайбы под гайки.
Если подшипники очень плотно вставляются в отверстия — уберите на кромке выреза краску. Такая плотная посадка сделана специально для центрирования подшипников и задания максимально точного расстояния между осями валов.
Для сборки необходимы:
Винт DIN 912 М4×12 — 8 шт.
Гайка М4 — 8 шт.
Шайба М4 — 8 шт.
Далее устанавливаем алюминиевую нагревательную платформу с наклеенным под нее нагревательным элементом.
В качестве него используется силиконовый нагреватель 200×200 мм, 200 Ватт, 220 Вольт. Данный нагревательный элемент нагревается быстрее аналогов и стабильно поддерживает температуру.
Перед установкой пластины необходимо вкрутить потайные винты в алюминиевую нагревательную пластину и законтрить их с обратной стороны винтами М3.
В Ulti Steel используются 3 точки крепления, так как плоская поверхность задается именно 3-мя точками, четвертая всегда будет мешаться при настройке. Но в самой пластине предусмотрено 5 отверстий для возможности крепления по 3 или 4 точкам.
Для сборки необходимы:
Винт М3×25 (потайная головка) — 3 шт.
Гайка М3 — 3 шт.
Барашковая гайка М3 — 3 шт.
Пружина — 3 шт.
Далее устанавливаем алюминиевую пластину на силовую платформу, не забывая при этом установить пружины. Пружины нужны для компенсации наскока сопла на препятствие во время печати и для упрощения калибровки стола.
После того, как винты платформы пройдут через отверстия с обратной стороны стола, можно закрутить барашковые гайки. Первично закрутите гайки так, чтобы пружины сжались почти полностью. Оставьте небольшой зазор, чтобы хватило на регулировку уровня стола в дальнейшем.
Провод нагревательного элемента проходит по правой стороне и крепится специальными скобами.Так провод надежно крепится, не мешает винтам и при частых сгибах не переломится у нагревательного стола. Дополнительно стоит закрепить провод нейлоновой стяжкой к стальной пластине.
На алюминиевую пластину можно положить стекло и закрепить канцелярскими прищепками. Но лучше это делать после сборки принтера перед первой печатью, чтобы не разбить стекло раньше времени.
Монтаж направляющих валов.
Установку валов и стола удобней проводить, когда принтер лежит на задней стенке.
Проденьте валы до середины через нижние отверстия, затем вставьте в линейные подшипники стола.
Перед установкой линейных подшипников LMK12Luu можно добавить в них густой пластичной смазки, например Литол, Рубин МС 1520 ВМПАВТО, LIQUI MOLY LM 50 Litho HT 7569 и подобные им. В кит-наборе смазка нанесена.
После чего наденьте на вал крепление SHF 12 так, чтобы стягивающий винт смотрел вверх.
Закрепите опоры SHF 12 винтами М5 к верхней крышке принтера. Затем со стороны отсека электроники так же закрепите две нижние опоры.
Для сборки необходимы:
Винт DIN 912 М5×16 — 4 шт.
Гайка М5 — 4 шт.
После того, как вы проверите плавность хода стола, можно затянуть контрящие винты опор SHF 12.
Усилие, с которым необходимо затягивать винт, следует выбрать следующим образом:
- Начните затягивать винт, одновременно немного прокручивайте вал в опоре.
- Как только вал перестанет вращаться, дотяните винты на 1/4-1/3 полного оборота. Этого усилия будет достаточно для надежной фиксации вала.
После выполнения данных операций желательно ослабить винты, крепящие опоры SHF 12 к верхней крышке принтера, передвинуть стол к верхней крышке принтера, затянуть винты, крепящие опоры SHF 12. Аналогичную операцию провести с креплениями с нижней части принтера.
После сборки еще раз проверьте плавность хода стола.
Не переворачивайте принтер, пока не установите ходовой винт или не опустите стол в нижнюю точку.
При перевороте принтера стол из-за своей массы с большой скоростью может удариться о нижнюю или верхнюю крышку. Будьте предельно аккуратными.
Установка привода оси Z.
В Ulti Steel используется шаговый двигатель с муфтой и винтом, это недорогое и эффективное решение. Поэтому гайка винта вынесена выше плоскости основной пластины.
Сначала вкрутите винт в ходовую гайку хотя бы на 1/4 длины винта. Далее ослабьте все винты жесткой муфты и наденьте ее на вал до упора.

Для оси Z используется двигатель 17HS4401 (меньшего размера). Вставьте его в муфту с обратной стороны и затяните стопорные винты.
Следите за тем, чтобы вал двигателя и ходовой винт максимально глубоко вставлялись в муфту, а один из стопорных винтов муфты (со стороны двигателя) располагался напротив лыски на валу мотора.
Теперь можно установить двигатель в нижнюю крышку и закрепить винтами с полукруглой головкой М3×6.

Для сборки необходимы:
Винт ISO7380 М3×6 — 4 шт.
Следите за тем, чтобы разъем мотора «смотрел» на переднюю стенку.
Печатающая головка.
Конструкция большинства современных печатающих головок сходна, отличаются по большей части только габаритные размеры и способ крепления элементов.
Печатающая головка, она же HotEnd, состоит из:
- Сопло
- Нагревательный блок
- Нагревательный элемент (цилиндрический картридж)
- Датчик температуры (термистор)
- Термобарьер
- Радиатор
- Кулер
- Фитинг для трубки

Принцип работы всех печатающих головок — немного размягченный пластик расширяется в канале, образуется своеобразный «поршень», который давит расплавленную массу пластика к соплу. Этот «поршень» создается самим пластиком в месте резкого перехода между горячей зоной HotEnd’а и холодной.
Если канал чист и не имеет каких-либо лишних полостей, а также обеспечивается достаточная температура горячей зоны и эффективное охлаждение холодной, то пластик будет подаваться легко и в нужных объемах.
Сборка HotEnd.
В UlTi Steel используется CR8 HotEnd, так как он имеет небольшие габариты и его удобно крепить и обслуживать.
Сборку нужно совершать в следующей последовательности:
- Вкрутите сопло в нагревательный блок до упора. Сопло вкручивается со стороны винта, стягивающего прорезь для крепления нагревательного элемента.
- Вкрутите термобарьер до упора навстречу соплу. Воспользуйтесь плоскогубцами, при этом оберните гладкую поверхность термобарьера ветошью или плотной бумагой, чтобы не повредить посадочную поверхность. Чрезмерного усилия прилагать не нужно.
Проверьте наличие фторопластовой трубки внутри термобарьера.
- Вставьте термобарьер в радиатор и зафиксируйте двумя стопорными винтами М3 на торце радиатора.
Не используйте термопасты, фум-ленты и т.п. при сборке HotEnd.
Сборка печатающей головки.
В связи с использованием в Ulti Steel CR8 HotEnd количество печатных деталей сократилось до 2 штук, а для крепления остальных частей применяются вплавные латунные гайки.
В kit-наборе они уже установлены.
Далее будет информация, как правильно запрессовать такие резьбовые вставки (на случай замены печатающей головки).
В Ulti Steel втулки впрессовываются винтом и устанавливаются с противоположной стороны от винта, это значительно повышает устойчивость таких вставок к вырыванию.
Всего в печатающей головке 8 резьбовых вставок:
Необходимо закрепить втулки ULB8uu в печатающей головке.
Глубину установки втулок смотрите на фотографиях далее.
Для сборки необходимы:
Винт М3×12 — 4 шт.
Перед закреплением HotEnd необходимо собрать пластину — держатель кулеров обдува модели. Эта пластина служит одновременно элементом, к которому крепятся кулеры и который частично направляет поток воздуха в нужную область, а также своеобразным щитком, закрывающим провода.
Кроме того, у этой пластины есть специальный «язычок», к которому стяжкой фиксируются провода.
Установите центробежные кулеры на пластину так, чтобы открытая часть крыльчатки была обращена вниз, а окно для выдува воздуха «смотрело» на сопло. Кулеры крепятся винтами М2.
Для сборки необходимы:
Винт М2×10 — 4 шт.
Гайка М2 — 4 шт.
Далее можно устанавливать HotEnd. Он крепится на два винта М3×30 насквозь через радиатор. Это достаточно надежный и простой способ крепления.
Для сборки необходимы:
Винт М3×30 — 2 шт.
После сборки не спешите крепить пластину держателя кулеров обдува модели. Сначала необходимо правильно закрепить и уложить провода нагревательного элемента и термистора.
В kit-наборе Ulti Steel нагревательный элемент и термистор уже закреплены в HotEnd, их разбирать и пересобирать не нужно.
Сначала закрепите кулер так, чтобы наклейка смотрела на радиатор, а провод проходил сбоку, по ребру радиатора. Далее провод продевается сквозь отверстие в пластиковой детали.
Затем установите нагревательный картридж. Лучше, чтобы нагревательный элемент вставлялся с левой стороны (если смотреть прямо на HotEnd). Крепится картридж стяжным винтом снизу нагревательного блока.

Максимально аккуратно работайте с термистором, не перетягивайте винт.
Термистор крепится с правой стороны нагревательного блока и поджимается от выпадания винтом. Для лучшего термоконтакта используйте термопасту либо термопроводящий клей.



Последним этапом закрепите пластину крепления кулеров обдува модели сзади печатающей головки. Эта пластина также служит защитным кожухом для крепления проводов.
Для сборки необходимы:
Винт DIN 912 М3×8 — 2 шт.
Механика осей XY.
Объясним принцип работы механики Ultimaker’а.
Рассмотрим, каким образом можно перемещать печатающую головку по оси X и Y. Для перемещения по одной из осей X или Y необходимы направляющие валы, на которые будут опираться каретки. Для их перемещения требуется шаговый двигатель и ременная передача.
Так как каретки разнесены достаточно далеко друг от друга, то их необходимо синхронизировать, чтобы они двигались одновременно и в одну и ту же сторону.
Для этого есть два решения:
1) установка двух двигателей;
2) механическая синхронизация кареток посредством ремня и вращающегося вала. Компоновка с двумя двигателями допустима, но накладывает ряд ограничений и ведет к удорожанию конструкции, поэтому разумно физически синхронизировать движение кареток.
На иллюстрациях ниже показаны оси X и Y по отдельности, с двумя неподвижными валами, по которым перемещаются каретки одним валом синхронизации и одной направляющей для передвижения печатающей головки.
Удобство принтеров семейства Ultimaker состоит в том, что в качестве вала синхронизации движения кареток применяются направляющие валы соседней оси. Таким образом физически устраняется перекос кареток и снижается стоимость за счет направляющих и моторов. Также получается достаточно малая масса движущихся частей (моторы располагаются на корпусе и не перемещаются), что немаловажно в 3D принтерах, а удвоение ремня на каждой из осей положительно влияет на максимально возможные ускорения.
Но в данном случае нельзя использовать линейные подшипники типа LM8uu, так как они рассчитаны только на линейное перемещение, поэтому применяются бронзовые втулки. А из-за того, что направляющие валы вращаются во время движения кареток, появляются повышенные требования к ровности валов.
Установка концевых выключателей.
Перед установкой и сборкой направляющих валов XY удобней всего установить концевые выключатели осей XY.
В kit-набор входит комплект из 3-х концевых выключателей, полностью готовых к установке.
В данном случае нарезка резьбы в пластике — оптимальный вариант закрепить концевые выключатели, так как использовать для крепления винты М2,5 и закручивать с обратной стороны гайку усложняет процесс установки концевых выключателей в нужное положение.
Концевые выключатели на осях X и Y устанавливаются с 4мм проставками, чтобы отодвинуть концевой выключатель от корпуса.
Концевой выключатель оси X устанавливается на переднюю стенку, оси Y на боковую. При установке запомните, какой концевой выключатель на какой стенке расположен, чтобы не перепутать их при подключении к плате управления.
Концевой выключатель оси X расположен за передней стенкой, головка при парковке движется справа налево. Концевой выключатель оси Y расположен на боковой стенке, головка при парковке движется от задней стенки к передней.
Для сборки необходимы:
Винт ISO7380 М3×12 — 4 шт.
По оси Z концевой выключатель остается вверху (в положении min, то есть стол у сопла), чтобы каждый раз не гонять стол в нижнюю точку, т.к. это усложняет процесс калибровки, увеличивает время начала печати и добавляет холостые ненужные перемещения стола и проводов.
Для сборки необходимы:
Винт ISO7380 М3×6 — 2 шт.
Сборка кареток.
Перед сборкой осей необходимо подготовить каретки и полностью собрать их.
Установите в пластиковые каретки втулки ULB8uu и закладные гайки.
Перед установкой втулок удалите все неровности в пластиковой детали каретки, чтобы ничего не препятствовало их установке.
Количество метизов указано для сборки одной каретки. Все оставшиеся каретки собираются точно так же.
Для сборки необходимы:
Винт DIN 912 М3×10 — 2 шт.
Гайка М3 — 2 шт.
Установите закладные гайки, которые потребуются при креплении фиксаторов ремня и держателя вала.
Если какие-либо гайки вставляются со значительным усилием, проверьте наличие облоя или мелких неровностей в отверстиях пластиковых деталей. Аккуратно снимите все заусенцы надфилем.
Для сборки необходимы:
Гайка М3 — 4 шт.
Проделайте эту операцию со всеми четырьмя каретками.
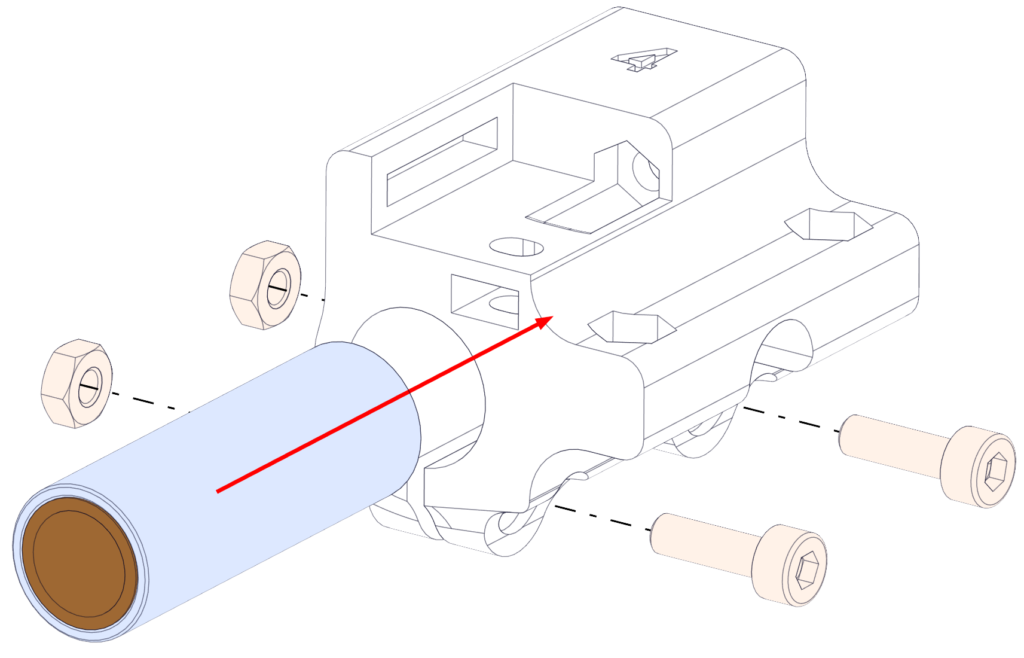
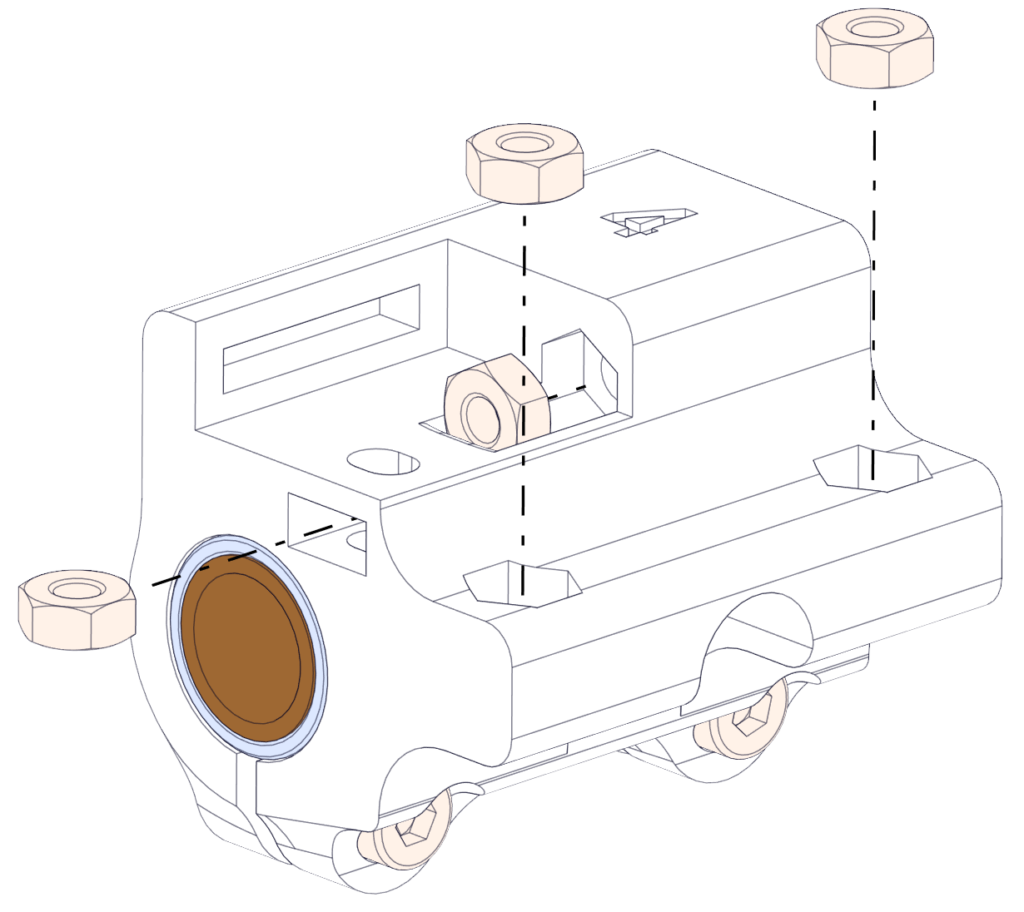
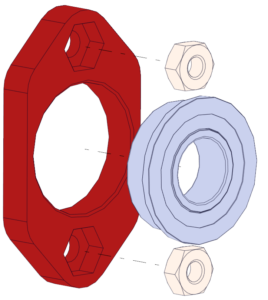
Сборка модуля крепления фланцевых подшипников.
Перед сборкой осей соберите модуль крепления фланцевых подшипников. Так как толщина стального корпуса всего 2 мм, то используются проставки корпуса для подшипников. Для их сборки нужно вставить закладные гайки и подшипник в пластиковый корпус.
Для сборки необходимы:
Гайка М3 — 2 шт.
Сборка направляющих XY.
В принтере на боковых стенках отсутствуют сквозные отверстия для вала 8 мм. Все оси полностью собираются на вал, а дальше просто вставляются внутрь корпуса и прикручиваются к держателям фланцевых подшипников.Такой способ монтажа отличается простотой сборки и высоким контролем посадки подшипника на вал.
Между торцом вала и краем проставки должен оставаться зазор, чтобы вал не упирался в корпус и не терся о него.
Если подшипники устанавливаются на вал с достаточно большим усилием, используйте молоток/киянку и легкими ударами («на весу») через любую проставку установите подшипник так, чтобы между краем вала и плоскостью проставки оставался зазор H= 1-1,5 мм (равномерно с обеих сторон).
Правильность установки подшипников можно проверить, вставив собранный вал в корпус с внутренней стороны. Если ось не вставляется, то необходимо глубже установить подшипники; если вал вставляется слишком легко, с большим зазором, то подшипники необходимо раздвинуть к краям вала.
Если подшипники на валу сидят достаточно свободно (их можно сдвинуть усилием пальцев, без применения молотка), то достаточно закрепить собранную ось в корпусе, после чего отрегулировать зазор вала относительно корпуса.
Внимание! Сборку осей необходимо начать с валов, которые находятся выше. Это оси, которые расположены вдоль передней и задней стенки, с номерами кареток 4 и 2 соответственно.
Ось X с кареткой №2 собирается в следующем порядке(рис.1):
- Модуль крепления фланцевых подшипников
- Проставка 3 мм
- Замкнутый ремень
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №2 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 22 мм
- Модуль крепления фланцевых подшипников
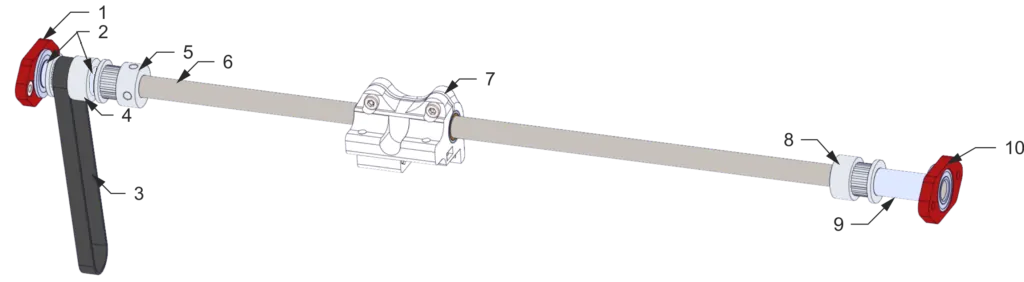
рис.1
Ось X с кареткой №4 собирается в следующем порядке(рис.2):
- Модуль крепления фланцевых подшипников
- Проставка 22 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №4 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 22 мм
- Модуль крепления фланцевых подшипников
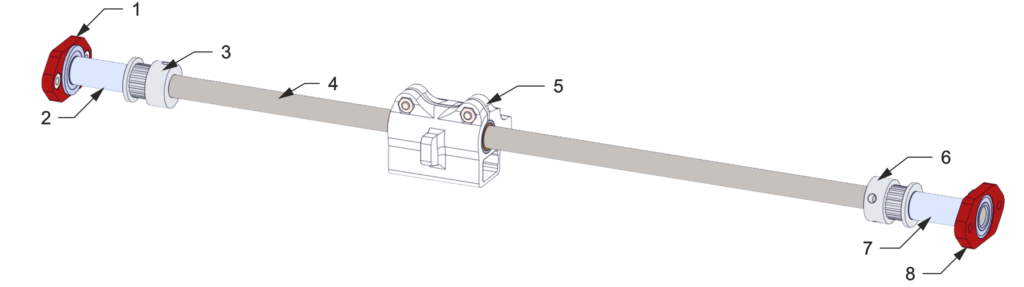
рис.2
Ось Y с кареткой №1 собирается в следующем порядке(рис.3):
- Модуль крепления фланцевых подшипников
- Проставка 9 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №1 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 36 мм
- Модуль крепления фланцевых подшипников
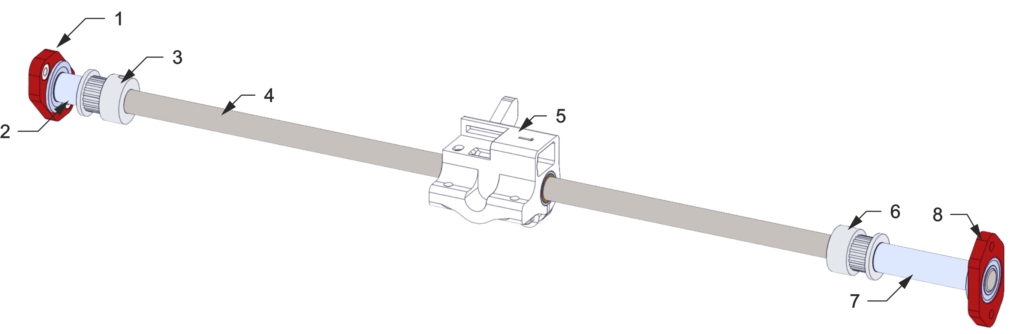
рис.3
Ось Y с кареткой №3 собирается в следующем порядке(рис.4):
- Модуль крепления фланцевых подшипников
- Проставка 3 мм
- Замкнутый ремень
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 17 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №3 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 9 мм
- Модуль крепления фланцевых подшипников
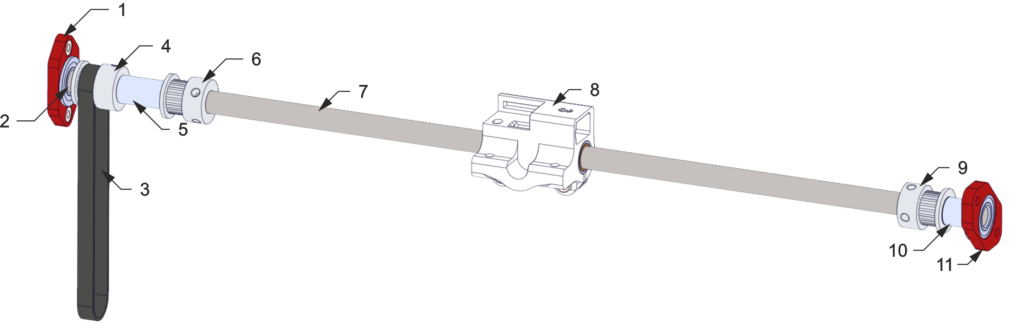
рис.4
Вид сверху порядка установки валов
Номера кареток обозначены по часовой стрелке.
Установка направляющих XY в корпус.
Чтобы установить собранную ось, нужно ее вставить и прикрутить к корпусу винтами М3×6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.(на 1 ось)
Установка крестовины и печатающей головки.
Вставьте валы сквозь втулки печатающей головки, затем опустите их в специальные углубления в каретках.
Проверьте посадочное углубление для вала крестовины на всех каретках. Если в них окажется мусор, остатки поддержек, артефакты печати и т.п., то в этом случае валы могут встать немного враспор и головка начнет перемещаться со значительным усилием.
Далее просто закрепите валы пластиковыми держателями.
Для сборки необходимы:
Винт М3×12 — 8 шт.
После окончания сборки этого узла попытайтесь руками переместить печатающую головку. Она должна перемещается достаточно плавно без явных заеданий.
Установка шаговых двигателей.
В kit-наборе Ulti Steel два больших двигателя и два малых. Большие двигатели с моментом 52 Н⋅см устанавливаются на оси X,Y. Малые двигатели с моментом 42 Н⋅см устанавливаются на экструдер и ось Z.
Зазор между шкивом и плоскостью шагового двигателя должен быть минимальным, буквально в толщину бумажного листа. Располагайте шкив тонким буртиком к двигателю.
Один из стопорных винтов шкива должен располагаться напротив лыски на валу двигателя. Это позволяет надежно закрепить шкив и предотвратить самопроизвольное прокручивание во время печати.
Теперь необходимо закрепить шаговый двигатель на корпусе принтера. Обязательно накиньте замкнутый ремень на оба шкива. В комплекте поставки имеется 8 сквозных проставок длиной 20 мм.
Для сборки необходимы:
Винт М3×25 — 8 шт.
Под головку винта необходимо подложить шайбу. Шаговый двигатель размещайте шлейфом или проводами вниз для более удобного монтажа.
Порядок сборки шагового двигателя оси Y аналогичен.
Натяжка ремней.
В UlTi Steel используются разомкнутые ремни, это экономичнее и универсальнее замкнутых. Для использования этих ремней были спроектированы каретки с возможностью натяжки ремня.
Перед натяжкой ремней все шкивы должны быть ослаблены и свободно прокручиваться на валу.
Натяжку ремня необходимо начинать с закрепления одного из его концов в неподвижный держатель ремня. Положите ремень гладкой стороной на каретку, сбоку вставьте неподвижный держатель ремня и установите винт М3×8.
Не спешите отрезать ремень, буквально 2-3 мм могут стать критичны при натяжке.
Для сборки необходимы:
Винт DIN 912 М3×8 — 1 шт.
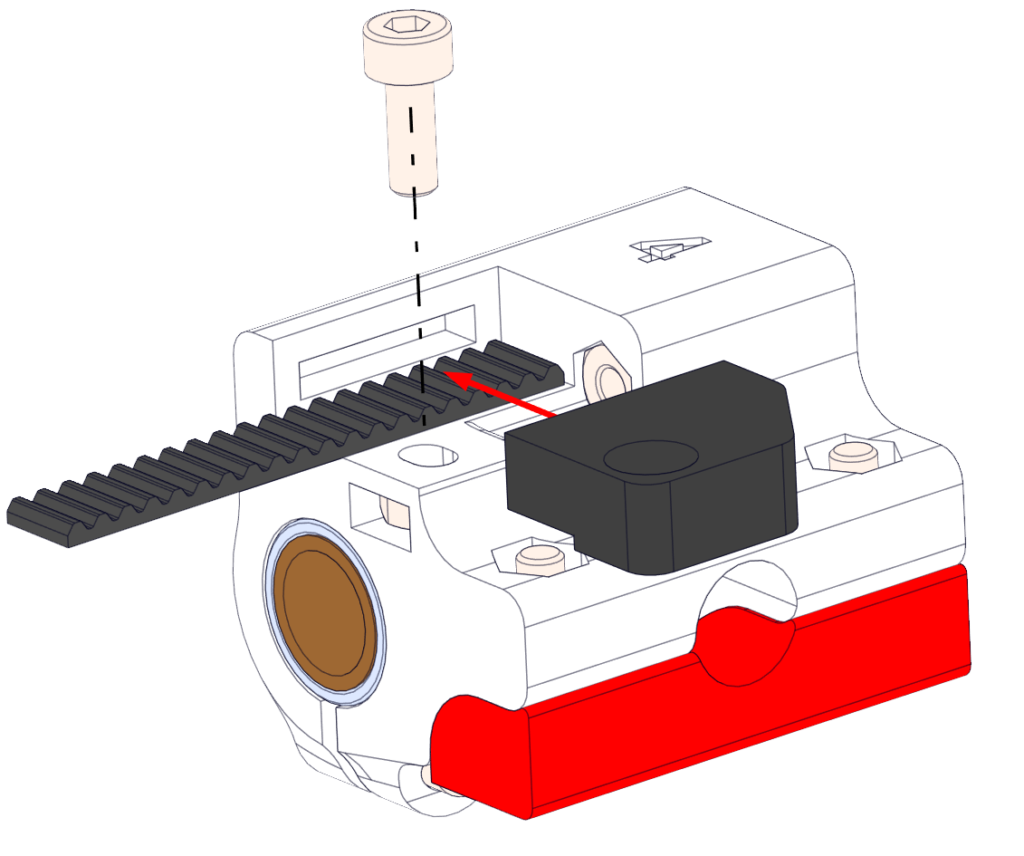
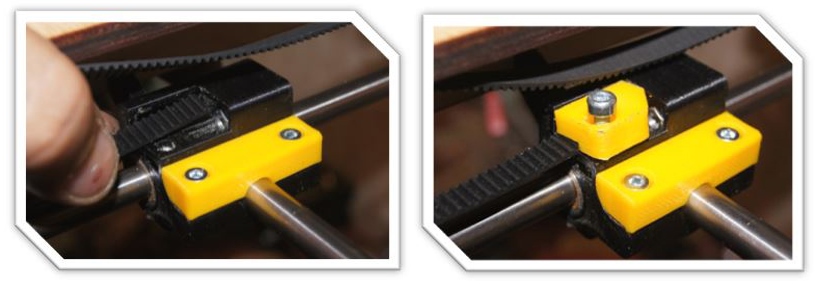

Далее пропустите весь ремень через оба шкива. Переместив каретку в середину вала, наденьте пружину на ремень. Далее проложите ремень вдоль каретки и отрежьте его примерно на ее середине.
Затем вставьте свободный конец в натяжитель ремня.
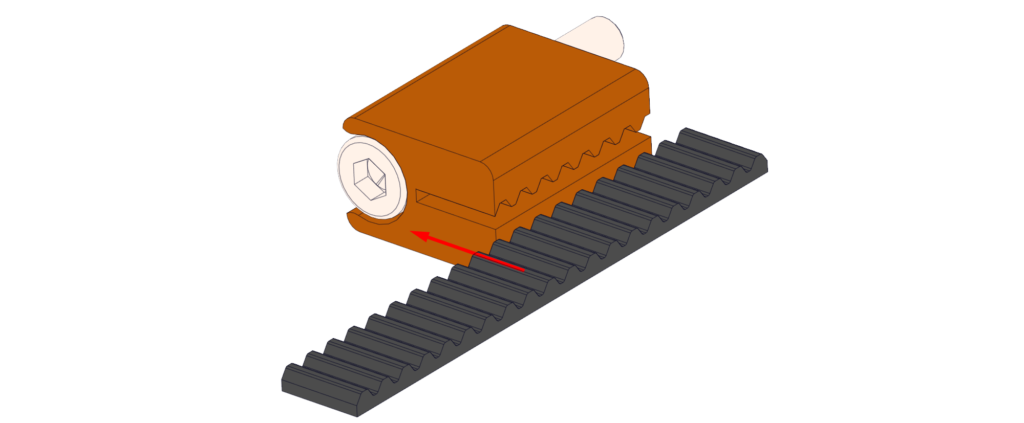
После этого вставьте натяжитель в каретку так, чтобы винт натяжки ремня попал в закладную гайку, и постарайтесь натянуть ремень.
Для сборки необходимы:
Винт DIN 912 М3×20 — 1 шт.
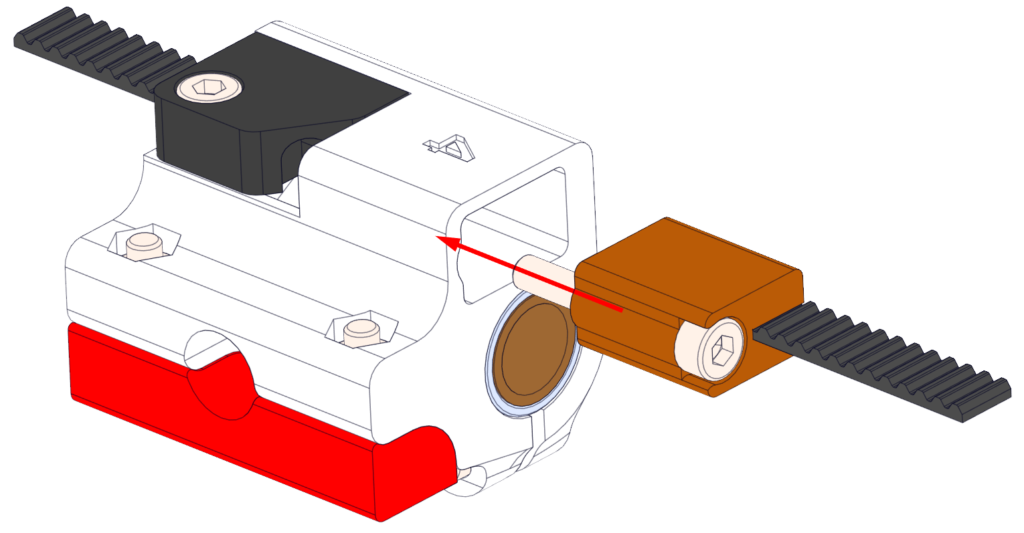
Процесс натяжки:
- Смонтировать ремни, но не натягивать.
- Расслабить винты на всех шкивах, которые установлены на 8 мм валах — они должны свободно вращаться на валах.
- Попарно равномерно натянуть ремни. Примерный вид натянутого ремня и пружины представлен на фотографии ниже. Если винт натяжителя затянут до упора, а ремень недостаточно натянут, то
выньте натяжитель, укоротите ремень на 1 или 2 зуба и повторите операцию. - Выровнять печатными упорами валы перекрестья параллельно валам у корпуса (скачать модели упоров).
- Продавить шкивы по направлению к подшипникам для того, чтобы выбрать возможный зазор.
- Произвести несколько нажатий на ремень возле шкива сверху и снизу, чтобы провернуть шкивы и убрать напряжения в обеих частях каждого ремня.
- Проконтролировать параллельность валов п.4.
- Зафиксировать все шкивы на один винт, следить чтобы шкив не провернулся от давления ключом.
- Проконтролировать параллельность валов п.4
- Полностью зафиксировать винты шкивов.
![]()
Примерный вид натянутого ремня представлен на фотографии ниже (если ремень натянут, то во время перемещения каретки не «скачет» на шкиве, а пружина не до конца разжата).

Подающий механизм Feeder.
Подающий механизм или Feeder является частью экструдера. В принтере UlTi Steel применен уникальный подающий механизм, имеющий ряд особенностей:
- Пруток при подаче не переламывается, а идет прямо по каналу. Это позволяет печатать любыми пластиками, даже Flex.
- Ступенчатая регулировка усилия прижима. Большинство подающих механизмов имеют либо статичную пружину, либо регулировку усилия прижима путем затягивания винта. В обоих случаях нельзя добиться оптимального, повторяемого усилия прижима для разных пластиков. Здесь это решено эксцентриковым прижимом.
- Быстрая заправка пластика одной рукой. Достаточно отщелкнуть эксцентрик, заправить пластик и обратно его защелкнуть.
- Работа с любыми видами подающих шестерен.
Сборка и монтаж на корпус.
Сначала необходимо установить закладные гайки в опорную плиту и закрепить его на корпусе принтера. С обратной стороны задней стенки винты фидера вкручиваются напрямую в шаговый двигатель.
Для фидера используется мотор с моментом 42 Н⋅см, менее мощный, чем стоящий на осях X и Y. Это сделано для того, чтобы при засоре или неправильной калибровке мотор прекратил подачу пластика и остановился.
Для сборки необходимы:
Винт М3×8 — 4 шт.
Гайка М3 — 3 шт.
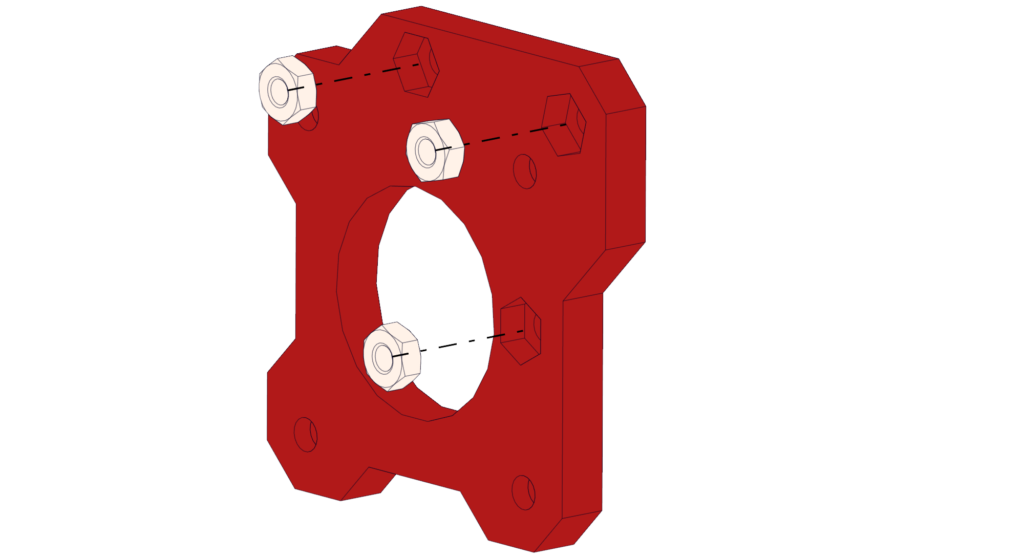
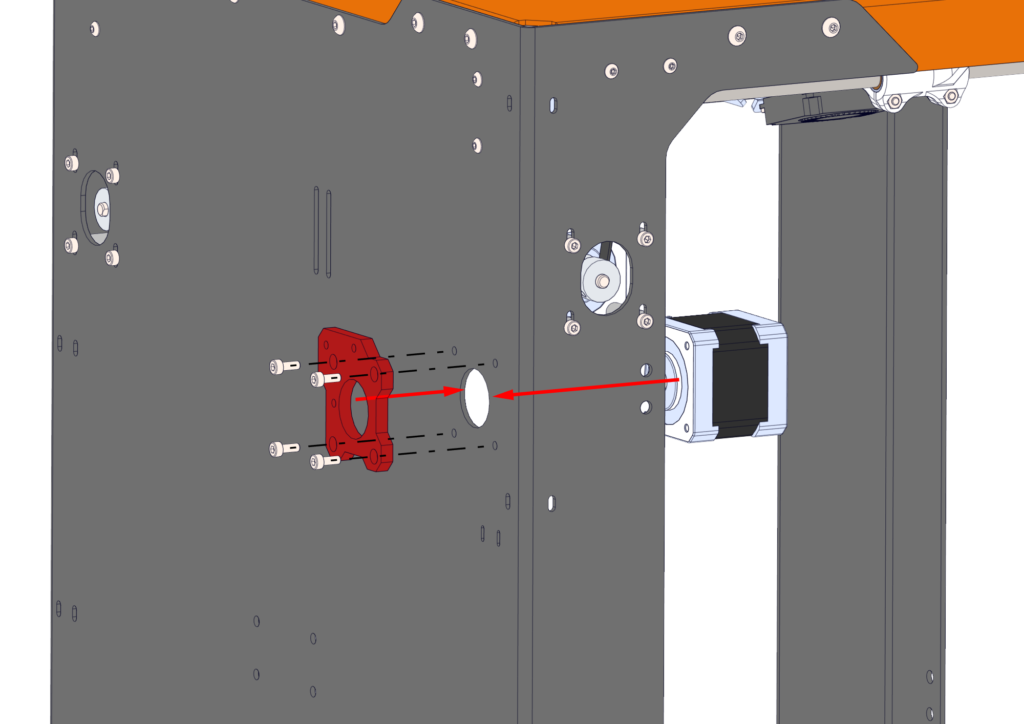
Далее соберите рокер с прижимным роликом. Может потребоваться дополнительная доводка отверстия надфилем, чтобы подшипник вращался свободно.
Для предотвращения износа детали при подаче пластика, в один из концов вставляется фторопластовая трубка 4×2 мм и обрезается заподлицо с деталью (та же трубка, что идет для подачи пластика до HotEnd).
С обратной стороны также запрессуйте гайку, в которую вкручивается винт, удерживающий подшипник.
Для сборки необходимы:
Винт М3×12 — 1 шт.
Гайка М3 — 2 шт.
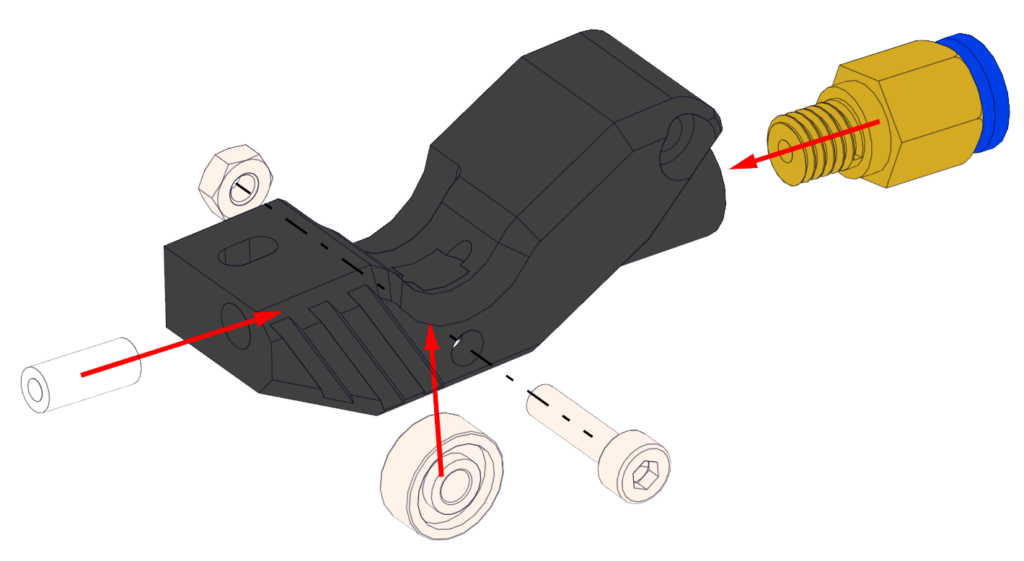
Рокер крепится к монтажной плите. Смажьте кончик винта клеем или анаэробным фиксатором резьбы, чтобы он самопроизвольно не раскручивался.
Для сборки необходимы:
Винт М3×16 — 1 шт.
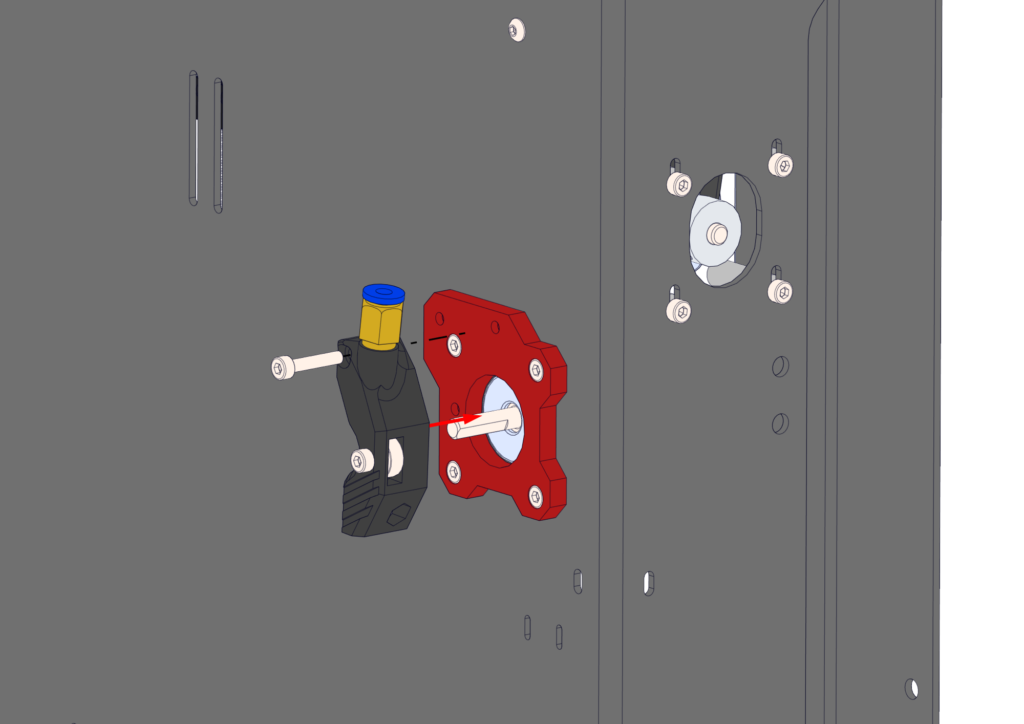
Далее закрепите эксцентриковый прижим. Он должен свободно вращаться, не затягивайте его чрезмерно сильно.
Для сборки необходимы:
Винт М3×8 — 1 шт.
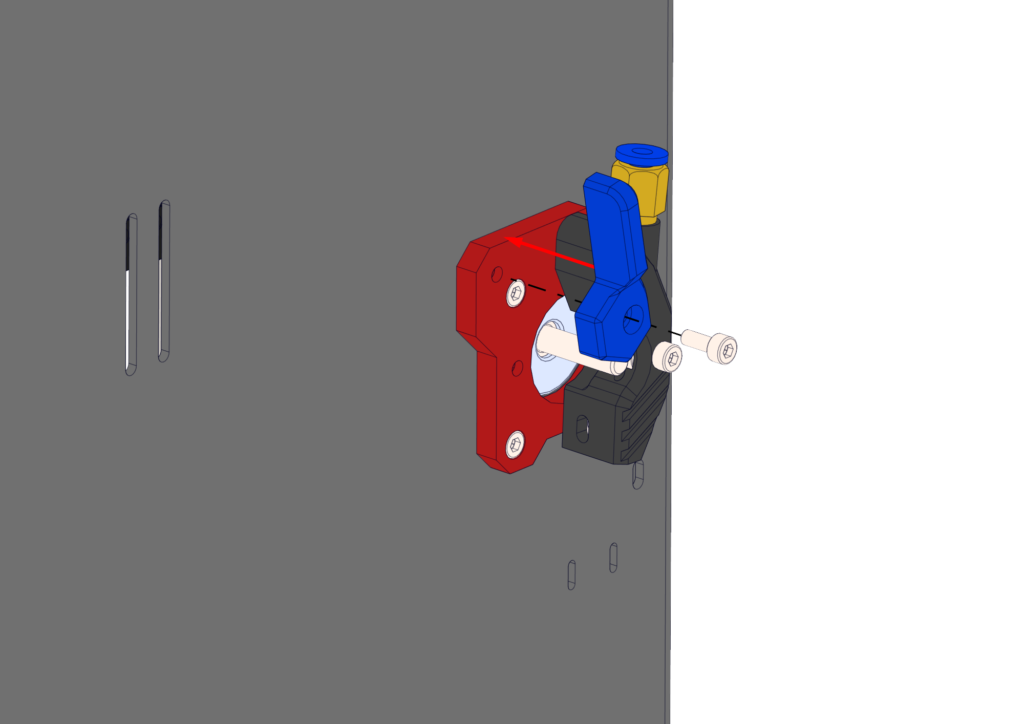
Перед установкой коромысла сразу установите и закрепите подающую шестерню. Она надевается на вал двигателя и настраивается таким образом, чтобы полукруглая выемка на шкиве совпадала с каналом подачи пластика.
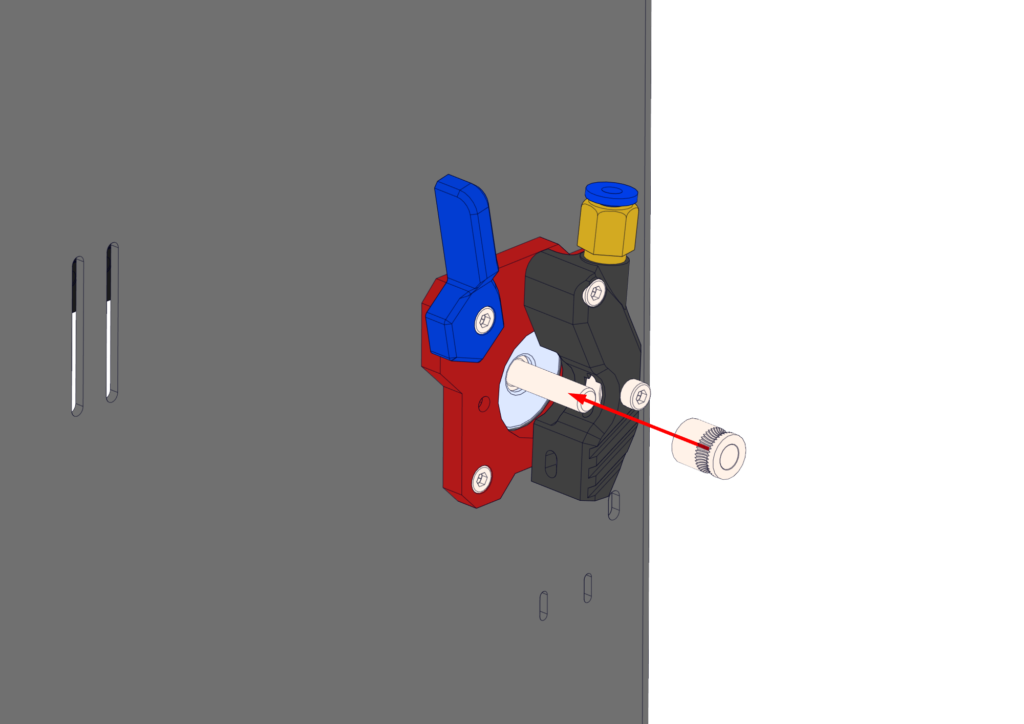
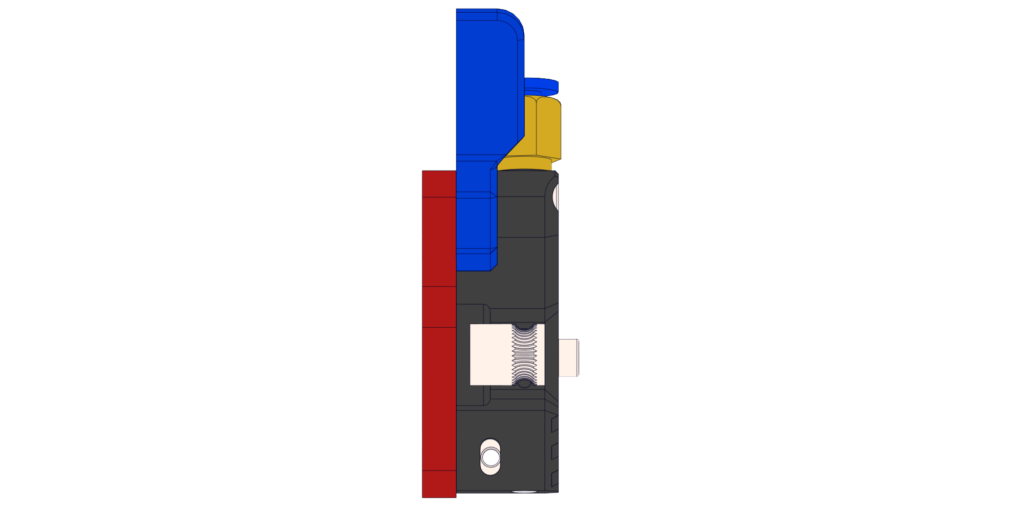
Закрутите коромысло, смазав конец винта клеем или фиксатором — данный элемент подвержен частому вращению.
Для сборки необходимы:
Винт М3×10 — 1 шт.
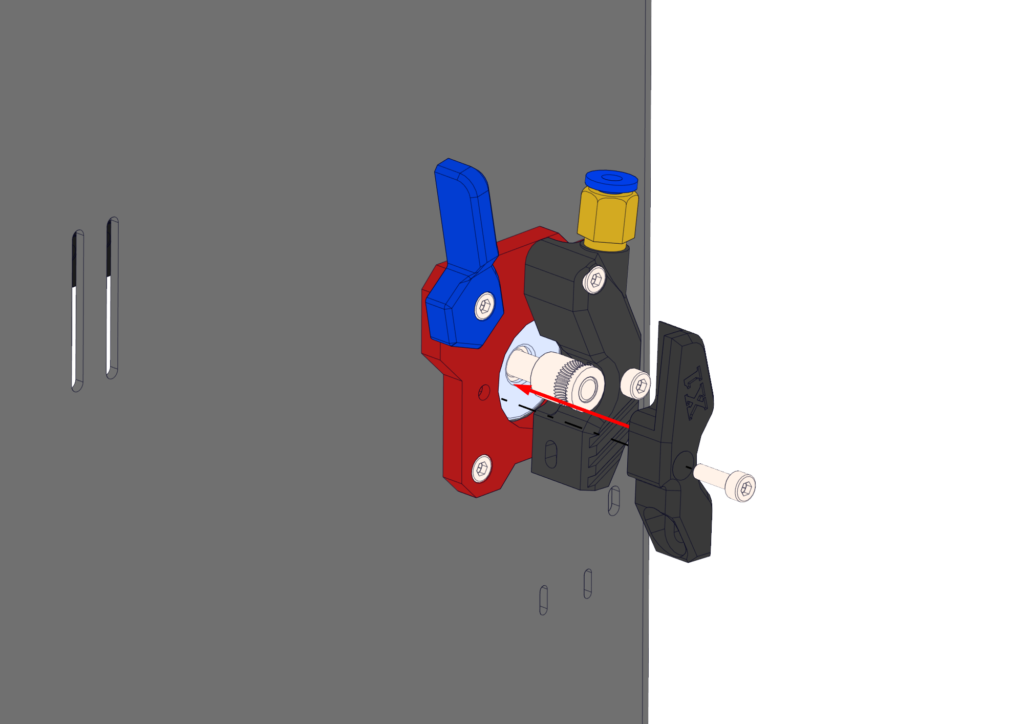
В последнюю очередь установите винт с жесткой пружиной.
Пружина в этом случае называется «пружина синхронизатора Ваз 2108», также подойдет «пружина пальца суппорта Ваз 2121» или любая другая, схожая по жесткости. Максимальный диаметр применяемой пружины 8 мм.
Для сборки необходимы:
Винт М3×30 — 1 шт.
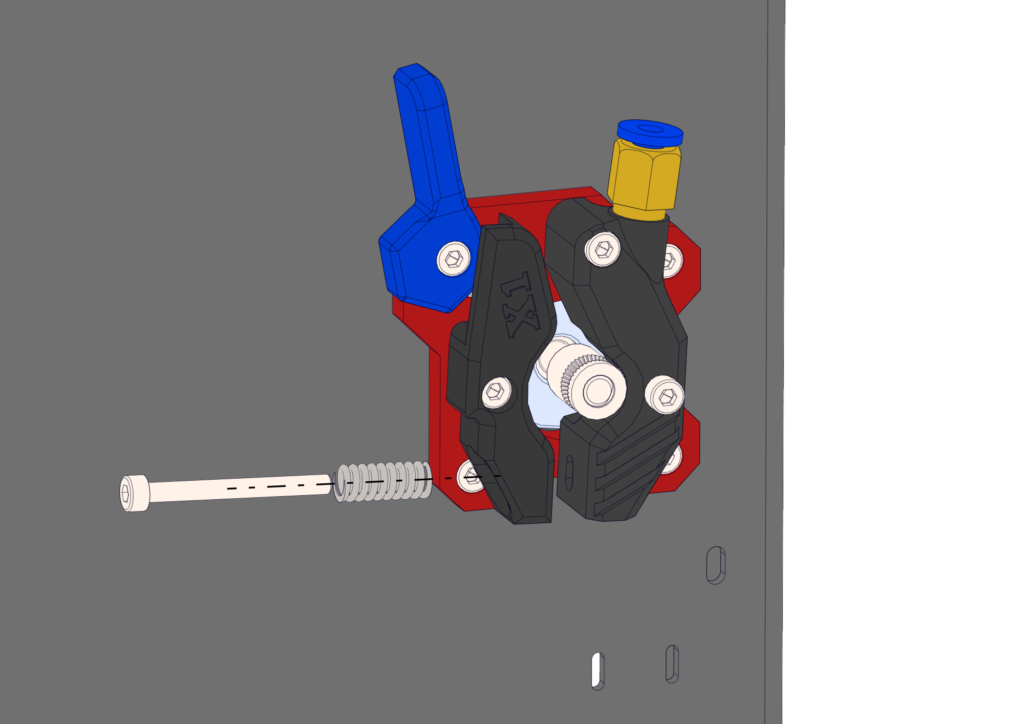
Настройка и проверка подающего механизма.
Для корректной работы подающего механизма необходимо правильно его настроить.
Прежде всего необходимо убедиться в правильной сборке фидера, проверить расположение подающей шестерни и плавность хода всех элементов. Чрезмерная затяжка винтов ухудшит ход подвижных элементов и может привести к недостаточному или чрезмерному прижиму прутка к шестерне.
Далее можно приступить к настройке. В данном подающем механизме 4 положения эксцентрика, каждое положение отвечает за свое усилие прижима, поэтому:
- Переместите эксцентрик в открытое положение. Оно отвечает за заправку пластика.
- Вставьте пруток пластика в нижнее отверстие.
- В этом положении закрутите винт с пружиной так, чтобы пруток пластика свободно проходил по каналу, слегка касаясь зубчатого шкива, но при этом сама пружина не болталась на винте.
- Следующие 3 положения отвечают за усилие прижима прутка пластика к шестерне. 2 и 3 положение подойдет для использования на мягких пластиках, где не допускается чрезмерное давление на пруток (Wood и WAX). Последнее положение эксцентрика используется для всех остальных видов пластика.
Электроника и электрика.
Прочитайте инструкцию по монтажу электроники полностью до непосредственного монтажа.
Принципиальная электрическая схема.
Принципиальная электрическая схема состоит из двух частей:
- Монтаж силовой части, напряжение 220 Вольт.
- Монтаж низковольтного питания и датчиков.
Монтаж проводов на 220 Вольт.
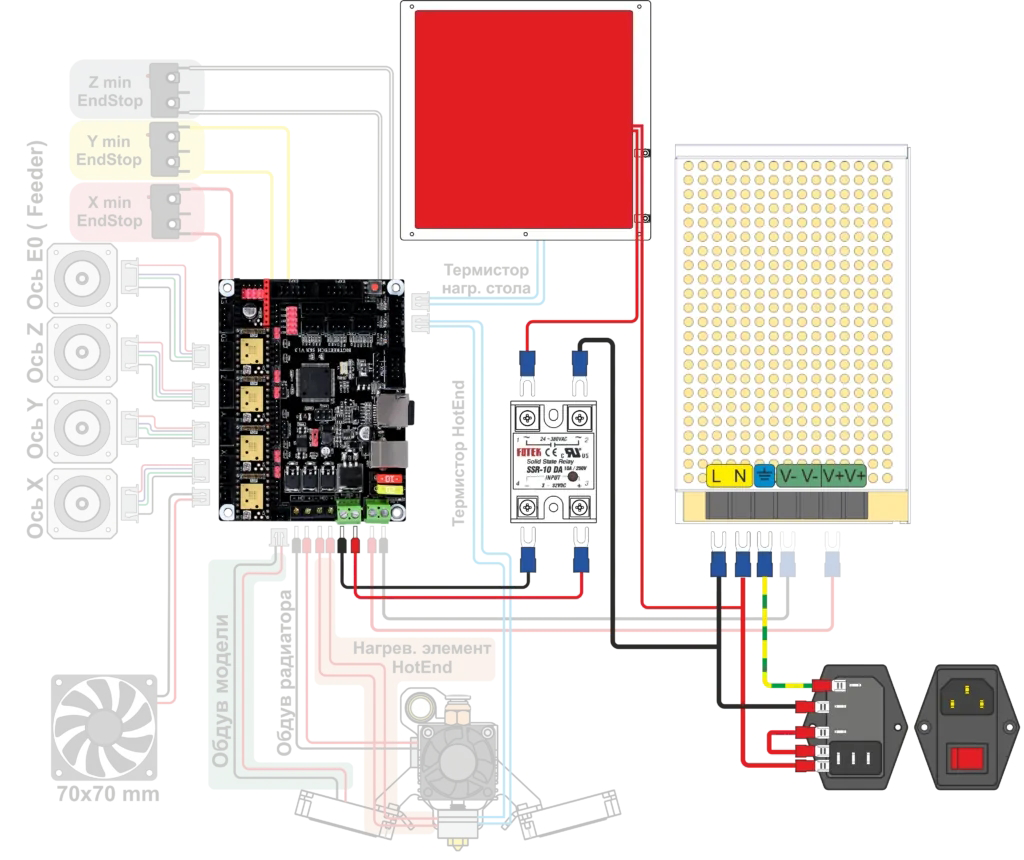
Строго следуйте инструкции и фотографиям, не включайте принтер в сеть во время работы с проводкой.
Разъем для подключения кабеля питания со стороны камеры электроники имеет 5 контактов. Три из них соответствуют нулю, фазе и заземлению. Оставшиеся два необходимы для прерывания питания кнопкой.
Поэтому желто-зеленый провод (земля) и черный (фаза) идут сразу к блоку питания, а красный (нейтраль) коротким проводом соединяет вводную клемму и один из контактов кнопки, а от кнопки более длинный провод идет в блок питания.
При перевороте вилки в розетке ноль и фаза меняются местами.
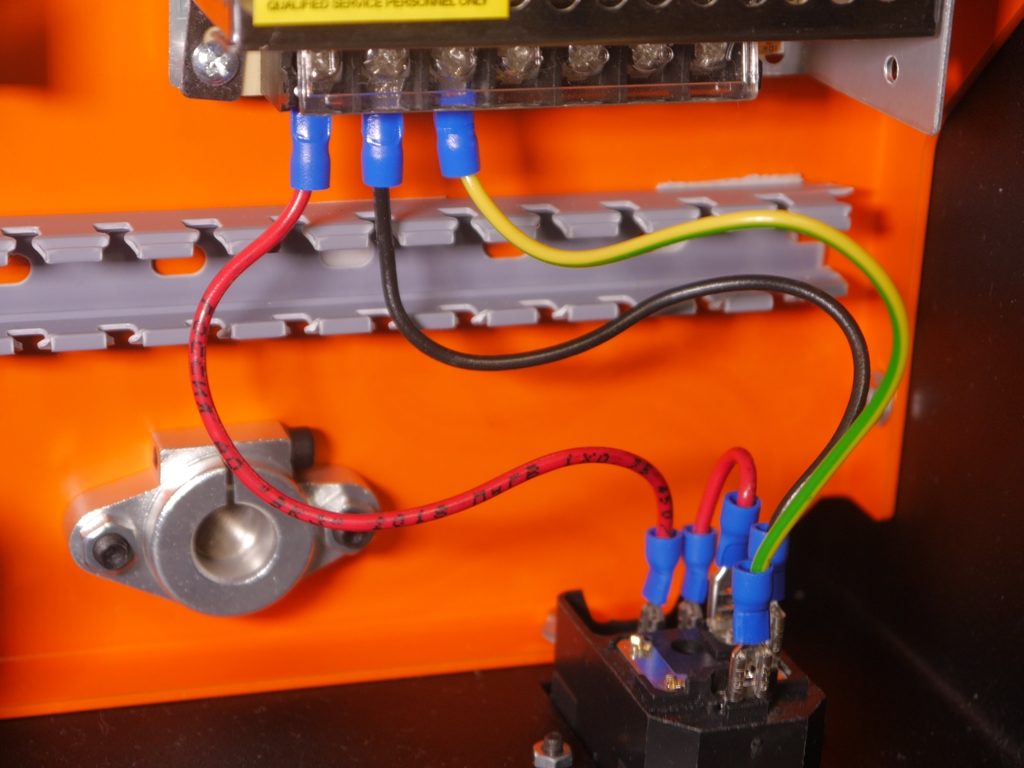
Подключение нагревательного стола одним концом осуществляется к твердотельному реле, а вторым в клемму на блоке питания, туда же подключается фаза (красный провод от разъема питания).
Черный провод подключается на блоке питания к черному проводу (ноль), вторым концом в твердотельное реле.
На твердотельном реле есть обозначение полярности. Не подключайте силовые провода к клеммам с обозначением «+» и «-». Для подключения нагрузки 220 Вольт клеммы подписаны знаком переменного напряжения «~».
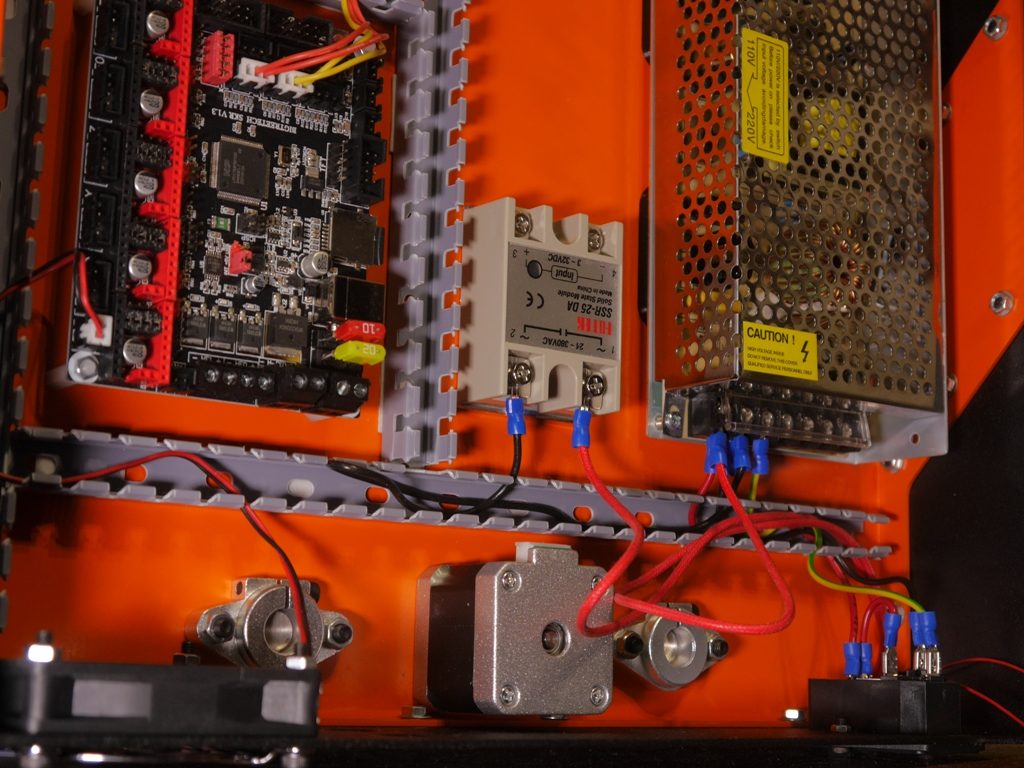
Подключение двух клемм в один разъем в данном случае оправдано и безопасно.
Твердотельное реле в этом случае служит как выключатель, оно устанавливается в разрыв питания нагревательного стола. В момент, когда на противоположные клеммы подается низковольтное питание (в этом случае 12 Вольт), то реле включается и начинается нагрев стола.
Схема подключения низковольтного питания, датчиков и всего необходимого.
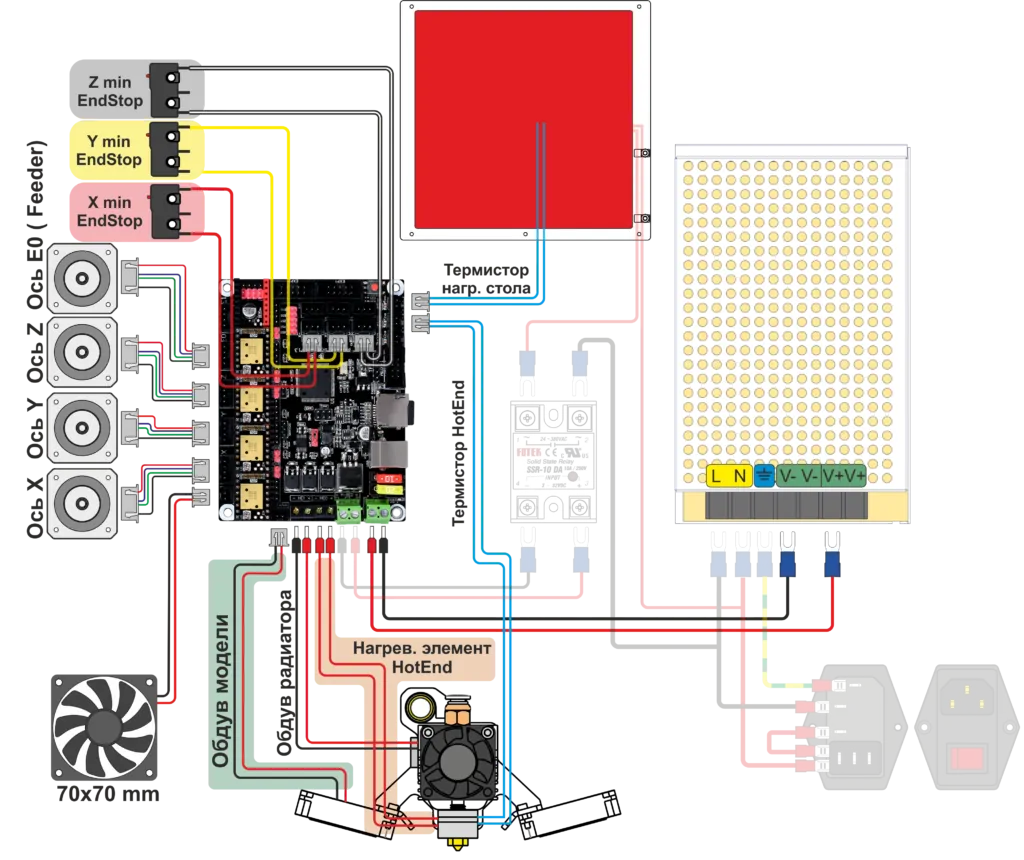
UlTi Steel оборудован драйверами TMC2208, которые без принудительного обдува могут перегреваться и выходить из строя, поэтому в заднюю часть корпуса устанавливается кулер 70×70 мм.
Полярность подключения не важна на следующих элементах:
- Нагревательный элемент HotEnd.
- Оба термистора.
- Концевые выключатели.
Хотя концевые выключатели не имеют полярности, важно соблюсти контакты для подключения к плате (три контакта — «+», «S», «GND» служат для подключения оптических датчиков), используем только контакты «GND» и «S» (минус и сигнал).
В kit-наборе концевые выключатели полностью проверены и правильно установлены в коннектор. Остается только не перепутать, какой концевой выключатель за какую ось отвечает.
Концевые выключатели подключаются в положение min.
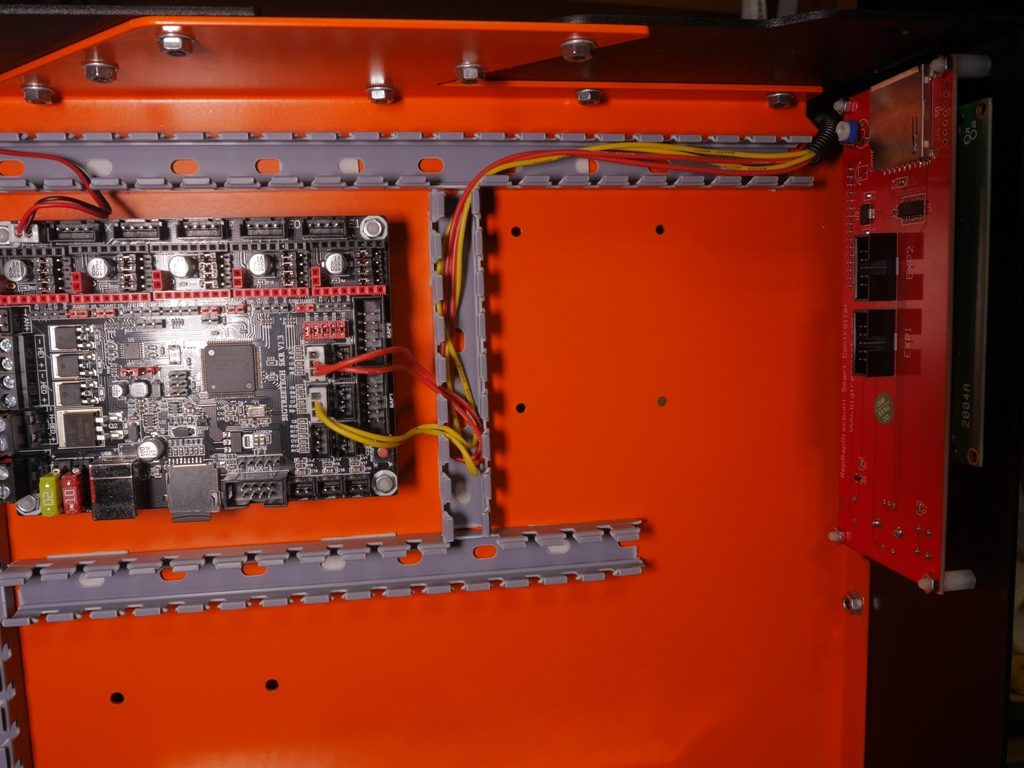
Установка электроники.
Установку необходимых электрокомпонентов нужно начать с установки разъема питания 220 Вольт в корпус принтера. Следите за тем, чтобы кнопка включения располагалась выше разъема.
Для сборки необходимы:
Винт Din 912 М3×8 — 2 шт.
Гайка М3 — 2 шт.
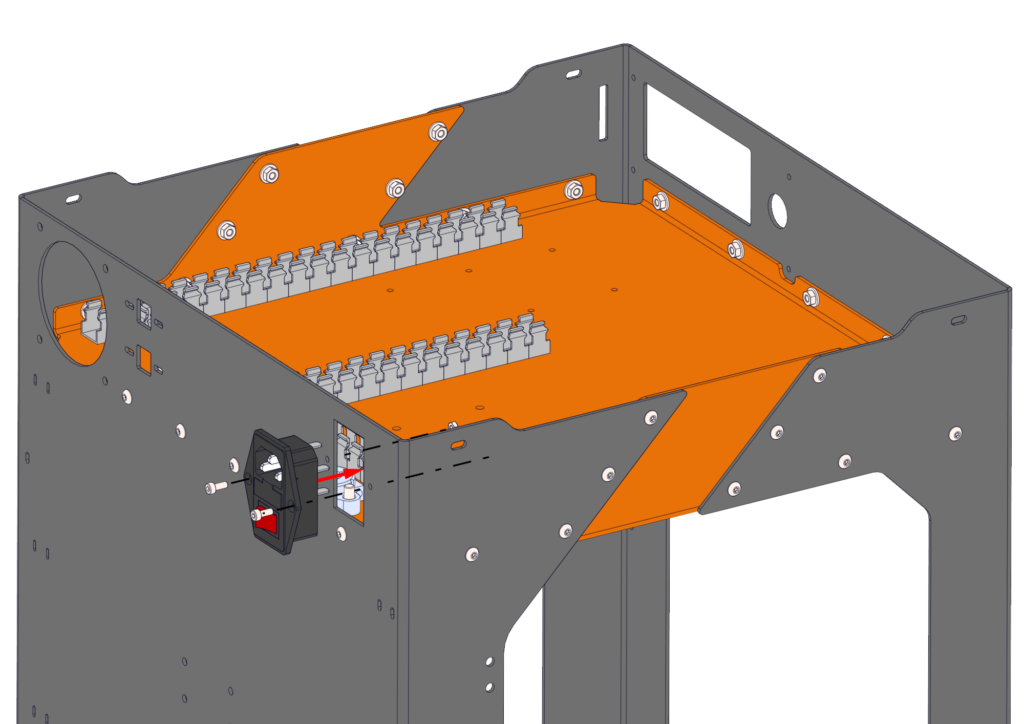
Далее монтируем твердотельное реле. В kit-наборе используется нагревательный элемент стола на 220 Вольт, поэтому для его коммутации необходимо реле (тиристорная сборка). Следует использовать AC/DC реле, сигналы управления – постоянное напряжение, нагрузка – переменное.
Для сборки необходимы:
Винт ISO7380 М4×12 — 2 шт.
Гайка М4 — 2 шт.
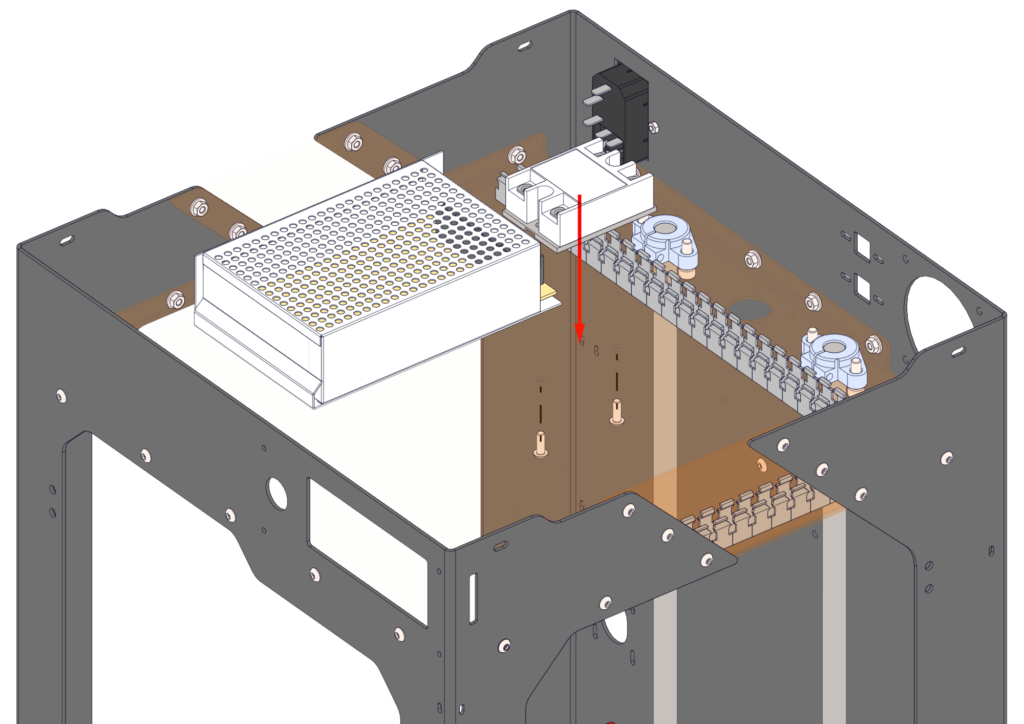
Кулер 70×70×15 мм крепится на четыре винта М4×25 с внутренней стороны корпуса. Не перепутайте сторону кулера, он должен работать на вдув (наклейка должна смотреть внутрь корпуса). Не забудьте установить с внешней стороны защитную решетку.
Для сборки необходимы:
Винт ISO 7380 М4×25 — 4 шт.
Гайка М4 — 4 шт.
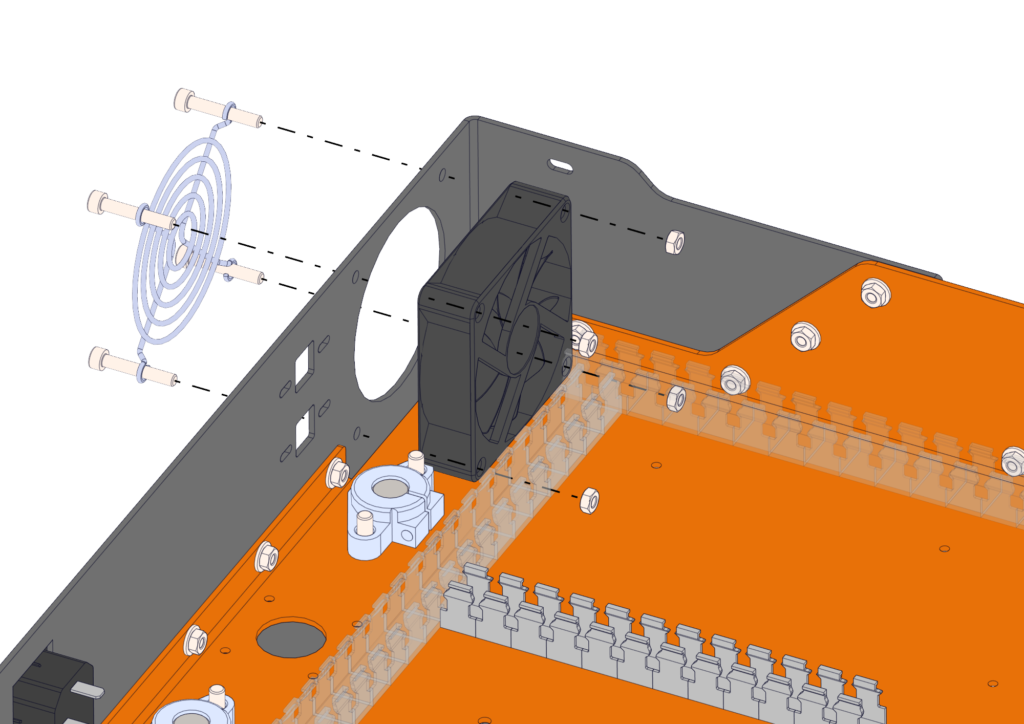
Осталось установить дисплей и основную электронику (SKR v1.3).
Для установки дисплея прикрутите 10 мм стойки в крайние отверстия.
Для сборки необходимы:
Стойка для ПП М3×10 — 4 шт.
Гайка М3 — 4 шт.
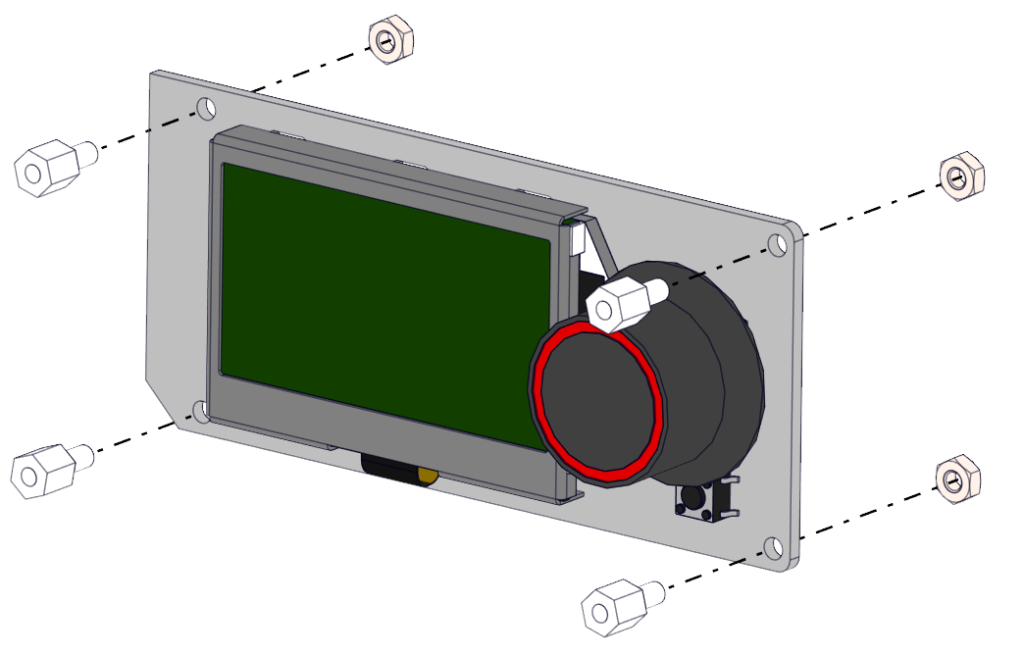
Далее смонтируйте дисплей в переднюю панель корпуса.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.
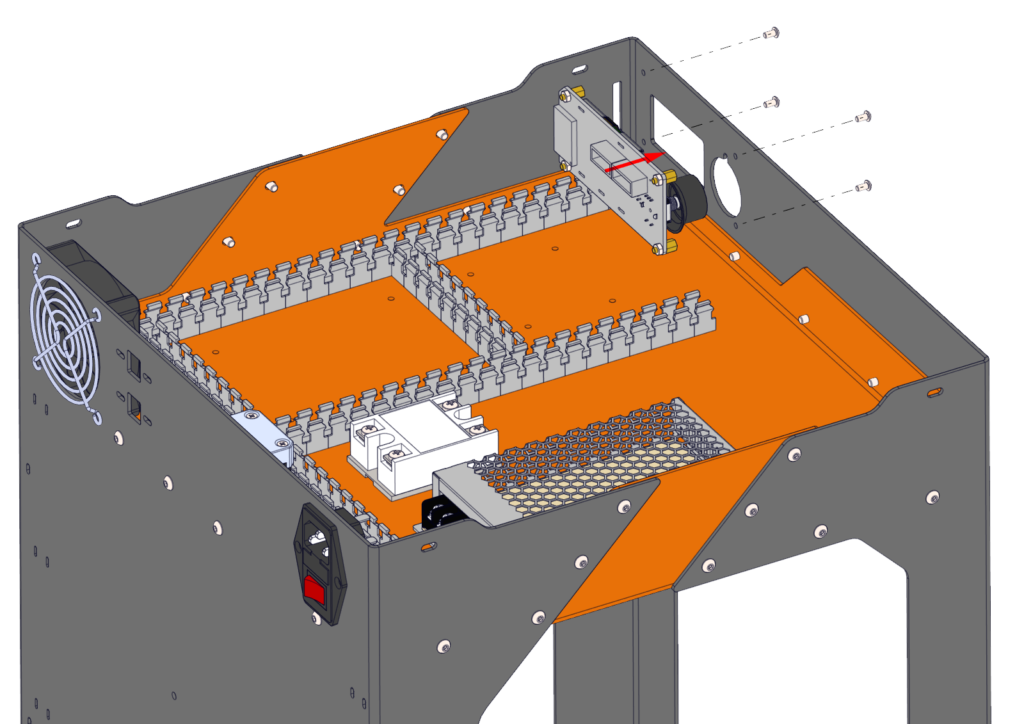
Из-за разной распиновки дисплея и платы (несогласованность стандартов производителей) при подключении шлейфов дисплея необходимо перевернуть их разъемами задом наперед. Для этого с одной стороны каждого шлейфа срезаны «ключи»
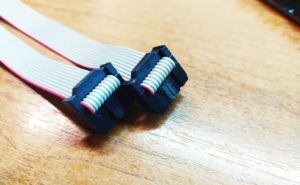

При монтаже платы управления сначала установите ее на стойки для печатных плат, как показано на рисунке ниже. Здесь применяются высокие стойки, чтобы плата была выше кабель канала.
Для сборки необходимы:
Стойка для ПП М3×18 — 4 шт.
Гайка М3 — 4 шт.
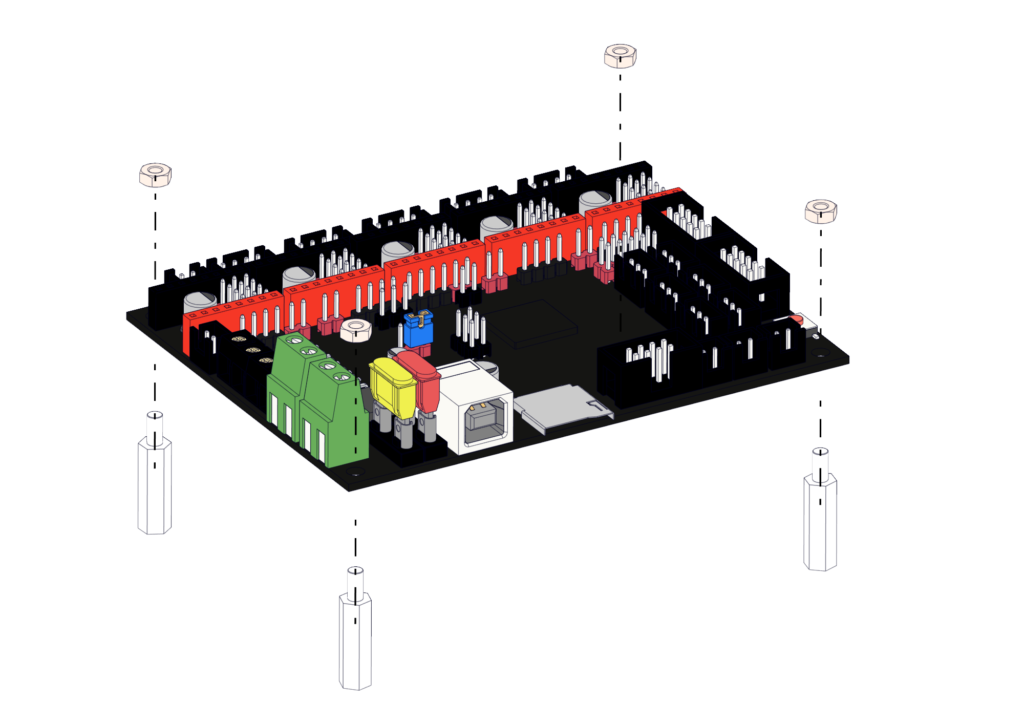
Затем нужно установить плату непосредственно в корпус. С обратной стороны плата крепится винтами М3×6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.
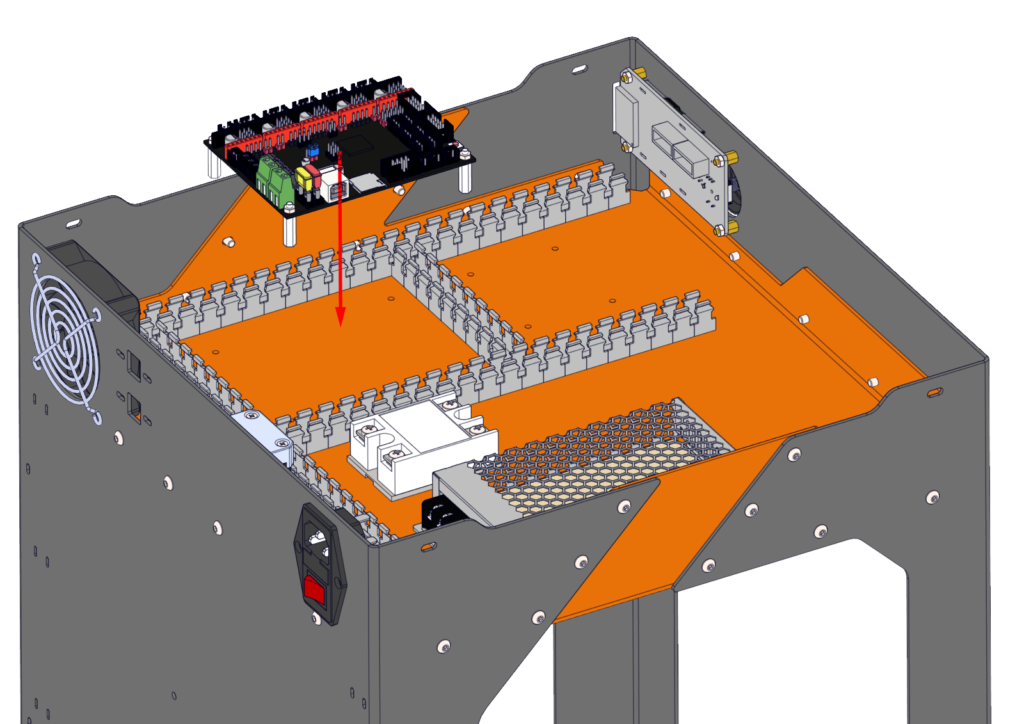
В kit-наборе драйверы уже установлены на плату. Остается только наклеить на них радиаторы.
При установке радиаторов следите за тем, чтобы корпус радиатора не касался элементов и контактов драйвера.
На плату устанавливаются драйверы шаговых двигателей TMC 2208 в режиме UART. От обычного (Standalone) способа подключения данный отличается способом установки перемычек на самой плате. Проверьте правильность установки перемычек перед продолжением сборки принтера. Зеленым цветом показаны места, куда необходимо установить джамперы. Под самим драйвером все перемычки должны быть сняты.
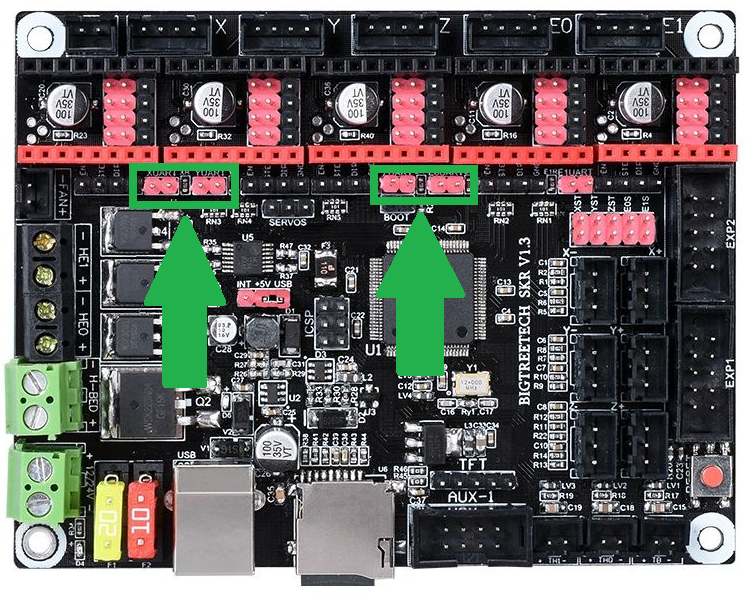
Когда основные элементы электроники закреплены, закройте отсек электроники крышкой и в дальнейшем открывайте при необходимости. На крышке установлены мягкие ножки, которые предотвращают шум и не дают поцарапать стол или сам принтер.
В крышке установлены резьбовые клепки для того, чтобы скрепить крышку с корпусом четырьмя винтами М4×12.
Для сборки необходимы:
Винт ISO 7380 М4×12 — 4 шт.
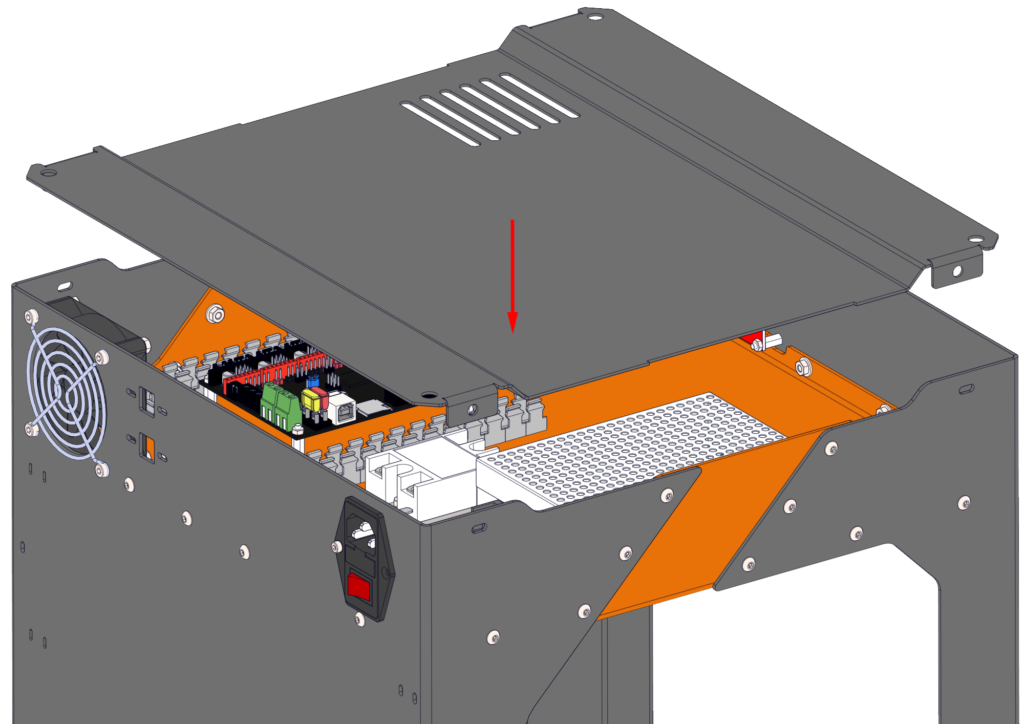
Советы по укладке проводов.
Начать прокладывать провода нужно с самой дальней точки принтера — печатающей головки.
Отодвиньте ее в правый ближний угол (смотря на лицевую панель принтера), то есть самую дальнюю точку.
Далее начните вставлять провода в гофру. Старайтесь делать это так, чтобы провода сильно не переплетались и заходили строго друг за другом.
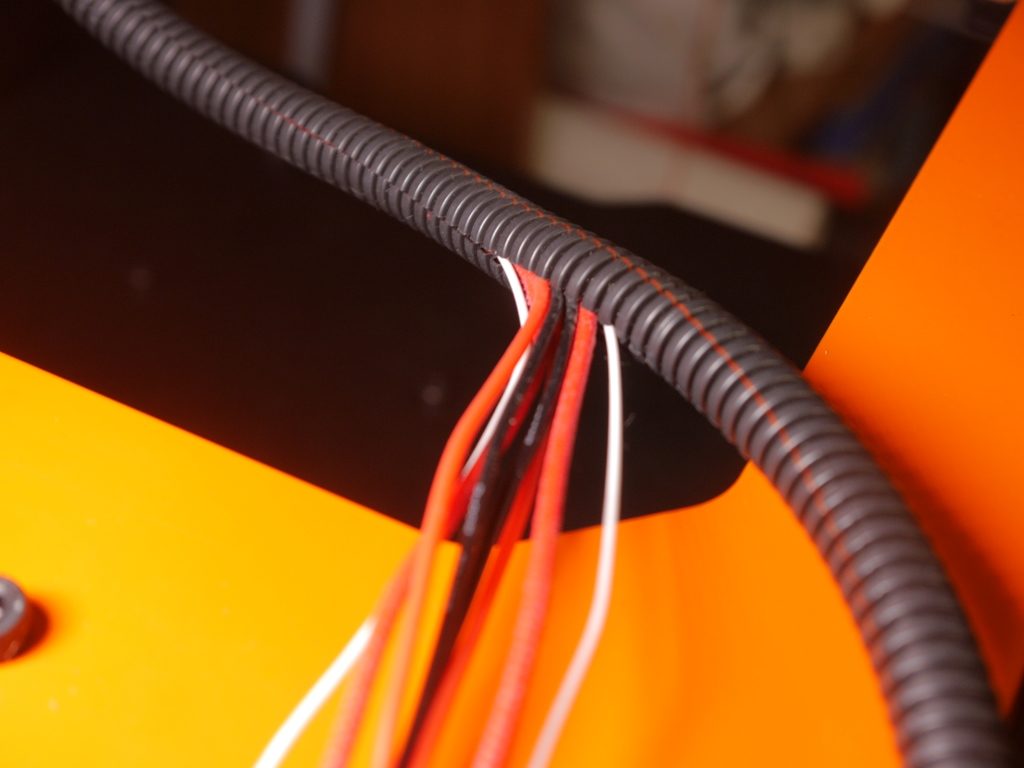
Провода с гофрой у печатающей головки закрепите стяжкой к специальному «язычку» на пластине держателя кулеров обдува модели.

При установке стяжки следите за тем, чтобы при максимальной координате по оси Y стяжка не уперлась в каретку.
На фото ниже пример положения каретки с координатой 190 мм. Очевидно, что при перемещении в координату 200 мм печатающая головка упрется в каретку.
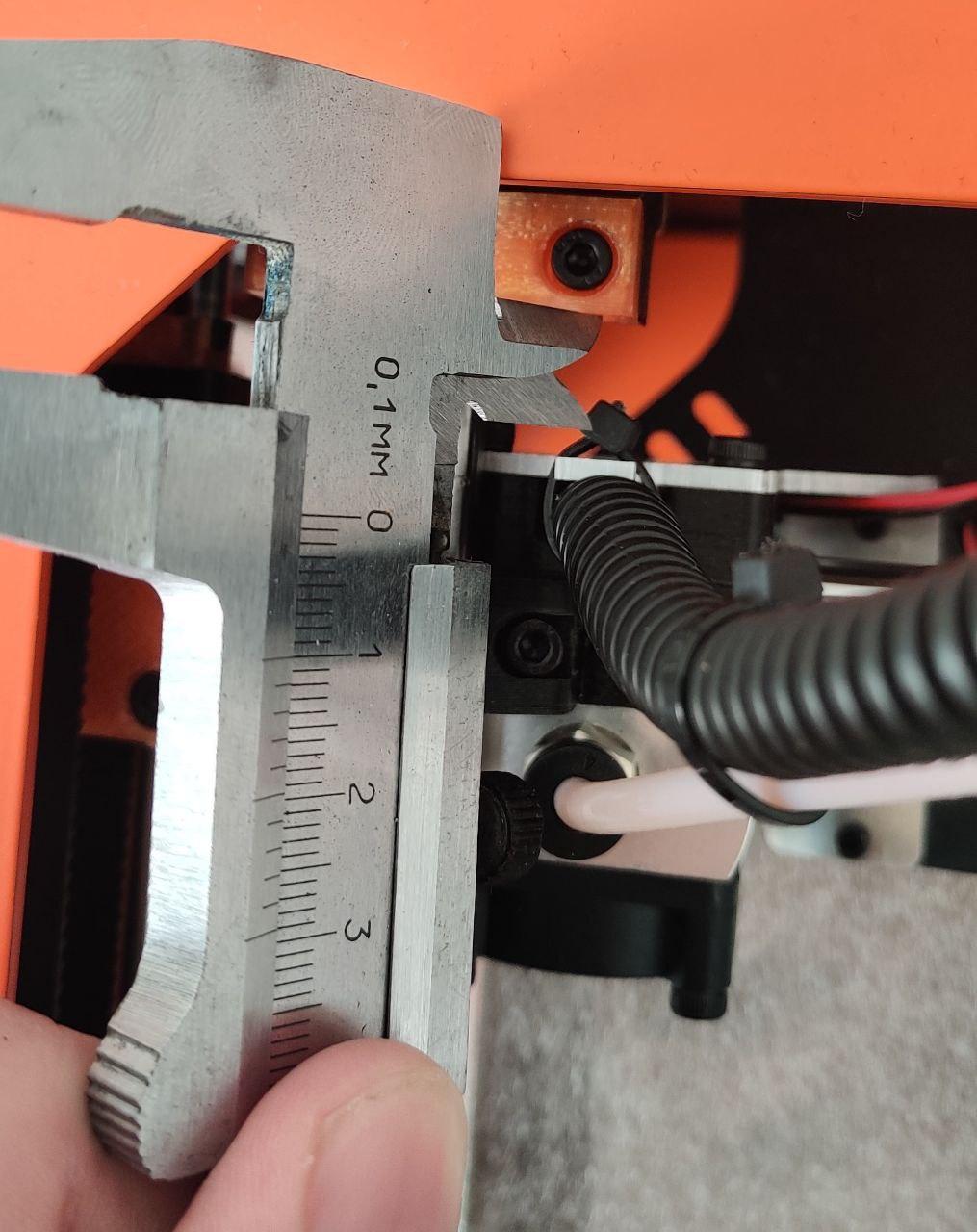
Натяните гофру таким образом, чтобы не было сильного натяжения проводки и она шла к печатающей головке по плавной дуге.
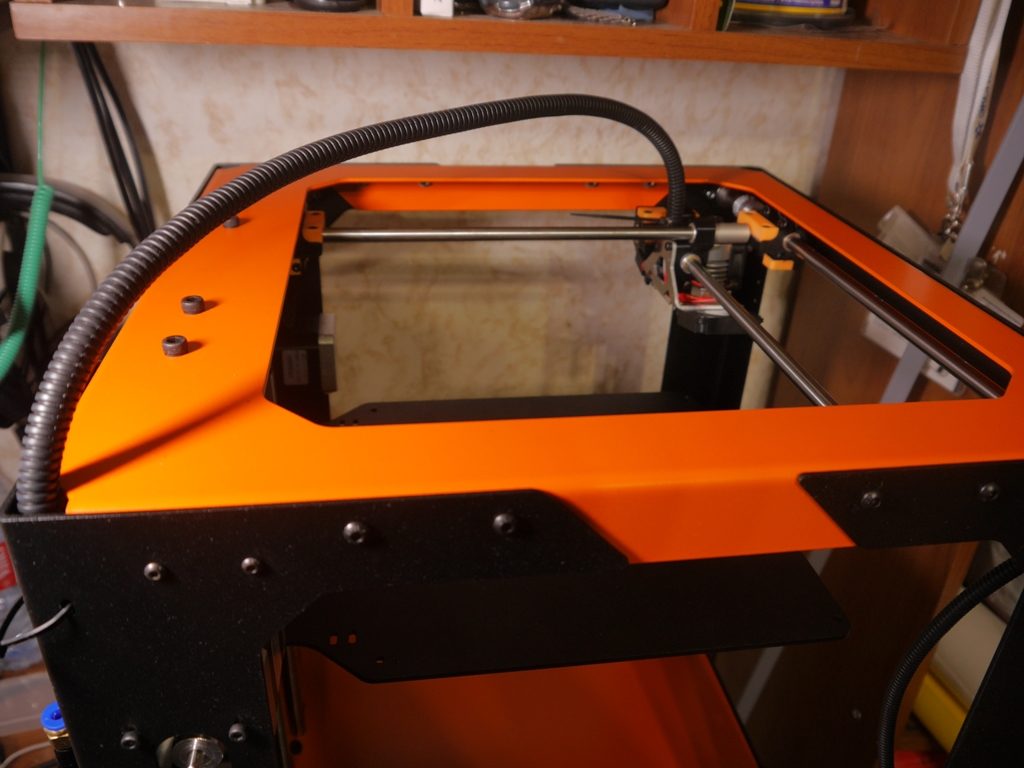
В левом дальнем углу принтера, в верхней крышке имеется специальная прорезь, вставьте туда шлейф от печатающей головки и закрепите стяжкой в верхней части корпуса.
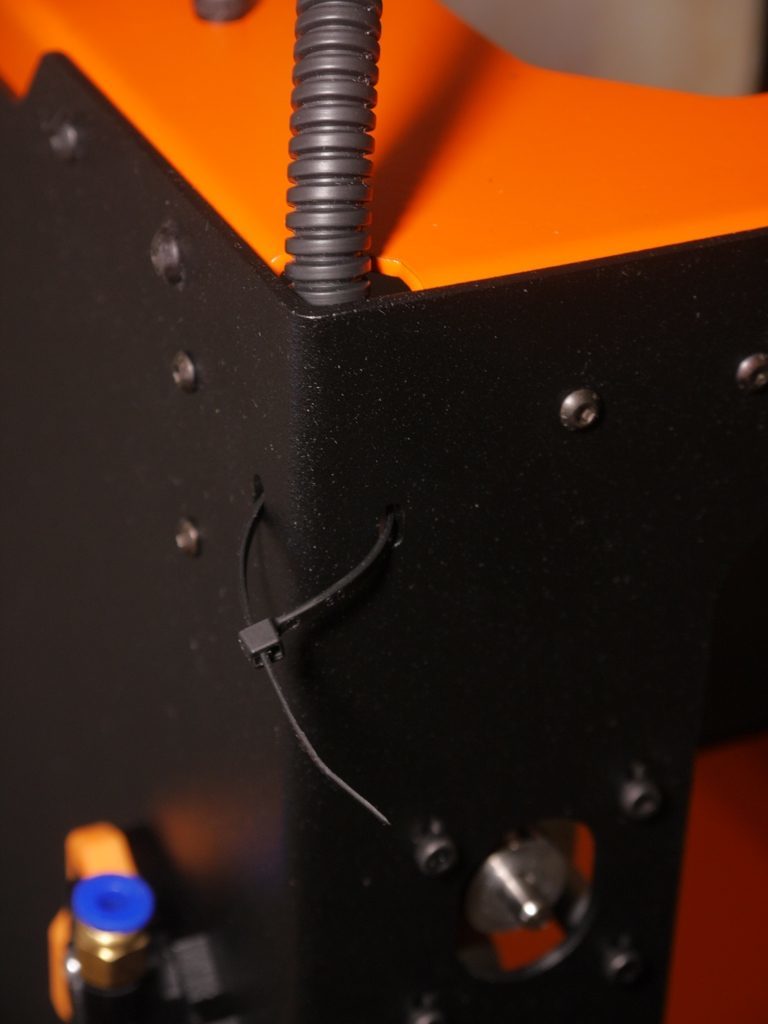
Шлейф печатающей головки проходит в углу вдоль всего корпуса. Рядом с ним укладываются провода концевого выключателя и двух двигателей.
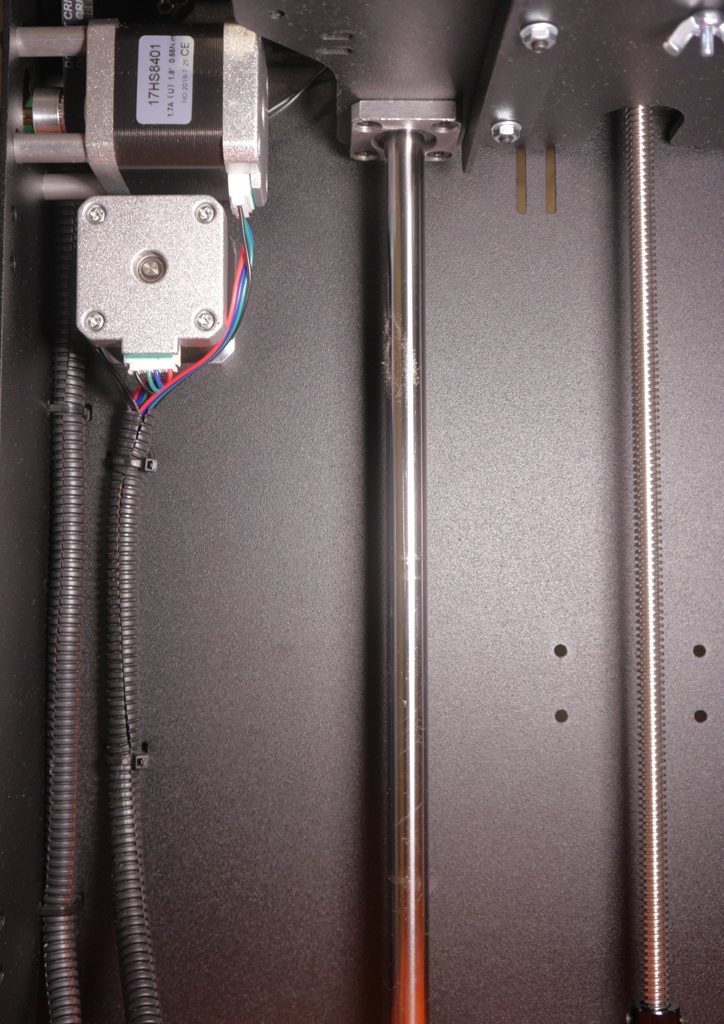
Обратите внимание на крепление провода нагревательного стола. Этот провод также вставляется в тонкую гофру, стяжкой фиксируется на стальном основании стола.
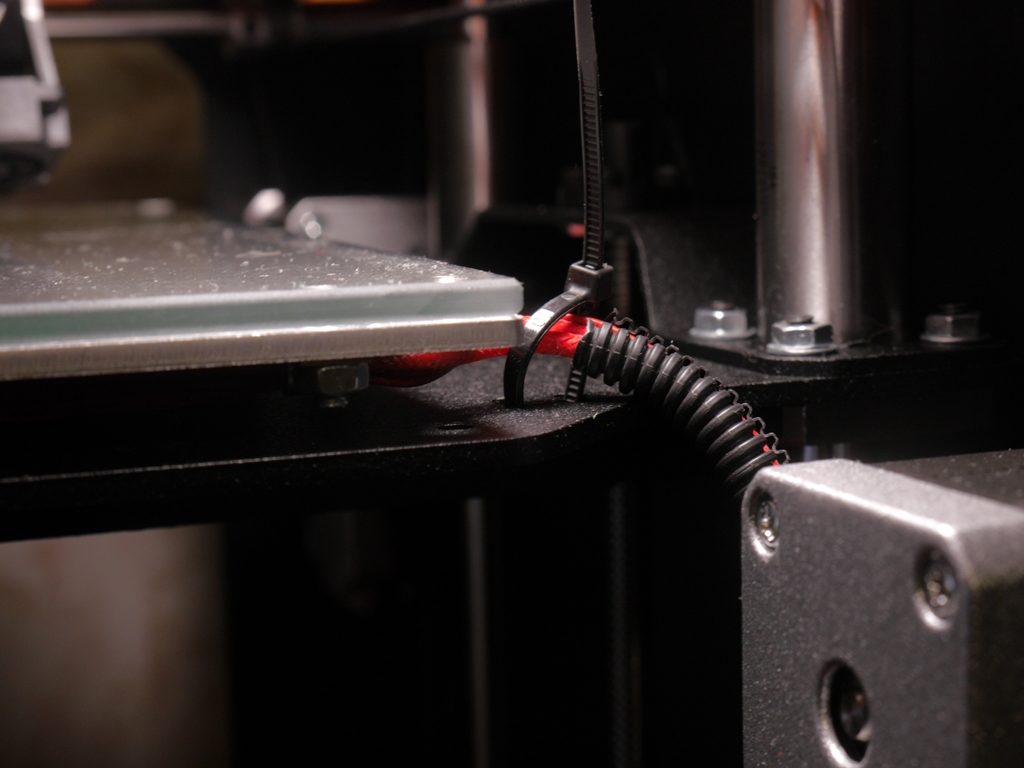
Провода нагревательного стола к корпусу должны крепиться следующим образом: стол поднимается в максимально верхнее положение, провод прокладывается вдоль стенки и закрепляется только на две нижние стяжки. В этом случае при опускании стола вниз провод аккуратно сложится по дуге.
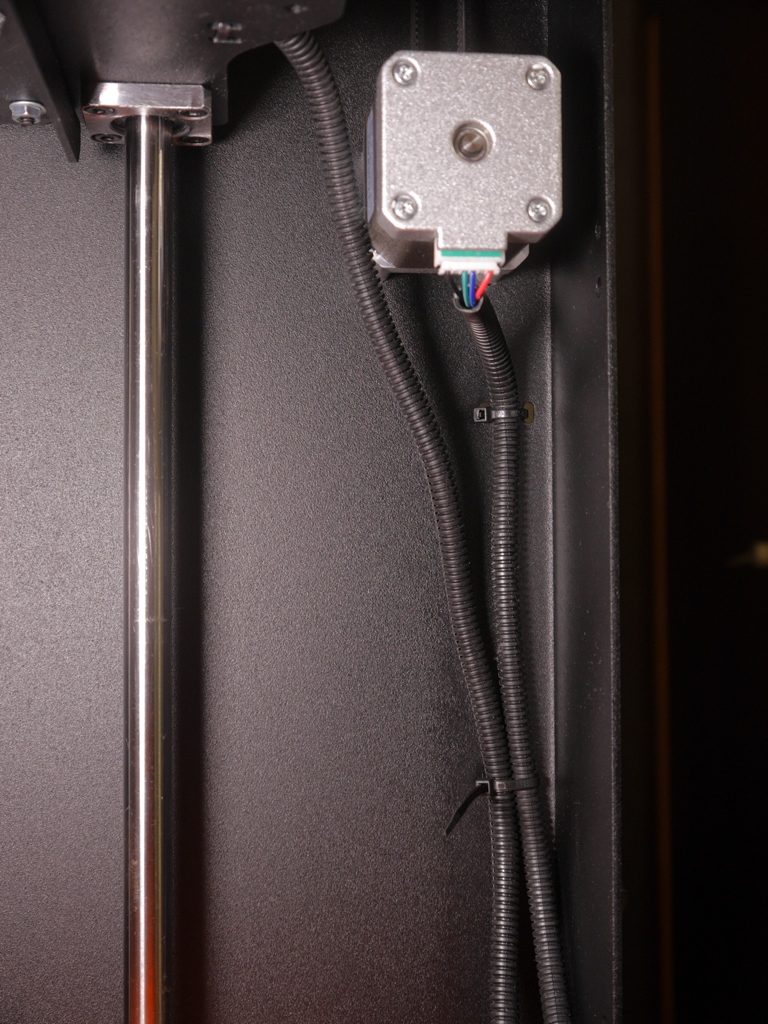
Прошивка (Firmware).
В kit-наборах Ulti Steel прошивка уже предустановлена и настроена.
Также периодически выходят новые обновления прошивки.
Принтеры линейки UlTi Steel оснащаются платой SKR 1.3. Этот контроллер легко и удобно обновлять и поддерживать.
На 28 ноября 2023 последняя версия прошивки 1.1.5u. Для прошивки принтера необходимо взять чистую флешку. Записать в корень файл firmware.bin
Вставить флешку в выключенный принтер (в саму плату SKR 1.3, не в экран), включить и немного подождать, пока на экран не появится информация.
Об успешности прошивки будет символизировать то, что на флешке файл переименуется в firmware.CUR
Скачать прошивку версии 1.1.5u
SHA256: 7994B6B97C864C3C182CED0C3218DF9134F665D663F9C31FCACA5B005EC4AEA1
Тестирование принтера.
Протестировать принтер после сборки можно двумя методами:
- Через меню принтера поочередно вызвать необходимые функции.
- Подключить принтер к ПК и через интерфейс программы Pronteface и командную строку получить всю информацию о принтере.
Скачать Pronteface для Win
Скачать Pronteface для MAC
Первый вариант предпочтительней, так как не нужно будет искать и устанавливать драйверы, длинный провод и разбираться с консолью.
Проверка нагревательных элементов.
Принтер оснащен автоматической защитой от перегрева и непредсказуемых температурных скачков. Если во время нагрева или печати возникнет какая либо проблема, то принтер оповестит об этом.
Для запуска нагрева печатающей головки из меню принтера вызовите команду Главное меню > Температура > Преднагреть PLA > Преднагреть Сопло
Далее следите за тем, чтобы на экране температура печатающей головки начала увеличиваться. Если все работает корректно, то температура успешно достигнет заданных значений (+-2 градуса).
То же самое проделайте с нагревательным столом: Главное меню > Температура > Преднагреть PLA >Преднагреть Стол
Какие неисправности могут возникнуть:
- Температура не начала увеличиваться ни на одном нагревательном элементе. Через 4 секунды бездействия контроллер выдаст ошибку и уйдет в защиту, потребуется перезагрузка. Следите за показателями на экране. При такой проблеме следует отключить питание принтера и еще раз проверить правильность подключения проводки принтера, чаще всего проблема в этом.
- Температура увеличивается на соседнем нагревателе (вместо печатающей головки температура растет на столе). Скорее всего перепутаны местами подключение термисторов либо питание нагревательных элементов.
- При включении принтера он показывает максимально возможную температуру на экране ~253°C. Термистор в коротком замыкании. Проверьте провод, часто при неправильной установке термистора в нагревательный блок его контакты коротят.
- При включении принтера он показывает минимальную температуру на экране порядка -14°C. В этом случае термистор не подключен, имеет разрыв или подключен не в тот разъем.
Проверка направления движения осей и концевых выключателей.
Через меню принтера вызовите команду парковки: Главное меню > Движение > Парковка XYZ.
Первой должна начать перемещаться ось X — движение справа налево.
Далее ось Y — движение от задней стенке к передней. После чего стол должен подняться к соплу.
При правильной работе печатающая головка доедет в левый ближний угол, коснется концевого выключателя, отъедет от него на небольшое расстояние и подъедет снова, окончательно остановившись. Если принтер ведет себя именно так, то проверка двигателей осей XYZ и концевых выключателей на этом закончена.
При невнимательной сборке не всегда принтер ведет себя нормально.
Наиболее распространенные ошибки:
- Оси едут не в ту сторону, упираются в стенку и начинают дребезжать. В этом случае отключите питание принтера, отведите головку в середину и запустите парковку заново. При этом внимательно следите за тем, в какую сторону начала двигаться печатающая головка. Чаще всего данная проблема вызвана неправильным подключением двигателей X и Y, шлейфы питания моторов просто перепутаны местами.
- Оси едут в правильном направлении, но не останавливаются в нулевой точке, а пытаются дальше продолжить движение и дребезжат. Чаще всего это свидетельствует о том, что перепутаны местами шлейфы подключения концевых выключателей. Для проверки при повторной парковке нажмите на концевой выключатель соседней оси, а не к той, к которой едет ось. В этом случае просто подключите правильно разъемы концевых выключателей. Концевой выключатель оси X находиться за передней стенкой, оси Y — на боковой.
- Головка перемещается в противоположную сторону, но отъезжает на небольшое расстояние и останавливается. В принтере установлены нормально замкнутые концевые выключатели. Это необходимо, чтобы при физическом дефекте концевика либо его не правильном подключении контроллер думал, что концевой выключатель уже нажат, а не пытался уехать за пределы области печати. Если наблюдается такое поведение, проверьте правильность подключения самих разъемов. На плате имеются пара разъемов для каждой оси X min, X max, Y min, Y max, Z min, Z max. В Ulti Steel используются только разъемы min, максимальное же значение задается программно в прошивке. Можно ошибиться и включить концевой выключатель в другой место, о чем контроллер не будет знать. Внимательно сверьтесь с принципиальной схемой.
Бывают очень редкие случаи, когда вышеописанные проверки не дают должных результатов.
В этом случае напишите нам и мы поможем разобраться с проблемой!
Проблемы с печатью и артефакты на моделях.
Первое время могут возникать некоторые дефекты на моделях, это может быть связано с особенностями сборки и настройки механики принтера, настройки слайсера, качества пластика и т.д.
Если появились проблемы с качеством печати, отправьте нам фотографии моделей с описанием настроек слайсера, типа и марки пластика.
Мы подскажем, с чем может быть связан дефект и поможем его устранить.
- электронная почта: 3d@3dslon.ru
- группа VK: vk.com/3dslon
- Telegram: @alex3dslonru
- WhatsApp: +7 966 355-14-33
Если после прочтения у Вас еще остались вопросы, напишите нам:
- электронная почта: 3d@3dslon.ru
- группа VK: vk.com/3dslon
- Telegram: @alex3dslonru
- WhatsApp: +7 966 355-14-33
Инструкция по сборке UlTi Steel v1.1.x
Инструкция по сборке UlTi Steel v2.x
Ниже приведена инструкция по сборке kit-набора 3d-принтера Ulti Steel v1.1.x
Сборка корпуса.
Корпус поставляется в собранном виде и для дальнейшей работы разбирать его не требуется. Можно перейти к следующему шагу — сборка оси Z. Но если по каким-либо причинам вы все же разобрали корпус, то ниже представлена инструкция по сборке.
Правильный порядок крепления элементов.
Корпус состоит из 4 элементов: 2 черные стенки (передняя и задняя) и 2 оранжевые крышки (горизонтальные), собирается на винты М4*10.
Винты закручиваются в строго определенном порядке. Сначала необходимо закрутить винты на передней и задней части корпуса, а лишь потом на боковых гранях.
Для сборки корпуса понадобятся хорошие шестигранники, которые не сорвутся после первого винта. Закручивать винты при сборке корпуса следует со значительным, но не чрезмерным усилием.
Для сборки необходимы:
Винт ISO 7380 М4×8 — 46 шт.
Гайка М4 — 46 шт.
Шайба М4 — 46 шт.
Ось Z.
В принтере UlTi Steel повышенная жесткость оси Z и алюминиевые крепления валов, которые устраняют любые возможные перемещения вала.
Сборка стола (HeatBed).
Силовой каркас стола состоит из четырех частей: основания стола, усиливающих уголков, опорной пластины гайки и алюминиевой нагревательной платформы.
Общий вид стального стола:
Сборку стола следует начать с установки усиливающих уголков. Они служат для устранения вибрации и резонанса пластины, а также как дополнительные ребра жесткости стола. Их установка обязательна.
Для сборки необходимы:
Винт DIN 912 М4×10 — 10 шт.
Гайка М4 — 10 шт.
Далее монтируем гайку ходового винта на опорную пластину гайки. Гайка устанавливается длинной частью вверх. В кит-наборе гайка накручена на трапецеидальный винт.
Для сборки необходимы:
Винт DIN 912 М3×8 — 4 шт.
Гайка М3 — 4 шт.
Далее крепим линейные подшипники LMK12LUU и две основные несущие части: основание стола и опорную пластину гайки на винты М4, не забыв подложить шайбы под гайки.
Если подшипники очень плотно вставляются в отверстия — уберите на кромке выреза краску. Такая плотная посадка сделана специально для центрирования подшипников и задания максимально точного расстояния между осями валов.
Для сборки необходимы:
Винт DIN 912 М4×12 — 8 шт.
Гайка М4 — 8 шт.
Шайба М4 — 8 шт.
Далее устанавливаем алюминиевую нагревательную платформу с наклеенным под нее нагревательным элементом.
В качестве него используется силиконовый нагреватель 200×200 мм, 200 Ватт, 220 Вольт. Данный нагревательный элемент нагревается быстрее аналогов и стабильно поддерживает температуру.
Перед установкой пластины необходимо вкрутить потайные винты в алюминиевую нагревательную пластину и законтрить их с обратной стороны винтами М3.
В Ulti Steel используются 3 точки крепления, так как плоская поверхность задается именно 3-мя точками, четвертая всегда будет мешаться при настройке. Но в самой пластине предусмотрено 5 отверстий для возможности крепления по 3 или 4 точкам.
Для сборки необходимы:
Винт М3×25 (потайная головка) — 3 шт.
Гайка М3 — 3 шт.
Барашковая гайка М3 — 3 шт.
Пружина — 3 шт.
Далее устанавливаем алюминиевую пластину на силовую платформу, не забывая при этом установить пружины. Пружины нужны для компенсации наскока сопла на препятствие во время печати и для упрощения калибровки стола.
После того, как винты платформы пройдут через отверстия с обратной стороны стола, можно закрутить барашковые гайки. Первично закрутите гайки так, чтобы пружины сжались почти полностью. Оставьте небольшой зазор, чтобы хватило на регулировку уровня стола в дальнейшем.
Провод нагревательного элемента проходит по правой стороне и крепится специальными скобами.Так провод надежно крепится, не мешает винтам и при частых сгибах не переломится у нагревательного стола. Дополнительно стоит закрепить провод нейлоновой стяжкой к стальной пластине.
На алюминиевую пластину можно положить стекло и закрепить канцелярскими прищепками. Но лучше это делать после сборки принтера перед первой печатью, чтобы не разбить стекло раньше времени.
Монтаж направляющих валов.
Установку валов и стола удобней проводить, когда принтер лежит на задней стенке.
Проденьте валы до середины через нижние отверстия, затем вставьте в линейные подшипники стола.
Перед установкой линейных подшипников LMK12Luu можно добавить в них густой пластичной смазки, например Литол, Рубин МС 1520 ВМПАВТО, LIQUI MOLY LM 50 Litho HT 7569 и подобные им. В кит-наборе смазка нанесена.
После чего наденьте на вал крепление SHF 12 так, чтобы стягивающий винт смотрел вверх.
Закрепите опоры SHF 12 винтами М5 к верхней крышке принтера. Затем со стороны отсека электроники так же закрепите две нижние опоры.
Для сборки необходимы:
Винт DIN 912 М5×16 — 4 шт.
Гайка М5 — 4 шт.
После того, как вы проверите плавность хода стола, можно затянуть контрящие винты опор SHF 12.
Усилие, с которым необходимо затягивать винт, следует выбрать следующим образом:
- Начните затягивать винт, одновременно немного прокручивайте вал в опоре.
- Как только вал перестанет вращаться, дотяните винты на 1/4-1/3 полного оборота. Этого усилия будет достаточно для надежной фиксации вала.
После выполнения данных операций желательно ослабить винты, крепящие опоры SHF 12 к верхней крышке принтера, передвинуть стол к верхней крышке принтера, затянуть винты, крепящие опоры SHF 12. Аналогичную операцию провести с креплениями с нижней части принтера.
После сборки еще раз проверьте плавность хода стола.
Не переворачивайте принтер, пока не установите ходовой винт или не опустите стол в нижнюю точку.
При перевороте принтера стол из-за своей массы с большой скоростью может удариться о нижнюю или верхнюю крышку. Будьте предельно аккуратными.
Установка привода оси Z.
В Ulti Steel используется шаговый двигатель с муфтой и винтом, это недорогое и эффективное решение. Поэтому гайка винта вынесена выше плоскости основной пластины.
Сначала вкрутите винт в ходовую гайку хотя бы на 1/4 длины винта. Далее ослабьте все винты жесткой муфты и наденьте ее на вал до упора.
Для оси Z используется двигатель 17HS4401 (меньшего размера). Вставьте его в муфту с обратной стороны и затяните стопорные винты.
Следите за тем, чтобы вал двигателя и ходовой винт максимально глубоко вставлялись в муфту, а один из стопорных винтов муфты (со стороны двигателя) располагался напротив лыски на валу мотора.
Теперь можно установить двигатель в нижнюю крышку и закрепить винтами с полукруглой головкой М3×6.
Для сборки необходимы:
Винт ISO7380 М3×6 — 4 шт.
Следите за тем, чтобы разъем мотора «смотрел» на переднюю стенку.
Печатающая головка.
Конструкция большинства современных печатающих головок сходна, отличаются по большей части только габаритные размеры и способ крепления элементов.
Печатающая головка, она же HotEnd, состоит из:
- Сопло
- Нагревательный блок
- Нагревательный элемент (цилиндрический картридж)
- Датчик температуры (термистор)
- Термобарьер
- Радиатор
- Кулер
- Фитинг для трубки
Принцип работы всех печатающих головок — немного размягченный пластик расширяется в канале, образуется своеобразный «поршень», который давит расплавленную массу пластика к соплу. Этот «поршень» создается самим пластиком в месте резкого перехода между горячей зоной HotEnd’а и холодной.
Если канал чист и не имеет каких-либо лишних полостей, а также обеспечивается достаточная температура горячей зоны и эффективное охлаждение холодной, то пластик будет подаваться легко и в нужных объемах.
Сборка HotEnd.
В UlTi Steel используется CR8 HotEnd, так как он имеет небольшие габариты и его удобно крепить и обслуживать.
Сборку нужно совершать в следующей последовательности:
- Вкрутите сопло в нагревательный блок до упора. Сопло вкручивается со стороны винта, стягивающего прорезь для крепления нагревательного элемента.
- Вкрутите термобарьер до упора навстречу соплу. Воспользуйтесь плоскогубцами, при этом оберните гладкую поверхность термобарьера ветошью или плотной бумагой, чтобы не повредить посадочную поверхность. Чрезмерного усилия прилагать не нужно.
Проверьте наличие фторопластовой трубки внутри термобарьера.
- Вставьте термобарьер в радиатор и зафиксируйте двумя стопорными винтами М3 на торце радиатора.
Не используйте термопасты, фум-ленты и т.п. при сборке HotEnd.
Сборка печатающей головки.
В связи с использованием в Ulti Steel CR8 HotEnd количество печатных деталей сократилось до 2 штук, а для крепления остальных частей применяются вплавные латунные гайки.
В kit-наборе они уже установлены.
Далее будет информация, как правильно запрессовать такие резьбовые вставки (на случай замены печатающей головки).
В Ulti Steel втулки впрессовываются винтом и устанавливаются с противоположной стороны от винта, это значительно повышает устойчивость таких вставок к вырыванию.
Всего в печатающей головке 8 резьбовых вставок:
Необходимо закрепить втулки ULB8uu в печатающей головке.
Глубину установки втулок смотрите на фотографиях далее.
Для сборки необходимы:
Винт М3×12 — 4 шт.
Перед закреплением HotEnd необходимо собрать пластину — держатель кулеров обдува модели. Эта пластина служит одновременно элементом, к которому крепятся кулеры и который частично направляет поток воздуха в нужную область, а также своеобразным щитком, закрывающим провода.
Кроме того, у этой пластины есть специальный «язычок», к которому стяжкой фиксируются провода.
Установите центробежные кулеры на пластину так, чтобы открытая часть крыльчатки была обращена вниз, а окно для выдува воздуха «смотрело» на сопло. Кулеры крепятся винтами М2.
Для сборки необходимы:
Винт М2×10 — 4 шт.
Гайка М2 — 4 шт.
Далее можно устанавливать HotEnd. Он крепится на два винта М3×30 насквозь через радиатор. Это достаточно надежный и простой способ крепления.
Для сборки необходимы:
Винт М3×30 — 2 шт.
После сборки не спешите крепить пластину держателя кулеров обдува модели. Сначала необходимо правильно закрепить и уложить провода нагревательного элемента и термистора.
В kit-наборе Ulti Steel нагревательный элемент и термистор уже закреплены в HotEnd, их разбирать и пересобирать не нужно.
Сначала закрепите кулер так, чтобы наклейка смотрела на радиатор, а провод проходил сбоку, по ребру радиатора. Далее провод продевается сквозь отверстие в пластиковой детали.
Затем установите нагревательный картридж. Лучше, чтобы нагревательный элемент вставлялся с левой стороны (если смотреть прямо на HotEnd). Крепится картридж стяжным винтом снизу нагревательного блока.
Максимально аккуратно работайте с термистором, не перетягивайте винт.
Термистор крепится с правой стороны нагревательного блока и поджимается от выпадания винтом. Для лучшего термоконтакта используйте термопасту либо термопроводящий клей.
Последним этапом закрепите пластину крепления кулеров обдува модели сзади печатающей головки. Эта пластина также служит защитным кожухом для крепления проводов.
Для сборки необходимы:
Винт DIN 912 М3×8 — 2 шт.
Механика осей XY.
Объясним принцип работы механики Ultimaker’а.
Рассмотрим, каким образом можно перемещать печатающую головку по оси X и Y. Для перемещения по одной из осей X или Y необходимы направляющие валы, на которые будут опираться каретки. Для их перемещения требуется шаговый двигатель и ременная передача.
Так как каретки разнесены достаточно далеко друг от друга, то их необходимо синхронизировать, чтобы они двигались одновременно и в одну и ту же сторону.
Для этого есть два решения:
1) установка двух двигателей;
2) механическая синхронизация кареток посредством ремня и вращающегося вала. Компоновка с двумя двигателями допустима, но накладывает ряд ограничений и ведет к удорожанию конструкции, поэтому разумно физически синхронизировать движение кареток.
На иллюстрациях ниже показаны оси X и Y по отдельности, с двумя неподвижными валами, по которым перемещаются каретки одним валом синхронизации и одной направляющей для передвижения печатающей головки.
Удобство принтеров семейства Ultimaker состоит в том, что в качестве вала синхронизации движения кареток применяются направляющие валы соседней оси. Таким образом физически устраняется перекос кареток и снижается стоимость за счет направляющих и моторов. Также получается достаточно малая масса движущихся частей (моторы располагаются на корпусе и не перемещаются), что немаловажно в 3D принтерах, а удвоение ремня на каждой из осей положительно влияет на максимально возможные ускорения.
Но в данном случае нельзя использовать линейные подшипники типа LM8uu, так как они рассчитаны только на линейное перемещение, поэтому применяются бронзовые втулки. А из-за того, что направляющие валы вращаются во время движения кареток, появляются повышенные требования к ровности валов.
Установка концевых выключателей.
Перед установкой и сборкой направляющих валов XY удобней всего установить концевые выключатели осей XY.
В kit-набор входит комплект из 3-х концевых выключателей, полностью готовых к установке.
В данном случае нарезка резьбы в пластике — оптимальный вариант закрепить концевые выключатели, так как использовать для крепления винты М2,5 и закручивать с обратной стороны гайку усложняет процесс установки концевых выключателей в нужное положение.
Концевые выключатели на осях X и Y устанавливаются с 4мм проставками, чтобы отодвинуть концевой выключатель от корпуса.
Концевой выключатель оси X устанавливается на переднюю стенку, оси Y на боковую. При установке запомните, какой концевой выключатель на какой стенке расположен, чтобы не перепутать их при подключении к плате управления.
Концевой выключатель оси X расположен за передней стенкой, головка при парковке движется справа налево. Концевой выключатель оси Y расположен на боковой стенке, головка при парковке движется от задней стенки к передней.
Для сборки необходимы:
Винт ISO7380 М3×12 — 4 шт.
По оси Z концевой выключатель остается вверху (в положении min, то есть стол у сопла), чтобы каждый раз не гонять стол в нижнюю точку, т.к. это усложняет процесс калибровки, увеличивает время начала печати и добавляет холостые ненужные перемещения стола и проводов.
Для сборки необходимы:
Винт ISO7380 М3×6 — 2 шт.
Сборка кареток.
Перед сборкой осей необходимо подготовить каретки и полностью собрать их.
Установите в пластиковые каретки втулки ULB8uu и закладные гайки.
Перед установкой втулок удалите все неровности в пластиковой детали каретки, чтобы ничего не препятствовало их установке.
Количество метизов указано для сборки одной каретки. Все оставшиеся каретки собираются точно так же.
Для сборки необходимы:
Винт DIN 912 М3×10 — 2 шт.
Гайка М3 — 2 шт.
Установите закладные гайки, которые потребуются при креплении фиксаторов ремня и держателя вала.
Если какие-либо гайки вставляются со значительным усилием, проверьте наличие облоя или мелких неровностей в отверстиях пластиковых деталей. Аккуратно снимите все заусенцы надфилем.
Для сборки необходимы:
Гайка М3 — 4 шт.
Проделайте эту операцию со всеми четырьмя каретками.
Сборка модуля крепления фланцевых подшипников.
Перед сборкой осей соберите модуль крепления фланцевых подшипников. Так как толщина стального корпуса всего 2 мм, то используются проставки корпуса для подшипников. Для их сборки нужно вставить закладные гайки и подшипник в пластиковый корпус.
Для сборки необходимы:
Гайка М3 — 2 шт.
Сборка направляющих XY.
В принтере на боковых стенках отсутствуют сквозные отверстия для вала 8 мм. Все оси полностью собираются на вал, а дальше просто вставляются внутрь корпуса и прикручиваются к держателям фланцевых подшипников.Такой способ монтажа отличается простотой сборки и высоким контролем посадки подшипника на вал.
Между торцом вала и краем проставки должен оставаться зазор, чтобы вал не упирался в корпус и не терся о него.
Если подшипники устанавливаются на вал с достаточно большим усилием, используйте молоток/киянку и легкими ударами («на весу») через любую проставку установите подшипник так, чтобы между краем вала и плоскостью проставки оставался зазор H= 1-1,5 мм (равномерно с обеих сторон).
Правильность установки подшипников можно проверить, вставив собранный вал в корпус с внутренней стороны. Если ось не вставляется, то необходимо глубже установить подшипники; если вал вставляется слишком легко, с большим зазором, то подшипники необходимо раздвинуть к краям вала.
Если подшипники на валу сидят достаточно свободно (их можно сдвинуть усилием пальцев, без применения молотка), то достаточно закрепить собранную ось в корпусе, после чего отрегулировать зазор вала относительно корпуса.
Внимание! Сборку осей необходимо начать с валов, которые находятся выше. Это оси, которые расположены вдоль передней и задней стенки, с номерами кареток 4 и 2 соответственно.
Ось X с кареткой №2 собирается в следующем порядке(рис.1):
- Модуль крепления фланцевых подшипников
- Проставка 3 мм
- Замкнутый ремень
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №2 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 22 мм
- Модуль крепления фланцевых подшипников
рис.1
Ось X с кареткой №4 собирается в следующем порядке(рис.2):
- Модуль крепления фланцевых подшипников
- Проставка 22 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №4 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 22 мм
- Модуль крепления фланцевых подшипников
рис.2
Ось Y с кареткой №1 собирается в следующем порядке(рис.3):
- Модуль крепления фланцевых подшипников
- Проставка 9 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №1 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 36 мм
- Модуль крепления фланцевых подшипников
рис.3
Ось Y с кареткой №3 собирается в следующем порядке(рис.4):
- Модуль крепления фланцевых подшипников
- Проставка 3 мм
- Замкнутый ремень
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 17 мм
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Ходовой вал 355 мм
- Каретка №3 (следите, чтобы полукруглый вырез под вал крестовины на всех каретках смотрел вверх)
- Шкив зубчатый, 20 зубьев, отверстие 8 мм
- Проставка 9 мм
- Модуль крепления фланцевых подшипников
рис.4
Вид сверху порядка установки валов
Номера кареток обозначены по часовой стрелке.
Установка направляющих XY в корпус.
Чтобы установить собранную ось, нужно ее вставить и прикрутить к корпусу винтами М3×6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.(на 1 ось)
Установка крестовины и печатающей головки.
Вставьте валы сквозь втулки печатающей головки, затем опустите их в специальные углубления в каретках.
Проверьте посадочное углубление для вала крестовины на всех каретках. Если в них окажется мусор, остатки поддержек, артефакты печати и т.п., то в этом случае валы могут встать немного враспор и головка начнет перемещаться со значительным усилием.
Далее просто закрепите валы пластиковыми держателями.
Для сборки необходимы:
Винт М3×12 — 8 шт.
После окончания сборки этого узла попытайтесь руками переместить печатающую головку. Она должна перемещается достаточно плавно без явных заеданий.
Установка шаговых двигателей.
В kit-наборе Ulti Steel два больших двигателя и два малых. Большие двигатели с моментом 52 Н⋅см устанавливаются на оси X,Y. Малые двигатели с моментом 42 Н⋅см устанавливаются на экструдер и ось Z.
Зазор между шкивом и плоскостью шагового двигателя должен быть минимальным, буквально в толщину бумажного листа. Располагайте шкив тонким буртиком к двигателю.
Один из стопорных винтов шкива должен располагаться напротив лыски на валу двигателя. Это позволяет надежно закрепить шкив и предотвратить самопроизвольное прокручивание во время печати.
Теперь необходимо закрепить шаговый двигатель на корпусе принтера. Обязательно накиньте замкнутый ремень на оба шкива. В комплекте поставки имеется 8 сквозных проставок длиной 20 мм.
Для сборки необходимы:
Винт М3×25 — 8 шт.
Под головку винта необходимо подложить шайбу. Шаговый двигатель размещайте шлейфом или проводами вниз для более удобного монтажа.
Порядок сборки шагового двигателя оси Y аналогичен.
Натяжка ремней.
В UlTi Steel используются разомкнутые ремни, это экономичнее и универсальнее замкнутых. Для использования этих ремней были спроектированы каретки с возможностью натяжки ремня.
Перед натяжкой ремней все шкивы должны быть ослаблены и свободно прокручиваться на валу.
Натяжку ремня необходимо начинать с закрепления одного из его концов в неподвижный держатель ремня. Положите ремень гладкой стороной на каретку, сбоку вставьте неподвижный держатель ремня и установите винт М3×8.
Не спешите отрезать ремень, буквально 2-3 мм могут стать критичны при натяжке.
Для сборки необходимы:
Винт DIN 912 М3×8 — 1 шт.
Далее пропустите весь ремень через оба шкива. Переместив каретку в середину вала, наденьте пружину на ремень. Далее проложите ремень вдоль каретки и отрежьте его примерно на ее середине.
Затем вставьте свободный конец в натяжитель ремня.
После этого вставьте натяжитель в каретку так, чтобы винт натяжки ремня попал в закладную гайку, и постарайтесь натянуть ремень.
Для сборки необходимы:
Винт DIN 912 М3×20 — 1 шт.
Процесс натяжки:
- Смонтировать ремни, но не натягивать.
- Расслабить винты на всех шкивах, которые установлены на 8 мм валах — они должны свободно вращаться на валах.
- Попарно равномерно натянуть ремни. Примерный вид натянутого ремня и пружины представлен на фотографии ниже. Если винт натяжителя затянут до упора, а ремень недостаточно натянут, то
выньте натяжитель, укоротите ремень на 1 или 2 зуба и повторите операцию. - Выровнять печатными упорами валы перекрестья параллельно валам у корпуса (скачать модели упоров).
- Продавить шкивы по направлению к подшипникам для того, чтобы выбрать возможный зазор.
- Произвести несколько нажатий на ремень возле шкива сверху и снизу, чтобы провернуть шкивы и убрать напряжения в обеих частях каждого ремня.
- Проконтролировать параллельность валов п.4.
- Зафиксировать все шкивы на один винт, следить чтобы шкив не провернулся от давления ключом.
- Проконтролировать параллельность валов п.4
- Полностью зафиксировать винты шкивов.
![]()
Примерный вид натянутого ремня представлен на фотографии ниже (если ремень натянут, то во время перемещения каретки не «скачет» на шкиве, а пружина не до конца разжата).
Подающий механизм Feeder.
Подающий механизм или Feeder является частью экструдера. В принтере UlTi Steel применен уникальный подающий механизм, имеющий ряд особенностей:
- Пруток при подаче не переламывается, а идет прямо по каналу. Это позволяет печатать любыми пластиками, даже Flex.
- Ступенчатая регулировка усилия прижима. Большинство подающих механизмов имеют либо статичную пружину, либо регулировку усилия прижима путем затягивания винта. В обоих случаях нельзя добиться оптимального, повторяемого усилия прижима для разных пластиков. Здесь это решено эксцентриковым прижимом.
- Быстрая заправка пластика одной рукой. Достаточно отщелкнуть эксцентрик, заправить пластик и обратно его защелкнуть.
- Работа с любыми видами подающих шестерен.
Сборка и монтаж на корпус.
Сначала необходимо установить закладные гайки в опорную плиту и закрепить его на корпусе принтера. С обратной стороны задней стенки винты фидера вкручиваются напрямую в шаговый двигатель.
Для фидера используется мотор с моментом 42 Н⋅см, менее мощный, чем стоящий на осях X и Y. Это сделано для того, чтобы при засоре или неправильной калибровке мотор прекратил подачу пластика и остановился.
Для сборки необходимы:
Винт М3×8 — 4 шт.
Гайка М3 — 3 шт.
Далее соберите рокер с прижимным роликом. Может потребоваться дополнительная доводка отверстия надфилем, чтобы подшипник вращался свободно.
Для предотвращения износа детали при подаче пластика, в один из концов вставляется фторопластовая трубка 4×2 мм и обрезается заподлицо с деталью (та же трубка, что идет для подачи пластика до HotEnd).
С обратной стороны также запрессуйте гайку, в которую вкручивается винт, удерживающий подшипник.
Для сборки необходимы:
Винт М3×12 — 1 шт.
Гайка М3 — 2 шт.
Рокер крепится к монтажной плите. Смажьте кончик винта клеем или анаэробным фиксатором резьбы, чтобы он самопроизвольно не раскручивался.
Для сборки необходимы:
Винт М3×16 — 1 шт.
Далее закрепите эксцентриковый прижим. Он должен свободно вращаться, не затягивайте его чрезмерно сильно.
Для сборки необходимы:
Винт М3×8 — 1 шт.
Перед установкой коромысла сразу установите и закрепите подающую шестерню. Она надевается на вал двигателя и настраивается таким образом, чтобы полукруглая выемка на шкиве совпадала с каналом подачи пластика.
Закрутите коромысло, смазав конец винта клеем или фиксатором — данный элемент подвержен частому вращению.
Для сборки необходимы:
Винт М3×10 — 1 шт.
В последнюю очередь установите винт с жесткой пружиной.
Пружина в этом случае называется «пружина синхронизатора Ваз 2108», также подойдет «пружина пальца суппорта Ваз 2121» или любая другая, схожая по жесткости. Максимальный диаметр применяемой пружины 8 мм.
Для сборки необходимы:
Винт М3×30 — 1 шт.
Настройка и проверка подающего механизма.
Для корректной работы подающего механизма необходимо правильно его настроить.
Прежде всего необходимо убедиться в правильной сборке фидера, проверить расположение подающей шестерни и плавность хода всех элементов. Чрезмерная затяжка винтов ухудшит ход подвижных элементов и может привести к недостаточному или чрезмерному прижиму прутка к шестерне.
Далее можно приступить к настройке. В данном подающем механизме 4 положения эксцентрика, каждое положение отвечает за свое усилие прижима, поэтому:
- Переместите эксцентрик в открытое положение. Оно отвечает за заправку пластика.
- Вставьте пруток пластика в нижнее отверстие.
- В этом положении закрутите винт с пружиной так, чтобы пруток пластика свободно проходил по каналу, слегка касаясь зубчатого шкива, но при этом сама пружина не болталась на винте.
- Следующие 3 положения отвечают за усилие прижима прутка пластика к шестерне. 2 и 3 положение подойдет для использования на мягких пластиках, где не допускается чрезмерное давление на пруток (Wood и WAX). Последнее положение эксцентрика используется для всех остальных видов пластика.
Электроника и электрика.
Прочитайте инструкцию по монтажу электроники полностью до непосредственного монтажа.
Принципиальная электрическая схема.
Принципиальная электрическая схема состоит из двух частей:
- Монтаж силовой части, напряжение 220 Вольт.
- Монтаж низковольтного питания и датчиков.
Монтаж проводов на 220 Вольт.
Строго следуйте инструкции и фотографиям, не включайте принтер в сеть во время работы с проводкой.
Разъем для подключения кабеля питания со стороны камеры электроники имеет 5 контактов. Три из них соответствуют нулю, фазе и заземлению. Оставшиеся два необходимы для прерывания питания кнопкой.
Поэтому желто-зеленый провод (земля) и черный (фаза) идут сразу к блоку питания, а красный (нейтраль) коротким проводом соединяет вводную клемму и один из контактов кнопки, а от кнопки более длинный провод идет в блок питания.
При перевороте вилки в розетке ноль и фаза меняются местами.
Подключение нагревательного стола одним концом осуществляется к твердотельному реле, а вторым в клемму на блоке питания, туда же подключается фаза (красный провод от разъема питания).
Черный провод подключается на блоке питания к черному проводу (ноль), вторым концом в твердотельное реле.
На твердотельном реле есть обозначение полярности. Не подключайте силовые провода к клеммам с обозначением «+» и «-». Для подключения нагрузки 220 Вольт клеммы подписаны знаком переменного напряжения «~».
Подключение двух клемм в один разъем в данном случае оправдано и безопасно.
Твердотельное реле в этом случае служит как выключатель, оно устанавливается в разрыв питания нагревательного стола. В момент, когда на противоположные клеммы подается низковольтное питание (в этом случае 12 Вольт), то реле включается и начинается нагрев стола.
Схема подключения низковольтного питания, датчиков и всего необходимого.
UlTi Steel оборудован драйверами TMC2208, которые без принудительного обдува могут перегреваться и выходить из строя, поэтому в заднюю часть корпуса устанавливается кулер 70×70 мм.
Полярность подключения не важна на следующих элементах:
- Нагревательный элемент HotEnd.
- Оба термистора.
- Концевые выключатели.
Хотя концевые выключатели не имеют полярности, важно соблюсти контакты для подключения к плате (три контакта — «+», «S», «GND» служат для подключения оптических датчиков), используем только контакты «GND» и «S» (минус и сигнал).
В kit-наборе концевые выключатели полностью проверены и правильно установлены в коннектор. Остается только не перепутать, какой концевой выключатель за какую ось отвечает.
Концевые выключатели подключаются в положение min.
Установка электроники.
Установку необходимых электрокомпонентов нужно начать с установки разъема питания 220 Вольт в корпус принтера. Следите за тем, чтобы кнопка включения располагалась выше разъема.
Для сборки необходимы:
Винт Din 912 М3×8 — 2 шт.
Гайка М3 — 2 шт.
Далее монтируем твердотельное реле. В kit-наборе используется нагревательный элемент стола на 220 Вольт, поэтому для его коммутации необходимо реле (тиристорная сборка). Следует использовать AC/DC реле, сигналы управления – постоянное напряжение, нагрузка – переменное.
Для сборки необходимы:
Винт ISO7380 М4×12 — 2 шт.
Гайка М4 — 2 шт.
Кулер 70×70×15 мм крепится на четыре винта М4×25 с внутренней стороны корпуса. Не перепутайте сторону кулера, он должен работать на вдув (наклейка должна смотреть внутрь корпуса). Не забудьте установить с внешней стороны защитную решетку.
Для сборки необходимы:
Винт ISO 7380 М4×25 — 4 шт.
Гайка М4 — 4 шт.
Осталось установить дисплей и основную электронику (SKR v1.3).
Для установки дисплея прикрутите 10 мм стойки в крайние отверстия.
Для сборки необходимы:
Стойка для ПП М3×10 — 4 шт.
Гайка М3 — 4 шт.
Далее смонтируйте дисплей в переднюю панель корпуса.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.
Из-за разной распиновки дисплея и платы (несогласованность стандартов производителей) при подключении шлейфов дисплея необходимо перевернуть их разъемами задом наперед. Для этого с одной стороны каждого шлейфа срезаны «ключи»
При монтаже платы управления сначала установите ее на стойки для печатных плат, как показано на рисунке ниже. Здесь применяются высокие стойки, чтобы плата была выше кабель канала.
Для сборки необходимы:
Стойка для ПП М3×18 — 4 шт.
Гайка М3 — 4 шт.
Затем нужно установить плату непосредственно в корпус. С обратной стороны плата крепится винтами М3×6.
Для сборки необходимы:
Винт ISO 7380 М3×6 — 4 шт.
В kit-наборе драйверы уже установлены на плату. Остается только наклеить на них радиаторы.
При установке радиаторов следите за тем, чтобы корпус радиатора не касался элементов и контактов драйвера.
На плату устанавливаются драйверы шаговых двигателей TMC 2208 в режиме UART. От обычного (Standalone) способа подключения данный отличается способом установки перемычек на самой плате. Проверьте правильность установки перемычек перед продолжением сборки принтера. Зеленым цветом показаны места, куда необходимо установить джамперы. Под самим драйвером все перемычки должны быть сняты.
Когда основные элементы электроники закреплены, закройте отсек электроники крышкой и в дальнейшем открывайте при необходимости. На крышке установлены мягкие ножки, которые предотвращают шум и не дают поцарапать стол или сам принтер.
В крышке установлены резьбовые клепки для того, чтобы скрепить крышку с корпусом четырьмя винтами М4×12.
Для сборки необходимы:
Винт ISO 7380 М4×12 — 4 шт.
Советы по укладке проводов.
Начать прокладывать провода нужно с самой дальней точки принтера — печатающей головки.
Отодвиньте ее в правый ближний угол (смотря на лицевую панель принтера), то есть самую дальнюю точку.
Далее начните вставлять провода в гофру. Старайтесь делать это так, чтобы провода сильно не переплетались и заходили строго друг за другом.
Провода с гофрой у печатающей головки закрепите стяжкой к специальному «язычку» на пластине держателя кулеров обдува модели.
При установке стяжки следите за тем, чтобы при максимальной координате по оси Y стяжка не уперлась в каретку.
На фото ниже пример положения каретки с координатой 190 мм. Очевидно, что при перемещении в координату 200 мм печатающая головка упрется в каретку.
Натяните гофру таким образом, чтобы не было сильного натяжения проводки и она шла к печатающей головке по плавной дуге.
В левом дальнем углу принтера, в верхней крышке имеется специальная прорезь, вставьте туда шлейф от печатающей головки и закрепите стяжкой в верхней части корпуса.
Шлейф печатающей головки проходит в углу вдоль всего корпуса. Рядом с ним укладываются провода концевого выключателя и двух двигателей.
Обратите внимание на крепление провода нагревательного стола. Этот провод также вставляется в тонкую гофру, стяжкой фиксируется на стальном основании стола.
Провода нагревательного стола к корпусу должны крепиться следующим образом: стол поднимается в максимально верхнее положение, провод прокладывается вдоль стенки и закрепляется только на две нижние стяжки. В этом случае при опускании стола вниз провод аккуратно сложится по дуге.
Прошивка (Firmware).
В kit-наборах Ulti Steel прошивка уже предустановлена и настроена.
Также периодически выходят новые обновления прошивки.
Принтеры линейки UlTi Steel оснащаются платой SKR 1.3. Этот контроллер легко и удобно обновлять и поддерживать.
На 12 июля 2023 последняя версия прошивки 1.1.5u. Для прошивки принтера необходимо взять чистую флешку. Записать в корень файл firmware.bin
Вставить флешку в выключенный принтер (в саму плату SKR 1.3, не в экран), включить и немного подождать, пока на экран не появится информация.
Об успешности прошивки будет символизировать то, что на флешке файл переименуется в firmware.CUR
Скачать прошивку версии 1.1.5u
SHA256: 7994B6B97C864C3C182CED0C3218DF9134F665D663F9C31FCACA5B005EC4AEA1
Тестирование принтера.
Протестировать принтер после сборки можно двумя методами:
- Через меню принтера поочередно вызвать необходимые функции.
- Подключить принтер к ПК и через интерфейс программы Pronteface и командную строку получить всю информацию о принтере.
Скачать Pronteface для Win
Скачать Pronteface для MAC
Первый вариант предпочтительней, так как не нужно будет искать и устанавливать драйверы, длинный провод и разбираться с консолью.
Проверка нагревательных элементов.
Принтер оснащен автоматической защитой от перегрева и непредсказуемых температурных скачков. Если во время нагрева или печати возникнет какая либо проблема, то принтер оповестит об этом.
Для запуска нагрева печатающей головки из меню принтера вызовите команду Главное меню > Температура > Преднагреть PLA > Преднагреть Сопло
Далее следите за тем, чтобы на экране температура печатающей головки начала увеличиваться. Если все работает корректно, то температура успешно достигнет заданных значений (+-2 градуса).
То же самое проделайте с нагревательным столом: Главное меню > Температура > Преднагреть PLA >Преднагреть Стол
Какие неисправности могут возникнуть:
- Температура не начала увеличиваться ни на одном нагревательном элементе. Через 4 секунды бездействия контроллер выдаст ошибку и уйдет в защиту, потребуется перезагрузка. Следите за показателями на экране. При такой проблеме следует отключить питание принтера и еще раз проверить правильность подключения проводки принтера, чаще всего проблема в этом.
- Температура увеличивается на соседнем нагревателе (вместо печатающей головки температура растет на столе). Скорее всего перепутаны местами подключение термисторов либо питание нагревательных элементов.
- При включении принтера он показывает максимально возможную температуру на экране ~253°C. Термистор в коротком замыкании. Проверьте провод, часто при неправильной установке термистора в нагревательный блок его контакты коротят.
- При включении принтера он показывает минимальную температуру на экране порядка -14°C. В этом случае термистор не подключен, имеет разрыв или подключен не в тот разъем.
Проверка направления движения осей и концевых выключателей.
Через меню принтера вызовите команду парковки: Главное меню > Движение > Парковка XYZ.
Первой должна начать перемещаться ось X — движение справа налево.
Далее ось Y — движение от задней стенке к передней. После чего стол должен подняться к соплу.
При правильной работе печатающая головка доедет в левый ближний угол, коснется концевого выключателя, отъедет от него на небольшое расстояние и подъедет снова, окончательно остановившись. Если принтер ведет себя именно так, то проверка двигателей осей XYZ и концевых выключателей на этом закончена.
При невнимательной сборке не всегда принтер ведет себя нормально.
Наиболее распространенные ошибки:
- Оси едут не в ту сторону, упираются в стенку и начинают дребезжать. В этом случае отключите питание принтера, отведите головку в середину и запустите парковку заново. При этом внимательно следите за тем, в какую сторону начала двигаться печатающая головка. Чаще всего данная проблема вызвана неправильным подключением двигателей X и Y, шлейфы питания моторов просто перепутаны местами.
- Оси едут в правильном направлении, но не останавливаются в нулевой точке, а пытаются дальше продолжить движение и дребезжат. Чаще всего это свидетельствует о том, что перепутаны местами шлейфы подключения концевых выключателей. Для проверки при повторной парковке нажмите на концевой выключатель соседней оси, а не к той, к которой едет ось. В этом случае просто подключите правильно разъемы концевых выключателей. Концевой выключатель оси X находиться за передней стенкой, оси Y — на боковой.
- Головка перемещается в противоположную сторону, но отъезжает на небольшое расстояние и останавливается. В принтере установлены нормально замкнутые концевые выключатели. Это необходимо, чтобы при физическом дефекте концевика либо его не правильном подключении контроллер думал, что концевой выключатель уже нажат, а не пытался уехать за пределы области печати. Если наблюдается такое поведение, проверьте правильность подключения самих разъемов. На плате имеются пара разъемов для каждой оси X min, X max, Y min, Y max, Z min, Z max. В Ulti Steel используются только разъемы min, максимальное же значение задается программно в прошивке. Можно ошибиться и включить концевой выключатель в другой место, о чем контроллер не будет знать. Внимательно сверьтесь с принципиальной схемой.
Бывают очень редкие случаи, когда вышеописанные проверки не дают должных результатов.
В этом случае напишите нам и мы поможем разобраться с проблемой!
Проблемы с печатью и артефакты на моделях.
Первое время могут возникать некоторые дефекты на моделях, это может быть связано с особенностями сборки и настройки механики принтера, настройки слайсера, качества пластика и т.д.
Если появились проблемы с качеством печати, отправьте нам фотографии моделей с описанием настроек слайсера, типа и марки пластика.
Мы подскажем, с чем может быть связан дефект и поможем его устранить.
- электронная почта: 3d@3dslon.ru
- группа VK: vk.com/3dslon
- Telegram: @alex3dslonru
- WhatsApp: +7 966 355-14-33
Изменения относительно UlTi Steel:
1. Мы заменили плату SKR 1.3 на плату собственной разработки- Cherry 3D. Переход на другую платформу позволяет решить множество проблем с удобством использования принтера, а именно:
— Долгожданная поддержка USB-карт памяти. При этом можно будет продолжать пользоваться и SD-картами.
— Появилась пользовательская настройка цвета дисплея. Цветовая индикация процесса печати (красный — ошибка, зелёный — печать закончена, мерцающий белый — нагрев).
— Возможность инвертировать энкодер из меню принтера.
— Произведена глубокая переработка математики расчёта скорости/ускорения и шагов двигателей. В новой версии контроллер не «схлопывает» шаги и считает их с высокой точностью за счёт встроенного в МК математического процессора. Статью с подробным разбором этого изменения мы выпустим чуть позже.
— Обновление прошивки и конфигурационный текстовый файл стали удобнее. Любые изменения вносятся в файл и загружаются в принтер через USB-карту памяти. Отпала необходимость компиляции прошивки.
— Установка любых драйверов шагового двигателя теперь возможна без установки перемычек. Полностью программная настройка драйвера.
— Отдельный высокочастотный ШИМ-выход для подключения подсветки корпуса. При любом уровне яркости освещение не мерцает.
— Дополнительные управляемые выходы для подключения кулеров (2 HotEnd, HotBed, 3 выхода для кулеров, 2 неуправляемых разъема питания).
Функционал будет постоянно расширяться и дополняться.
2. На версию 2 устанавливается интерфейсная плата печатающей головки для быстрого, более удобного подключения и замены навесных элементов (кулеров, нагревательного элемента, термистора).
3. В конструктивном плане UlTi Steel 2 практически не отличается от своего предшественника. Габарит принтера увеличился на 4 мм, помимо этого:
— Изменились габариты и дизайн защитного колпака (уменьшилось количество элементов, оптимизировалась конструкция). Акриловые дверцы при этом остаются прежних габаритов.
— В конструкции больше не будет проставок под концевые выключатели.
— Держатели подшипников F688 стали прочнее.
Данный товар отгружается из нашего офиса, будьте внимательны при расчёте стоимости доставки в транспортной компании.
Актуальную инструкцию по сборке можно найти на сайте проекта: ulti-steel.ru
Внимание! Принтер продается в качестве KIT-набора для самостоятельной сборки.
Краткие характеристики:
Минимальная высота слоя 0.05 мм (меньше возможно, но разница не заметна)
Средняя скорость печати 50-70 мм/с. Максимальная скорость печати ограничена возможностями экструзии пластика и максимально возможными ускорениями шаговых двигателей. (Составляет порядка 200 мм/с)
Область печати: 200х200х270 мм
Комплект поставки:
1. Стальной корпус — 1 шт.
2. Стальной стол v1.2.6, UlTi Steel — 1 шт.
3. Алюминиевая нагревательная платформа (в качестве нагревательного элемента используется Силиконовый нагреватель на 220В + Термистор) — 1 шт.
4. Винт трапецеидальный T8 300 мм, ход 2 мм — 1 шт.
5. Муфта жесткая 5*8 — 1 шт.
6. Подшипник линейный LMK12LUU — 2 шт.
7. Комплект пластиковых деталей — 1 шт.
8. Комплект метизов — 1 шт.
9. Комплект направляющих валов 8 мм (355 мм — 4 шт.; 268 мм — 2 шт.)
10. Комплект направляющих валов 12 мм (395 мм — 2 шт.)
11. Блок питания MEAN WELL 220v-12v 150 Ватт — 1 шт.
12. Комплект электроники: Плата управления Cherry — 1 шт., Драйвер TMC2208 — 4 шт., Дисплей Mini12864 — 1 шт.
13.Твердотельное реле SSR-25DA- 1 шт.
14. Разъем питания AC-014 — 1 шт.
15. Сетевой шнур — 1 шт.
16. Карта памяти USB — 1 шт.
17. Кулер 30*30*10 мм — 1 шт., Кулер 70х70х15 — 1шт., Центробежные вентиляторы — 2 шт. Все кулеры на подшипниках качения.
18. Комплект проводов для подключения ШД и питания- 1 шт.
19. HotEnd CR8 bowden — 1 шт.
20. Интерфейсная плата печатающей головки — 1 шт.
21. Ремень Gt2 разомкнутый — 3 метра.
22. Ремень Gt2 100 зубьев замкнутый — 2 шт.
23. Зубчатый шкив Gt2 20 зубьев, на вал 8мм — 10 шт.
24. Зубчатый шкив Gt2 20 зубьев, на вал 5мм — 2 шт.
25. Подшипник 623ZZ — 1 шт.
26. Подшипник F688ZZ — 8 шт.
27. Шаговый двигатель 17HS4401 4,2 кг*см — 2 шт.
28. Шаговый двигатель 17HS8401 5,2 кг*см — 2 шт.
29. Шкив подачи пластика MK8 — 1 шт.
30. Фторопластовая трубка 2*4мм — 800 мм.
31. Втулки ULB8uu- 6 шт.
32. Концевые выключатели — 3 шт.
33. Моток PETG пластика 50 метров (0,15 кг) — 1 шт.
34. Адгезивный состав 100 мл — 1 шт.
35. Стекло для принтера UlTi / UlTi Steel 220*230 мм
36. Полный комплект обжатых проводов — 1 шт.
37. Масло для смазки направляющих валов- 1 шт.
38. Проставки для выставления параллельности крестовины- 4 шт.
39. Силиконовый чехол нагревательного блока Lerdge- 1 шт.
40. Любовь и тех. поддержка от производителей — БЕЗГРАНИЧНЫ.
* Производитель оставляет за собой право вносить изменения в комплект поставки без предварительного уведомления покупателя.
Габариты упаковки: 45х45х61 см
Вес: 22 кг.
При отправке транспортными компаниями грузы страхуются на полную стоимость, поэтому при получении внимательно осмотрите груз. Eсли есть подозрение в повреждении товара, вскрывайте коробку в присутствии представителей ТК. В случае повреждения груза пишите претензию.
Собрались, в общем, мы с товарищем приобрести 3Д принтер, долго выбирали и приценивались по стоимости, параметрам печати и по техническому устройству. Отмечу, что мы «технари», но в 3Д печати дилетанты и только начинаем вникать в данную тему.
Основные критерии выбора:
1. Доступная цена – наш бюджет составлял 40-60 т.р.;
2. Возможность быстрой поставки запчастей – если вдруг мы решим открыть производство, то в случае поломки это важный момент;
3. Закрытая камера печати – увеличивает ассортимент применимого пластика;
4. Максимальная температура экструдера и стола – так же позволяет применять больше видов пластика.
5. Минимальная высота слоя – 0,05 мм это более чем достаточно для начала.
6. Минимум доработок – максимум результат.
Нами, было просмотрено много вариантов, как Китайских, так и Отечественных производителей. Одни были не дорогие, но требовали кучу доработок, другие стоят как «крыло от самолёта». А для новичков усложнять процесс какими-то доработками и переделками ни к чему, точно так же как и дорогостоящее оборудование.
Таким образом, все пути нас привели к принтеру Ulti Steel и как раз к решению его приобрести, вышла его вторая версия с множеством доработок и усовершенствований. Этот принтер подходил для нас по всем критериям.
И вот, приехал к нам наш Ulti Steel 2 КИТ набор, почему КИТ набор, да чтобы при сборке изучить и прощупать его изнутри. И уже на этапе распаковки мы заметили, как трепетно производитель относится к своей продукции и потребителю. Всё сложено аккуратно, нигде ничего не болтается, не трётся, все комплектующие сгруппированы, разложены по отдельным коробочкам и промаркированы.
Приступив к сборке, мы ознакомились с инструкцией, которая нас очень удивила своей подробностью и доходчивым изложением. Сама сборка проходила весьма увлекательно, мы поражались, насколько чётко изготовлены детали, всё подогнано «тютилька в тютильку», нигде ни чего не ведёт, не торчит, не царапает и не болтается. Отмечу, что некоторые узлы поставляются уже в сборе, что ещё упрощает процесс.
Ещё один немало важный момент, производитель доводит дело до конца, т.е. прямо до получения годно напечатанного изделия. В этом помогают так же подробные инструкции по настройке и подготовке принтера к первой печати, по установке и настройке программного обеспечения. В случае, каких либо проблем, приведены причины и пути их решения.
В процессе сборки и настройки принтера, у нас возникали кое-какие вопросы, но достаточно было «включить голову» и они разрешались, не прибегая к помощи производителя. А при обнаружении дефектной детали, производитель незамедлительно отреагировал и заменил её.
По итогу всего процесса от покупки до печати, было достаточно комфортно изучать и вникать в тему 3Д печати. На деле ощутили, какая огромная работа проделана производителем и выпущен продукт, удовлетворяющий потребности потребителя, в частности для нас, новичков, это сыграло огромным плюсом.
Выражаем безграничную благодарность и процветания производителю, что бы и дальше, по мере роста технологий, нас, потребителей, радовали и воодушевляли такие продукты.
Фото принтера и тестовой модели:













