
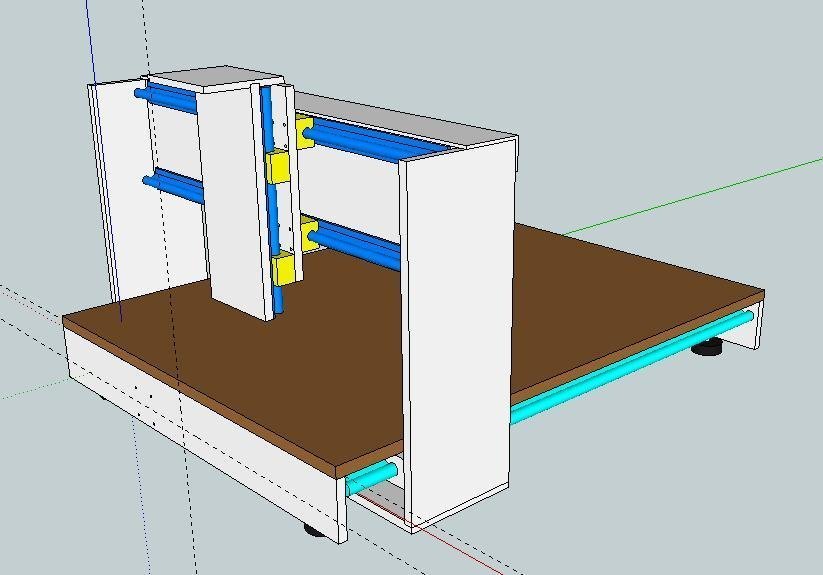
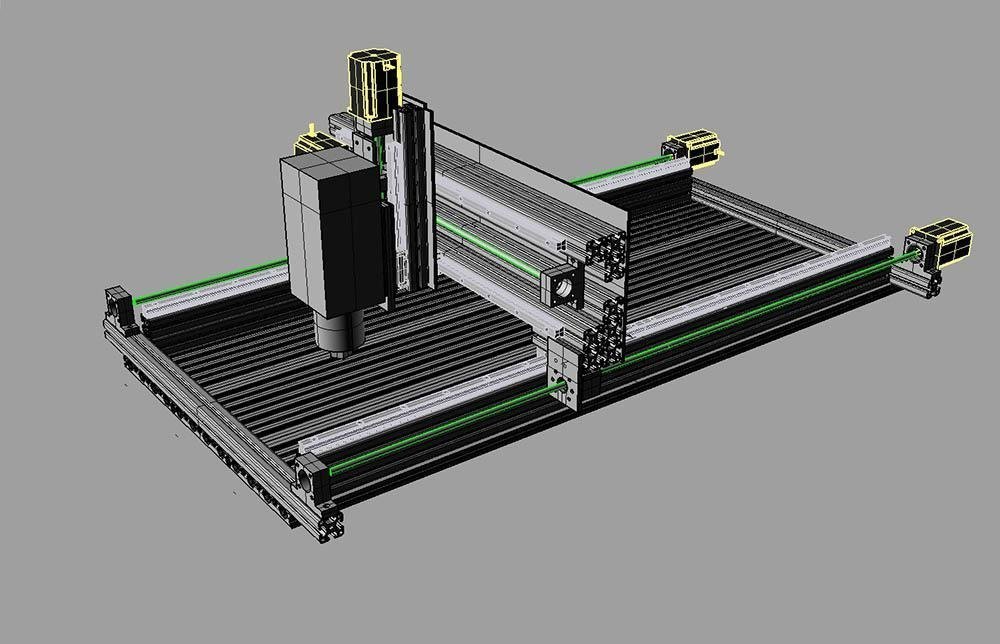
Расположение осей X, Y, Z настольного фрезерно-гравировального станка ЧПУ :
Ось Z перемещает инструмент(фрезер) по вертикали(вниз-вверх)
Ось Х — перемещает каретку Z в поперечном направлении(влево-вправо).
Ось Y — перемещает подвижный стол(вперед-назад).
С устройством фрезно-гравировального станка можно ознакомиться выбор и устройство фрезерно-гравировального станка
Состав набора ЧПУ станка Моделист2020 и Моделист3030
I Набор фрезерованных деталей из фанеры 12мм для самостоятельной сборки
Комплект фрезерованных деталей для сборки станка с ЧПУ с подвижным столом состоит из:
1) Стойки портала фрезерного станка с ЧПУ
2) набор фрезерованных деталей станка ЧПУ для сборки оси Z
3) набор фрезерованных деталей станка ЧПУ для сборки подвижного стола
4) набор фрезерованных деталей станка ЧПУ для сборки опор шаговых двигателей и крепления шпинделя
II Набор механики фрезерного станка включает:
1. муфта для соединения вала шагового двигателя с ходовым винтом станка — (3шт.). Размер соединительной муфты для станка Моделист2030 с шаговыми двигателями NEMA17 — 5х5мм. Для станка Моделист3030 с шаговыми двигателями Nema23 — 6,35×8мм
2. стальные направляющие линейного перемещения для ЧПУ станка Моделист3030:
— 16мм (4шт.) для осей Х и Y,
— 12мм(2шт) для оси Z
Для ЧПУ станка Моделист2020 диаметр направляющих линейного перемещения:
— 12мм(8шт) для осей Х, Y и Z.
3. линейные подшипники качения для фрезерного станка Моделист3030:
— линейные подшипники LM16UU (8шт.) для осей Х и Y,
— линейные подшипники LM12UU для оси Z.
Для фрезерного ЧПУ станка Моделист2020
— линейные подшипники LM12UU (12шт.) для осей Х, Y и Z.
4. ходовые винты для фрезерного станка Моделист2020 — М12 (шаг 1,75мм) — (3шт.) c обработкой под d=5мм с одного конца и под d=8мм с другого.
Для фрезерного станка Моделист3030 — трапецеидальные винты TR12x3 (шаг 3мм) — (3шт.) c обработкой концов под d=8мм.
5. радиальные подшипники крепления ходовых винтов -(4шт.) один подшипник в алюминиевом блоке для оси Z.
6. ходовые гайки из графитонаполненного капролона для осей X, Y и Z (- 3шт.)
7. крепеж
III Набор электроники фрезерного станка с ЧПУ:
1. Для станка с ЧПУ Моделист2020: шаговые двигатели NEMA17 17HS8401 (размер 42х48мм, крутящий момент 52N.cm, ток 1,8А, сопротивление фазы 1,8Ом, индуктивность 3,2mH, диаметр вала 5мм) — 3шт.
Для станка с ЧПУ Моделист3030: шаговые двигатели 23HS5630 (размер 57х56мм, крутящий момент 12,6кг*см, ток 3,0А, сопротивление фазы 0,8Ом, индуктивность 2,4mH, диаметр вала 6,35мм) — 3шт.
2. контроллер шаговых двигателей ЧПУ станка на специализированных микрошаговых драйверах компании Toshiba ТВ6560 в закрытом алюминиевом корпусе
3. блок питания 24 В 6,5 A для ЧПУ станка Моделист2020 и 24В 10,5А для ЧПУ станка Моделист3030
4. комплект подсоединительных проводов
Последовательность сборки фрезерного станка чпу с подвижным столом.
Система линейного перемещения любого станка состоит из двух деталей: шариковая втулка — это элемент который движется и неподвижного элемента системы — линейная направляющая или вал(линейная опора). Линейные подшипники могут быть разных видов: втулка, разрезная втулка, втулка в алюминиевом корпусе для удобства крепления, шариковая каретка, роликовая каретка, основная функция которых — нести нагрузку, обеспечивая стабильное и точное перемещение. Применение линейных подшипников(трение качения) вместо втулок скольжения позволяет значительно снизить трение и использовать всю мощность шаговых двигателей на полезную работу резки.

Рисунок 1
1 Смазать линейные подшипники системы линейного перемещения фрезерного станка специальной смазкой (можно использовать Литол-24(продается в магазинах авто запчастей)).
2 Сборка оси Z фрезерного станка с ЧПУ.
Сборка оси Z описана в инструкции «Инструкция по сборке каретки Z»
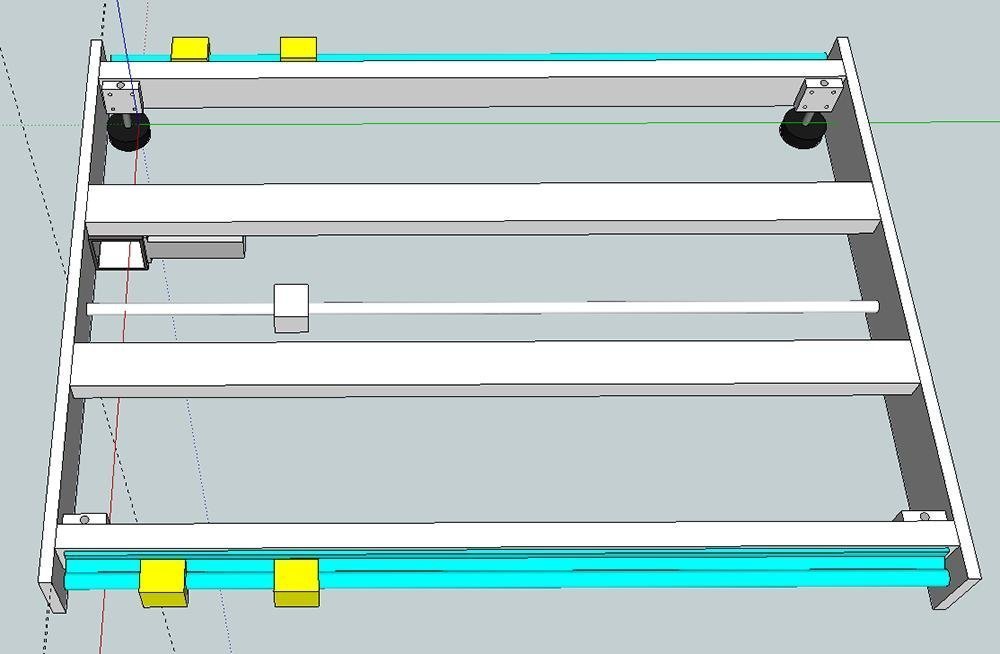
3 Сборка стола фрезерного ЧПУ станка, ось Y
3.1 Детали для сборки портала, рисунок 2.
1) комплект фрезерованных деталей
2) стальные направляющие линейного перемещения диаметром 16мм(2шт)
3) линейный подшипник LM16UU(4шт)
4) ходовые винты для фрезерного станка Моделист2030 — М12 (шаг 1,75мм) c обработкой концов под d=8мм и d=5мм
Для фрезерного станка Моделист3030 — трапецеидальные винты TR12x3 (шаг 3мм) c обработкой концов под d=8мм.
5. радиальные подшипники крепления ходовых винтов -(2шт.)
6. ходовая гайка из графитонаполненного капролона — (- 1шт.)
7. крепеж

Рисунок 2. Детали портала фрезерного настольного ЧПУ станка
3.2 Запрессовать линейные подшипники и вставить держатели линейных подшипников во фрезерованные пазы, рисунок 2. Вставить линейные направляющие в линейные шарикоподшипники.

Рисунок 2 Сборка стола настольного фрезерного ЧПУ станка
3.3 Держатели подшипников линейного перемещения забиваются в пазы детали подвижного стола. Соединение типа шип-паз обеспечивает отличную жесткость узла, все детали этого узла изготовлены из фанеры 18мм. Дополнительно стянув детали болтовым соединением обеспечим долгий и надежный срок службы, для этого через уже имеющееся отверстие в пластине, которое служит направляющим для хода сверла, сверлим отверстие в торце держателя линейных подшипников, как показано на рисунке 3, сверло диаметром 4мм.

Рисунок 3 Сверление крепежных отверстий.
3.4 Накладываем сам стол и, через уже имеющиеся отверстия скрепляем, с помощью винтов М4х55 из комплекта, рисунок 4 и 5.

Рисунок 4. Крепление подшипников подвижного стола.

Рисунок 5. Крепление подшипников подвижного стола.
3.5 Запрессовать упорные подшипники в детали каркаса стола. Вставить ходовой винт с ходовой гайкой из графитонаполненного капролона, в опорные подшипники, и линейные направляющие в пазы элементов каркаса, рисунок 6.

Рисунок 6. Сборка подвижного стола.
Скрепить элементы каркаса шурупами из комплекта. Для крепления с боков используйте шурупы 3х25мм, рисунок 7. Перед вкручиванием шурупов, обязательно засверлите сверлом диаметром 2мм, для избежания расслаивания фанеры.
Если ходовой винт не зажат деталями основания подвижного стола и имеется люфт винта вдоль оси в опорных подшипниках — используйте шайбу диаметром 8мм, рисунок 6.

Рисунок 7. Сборка каркаса настольного станка.
3.6 Расположите ходовую гайку по центру между линейными подшипниками и сделайте отверстия для шурупов сверлом 2мм, рисунок 8, после чего шурупами 3х20 из комплекта закрепить ходовую гайку. При сверлении обязательно использовать упор под ходовой гайкой, чтобы не погнуть ходовой винт.

Рисунок 8. Крепление ходовой гайки.
4 Сборка портала станка.
Для сборки понадобятся:
1) комплект фрезерованных деталей для сборки подвижного стола
2) стальные направляющие линейного перемещения диаметром 16мм(2шт)
3) линейный подшипник LM16UU(4шт)
4) ходовые винты для фрезерного станка Моделист2030 — М12 (шаг 1,75мм) c обработкой концов под d=8мм и d=5мм.
Для фрезерного станка Моделист3030 — трапецеидальные винты TR12x3 (шаг 3мм) c обработкой концов под d=8мм.
5. радиальные подшипники крепления ходовых винтов -(2шт.)
6. ходовая гайка из графитонаполненного капролона — (- 1шт.)
7. крепеж
4.1 Закрепить боковину портала, рисунок 9.

Рисунок 9. Сборка портала станка.
4.2 Вставить ходовой винт с гайкой в каркас каретки оси Z, рисунок 10.

Рисунок 10. Установка ходового винта.
4.3 Вставить линейные направляющие, рисунок 11.

Рисунок 19 Крепление ходового винта «в распор».
4.4 Закрепить вторую боковину портала, рисунок 11.

Рисунок 11. Установка второй боковины портала
Если ходовой винт не зажат деталями основания подвижного стола и имеется люфт вдоль оси — используйте шайбу диаметром 8мм.
4.5 Установить и закрепить заднюю стенку каретки Z, Рисунок 12.

Рисунок 12. Крепление задней стенки каретки Z.
4.6 Закрепить капролоновую ходовую гайку шурупами 3х20 из комплекта, рисунок 13.

Рисунок 13. Крепление ходовой гайки оси X.
4.7 Закрепить заднюю стенку портала, рисунок 14, с использованием шурупов 3х25 из комплекта.
Рисунок 14. Крепление задней стенки портала.
5 Установка шаговых двигателей.
Для установки шаговых двигателей используйте детали крепления из набора фрезерованных деталей станка ЧПУ для сборки опор шаговых двигателей Nema23 для фрезерного станка Моделист3030.

Рисунок 15. Установка шаговых двигателей.
Установить муфты 5х8мм для соединения вала двигателя с ходовым винтом. Закрепить шаговые двигатели на станок, для крепления используйте винт М4х55 из комплекта, рисунок 15.
6 Закрепите контроллер на задней стенке фрезерно-гравировального станка, и подключите к нему клеммники моторов.
7 Установка фрезера.
Крепление фрезера осуществляется за шейку инструмента или корпус. Стандартный диаметр шейки бытовых фрезеров 43мм. Диаметр шпинделя 300Вт — 52мм, крепление за корпус. Для установки соберите крепление фрезера, детали крепления на рисунке 16. Используйте шуруп 3х30мм из комплекта.
Рисунок 16 Крепление шпинделя 43мм
Рисунок 17 Шпиндель с креплением на ЧПУ станок
При установке дремель подобных инструментов(граверов), кроме этого потребуется дополнительное крепление корпуса гравера к каретке Z хомутом, рисунок 18.

Рисунок 18 Крепление гравера на фрезерный станок.
Имеется возможность установка насадки для подключения пылесоса
Магазин чпу станков хобби класса
В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
Как сделать самодельный станок с ЧПУ

Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
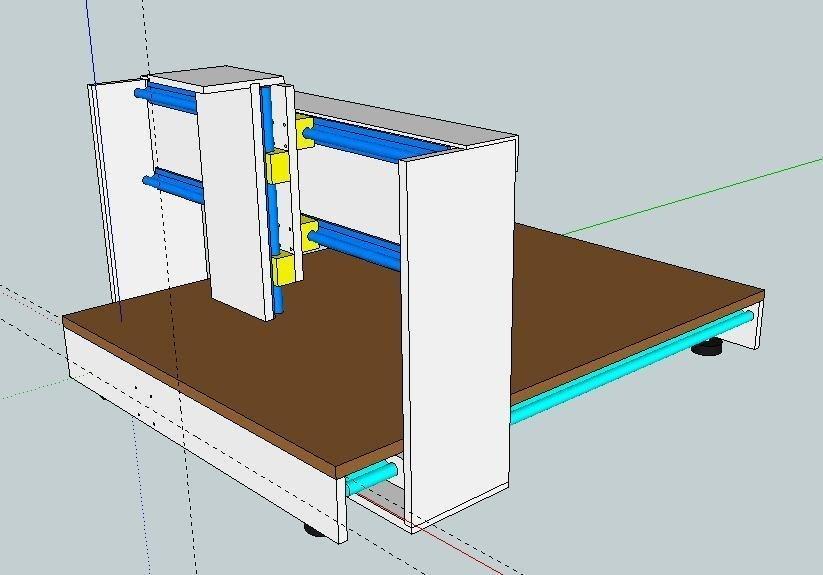
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach3
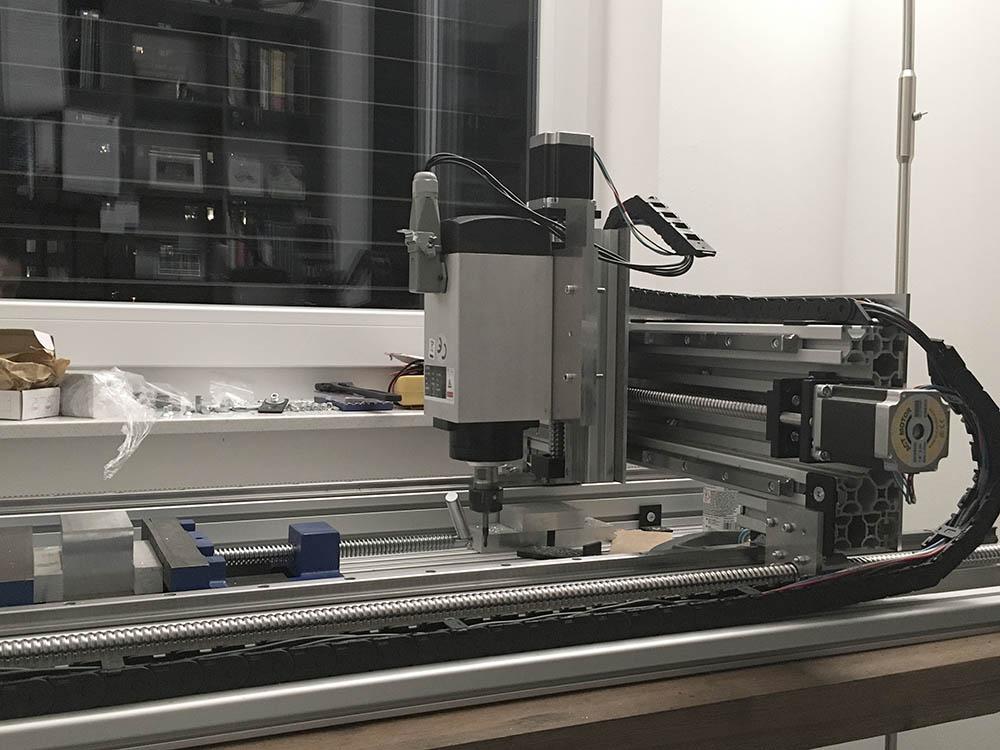
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

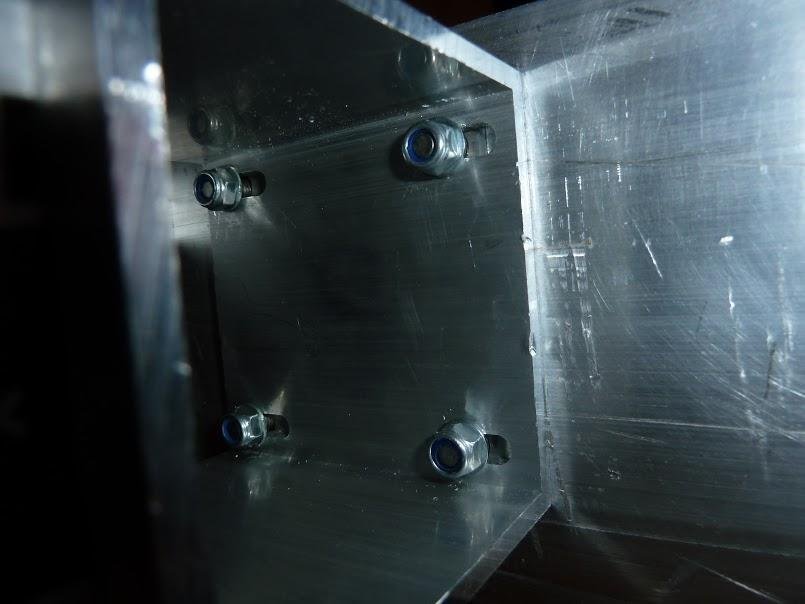
Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y

Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
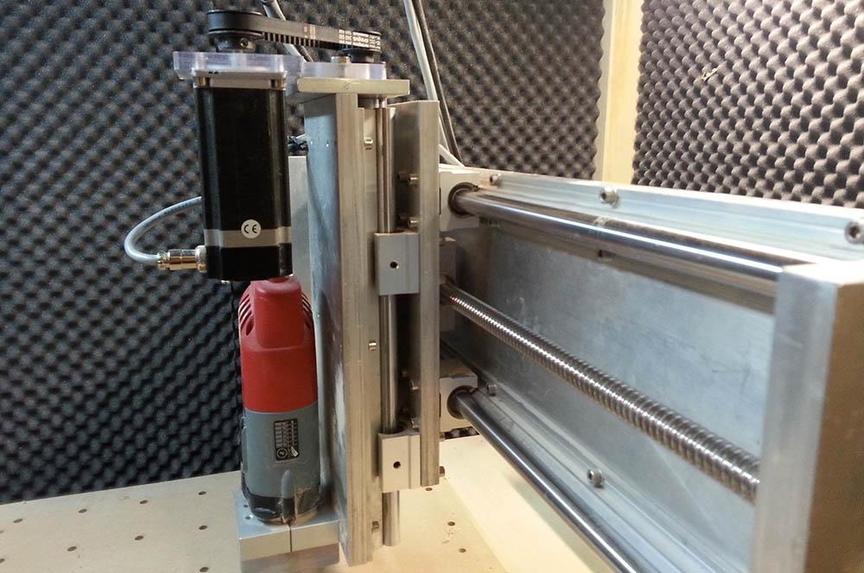
7. Ось Z
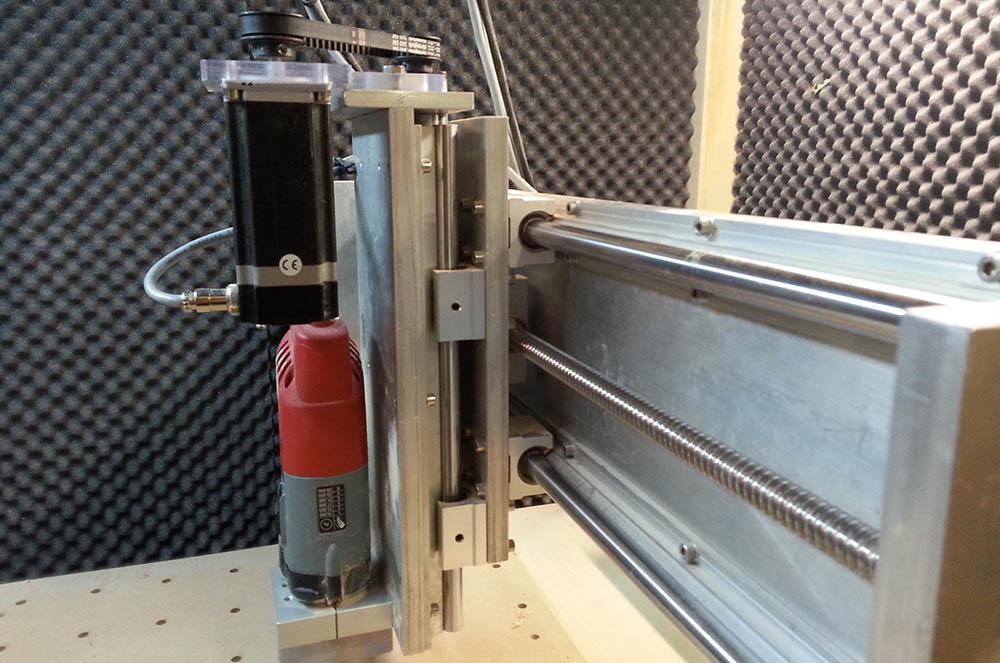
Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).
Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
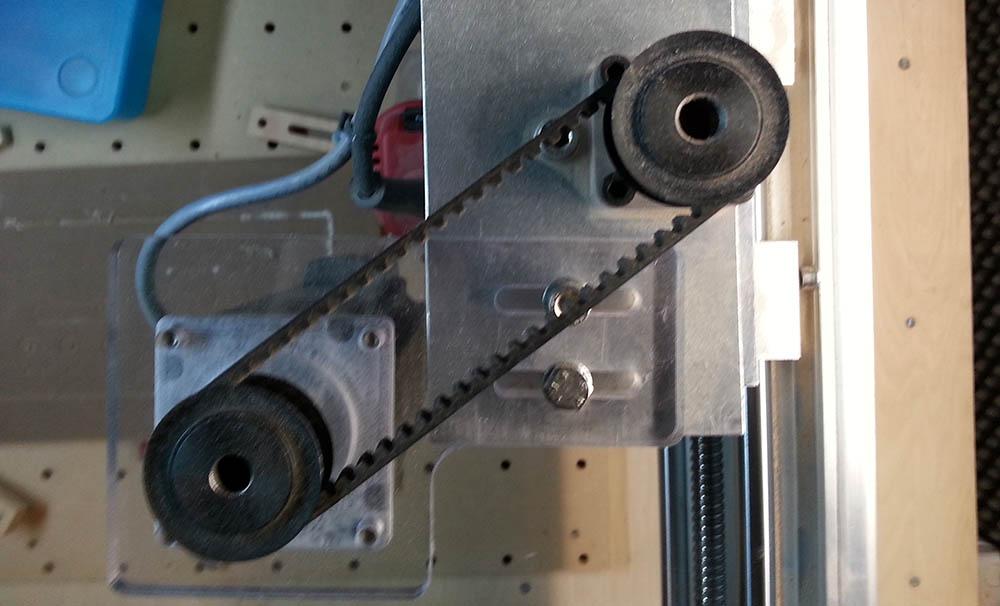
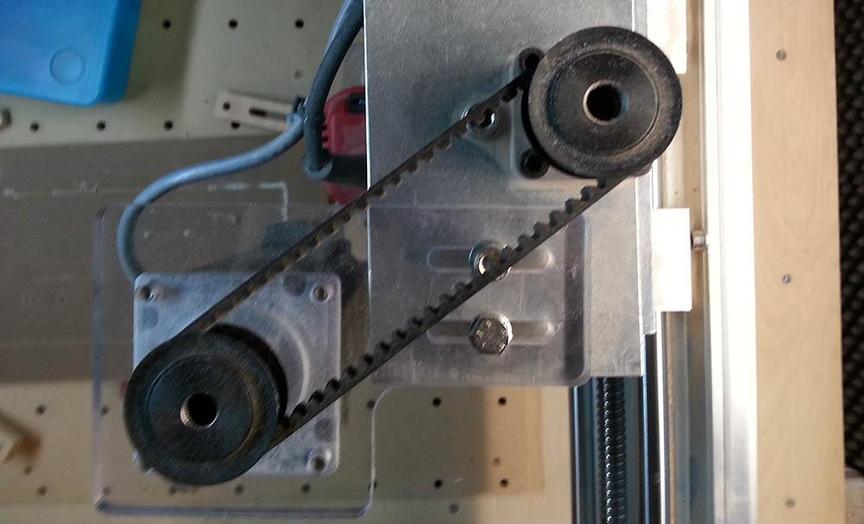
8. Зубчатые ремни и шкивы

Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
9. Крепления двигателя
Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.
Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
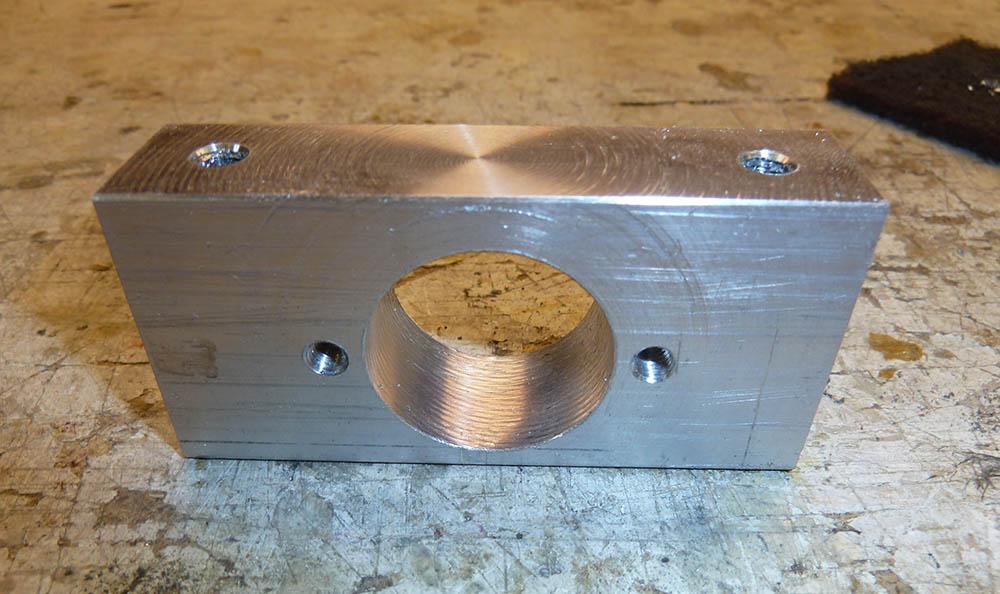
10. Подшипниковые опорные блоки

Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
11. Опора для приводной гайки по оси Z

Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.
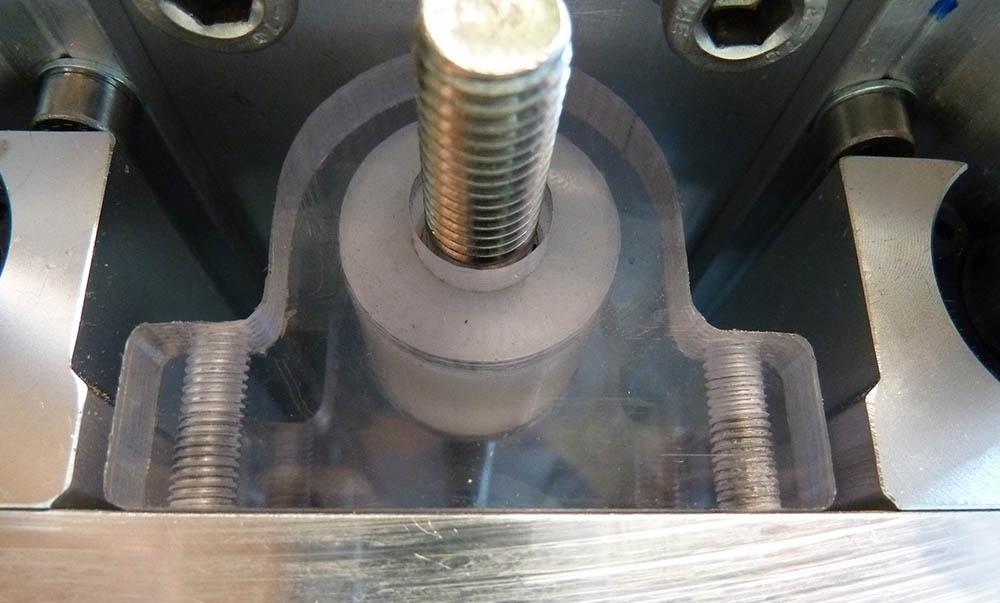
12. Опоры для приводных гаек по осям X и Y
Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.
Крепление оси Y.
13. Крепление двигателя оси Z
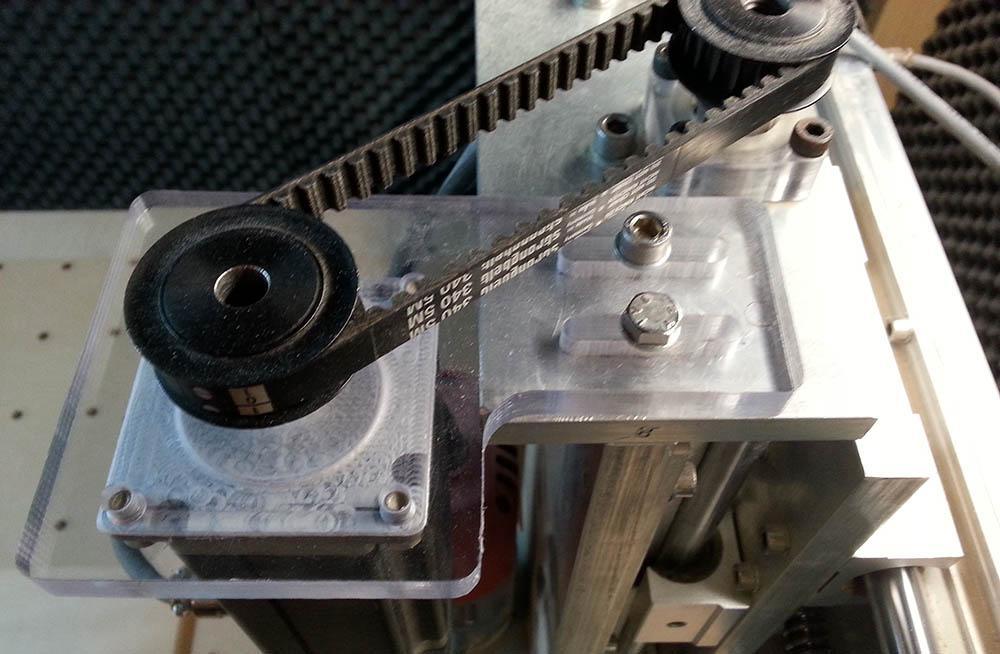
Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность

Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.

Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника

Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого размера шаговые двигатели вам нужны. Если вы строите небольшую машину для резки дерева и пластика, то шаговые двигатели Nema 23, 1.9Nm дадут достаточно мощности. Здесь выбраны двигатели 3Nm, потому что сама машина довольно большая и тяжелая, и планировалась также обработка материалов типа алюминия.
Для небольших двигателей можно брать плату на три двигателя, но лучше использовать отдельные драйверы. Индивидуальные драйверы Leadshine имеют микрошаговый режим, так достигается максимальная плавность движения и снижается вибрация шагового двигателя. Драйверы в этом проекте могут выдерживать максимум 4,2 А и до 125 микрошагов.
Источник постоянного напряжения 5 В подключен к основному входу питания. Для вентиляторов установлена электрическая розетка внутри шкафчика, так что для их питания используется стандартный 12-вольтовый настенный адаптер. Основное питание включается и выключается большим выключателем.
Реле на 25А управляется компьютером через прерыватель. Входные клеммы реле подключены к выходным клеммам прерывателя. Реле подключено к двум электрическим розеткам, которые питают Kress и пылесос для всасывания стружки. Когда G-код заканчивается командой M05, автоматически выключаются и пылесос, и шпиндель. Чтобы включить их, вы можете нажать F5 или использовать команду G-кода M03.
16. Шкафчик для электроники
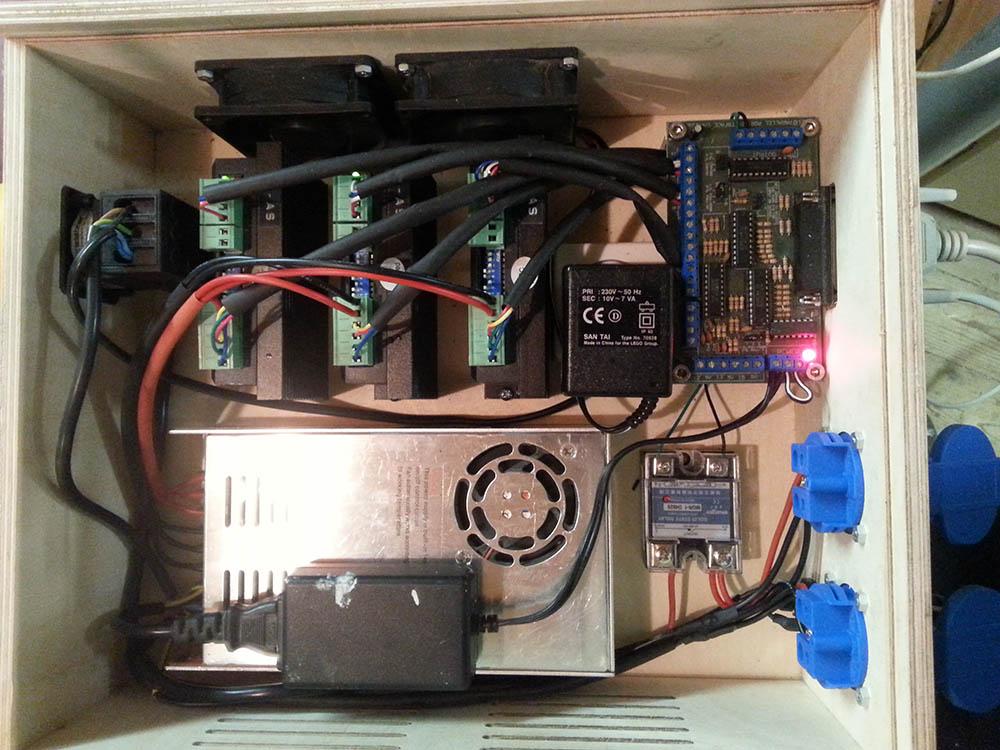
Для электрооборудования нужен хороший шкафчик. Автор нарисовал приблизительные размеры и места для всех компонентов на листе бумаги, пытаясь расположить их так, чтобы легко добираться до всех клемм при подключении проводов. Также важно, чтобы через шкафчик шел достаточный поток воздуха, поскольку шаговые контроллеры могут сильно нагреваться.
По замыслу, все кабели должны были подключаться в задней части корпуса. Использовались специальные 4-х проводные разъемы, чтобы была возможность отсоединить электронику от машины, не отсоединяя ни одной из клемм провода. Предусматривались две розетки для подачи питания на шпиндель и пылесос. Розетки питания подключены к реле для автоматического включения и выключения шпинделя по командам Mach3. На передней части шкафчика должен был стоять большой выключатель.

Детали для шкафа вырезаны на самом станке с ЧПУ
Далее, после приблизительной раскладки деталей, в программе CAD были спроектированы части корпуса. Затем, на самом станке, уже собранном, вырезаны все стороны и основание. Сверху шкафчика крышка, с куском оргстекла посередине. После сборки внутрь были установлены все компоненты.
17. Программное обеспечение
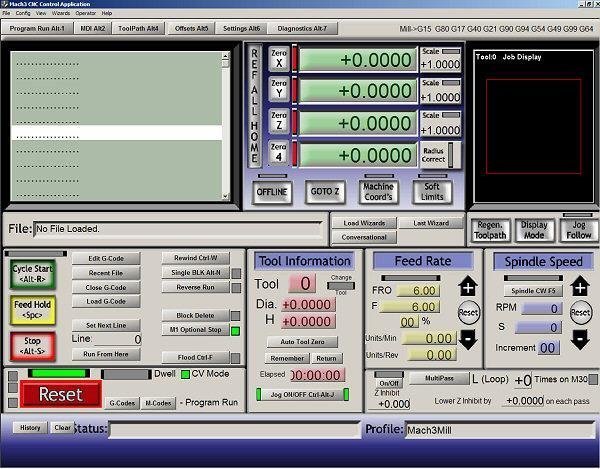
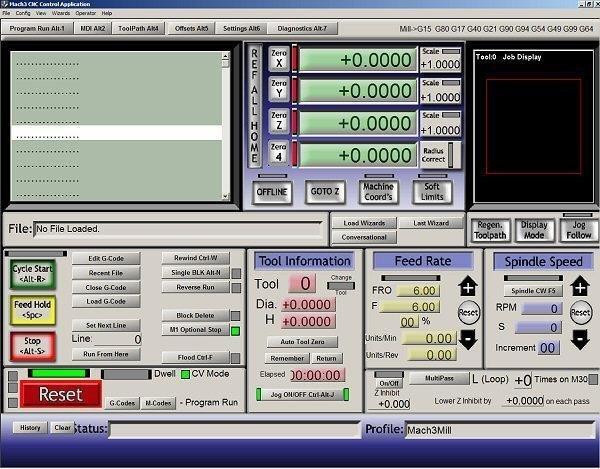
Mach3
Для управления станком с ЧПУ необходимо три типа программного обеспечения.
- Программа САПР для создания чертежей.
- CAM-программа для создания траекторий инструмента и вывода G-кода.
- И программа контроллера, которая читает G-код и управляет маршрутизатором.
В данном проекте используется простая программа CamBam. Она имеет базовые функции САПР и пригодна для большинства DIY-проектов. Одновременно это CAM-программа. Прежде, чем CamBam сможет создать траектории, нужно установить несколько параметров. Примеры параметров: диаметр используемого инструмента, глубина резания, глубина за один проход, скорость резания и т. п. После создания траектории вы можете вывести G-код, который сообщает машине что делать.
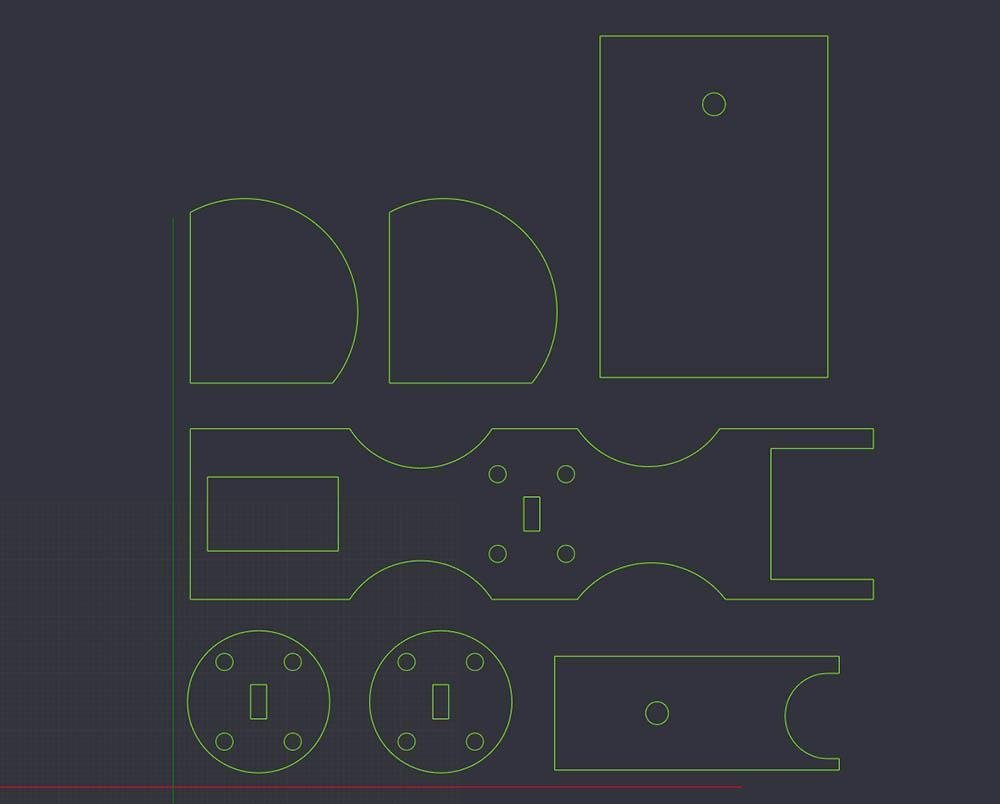
Рисунок, созданный в CamBam
Для программного обеспечения контроллера используется Mach3. Mach3 передает сигналы через параллельный порт компьютера на интерфейсную плату. Команды Mach3 обнуляют режущий инструмент и запускают программы резки. Вы также можете использовать ее для управления скоростью шпинделя и скоростью резания. Mach3 имеет несколько встроенных мастеров, которые вы можете использовать для вывода простых файлов с G-кодами.
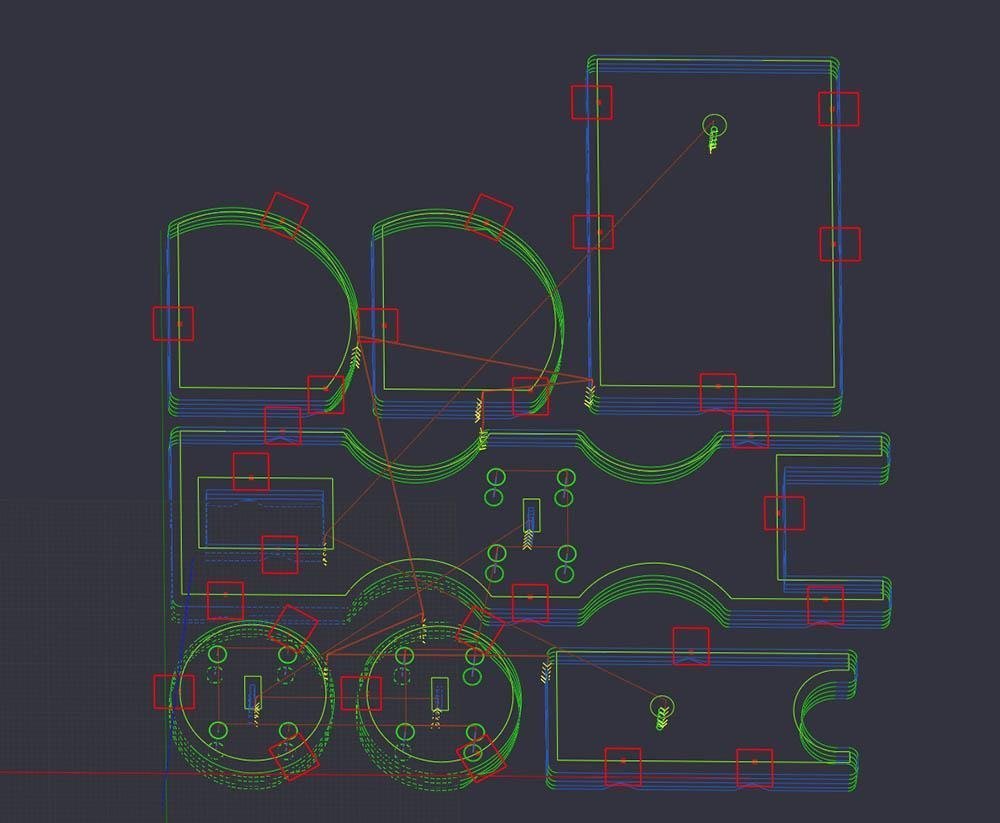
Траектория для инструмента, созданная CamBam
18. Использование станка

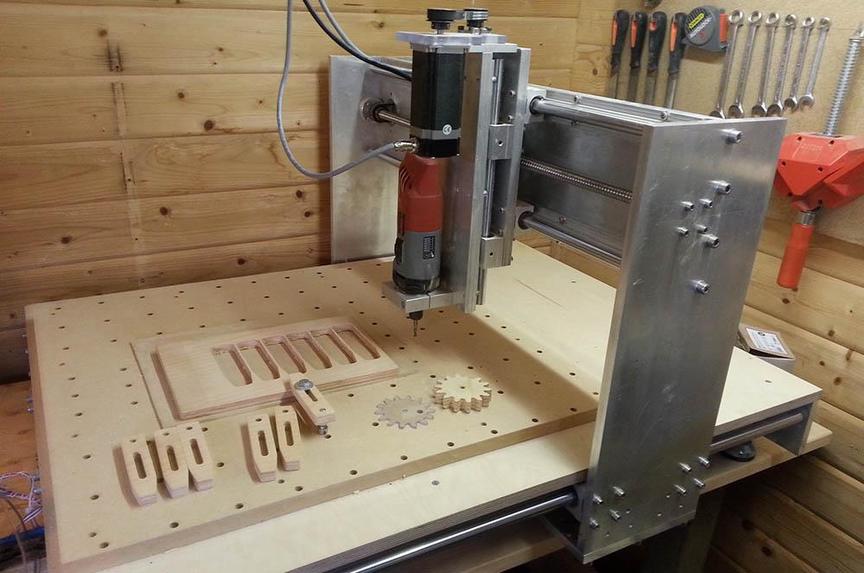
Первыми были изготовлены несколько зажимов для крепления обрабатываемых материалов к рабочему столу. А первым «большим» проектом стал шкафчик для электроники (пункт 15).

В качестве первых образцов были сделаны несколько различных типов шестеренок, коробочки для гитарных медиаторов.


Пылеуловитель
Выяснилось, что станок с ЧПУ производит кучу пыли и сильно шумит. Для решения проблемы с пылью сделан пылеуловитель, к которому можно прикрепить пылесос.
3-х осевой фрезерный станок с ЧПУ
Станок пользователя SörenS7.
Без фрезера с ЧПУ многие проекты так и останутся нереализованными. Автор пришел к выводу, что все станки дешевле 2000 евро не могут дать тот размер рабочей поверхности и ту точность, которые ему нужны.
Что требовалось:
- рабочая область 900 x 400 x 120 мм;
- относительно негромкий шпиндель, гарантирующий высокую мощность на низких оборотах;
- жесткость, как можно больше (для обработки алюминиевых деталей);
- высокая степень точности;
- интерфейс USB;
- стоимость менее 2000 евро.
Эти требования были учтены при трехмерном проектировании. Основное внимание уделялось тому, чтобы все части подходили одна к другой.
В результате было принято решение построить фрезер с рамой из алюминиевого профиля, 15-миллиметровыми шарико-винтовыми передачами и шаговыми двигателями NEMA 23, с рабочим током 3А, которые отлично подходят к готовой системе крепления.
Все части идеально сочетаются, и нет нужды изготавливать дополнительно специальные детали.
1. Изготовление рамы

Ось Х была собрана за считанные минуты.
Линейные направляющие серии HRC — очень качественные, и сразу после установки понятно, что они будут работать отлично.
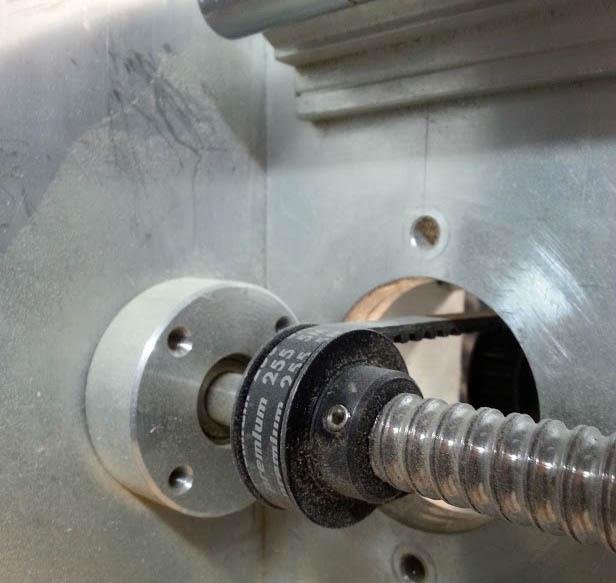
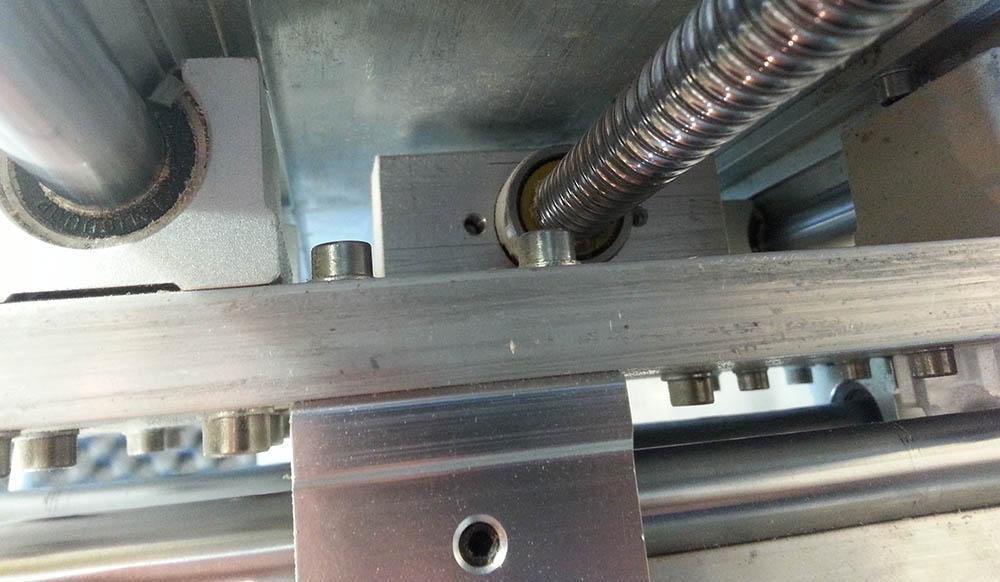
Затем возникла первая проблема: приводные винты не входят в подшипниковые опоры. Поэтому решено было охладить винты сухим льдом, чтобы размеры уменьшились.
2. Установка приводных винтов

После того, как концы винтов охладили с помощью льда, они идеально вписались в держатели.
3: Электрика
Сборка механической части закончена, теперь очередь за электрическими составляющими.
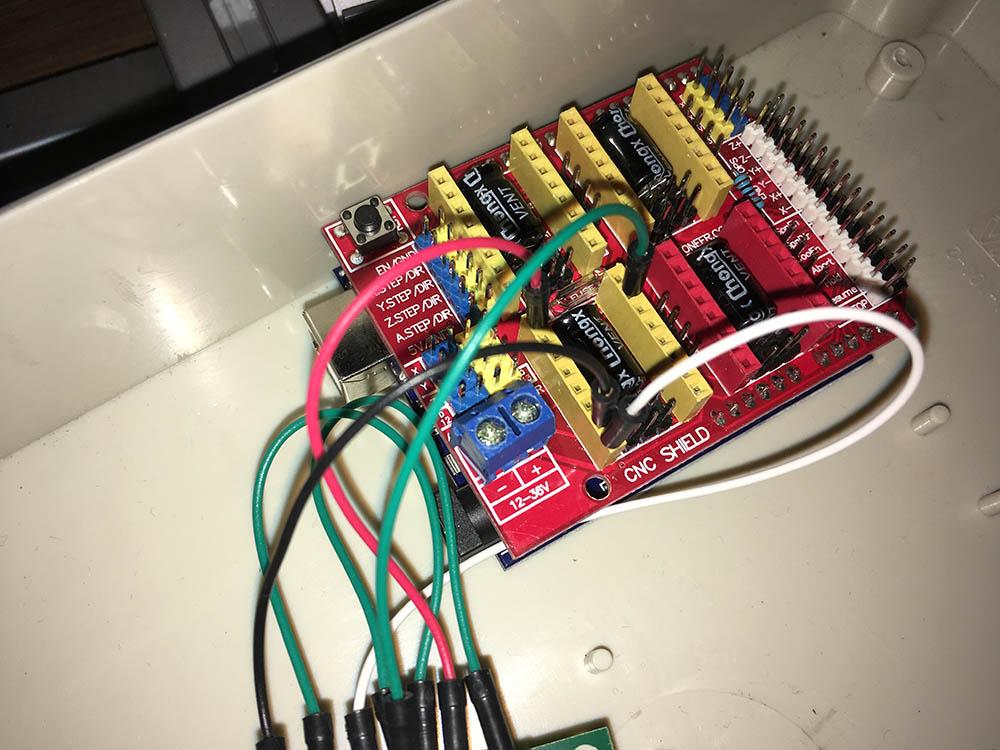
Поскольку автор хорошо знал Arduino и хотел обеспечить полное управление через USB, выбор пал на Arduino Uno с расширительное платой CNC Shield и драйверы шагового двигателя DRV8825. Установка прошла совсем нетрудно, и после настройки параметров станок стала управляться с ПК.
Но так как DRV8825 работает в основном при 1,9 А и 36 В (и сильно нагревается), происходит пропуск шага из-за слишком малой мощности. Длительное фрезерование при большой температуре вряд ли пошло бы хорошо.
Следующими были дешевые драйверы Tb6560, подключенные к плате расширения. Номинальное напряжение оказались не слишком подходящим для этой платы. Была попытка использовать источник питания на 36 В.
В результате два драйвера работают нормально, третий не выдерживает более высокого напряжения и крутит ротор шагового двигателя только в одном направлении.
Снова пришлось менять драйвер.
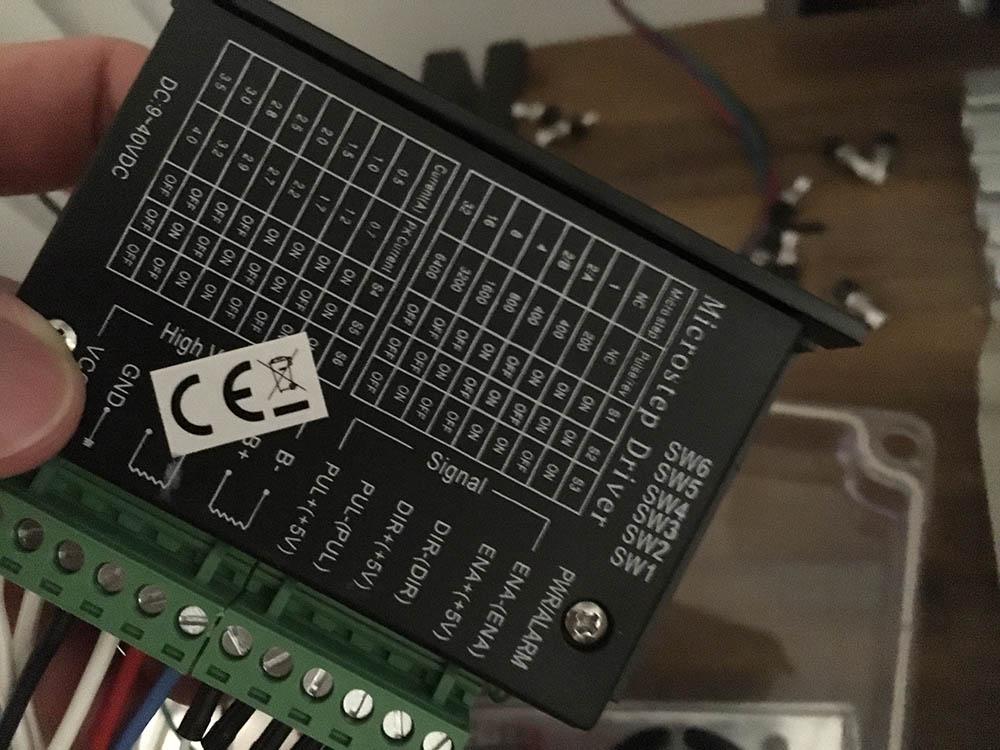
Хорошо подошел tbV6600. Он почти целиком закрыт алюминиевым радиатором и прост в настройке. Теперь шаговые двигатели по осям X и Y работают с током 2,2 А, а по оси Z с 2,7А.
Требовалось защитить блок питания шаговых двигателей и преобразователь частоты от мелкой алюминиевой стружки. Существует множество решений, когда преобразователь выносится довольно далеко от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и требуют активного охлаждения. Было найдено оригинальное решение: использовать кусочки от колготок длиной по 30 см качестве защитного рукава, дешево и сердито, и обеспечивает достаточный поток воздуха.
4. Шпиндель

Выбрать подходящий шпиндель непросто. Сначала была идея использовать стандартный шпиндель Kress1050, но у него всего 1050 Вт на скорости 21000 об/мин, так что не приходилось ожидать большой мощности на более низких скоростях.
Для сухого фрезерования алюминия и стальных деталей требуется 6000–12000 об/мин. Был куплен трехкиловатный шпиндель VFD с инвертором, с доставкой из Китая он обошелся в 335 евро.
Это довольно мощный и простой в установке шпиндель. Он тяжелый — вес 9 кг, но крепкая рама выдерживает его тяжесть.
5. Сборка завершена

Станок хорошо справляется с работой, пришлось повозиться с драйверами шаговых двигателей, но в целом результат удовлетворительный. Потрачено 1500 евро, и построен станок, который точно отвечает потребностям создателя.
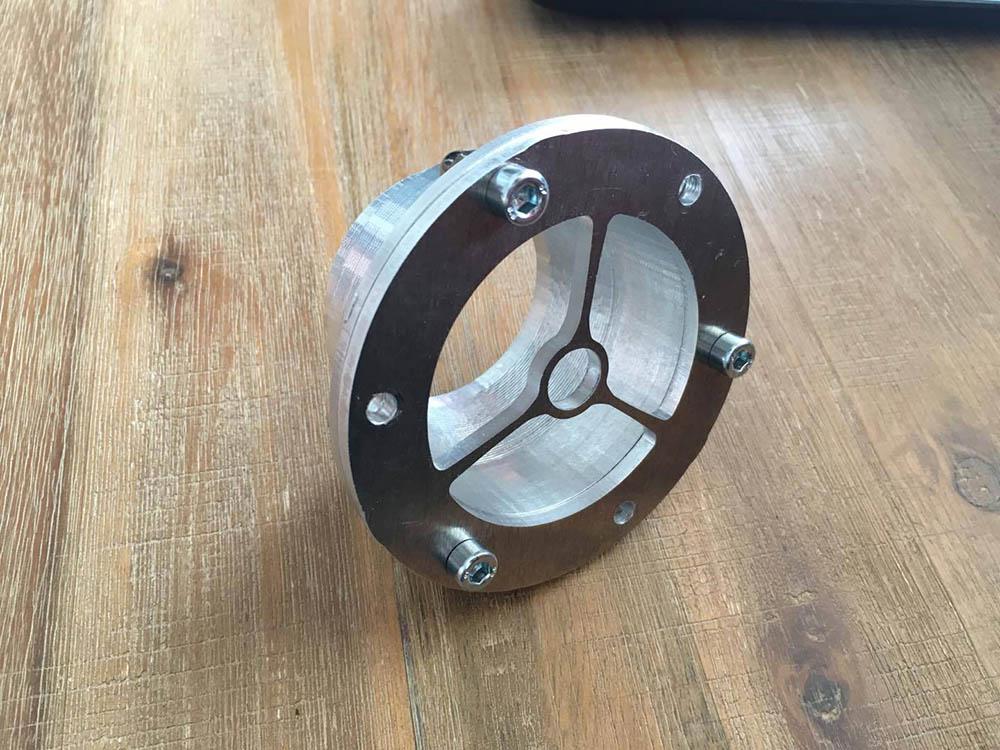
Первым фрезерным проектом была фигурная выемка, вырезанная в полиформальдегиде POM.
6: Доработка для фрезерования алюминия

Уже при обработке POM было видно, что крутящий момент на Y-опоре великоват, и станок изгибается при высоких нагрузках по оси Y, поэтому автор приобрел вторую направляющую и соответственно модернизировал портал.
После этого все нормализовалось. Доработка обошлась в 120 евро.
Теперь можно и алюминий фрезеровать. Из сплава AlMg4,5Mn получались очень достойные результаты без какого-либо охлаждения.
7. Выводы
Чтобы создать собственный станок с ЧПУ, не требуется быть семи пядей во лбу, все в наших руках.
Если все хорошо спланировано, не обязательно иметь кучу оборудования и идеальные условия для работы, потребуется лишь некоторое количество денег, отвертка, захват и сверлильный станок.
Месяц ушел на разработку дизайна с помощью программы САПР и на заказ и покупку комплектующих, четыре месяца на сборку. Создание второго станка заняло бы гораздо меньше времени, потому что автор не имел опыта в области станкостроения, и ему пришлось много узнавать о механике и электронике.
8. Комплектующие

Автор рекомендует брать пластины из алюминиевого сплава AlMg4.5Mn.
Электрика:
Все электрические части куплены на ebay.
- Arduino GRBL + CNC Shield: примерно 20 евро
- Драйвер шагового двигателя: 12 евро за штуку.
- Источник питания: 40 евро
- Шаговые двигатели: примерно по 20 евро за штуку
- Шпиндель+инвертор: 335 евро
Механика:
Линейные подшипники ARC 15 FN
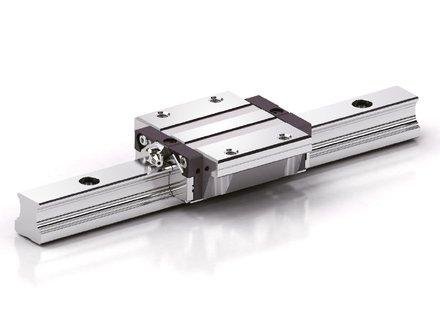
Фото: www.dold-mechatronik.de
Линейные направляющие AR/HR 15 — ZUSCHNITT
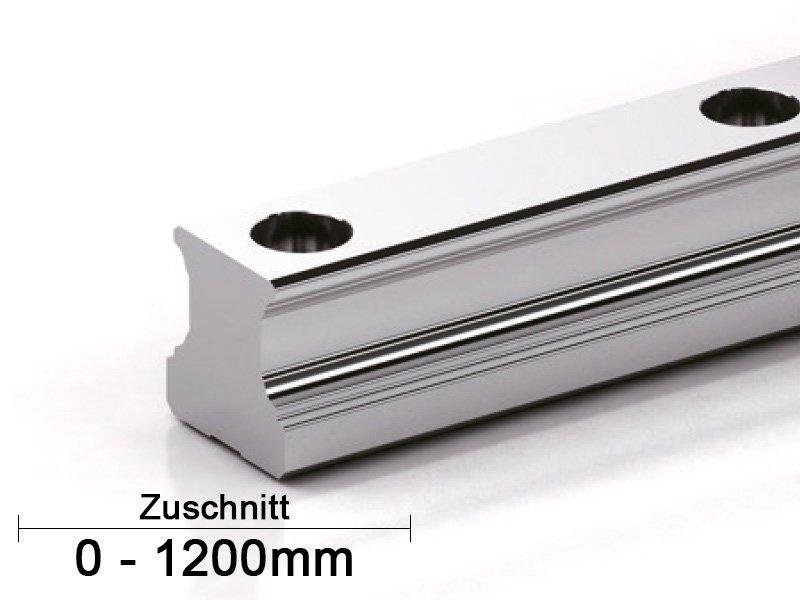
Фото: www.dold-mechatronik.de
Шарико-винтовые пары SFU1605-DM:
- 2x 1052mm
- 1x 600mm
- 1x 250mm

Фото: www.dold-mechatronik.de
Подшипниковый держатель винта ШВП FLB20-3200, включая держатель мотора NEMA23:
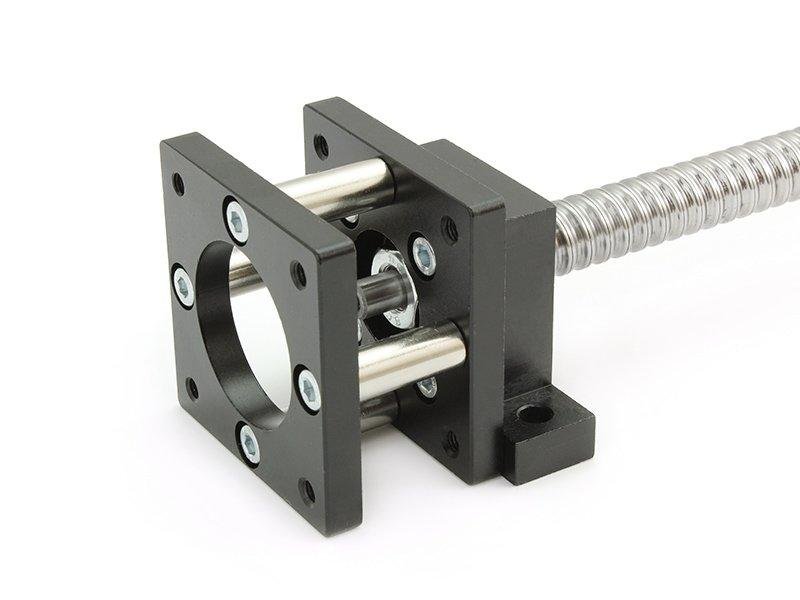
Фото: www.dold-mechatronik.de
Опора винта ШВП LLB20

Фото: www.dold-mechatronik.de
Соединительные муфты шаговый двигатель–шпиндель: из Китая по 2,5 евро за штуку.
Рама:
Профили основания 160×16 I-Typ Nut 8
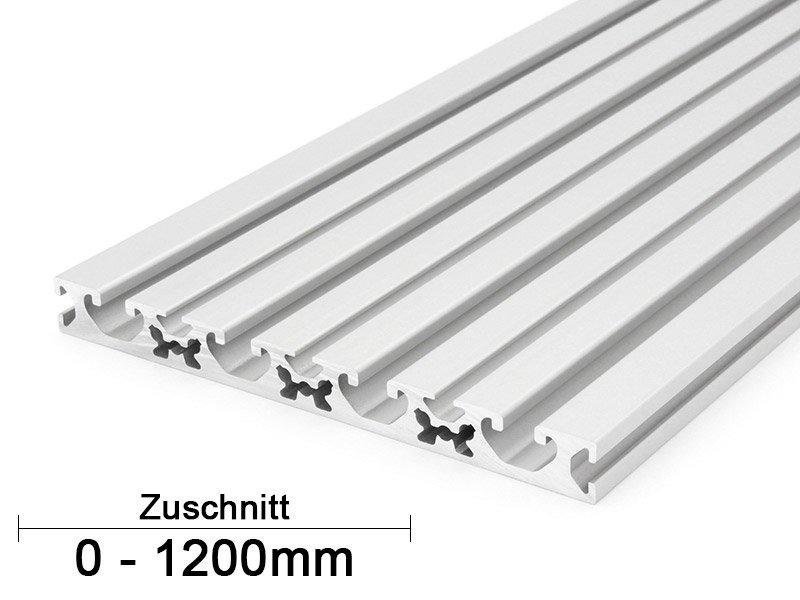
Фото: www.dold-mechatronik.de
Профили для оси Х 30×60 B-Typ Nut 8
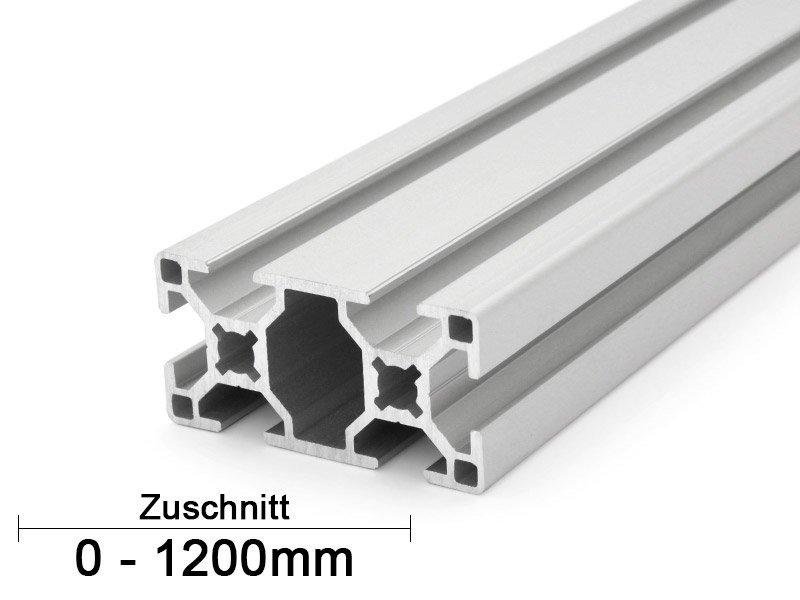
Фото: www.dold-mechatronik.de
Профили крепления шагового двигателя оси Y 30×60 B-Typ Nut 8

Фото: www.dold-mechatronik.de
Портал:
Профиль 30×60 B-Typ Nut 8 на линейный подшипник оси Х 100 мм
Задняя пластина: алюминиевая пластина толщиной 5мм, 600×200.
Профиль 30x60x60 B-Typ Nut 8 для Y: 2 шт.
Фото: www.dold-mechatronik.de
Профиль 30×30 B-Typ Nut 8
для Z:
Монтажная пластина — алюминиевая пластина толщиной 5 мм, размеры 250×160
Скользящая пластина для монтажа шпинделя — алюминиевая пластина толщиной 5 мм, размеры 200×160
9. Программа
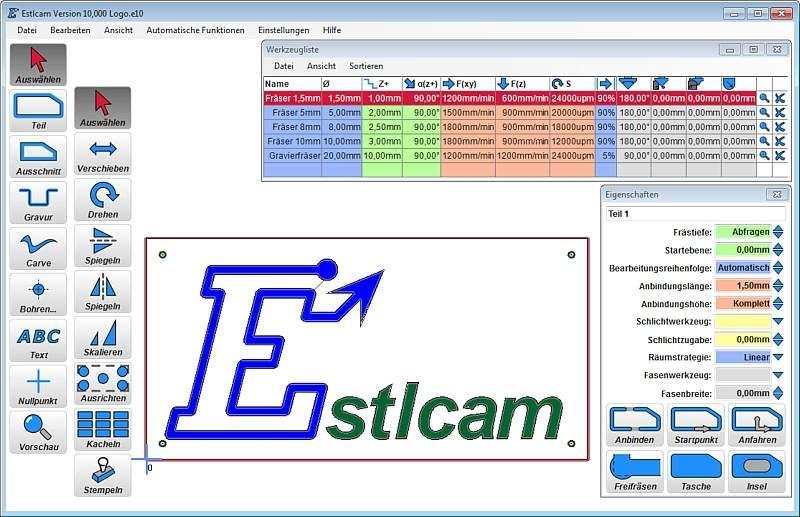
После долгих поисков программного решения, была выбрана удобная программа Estlcam, со стоимостью лицензии 50 евро. Пробная версия программы обладает всеми возможностями лицензионной, но работает медленнее.
Это ПО способно перепрограммировать Arduino и имеет множество функций, в том числе — способно управлять шаговыми двигателями напрямую.
Пример: Для поиска края детали необходимо подключить провода к контактам микрокомпьютера Ардуино и к заготовке. Если заготовка не проводит ток, можно создать временное проводящее покрытие с помощью фольги.
После этого программа подводит инструмент к детали с разных сторон и определяет ее границы в момент контакта.
10. Апгрейд

На осях Y и Z были установлены временные пластиковые кронштейны. Пластик был достаточно прочный, но скобы все же могли сломаться. Поэтому автор фрезеровал алюминиевые кронштейны для замены. Результат показан на фото.
11. Станок в работе

После некоторой практики станок дает уже очень неплохие, для самоделки, результаты.

На этих снимках показана деталь из сплава AlMg4,5Mn. Она полностью фрезерованная. На втором фото — результат работы станка, без дальнейшей обработки другими средствами.
Применялась концевая фреза VHM 6 мм с 3 зубьями. При использовании фрез на 4 и 6 мм станком достигаются вполне достойные результаты. Для своего класса оборудования, конечно.
ЧПУ-стол
На десерт — не станок, но полезная и интересная самоделка для станка, а именно — прочная и вместительная станина с полками. Если у вас еще нет станка с ЧПУ, вы можете построить ее раньше и использовать как рабочий верстак.
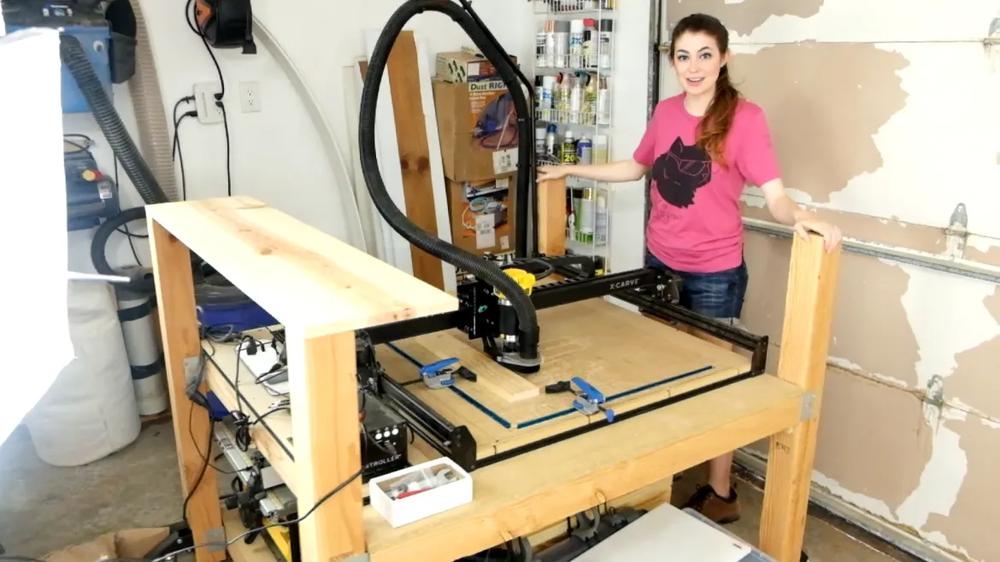
Эван и Кейтлин, владельцы сайта EvanAndKatelyn.com, обновили свой стол для станка с ЧПУ, добавив функциональности и вместительности.
Изделие собиралось полностью на винтовых соединениях, без применения клея, чтобы сохранить возможность легкой переделки и апгрейда.

Использованные инструменты и комплектующие:
- Кнопка остановки;
- Фиксатор роликов;
- Зенковка и биты;
- Дрель;
- Электрическая отвертка;
- Пила;
- Станок X-Carve;
- Четвертьдюймовая концевая фреза с твердосплавным покрытием;
- Четвертьдюймовая твердосплавная 4-канальная фреза с шариковым наконечником;
- Средства защиты органов слуха.
Шаг 1: подготовка
Шаг первый — удалить все со старого стола, начиная со станка и заканчивая кучей других вещей, лежащих там, и частично разобрать его. Было полностью разобрано все, кроме двух больших полок 120 х 120 см, которые укрепили, сделав основой нового стола.
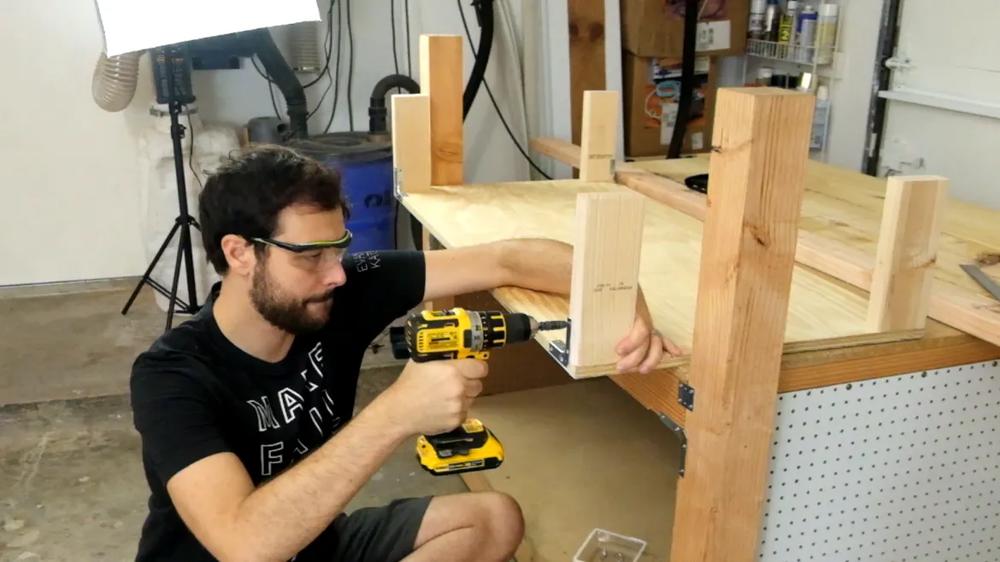
Шаг 2: укрепление полок

Были использованы угловые скобки на четырех внутренних углах и L-образные скобки вдоль поперечной балки, проходящей вдоль нижней стороны.


На фото ниже: сравнение усиленной полки с недоделанной.

Шаг 3: отрезать лишнее
Первоначально было 4 стойки, поднимающиеся над верхней частью стола, потому что планировалась дополнительная полка над станком. Эту идею забраковали, решив оставить две стойки из четырех.

Их укрепили угловыми скобами.


Для закрепления полки добавили небольшие деревянные подставки.

На них поместили полку и укрепили ее еще большим количеством скобок.

Тест на прочность.

Шаг 4: пегборд — панель для инструментов
В обновленный предмет мебели стоило добавить как можно больше места для хранения, и одной из расширяющих его возможности деталей стала перфорированная панель, в отверстиях которой закрепляются держатели для инструментов. На панели вырезали углы электролобзиком.
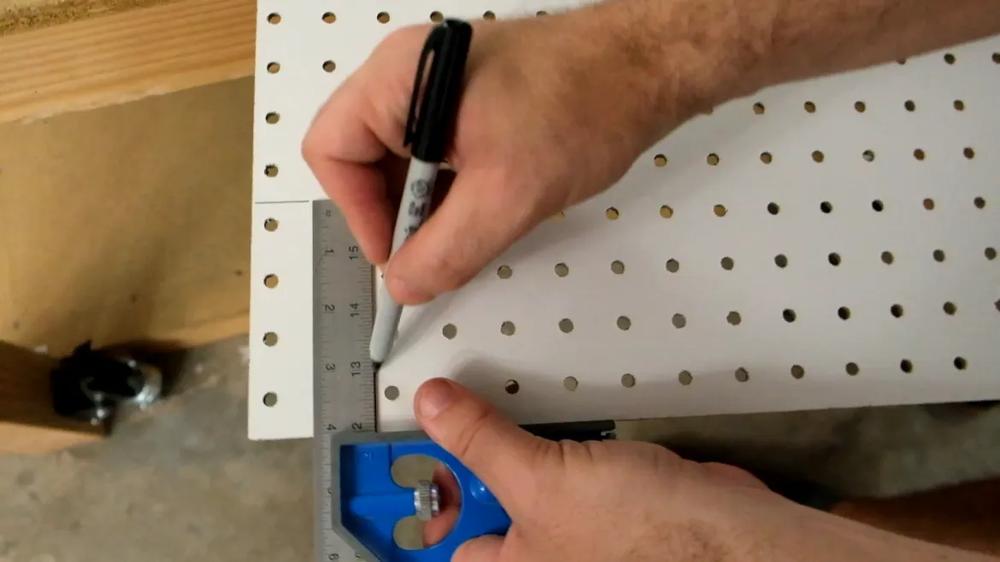


Смотрите подробнее в видео. Дальше ее просто прикрутили.

Шаг 5: нижние полки
Для хранения в нижней части надо было оставить как можно больше места, т.к. там хранится настольная пила и барабанный шлифовальный станок. Для хранения материалов тоже было нужно много места, так что решено было добавить полку, но сделать ее легко удаляемой. Пригодились заготовленные для ножек деревянные бруски и лист фанеры.

Ножки прикрепили к фанерному листу угловыми скобами, получившуюся полку вставили в нижнюю часть. Ее легко снять, когда снова понадобится хранилище полной высоты.

Шаг 6: верхние полки
В старой станине была верхняя полка для компьютера, работающего со станком, и для разных мелких вещей. Там оставалось еще место, и под этой полкой решили сделать еще одну. Это также помогло прикрыть розетки и проводку для станка.
Верхнюю полку положили на торцы стоек и прикрутили.

Во второй полке лобзиком вырезали углы под ножки.

И также закрепили ее уголками.

Шаг 7: последние штрихи
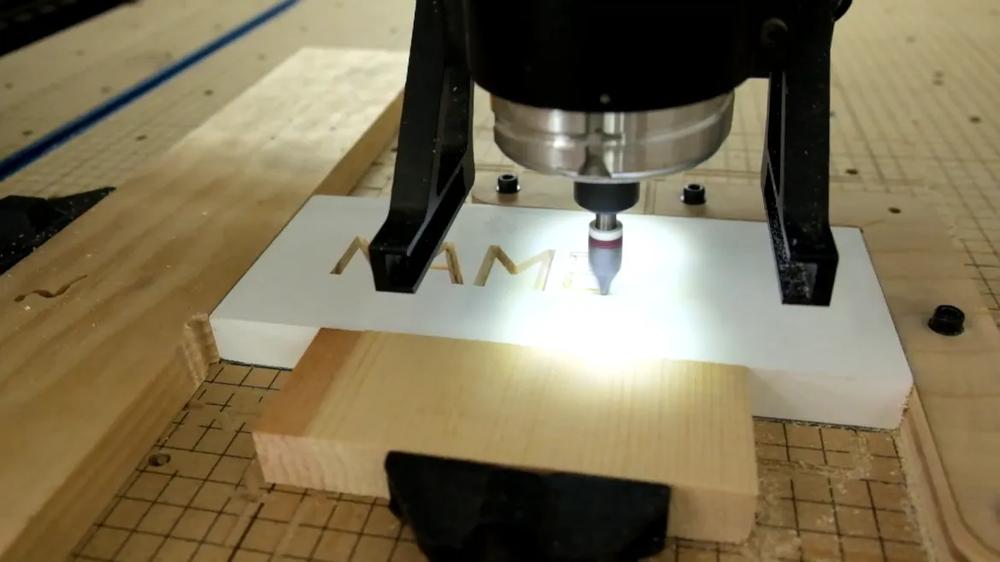
На пегборд добавили лоточки для хранения отверточных бит и прочих мелочей.

На торец прикрутили табличку с надписью “Назови меня”, которая впоследствии будет заменена именем, придуманным подписчиками на YouTube.

Наконец, в стол вернули все, что лежало в его предшественнике.


Все фотографии принадлежат авторам проектов.
Заключение и рекомендации
Существует множество впечатляющих проектов самодельных станков, зачастую авторы поражают своими навыками и остроумными решениями. Как увлечение, самостоятельная сборка станка с ЧПУ или 3D-принтера превосходит многие другие хобби — как по полезности получаемого результата, ведь на станке можно делать много замечательных вещей, так и по пользе от самого процесса — это не только увлекательное, но и познавательное занятие, помогающее развить инженерные навыки.
Если же вам не столь интересен сам процесс, а скорее требуется станок с ЧПУ для работы, в мастерскую или на предприятие — рекомендуем приобрести готовое оборудование промышленного производства, с гарантией и сервисом.
Можем порекомендовать станки следующих производителей:
- Solidсraft
- GoCNC
- Purelogic
- Steepline
- Twitte
- ООО СК РОУТЕР
- ЧПУ Моделист
- Endurance
- Aman Machinery
Мы не приводим отдельные модели, так как их множество, а под любые цели, задачи и имеющиеся условия установки и эксплуатации оборудование необходимо подбирать индивидуально, с чем вам помогут специалисты Top 3D Shop. Обращайтесь!
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, – непростое устройство, имеющее сложную структуру, конструктору желательно:
- обзавестись чертежами;
- приобрести надёжные комплектующие и крепежные детали;
- подготовить хороший инструмент;
- иметь под рукой токарный и сверлильный станки с ЧПУ, чтобы быстро изготовить.
Не помешает просмотреть видео – своеобразную инструкцию, обучающую – с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом – вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, – очень важен.
Работы подготовительного этапа
Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта:
- Берёте готовый ходовой набор деталей (специально подобранные узлы), из которого собираем оборудование самостоятельно.
- Найти (изготовить) все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям.
Важно определиться с предназначением, размерами и дизайном (как обойтись без рисунка самодельного станка ЧПУ), подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами.

Есть различные примеры выбора варианта. Зачастую выполняют станок из МДФ, многие используют фанеру для изготовления самого рабочего стола, других деталей, также для направляющих можно купить трубу нержавеющую.
Возможна схема фрезерного станка с ЧПУ, в котором взяли, как основу, старый сверлильный станок, и рабочую головку со сверлом заменили на фрезерную.
А для этого нужно сконструировать механизм (в его конструкции есть подшипник), отвечающий за то, чтобы инструмент перемещался в трех плоскостях (по осях). Обычно его собирают на базе кареток принтера. Когда выполнена сборка по такой принципиальной схеме, останется подключить к устройству программное управление.
Но на таком самодельном станке, вследствие недостаточной жесткости кареток, будет возможность освоить производство печатных плат, выполнять обработку только пластиковых заготовок, древесины и тонкого листового металла. Для ЧПУ станка и полноценных фрезерных операций на нем, нужен мощный двигатель и хорошая электроника. И, в частности, печатная плата.
Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках (иногда надо использовать и сверлильный) изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности (называют еще рабочим столом) – фанерные с толщиной 18 мм.

Сборка некоторых важных узлов станка
В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. В этом перечне:
- винтовая передача – вращение передаётся, используя зубчатый ремень. Он хорош тем, что не проскальзывают на шкивах, равномерно передавая усилия на вал фрезерного оборудования;
- если используют шаговый двигатель (ШД) для мини-станка, желательно брать каретку от более габаритной модели принтера – помощнее; старые матричные печатные устройства имели достаточно мощные электродвигатели;
- для трёхкоординатного устройства, понадобится три ШД. Хорошо, если в каждом найдётся 5 проводов управления, функционал мини-станка возрастёт. Стоит оценить величину параметров: напряжения питания, сопротивления обмотки и угла поворота ШД за один шаг. Для подключения каждого ШД нужен отдельный контроллер;
- с помощью винтов, вращательное движение от ШД преобразуется в линейное. Для достижения высокой точности, многие считают нужным иметь шарико-винтовые пары (ШВП), но это комплектующая не из дешевых. Подбирая для монтажа блоков набор гаек и крепежных винтов, выбирают их со вставками из пластика, это уменьшает трение и исключает люфты;

- вместо двигателя шагового типа, можно взять обычный электромотор, после небольшой доработки;
- вертикальная ось, которая обеспечивает перемещение инструмента в 3D, охвачивая весь координатный стол. Её изготовляют из алюминиевой плиты. Важно, чтобы размеры оси были подогнаны к габаритам устройства. При наличии муфельной печи, ось можно отлить по размерам чертежей.
Ниже – чертёж, сделанный в трёх проекциях: вид сбоку, сзади, и сверху.



Максимум внимания – станине
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
Этот непростой процесс монтажа
Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали. Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:
- знающий умелец начинает с крепления на корпусе первых двух ШД – за вертикальной осью оборудования. Один отвечает за горизонтальное перемещение фрезерной головки (рельсовые направляющие), а второй за перемещение в вертикальной плоскости;
- подвижной портал, перемещающийся по оси X, несет фрезерный шпиндель и суппорт (ось z). Чем выше будет портал, тем большую заготовку удастся обработать. Но у высокого портала, в процессе обработки, – снижается устойчивость к возникающим нагрузкам;

- для крепления ШД оси Z, линейных направляющих используют переднюю, заднюю, верхнюю, среднюю и нижнюю пластины. Там же сделайте ложемент фрезерного шпинделя;
- привод собирают из тщательно подобранных гайки и шпильки. Чтобы зафиксировать вал электродвигателя и присоединить к шпильке, используют резиновую обмотку толстого электрокабеля. В качестве фиксатора могут быть винты, вставленные в нейлоновую втулку.
Затем начинается сборка остальных узлов и агрегатов самоделки.
Монтируем электронную начинку станка
Чтобы сделать своими руками ЧПУ станок и управлять ним, надо оперировать правильно подобранным числовым программным управлением, качественными печатными платами и электронными комплектующими (особенно если они китайские), что позволит на станке с ЧПУ реализовать все функциональные возможности, обрабатывая деталь сложной конфигурации.
Для того, чтобы не было проблем в управлении, у самодельных станков с ЧПУ, среди узлов, есть обязательные:
- шаговые двигатели, некоторые остановились напримере Nema;
- порт LPT, через который блок управления ЧПУ можно подключить к станку;
- драйверы для контроллеров, их устанавливают на фрезерный мини-станок, подключая в соответствии со схемой;

- платы коммутации (контроллеры);
- блок электропитания на 36В с понижающим трансформатором, преобразующем в 5В для питания управляющей цепи;
- ноутбук или ПК;
- кнопка, отвечающая за аварийную остановку.
Только после этого станки с ЧПУ проходят проверку (при этом умелец сделает его пробный запуск, загрузив все программы), выявляются и устраняются имеющиеся недостатки.
Вместо заключения
Как видите, сделать ЧПУ, которое не уступит китайским моделям, – реально. Сделав комплект запчастей с нужным размером, имея качественные подшипники и достаточно крепежа для сборки, эта задача – под силу тем, кто заинтересован в программной технике. Примера долго искать не придётся.
На фото внизу – некоторые образцы станков, имеющих числовое управление, которые сделаны такими же умельцами, не профессионалами. Ни одна деталь не делалась поспешно, произвольным размером, а подходящая к блоку с большой точностью, с тщательным выверением осей, применением качественных ходовых винтов и с надёжными подшипниками. Верно утверждение: как соберешь, так и работать будешь.
На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ.

Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы.
Каждый, кто начнет делать первое устройство, скоро перейдет и к другим станкам. Возможно, захочет испытать себя в качестве сборщика сверлильного агрегата и, незаметно, пополнит армию умельцев, собравших немало самодельных устройств. Занятия техническим творчеством сделают жизнь людей интересной, разнообразной и насыщенной.
Если вы хорошо разбираетесь в технике, для вас не составит труда собрать фрезерный ЧПУ-станок у себя дома. Это выйдет значительно дешевле, чем приобретать новое устройство, и к тому же доставит вам удовольствие от самореализации. Все необходимые компоненты можно приобрести в магазинах электроники и стройматериалов. Ниже приведены детальные инструкции по сборке станка с фотографиями.
Подготовительные работы
Подготовка к построению станка предполагает такие фазы:
- создание чертежей;
- закупку надежных комплектующих и крепежа;
- подготовку качественных инструментов;
- ознакомление с текстовыми и видеоинструкциями.
Замечательно, если у вас найдется доступ к сверлильному и токарному станкам — это существенно облегчит конструирование фрезерного.
Как сделать фрезерный станок ЧПУ своими руками: пошаговая инструкция
Устройство можно изготавливать двумя методами:
- Приобрести готовый комплект запчастей и самостоятельно смонтировать из него устройство.
- Изготовить или приобрести все комплектующие по отдельности.
Второй вариант более сложный и затратный по времени, зато более бюджетный.
Подбирая материал для устройства, надо учитывать, что он обязан быть прочнее тех материалов, которые будут на нем обрабатываться.
Модели с подвижными столами хороши только в том случае, если станок будет компактным, менее 30 × 30 см. Для более крупных моделей оптимальными станут двигающиеся порталы.
В большинстве случаев устройства домашней сборки оснащаются шаговыми двигателями, а промышленные модели — более сложными и дорогостоящими сервоприводами.
Если вас интересует затейливая многомерная резка, лучше приобрести шпиндель с водяным охлаждением. Он недешевый, но издает меньше шума, способен обрабатывать разнообразные материалы и не перегревается, работая на пониженных оборотах.
Станок, описанный в этой статье, обошелся ориентировочно в 1500 евро. Им можно обрабатывать фанеру, пластик, лиственную древесину и алюминий.
Как вариант: основой для фрезерной установки может послужить сверлильная, где головка со сверлом заменяется на фрезерную. Чтобы инструмент мог передвигаться по трем плоскостям, механизм следует оснастить подшипником. Удобнее всего собирать такие механизмы на основе принтерной каретки, потом останется только оснастить аппарат программным управлением.
Проектирование
Эскиз для станка можно начертить по старинке от руки, но лучше воспользоваться компьютерной программой, к примеру AutoCAD (как профессиональный вариант) или Google Sketchup (опция попроще, предоставляется бесплатное использование на месяц). На рисунке должны быть точно переданы габариты всех комплектующих, чтобы понимать, какие детали заказывать.
Комплектующие

Для изготовления станка вам потребуются следующие механические компоненты:
- профиль из алюминия 30 × 60 мм, порезанный на отрезки до 10 см;
- пластина из алюминия толщиной 15 мм;
- штырь из стали с резьбой M10 с гайкой из делрина;
- линейные направляющие SBR 16 и SBR 20;
- шарико-винтовая пара с шагом 5 мм и диаметром 16 мм;
- ножки для выравнивания и защиты от вибрации.
Также надо будет обзавестись нижеперечисленными электрическими элементами:
- 3 шаговыми двигателями 3 Nm Nema 23;
- 3 драйверами для этих двигателей DM556 Leadshine;
- блоком питания 36 В;
- интерфейсной платой 5 Axis CNC Breakout Board;
- источником питания 5 В к плате;
- двухпозиционным выключателем On/Off;
- многожильным кабелем Shielded 4 Conductor 18 AWG;
- 3 сенсорными концевыми выключателями;
- шпинделем Kress FME 800 (его можно заменить на Dewalt Compact Router либо Bosch Colt ).
Программ будет нужно две — CamBam, совмещающая в себе функционал CAD и CAM, а также Mach3 для контроля устройства.
Ось X



Рама оси создается из алюминиевого профиля 30 × 60 мм (4 сегмента) и пары боковых панелей 15-миллиметровой толщины. На окончаниях профилей располагаются два отверстия с диаметрами 6,8 мм. Изнутри отверстий метчиком выполняется резьба М8.
Для совпадения отверстий на концевых панелях пластины надо прижать друг к другу во время сверления. В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
Из алюминиевых кусочков с габаритами 50 × 20 × 50 выполняются 4 блока для крепления ножек, которые будут обеспечивать столу ровное положение. Блоки прикручивают к профилям снаружи посредством четырех болтов М5 с t-гайками для мебели.
К профилям нужно подвести рельсы. Пазы в профилях должны идеально совпадать с отверстиями, высверленными в основаниях направляющих.
При установке можно пользоваться t-гайками для мебели и болтами М5.
Боковые пластины и сборка портала

Единственное отличие между идентичными пластинами таково: в одной высверлены четыре отверстия, куда будет крепиться мотор. Для изготовления портала применяются 15-миллиметровые пластины из алюминия. Чтобы разместить эти отверстия строго в правильных местах, сначала следует пробить углубления с помощью кернера. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
Ось Y

Каретка оси Y выполнена из единственной пластины, а на ней закреплены линейные подшипники. Работать сверлом тут необходимо максимально выверенно, без отклонений даже на миллиметр. К пластине крепятся подшипники для осей Y и Z. В силу минимального расстояния между подшипниками они могут заедать даже при незначительном смещении. Проверьте, чтобы каретка без проблем проскальзывала по обеим сторонам. Рельсам и подшипникам нужна тщательная регулировка. Чтобы выровнять их как можно точнее, желательно пользоваться цифровыми приспособлениями.
Ось Z
Рельсы оси Z подсоединяются к подвижной части узла оси Z. Важно проследить, чтобы они оказались смещены от края пластины ориентировочно на полсантиметра. Выровнять их можно с помощью двух кусков пластика, используемых как прокладки. Для установки верхней пластины на узел оси Z в окончании монтажной пластины высверливают три отверстия.
Если шаговый мотор не удается разместить вплотную к пластине, потребуется выполнить для него отдельное пластиковое крепление.
Блоки корпусов подшипников тоже делаются пластиковыми. В качестве приводного винта применяется стержень из стали с резьбой М10. Шкив для зубчатого ремня просверливают, выполняют резьбу М10 и прикручивают к верхней половине приводного винта. Фиксировать эту деталь в нужной позиции будут три установочных винта. Гайку из делрина закрепляют к каретке оси Y.
Зубчатые ремни и шкивы

Место для крепления мотора обычно выбирают на отдельной стойке либо с внешней стороны устройства. Для соединения шариково-винтовой пары с мотором можно задействовать гибкую муфту.
Однако в компактном помещении размещенный снаружи мотор будет мешать, и поэтому его убирают внутрь. Если не получается соединить мотор с шариково-винтовой парой напрямую, можно воспользоваться шкивами и зубчатыми 9-миллиметровыми ремнями HTD5m.
Используя ременную передачу, можно применить понижающую передачу, чтобы подключить мотор к приводному винту. Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Подшипниковые опорные блоки

Опорные блоки для осей X и Y выполняют из алюминиевого прутка круглого сечения 50 мм, от которого отсекают четыре 15-миллиметровых сегмента. На прутке маркируют места расположения четырех монтажных отверстий и просверливают их, плюс отдельно сверлят еще одно крупное посередине. Потом переходят к полости для подшипников. Их нужно запрессовать, а блоки закрепить на боковых и торцевых пластинах посредством болтов.
Опора для приводных гаек

Шарико-винтовую пару для оси Z можно заменить стержнем с резьбой М10 и гайкой из делрина. Полиформальдегид делрин является самосмазывающимся и по мере эксплуатации не страдает от износа.
Чтобы минимизировать люфт, резьбу следует выполнять метчиком высокого качества.
Для осей X и Y выполнено крепление привода из алюминия. На гайках шарико-винтовой передачи расположена пара компактных фланцев с тремя отверстиями с каждого бока. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
Держатель нужно обработать с высокой точностью на токарном станке. Прикрутив гайки к порталу и каретке оси Y, можно поворачивать шарико-винтовую пару ручным способом и перемещать эти комплектующие на другую сторону. Гайку начнет клинить, если габариты держателей окажутся неправильными.
Крепления двигателя

Для опор мотора применяют фрагменты алюминиевых труб с квадратным сечением, заранее порезанные с желаемой длиной. Как вариант, можно разрезать трубу из стали.
Надо убедиться, что крепления мотора по осям X и Y можно свободно двигать с целью натяжения зубчатых ремней. Выполнить прорези и высверлить крупное отверстие на одной стороне крепления можно как на сверлильном, так и на токарном станке.
Крупное отверстие с одной стороны выпиливают при помощи концевой пилы. Таким образом, двигатель садится на один уровень с поверхностью, а вал получается центрированным. С противоположной стороны крепления выполняют четыре слота, дающие мотору возможность скольжения вперед-назад.
Для крепежа двигателя используют болты М5.
Рабочая поверхность


Идеальной опцией стала бы столешница из алюминия с пазами в форме буквы Т, но это стоит недешево. Поэтому ее имеет смысл заменить перфорированной столешницей, так как она экономичнее и позволяет зажимать обрабатываемую деталь разными способами.
Для крепления к алюминиевым профилям стола из березового фанерного листа 18-миллиметровой толщины применяются болты М5 и гайки с пазами в форме буквы Т. Сетка с шестиугольными вырезами под гайки выполняется в CAD-софте, потом отверстия проделываются на станке с ЧПУ.
Поверх фанеры устанавливают лист МДФ 25-миллиметровой толщины. Для прорезания отверстий в обеих частях применяют большую фасонную фрезу. Отверстия в МДФ выравнивают с центрами заблаговременно проделанных шестиугольных отверстий. Потом МДФ снимают, а гайки устанавливают в отверстия фанерного листа. После этого МДФ возвращают на место.
Электрика и электроника

Для создания электронной составляющей предстоит воспользоваться нижеперечисленными комплектующими:
- источником питания с выходным напряжением 48V DC и выходным током 6,6 A;
- 3 драйверами шагового мотора Leadshine M542 V2.0;
- 3 шаговыми моторами 3Nm hybrid Nema 23;
- интерфейсной платой;
- реле — 4-32V DC, 25A/230 V AC;
- главным выключателем;
- блоком питания к плате 5V DC;
- блоком питания для охлаждающих вентиляторов 12V DC;
- парой вентиляторов Cooler Master Sleeve Bearing 80mm;
- парой розеток — для пылесоса и шпинделя;
- кнопкой экстренного завершения работы и концевыми выключателями.
Если моторы не самые мощные, допустимо использование платы на три мотора — однако все равно рациональнее применить индивидуальные драйверы. Микрошаговый режим драйверов Leadshine обеспечивает предельную плавность перемещения инструмента и понижает вибрации мотора.
Источник постоянного напряжения 5 В подключают к главному входу питания. Для вентиляторов устанавливают розетку, электроэнергия к ним поступает через традиционный 12-вольтовый адаптер, размещенный на стене.
Компьютер контролирует реле на 25А через прерыватель. Входные клеммы реле подключаются к выходным клеммам прерывателя. Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Если в конце G-кода стоит команда M05, шпиндель с пылесосом выключатся. Для их повторного включения потребуется нажатие кнопки F5 либо ввод команды M03.
Программное обеспечение
Готовому устройству для полноценного функционирования требуется три разновидности софта:
- CAD, чтобы создавать чертежи;
- CAM, чтобы создавать траектории инструментов и выводить G-код;
- контроллер, считывающий G-код и управляющий маршрутизатором.
Хорошим примером софта, совмещающего в себе функционал CAD и CAM, станет CamBam. Он несложный и вполне подходит для домашнего производства. Перед началом работы ему нужно задать параметры: диаметр применяемых инструментов, глубину и скорость резания, глубину за проход и так далее. Задав софту траекторию, можно будет вывести G-код, отдающий станку непосредственные команды.
В качестве контроллера следует порекомендовать Mach3. Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Отладка самодельного станка с ЧПУ
Перед началом полноценной работы на станке надо обработать несколько пробных деталей различных конфигураций и габаритов, сделанных из разных материалов. Возможно, в процессе выяснится, что устройство издает слишком громкий шум, и от него во все стороны разлетается пыль. Тогда его можно оснастить пылеуловителем, соединенным с пылесосом.
Нередко оказывается, что расчет крутящего момента на Y-опоре был произведен некорректно. В таком случае из-за высокой нагрузки по оси Y станок начнет изгибаться. Для устранения этого изъяна надо купить вторую направляющую и модернизировать портал.
Как собрать ЧПУ-стол?

Чтобы по максимуму использовать возможности станка, его нужно поместить на прочный и устойчивый стол. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
- кнопку завершения работы;
- фиксатор роликов;
- зенковку и биты;
- дрель;
- электрическую отвертку;
- пилу;
- станок X-Carve;
- концевую фрезу на 4 дюйма с твердосплавным покрытием;
- твердосплавную фрезу на 4 дюйма, с 4 каналами, с шариковым наконечником;
- средства защиты слуха.
От старого стола нужно взять две большие полки и укрепить их. По четырем внутренним углам надо разместить угловые скобки, а по длине поперечной балки, которая проходит по нижней стороне — L-образные скобки. Чтобы закрепить полку, нужно добавить дополнительные деревянные подставки. После того как полка будет помещена на место, надо укрепить ее еще большим количеством скобок.
Чтобы найти разумное применение каждому сантиметру помещения, стол хорошо бы оснастить пегбордом, то есть перфорированной панелью для инструментов. Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Пространство в нижней части стола тоже прекрасно подходит для хранения объектов — в частности, барабанного шлифовального станка или настольной пилы. Для хранения материалов можно соорудить съемную полку, воспользовавшись для этого листом фанеры и заготовленными для ножек деревянными брусками. Ножки крепятся к листу фанеры с помощью угловых скоб.
Еще одну полку можно оборудовать наверху — иногда это помогает закрыть проводку от станка и розетку. Верхнюю полку укладывают на торцы стоек и прикручивают. У второй полки углы для ножек вырезают с помощью лобзика.

Сложности в работе, возможные ошибки и как их избежать
При монтаже станины нельзя применять соединения сварного типа, так как они не справляются с вибронагрузками. В местах крепления рекомендуется пользоваться Т-образными гайками.
Чтобы усилия передавались на вал равномерно, на винтовых передачах следует размещать зубчатые ремни, не проскальзывающие на шкивах.
Исключительно важно приобрести надежные подшипники и качественные ходовые винты — это гарантирует станку прочность и долговечность.
Габариты всех деталей необходимо подбирать с максимально возможной точностью и следить, чтобы они безупречно подходили к блоку.
Итак, теперь вы знаете, как собрать дома фрезерное устройство с ЧПУ. Конечно, это удобнее делать с напарником, а не в одиночку. Если вы обладаете достаточными навыками и свободным пространством дома или в гараже, собранный по этой инструкции станок прекрасно заменит вам аналог, созданный на заводе.

Сегодня мы поговорим о сборке ЧПУ станка. Мы пригласили настоящего эксперта в этой области — бывшего Application Engineer в National Semiconductor и Texas Instruments. Он согласился поделиться своим богатым опытом и знаниями с нами. Вся информация, которую вы найдете в этой статье, основана на личном опыте нашего автора. Мы рады, что можем поделиться ценным опытом с нашими читателями. Что ж, давайте начнем!

бывший Application Engineer в National Semiconductor и Texas Instruments, пенсионер
![]() Время чтения: 8 минут
Время чтения: 8 минут
- Проектирование ЧПУ станка
- 3D-печать и поиск деталей
- Этап сборки
- Система управления ЧПУ станком
- Запуск станка
Много лет назад, бродя по интернету, я зашел на сайт, где описывался станок с числовым управлением, сделанный буквально из желудей и палок. Комплектующих было немного, они были недорогие и не дефицитные. 3D принтер был, пожалуй, единственным условием для изготовления станка. Но самое главное — этот станок был до безумия красив! И был больше похож на объемную головоломку, чем на станок.

В то время у меня был принтер, который я собрал в основном из сломанных старых струйных принтеров и хлама, нашедшегося в кладовке.
Удержаться было невозможно и я сделал этот станок, все необходимые файлы доступны здесь: https://www.thingiverse.com/thing:790533.
Все прекрасно заработало, но — дело было летом. Машина стояла около дома, а зимой она живет в гараже. И места для станка уже не было. Дома иметь это чудо инженерной мысли супруга категорически отказывалась. И такую красоту она, как ни странно, не оценила.

В итоге стал делать так, как и надо было с самого начала — с выбора места. В доме есть небольшое служебное помещение, где расположен центральный пылесос и система принудительной вентиляции. Я его использую в качестве мастерской и небольшого склада. Там стоит маленький морозильник, на него я и нацелился. На нем вполне можно было поместить небольшой станок, поэтому размеры нового станка определялись размерами холодильника. История, схожая с недавно открытым фактом о связи космического корабля с габаритами крупа лошади.
Этап проектирования ЧПУ станка
Инструмент для проектирования у меня, прямо скажем, не самый престижный — Sketchup. Это старая версия (Sketchup 8), скачанная еще в те времена, когда он был собственностью Google. И этот Google уверял, что бесплатная версия Sketchup — это навсегда, причем коммерческое использование не возбраняется. Но, как часто бывало, обманули и оставили в стороне. Новая фирма в лицензионном соглашении уже не позволяет использовать Sketchup в коммерческих целях.
Кроме того, эта старая версия, её можно было легко использовать с Linux, за место Windows. Как раз которым я не пользовался уже несколько лет.
Предисловие получилось длинным, но нарисовать новый станок мне удалось за пару выходных.

Печать и подбор деталей
Печать деталей заняла значительно больше времени, но все равно не было всех необходимых комплектующих под рукой, и надо было ждать, пока нужные компоненты придут из Китая. Больше всего в станке подшипников 624ZZ — целых 60 штук! Их количество компенсировалось ценой — за десяток я платил чуть больше 1 евро. Опытный читатель скажет, что за такую цену можно купить только низкокачественные изделия. Согласен, это действительно так, но в данной конструкции они работают без особой нагрузки, на очень низких скоростях. Поэтому после отбраковки нескольких явно неисправных подшипников, они пошли в дело.
В местной лавке закупился мебельными стальными трубами и различными крепежными элементами. Трубы, кстати, попались под стать подшипникам — очень даже ржавеющие. Поэтому рекомендуется не хранить такой станок в холодном сарае и время от времени обильно обрабатывать смазкой WD-40.

Сборка станка
Начинаем собирать с самого интересного— с центрального узла, самая красивая вещь в этом станке. Из первоначально 2-х непримечательных заготовок одинакового типа получается такая удивительная сборка.

Как пел Миронов —
Разбор грехов моих оставьте до поры,
Вы оцените красоту игры…
Этот центральный узел навешивается на штанги и на него вешается привод инструмента.

Точь-в-точь как устройство из советского фильма «Кин-дза-дза!» — гравицаппа. Для тех, кто сомневается, сверху даже надпись имеется.

Для сравнения размеров — новая гравицаппа на столе оригинального станка.

Дальше собираем основу станка из стальных труб на древесноволокнистой плите или из другого доступного материала. Здесь важно быть внимательным и аккуратным — должен получиться именно прямоугольник, а не ромб, трапеция или что-то еще. Если собрать конструкцию неправильно — о точности можно забыть. Впрочем, если вам и не нужна высокая точность, то это не столь существенно.

На основание навешиваем ведущие каретки.

На каретки навешиваем крест из труб, на который установлен центральный узел — должна получиться вот такая конструкция:

Осталось лишь вдохнуть жизнь в конструкцию. Задача подобна той, с которой сталкивались Пигмалион или граф Калиостро. Тут я несколько увлекся и перестал фотографировать процесс сборки. Поэтому дальше большую часть буду описывать на словах.
Нам понадобятся 5 шаговых двигателей Nema17. Лишняя мощность никому не помешает, но имейте в виду, что драйверы шаговых двигателей больше 2 ампер не обеспечат. Вот что я нашел на eBay — дешево и сердито, причем доставили их меньше, чем за неделю из Германии:

Устанавливаем моторы, натягиваем ремни GT2 вдоль направляющих и дальше можно заняться электроникой.

Соединяем двигатели на противоположных направляющих последовательно. Получаем сразу два практических преимущества. Во-первых, одного драйвера достаточно для питания двух двигателей, и во-вторых, гарантируется одинаковый ток в обмотках противоположных двигателей.

С осью Z никаких особенностей нет, но, как обычно, не забываем поставить разделитель между осью двигателя и приводным винтом.

Установка системы ЧПУ
Теперь настала пора вплотную заняться электроникой. Собираем все на базе популярной Arduino Uno.

Поверх устанавливаем плату CNC shield.

И завершаем этот процесс драйверами шаговых двигателей.

На драйверах стоит остановиться немного подробнее. Я использовал самые дешевые на базе A4988.
Схема приведена ниже.

На плате есть подстроечный резистор, с его помощью нужно установить ток, соответствующий вашему шаговому двигателю. Для моего я установил чуть меньше 1,7 Ампер.

Измерять напряжение можно прямо на подвижном контакте резистора. Ток определяется по формуле:

Rs — это сопротивление резисторов R7 и R8 на вашей плате драйвера. Проверьте на всякий случай — величина может быть другой.

Когда все собрано, требуется установить программное обеспечение. Один из классических вариантов — GRBL.
Не забудьте отредактировать файл defaults.h и создать файл конфигурации, который будет описывать именно вашу машину. Эта информация изложена в избытке, поэтому нет необходимости повторяться.
Да, двигатели нуждаются в питании — я поставил блок питания 12 Вольт 8 Ампер.

В качестве управляющей программы используем также классическую программу — bCNC.

Запускаем станок и подводим итоги
На этом все подготовки завершены, приступаем к работе:

Ну, или короткое видео: https://www.youtube.com/watch?v=wNJMj2xoA70
Список материалов:

Если хотите напечатать себе такой станок, все необходимые файлы я выложил здесь:
Сборка основных частей станка;
Схема блока питания и модель кейса;
Модель кейса для плат управления.
Пользуйтесь с удовольствием!
Целью этого проекта является создание настольного станка с ЧПУ. Можно было купить готовый станок, но его цена и размеры меня не устроили, и я решил построить станок с ЧПУ с такими требованиями:
— использование простых инструментов (нужен только сверлильный станок, ленточная пила и ручной инструмент)
— низкая стоимость (я ориентировался на низкую стоимость, но всё равно купил элементов примерно на $600, можно значительно сэкономить, покупая элементы в соответствующих магазинах)
— малая занимаемая площадь(30″х25″)
— нормальное рабочее пространство (10″ по оси X, 14″ по оси Y, 4″ по оси Z)
— высокая скорость резки (60″ за минуту)
— малое количество элементов (менее 30 уникальных)
— доступные элементы (все элементы можно купить в одном хозяйственном и трех online магазинах)
— возможность успешной обработки фанеры
Станки других людей
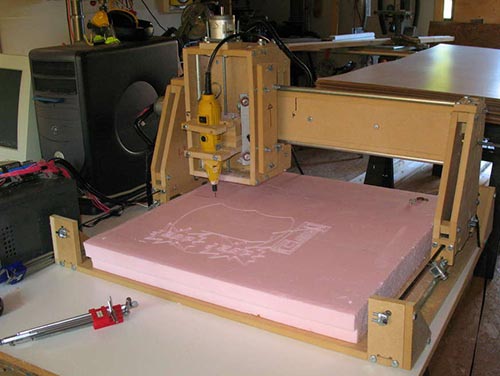
Вот несколько фото других станков, собравших по данной статье
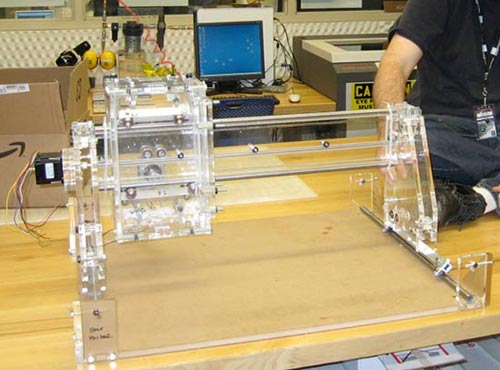
Фото 1 – Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Они сделали хорошую работу, больше информации можно найти в блоге Chris’a. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов.
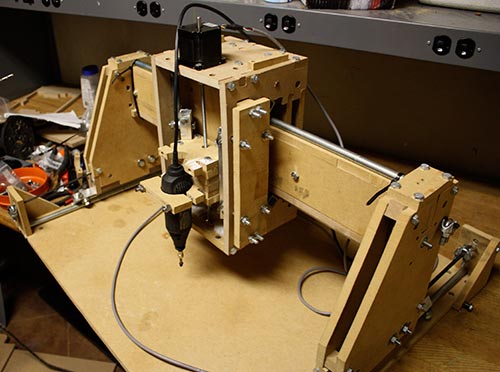
Фото 2 — Sam McCaskill сделал действительно хороший настольный станок с ЧПУ. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом.
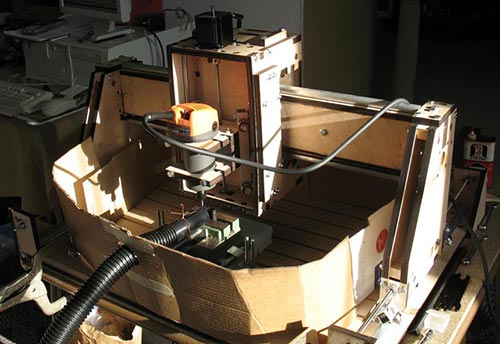
Фото 3 — Angry Monk’s использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
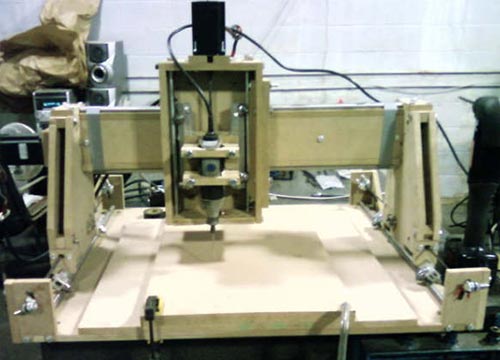
Фото 4 — Bret Golab’s собрал станок и настроил его для работы с Linux CNC (я тоже пытался сделать это, но не смог из-за сложности). Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу!
Характеристики станка
Боюсь что у меня недостаточно опыта и знаний, чтобы объяснять основы ЧПУ, но на форуме сайта CNCZone.com есть обширный раздел, посвященный самодельным станкам, который очень помог мне.
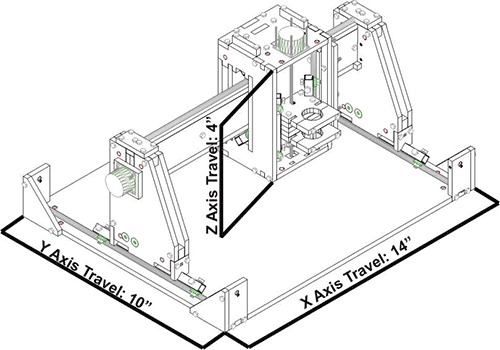
Резак: Dremel или Dremel Type Tool
Параметры осей:
Ось X
Расстояние перемещения: 14″
Привод: Зубчато-ременная передача
Скорость: 60″/мин
Ускорение: 1″/с2
Разрешение: 1/2000″
Импульсов на дюйм: 2001
Ось Y
Расстояние перемещения: 10″
Привод: Зубчато-ременная передача
Скорость: 60″/мин
Ускорение: 1″/с2
Разрешение: 1/2000″
Импульсов на дюйм: 2001
Ось Z (вверх-вниз)
Расстояние перемещения: 4 «
Привод: Винт
Ускорение: .2″/с2
Скорость: 12″/мин
Разрешение: 1/8000 «
Импульсов на дюйм: 8000
Необходимые инструменты
Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.

Электроинструмент:
— ленточная пила или лобзик
— сверлильный станок (сверла 1/4″, 5/16″, 7/16″, 5/8″, 7/8″, 8мм (около 5/16″)), также называется Q
— принтер
— Dremel или аналогичный инструмент (для установки в готовый станок).
Ручной инструмент:
— резиновый молоток (для посадки элементов на места)
— шестигранники (5/64″, 1/16″)
— отвертка
— клеевой карандаш или аэрозольный клей
— разводной ключ (или торцевой ключ с трещоткой и головкой 7/16″)
Необходимые материалы
В прилагаемом PDF файле (CNC-Part-Summary.pdf) предоставлены все затраты и информация о каждом элементе. Здесь предоставлена только обобщенная информация.
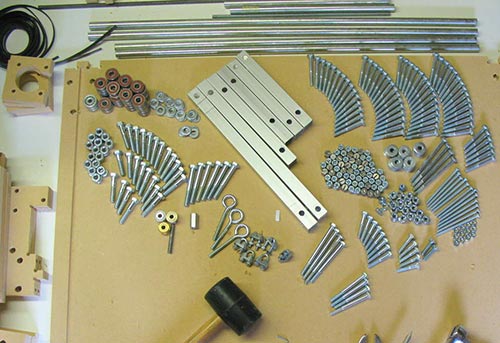
Листы — $ 20
-Кусок 48″х48″ 1/2″ МДФ (подойдет любой листовой материал толщиной 1/2″ Я планирую использовать UHMW в следующей версии станка, но сейчас это выходит слишком дорого)
-Кусок 5″x5″ 3/4″ МДФ (этот кусок используется в качестве распорки, поэтому можете брать кусок любого материала 3/4″)
Двигатели и контроллеры — $ 255
-О выборе контроллеров и двигателей можно написать целую статью. Коротко говоря, необходим контроллер, способный управлять тремя двигателями и двигатели с крутящим моментом около 100 oz/in. Я купил двигатели и готовый контроллер, и всё работало хорошо.
Аппаратная часть — $ 275
-Я купил эти элементы в трех магазинах. Простые элементы я приобрёл в хозяйственном магазине, специализированные драйвера я купил на McMaster Carr (http://www.mcmaster.com), а подшипники, которых надо много, я купил у интернет-продавца, заплатив $40 за 100 штук (получается довольно выгодно, много подшипников остается для других проектов).
Программное обеспечение — (бесплатно)
-Необходима программа чтобы нарисовать вашу конструкцию (я использую CorelDraw), и сейчас я использую пробную версию Mach3, но у меня есть планы по переходу на LinuxCNC (открытый контролер станка, использующий Linux)
Головное устройство — (дополнительно)
-Я установил Dremel на свой станок, но если вы интересуетесь 3D печатью (например RepRap) вы можете установить свое устройство.
Печать шаблонов
У меня был некоторый опыт работы лобзиком, поэтому я решил приклеить шаблоны. Необходимо распечатать PDF файлы с шаблонами, размещенными на листе, наклеить лист на материал и вырезать детали.
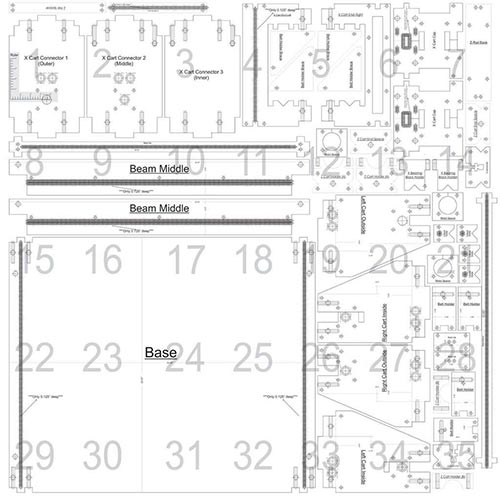
Имя файла и материал:
Всё: CNC-Cut-Summary.pdf
0,5″ МДФ (35 8.5″x11″ листов с шаблонами): CNC-0.5MDF-CutLayout-(Rev3).pdf
0,75″ МДФ: CNC-0.75MDF-CutLayout-(Rev2).pdf
0,75″ алюминиевая трубка: CNC-0.75Alum-CutLayout-(Rev3).pdf
0,5 «MDF (1 48″x48» лист с шаблонами): CNC-(One 48×48 Page) 05-MDF-CutPattern.pdf
Примечание: Я прилагаю рисунки CorelDraw в оригинальном формате (CNC-CorelDrawFormat-CutPatterns (Rev2) ZIP) для тех, кто хотел бы что то изменить.
Примечание: Есть два варианта файлов для МДФ 0,5″. Можно скачать файл с 35 страницами 8.5″х11″ (CNC-0.5MDF-CutLayout-(Rev3), PDF), или файл (CNC-(Один 48×48 Page) 05-MDF-CutPattern.pdf) с одним листом 48″x48″для печати на широкоформатном принтере.
Шаг за шагом:
1. Скачайте три PDF-файла с шаблонами.
2. Откройте каждый файл в Adobe Reader
3. Откройте окно печати
4. (ВАЖНО) отключите Масштабирование страниц.
5. Проверьте, что файл случайно не масштабировался. Первый раз я не сделал это, и распечатал всё в масштабе 90%, о чем сказано ниже.
Наклеивание и выпиливание элементов
Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу. Далее, просто вырезайте деталь по контуру.


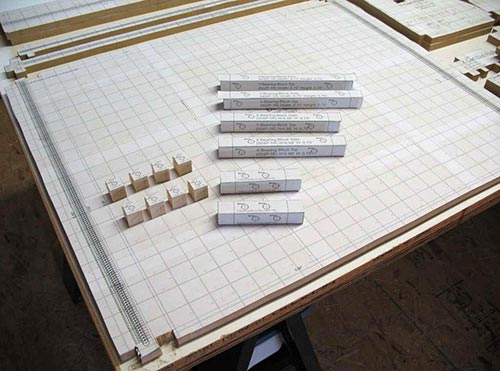
Как было сказано выше, я случайно распечатал шаблоны в масштабе 90%, и не заметил этого до начала выпиливания. К сожалению, я не понимал этого до этой стадии. Я остался с шаблонами в масштабе 90% и, переехав через всю страну, я получил доступ к полноразмерному ЧПУ. Я не выдержал и вырезал элементы при помощи этого станка, но не смог просверлить их с обратной стороны. Именно поэтому все элементы на фотографиях без кусков шаблона.

Сверление
Я не считал сколько именно, но в этом проекте используется много отверстий. Отверстия, которые сверлятся на торцах особенно важны, но не пожалейте времени на них, и использовать резиновый молоток вам придется крайне редко.
Места с отверстиями в накладку друг на друга это попытка сделать канавки. Возможно, у вас есть станок с ЧПУ, на котором это можно сделать лучше.
Сборка
Если вы дошли до этого шага, то я поздравляю вас! Глядя на кучу элементов, довольно сложно представить, как собрать станок, поэтому я постарался сделать подробные инструкции, похожие на инструкции к LEGO. (прилагаемый PDF CNC-Assembly-Instructions.pdf). Довольно интересно выглядят пошаговые фотографии сборки.

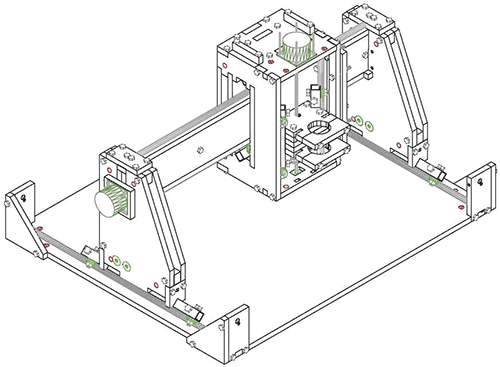
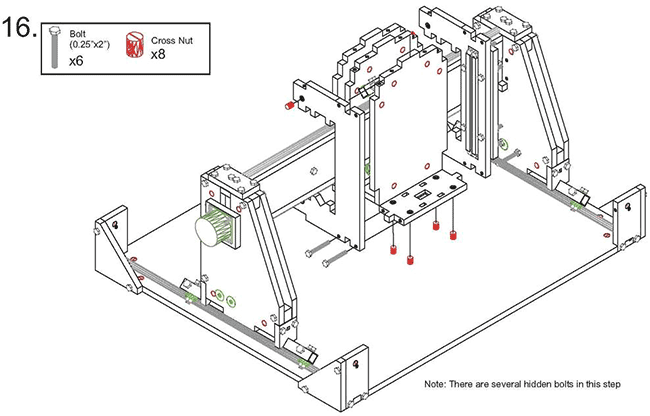
Готово!
Станок готов! Надеюсь, вы сделали и запустили его. Я надеюсь, что в статье не упущены важные детали и моменты. Вот видео, в котором показано вырезание станком узора на розовом пенопласте.
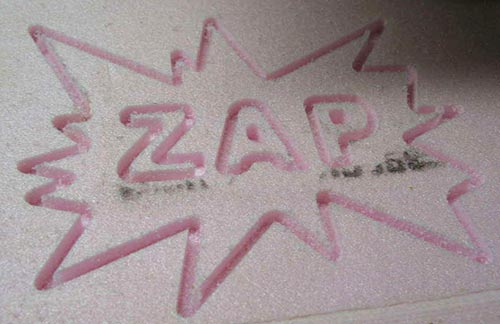
Оригинал статьи