
The store will not work correctly in the case when cookies are disabled.
Бренд:
CEA
Являемся официальным дилером бренда:



Розничная цена с НДС:
428 400 р.
Нашли цену ниже?
Предложим дешевле!
Быстрый заказ или звонок?
Введите корректный номер телефона
Генератор TIG с трехфазным питанием и высокочастотным зажиганием CEA MATRIX 3000 AC/DC основан на самой современной инверторной технологии на базе IGBT и оснащен комплексным инновационным цифровым блоком управления всеми параметрами сварки.
Этот технологически передовой, прочный, простой в применении как с постоянным, так и с переменным током генератор имеет цифровой блок управления высоких потенциальных возможностей и позволяет выполнять высококачественную сварку TIG на всех металлах, включая алюминий и его сплавы, что делает его особенно пригодным для квалифицированного применения в промышленности и для техобслуживания. Кроме того, он обеспечивает оптимальные параметры при сварке MMA, в том числе с особо сложными целлюлозными и щелочными электродами.
Особенности
- Компактный и рациональный дизайн.
- Небольшие габариты и масса для облегчения переноса.
- Прочный металлический корпус, передняя и задняя панели из особо прочной пластмассы.
- Защитный щиток пульта управления.
- Крепкая ручка, являющаяся частью корпуса.
- Цифровое управление, регулирование, мониторинг за всеми параметрами сварки.
- Цифровой дисплей для предварительного задания параметров сварки.
- Серийно устанавливаемые амперметр и цифровой вольтметр с предварительным заданием сварочного тока и записью в память последнего значения (функция Hold).
- Возможность записи в память и вызова персонализированных программ сварки.
- Устройство самодиагностики.
- Термостатическая защита от перегрева.
- Автоматическая компенсация колебаний напряжения сети в пределах ±20%.
- Система фильтрации скачков входного напряжения.
- Снижение электромагнитных помех благодаря наличию высокой частоты только на этапе зажигания дуги.
- Функция «Energy Saving», активирующая вентиляцию генератора и охлаждение сварочной горелки только при необходимости.
- Пониженное потребление тока.
- Кроме того, генератор соответствует всем нормам и директивам, действующим в Европейском Сообществе.
«…было реализовано более 25 крупных поставок оборудования и материалов для сварки. Для каждого заказа, который приходился на разгар строительного сезона, ставились сжатые временные рамки — Тиберис предоставил их точно в срок.»

Матюшина А. М.
ООО «ЛСР. Строительство-СЗ»
Посмотреть реальные отзывы клиентов
Несколько фактов почему Сварочный инвентор CEA MATRIX 3000 AC/DC лучше купить в Тиберис
- Являемся официальным дилером бренда CEA — цены на эту позицию ниже не найдете!
- Продукция CEA поступает к нам напрямую со склада дистрибьютора — обеспечим доставку за минимальные сроки!
- Работаем с документами аккуратно и быстро — используем УПД и автоматизированную систему контроля расчетов!
- Предложим специальные условия для бюджетных организаций!
Сварочный инвентор CEA MATRIX 3000 AC/DC относится к категориям каталога
![]()
Продавец оставляет за собой право передать товар с несущественными отклонениями от описания, данного на сайте. Уточняйте информацию у менеджера.
| Document’s Content and Additional Information | Share Manual |
|---|---|
|
CEA MATRIX 3000 AC/DC R Operator’s manual
Pages Preview: Document Transcription:
See Details |





 |
[Page 1] CEA MATRIX 3000 AC/DC R EN Operator’s manual READ CAREFULLY 1020HA91E-EN-04/2017 SN — JD xxxxxx MATRIX AC/DC • AC/DC R 2200 • 3000 CEA COSTRUZIONI ELETTROMECCANICHE ANNETTONI S.p.A. C.so E. Filiberto, 27 — 23900 Lecco — Italy Tel. ++39.0341.22322 — Fax ++39.0341.42264… |
 |
[Page 2] CEA MATRIX 3000 AC/DC R 2 ENGLISH EN Introduction 2 Description 2 Features 2 Usage limits (IEC 60974-1) 3 Technical data 3 Open the packaging 4 Installation 4 Connection to the electrical supply 4 Instructions for use 4 Interfacing accessories (opti… |
 |
[Page 3] CEA MATRIX 3000 AC/DC R 3 • TIG — Excellent TIG welding characteristics. — High frequency arc striking of TIG welding, precise and effi- cient even from long distance. — Using special TIG torches allows remote adjustment of weld- ing current directly from the torch. … |
 |
[Page 4] CEA MATRIX 3000 AC/DC R 4 How to lift up the machine The weld machine has a strong handle all in one with the frame, used for transporting the machine manually only. NOTE: These hoisting and transportation devices conform to Eu- ropean standards. Do not use other hoistin… |
 |
[Page 5] CEA MATRIX 3000 AC/DC R 5 Interfacing accessories (optional) “RoboMAT 1” analogue / digital robot interface Fitted on the back of the MATRIX 3000 AC/DC R welding machine (Pos. 1, Fig. B). “RoboMAT 1” analogue / digital robot interface connection cable — Cutting … |
 |
[Page 6] CEA MATRIX 3000 AC/DC R 6 TIG welding In the TIG process welding is achieved by melting the two metal pieces to be joined, with the possible addition of material from the outside, using an arc ignited by a tungsten electrode. The molten bath and the electrode are prote… |
 |
[Page 7] CEA MATRIX 3000 AC/DC R 7 PART TO BE WELDED The part to be welded must always be connected to ground in or- der to reduce electromagnetic emission. Much attention must be afforded so that the ground connection of the part to be welded does not increase the risk of acciden… |
 |
[Page 8] CEA MATRIX 3000 AC/DC R 8 Optional The remote controls can be only used in the 2-STROKE and 4-STROKE welding modes. MANUAL REMOTE CONTROL WARNING: When using the machine for TIG welding it is OBLIGA- TORY to use the kit for simultaneously use – CEA code n° 460056. Weld… |
 |
[Page 9] CEA MATRIX 3000 AC/DC R 9 Meaning of graphic symbols on machine Adjustment of electronic circuit board PT1 Adjustment of the maximum current PT2 Adjustment of the minimum current Power supply switch System for use in environments with increased risk of electroshock P… |
 |
[Page 10] CEA MATRIX 3000 AC/DC R 10 Wiring diagram (MATRIX 2200 AC/DC) |
 |
[Page 11] CEA MATRIX 3000 AC/DC R 11 2101WA31 |
 |
[Page 12] CEA MATRIX 3000 AC/DC R 12 Wiring diagram (MATRIX 3000 AC/DC — AC/DC R) 3000 MTA 30 |
 |
[Page 13] CEA MATRIX 3000 AC/DC R 13 2101WB09 3000 MTA 30 |
 |
[Page 14] CEA MATRIX 3000 AC/DC R 14 Key to the electrical diagram •1 Capacitor •2 Power supply connector 230V 50/60Hz •3 EMC capacitors •4 Power supply connector for the cooling system •5 TIG torch connec- tor •6 Secondary diode •7 “Dual Boost Chopper” IGBT •8… |
 |
[Page 15] CEA MATRIX 3000 AC/DC R IT Lista ricambi LEGGERE ATTENTAMENTE EN Spare parts list READ CAREFULLY MATRIX AC/DC • AC/DC R 2200 • 3000 CEA COSTRUZIONI ELETTROMECCANICHE ANNETTONI S.p.A. C.so E. Filiberto, 27 — 23900 Lecco — Italy Tel. ++39.0341.22322 — Fax ++39.0341.422646… |
 |
[Page 16] CEA MATRIX 3000 AC/DC R 2 Pos. MATRIX 2200 AC/DC Descrizione Description 1 352453 Visiera rack frontale Front rack transparent visor 2 447846 Tastiera a membrana MATRIX 2200 AC/DC MATRIX 2200 AC/DC Membrane keyboard 3 438888 Manopola senza indice Ø29mm Ø29mm Knob without… |
 |
[Page 17] CEA MATRIX 3000 AC/DC R 3 Pos. MATRIX 2200 AC/DC Descrizione Description 19 377094 Scheda filtro EMC EMC filter PCB 20 413538 Cablaggio scheda filtro EMC EMC filter PCB wiring 21 413536 Cablaggio ausiliario Auxiliary wiring 22 286036 IGBT «Dual Boost Chopper» &qu… |
 |
[Page 18] CEA MATRIX 3000 AC/DC R 4 Pos. MATRIX 2200 AC/DC Descrizione Description 35 431331 Piedino d’appoggio Foot 36 404933 Basamento Base 37 352944 Isolamento dinse Dinse Insulation 38 449495 Telaio metallico interno Internal metallic frame 39 463217 Staffa fissaggio trasfo… |
 |
[Page 19] CEA MATRIX 3000 AC/DC R 5 Pos. MATRIX 3000 AC/DC — AC/DC R Descrizione Description 1 352453 Visiera rack frontale Front rack transparent visor 2 447859 Tastiera a membrana MATRIX 3000 AC/DC Membrane Keyboard MATRIX 3000 AC/DC 3 438888 Manopola senza indice Ø29mm Ø29mm K… |
 |
[Page 20] CEA MATRIX 3000 AC/DC R 6 Pos. MATRIX 3000 AC/DC — AC/DC R Descrizione Description 19 413466 Cablaggio ausiliario Auxiliary wiring 20 413518 Cablaggio RoboMat 1 — Matrix 3000 AC / DC R (solo per MATRIX 3000 AC/DC R) RoboMat 1 — Matrix 3000 AC / DC R Wiring (only for MATRI… |
 |
[Page 21] CEA MATRIX 3000 AC/DC R 7 Pos. MATRIX 3000 AC/DC — AC/DC R Descrizione Description 35 431329 Piedino d’appoggio Foot 36 418858 Assieme condensatori Capacitors assembly 37 352944 Isolamento dinse Dinse Insulation 38 449485 Telaio metallico interno Internal metallic fr… |
 |
[Page 22] CEA MATRIX 3000 AC/DC R 8 IT Ordinazione dei pezzi di ricambio Per la richiesta di pezzi di ricambio indicare chiaramente: 1) Il numero di codice del particolare 2) Il tipo di impianto 3) La tensione e la frequenza che rileverete dalla targhetta dei dati posta sull’… |
 |
[Page 23] CEA MATRIX 3000 AC/DC R MTA 22 — 30 EN Operator’s manual READ CAREFULLY CEA COSTRUZIONI ELETTROMECCANICHE ANNETTONI S.p.A. C.so E. Filiberto, 27 — 23900 Lecco — Italy Tel. ++39.0341.22322 — Fax ++39.0341.422646 Cas. Post. (P.O.BOX) 205 E-mail: [email protected] — web: www.c… |
 |
[Page 24] CEA MATRIX 3000 AC/DC R 2 ENGLISH EN Control panel 2 Introduction 2 Displaying the software version installed 5 Electrode welding (MMA) 5 TIG “AC” welding 5 TIG “DC” welding 8 TIG “AC and LIFT DC” welding with the SPOT WELDING function on 8 … |
 |
[Page 25] CEA MATRIX 3000 AC/DC R 3 ■ ELECTRODE DIAMETER For TIG welding with HF ignition, it allows you to use the relevant key to set the diameter of the tungsten electrode used, and/or to change it using the ENCODER knob, in order to achieve the best control of the AC arc in… |
 |
[Page 26] CEA MATRIX 3000 AC/DC R 4 ■ PULSE When using one of the 3 TIG welding processes, it makes it pos- sible to set one of the 4 pulsation modes available on the welding machine, using the relevant button: L27 SYN PULSE L28 FAST PULSE L28 ULTRA FAST PULSE L29 SLOW P… |
 |
[Page 27] CEA MATRIX 3000 AC/DC R 5 Displaying the software version installed The MATRIX AC/DC are fitted with a digital control with software on board defined in the factory. This software is subject to contin- uous evolution and improvement. The software is identified by a spe… |
 |
[Page 28] CEA MATRIX 3000 AC/DC R 6 4) SELECTING THE WAVE SHAPE By pushing the WAVE (T3) button the operator can choose the best wave shape for their welding needs, from the 4 wave shapes included: L24 DYNAMIC TIG L25 SPEED TIG L25 COLD TIG L26 SOFT TIG WAVE L24 L25 L26 … |
 |
[Page 29] CEA MATRIX 3000 AC/DC R 7 5B) BALANCING the AMPLITUDE of the CURRENT (I) (-50÷+20) It is possible to adjust the amplitude of the current (I) while the electrode stays in place independently, using positive or neg- ative values, guaranteeing perfect control of penetratio… |
 |
[Page 30] CEA MATRIX 3000 AC/DC R 8 TIG “DC” welding 1) Start the welding machine by turning the power supply switch to position I. 2) Press the WELDING PROCESS SELECTION Key (T7) and select: L2 a TIG “HF DC” welding process for direct current TIG welding with high… |
 |
[Page 31] CEA MATRIX 3000 AC/DC R 9 TIG HF DC welding with TACK function active and single ColdTack point Innovative TIG HF DC tack weld device that makes it possible to do precise, safe tack welding with very little heat applied. Thanks to the “Perfect-Point” mode, ColdTack… |
 |
[Page 32] CEA MATRIX 3000 AC/DC R 10 TIG “AC and DC” welding — Welding parameters • The MATRIX AC/DC can be configured in the following 2 ways: • STANDARD (Std) configuration. • SPECIAL (SPE) configuration. STANDARD CONFIGURATION (Std) When it leaves the factory the w… |
 |
[Page 33] CEA MATRIX 3000 AC/DC R 11 L21 PEAK CURRENT Ip 2200 AC/DC 3000 AC/DC TIG DC 5 ÷ 220 A 5 ÷ 300 A TIG AC DYNAMIC TIG SPEED TIG COLD TIG SOFT TIG 5 ÷ 220 A 5 ÷ 220 A 16 ÷ 127 A 16 ÷ 156 A 5 ÷ 300 A 5 ÷ 300 A 5 ÷ 173 A 5 ÷ 212 A L20 BASE CURRENT I b 2200 AC/DC… |
 |
[Page 34] CEA MATRIX 3000 AC/DC R 12 2D) SYN PULSE TIG pulse welding with synergic setting of parameters. WARNING: This can only be programmed when the TIG DC with HF ignition or TIG DC with “Lift” type ignition weld- ing processes are used. Press the PULSE key (T5) until the r… |
 |
[Page 35] CEA MATRIX 3000 AC/DC R 13 L11 — L21 1 st LEVEL PEAK CURRENT I1p 2200 AC/DC 3000 AC/DC 5 ÷ 220 A 5 ÷ 300 A L19 2 nd LEVEL PEAK CURRENT I2p 2200 AC/DC 3000 AC/DC 5 ÷ 220 A 5 ÷ 300 A L20 1 st LEVEL BASE CURRENT I1b 2200 AC/DC 3000 AC/DC 5 ÷ 220 A 5 ÷ 300 … |
 |
[Page 36] CEA MATRIX 3000 AC/DC R 14 4) Turn the ENCODER Key (E) until the DISPLAY (D) shows the following message: SPE (welder configured in SPECIAL mode). I2 HOT START ARC FORCE PULSE CYCLE T b f T p I1 Ip Ib PULSE SYN FAST SLOW WAVE VRD CYCLE Ø T2 E PULSE SYN FAST SLOW WAVE D … |
 |
[Page 37] CEA MATRIX 3000 AC/DC R 15 Creating and memorising automatic welding points Once you have defined the parameters the operator requires to do their work properly, you can save them in the memory and create a WELDING PROGRAM by proceeding as follows. WARNING: To access t… |
 |
[Page 38] CEA MATRIX 3000 AC/DC R 16 3) Press and release the “PRG” PROGRAM key (T2) to call up the program number selected. 4) You can now carry out PROGRAMMED welding. Viewing the parameters set 1) Call up the program required (see the “Calling up saved pro- grams” pa… |
 |
[Page 39] CEA MATRIX 3000 AC/DC R 17 PLEASE NOTE: If the fault persists look for the cause of the fault and contact our technical assistance department if nec- essary. All of this is necessary to allow our technical assistance depart- ment (which must be contacted each time error me… |
 |
[Page 40] CEA MATRIX 3000 AC/DC R CEA COSTRUZIONI ELETTROMECCANICHE ANNETTONI S.p.A. C.so E. Filiberto, 27 — 23900 LECCO — ITALY Cas. Post. (P.O. BOX) 205 Tel. +39 0341 22322 — Fax +39 0341 422646 [email protected] www.ceaweld.com ISO 9001: 2008 |
- Цифровой контроль всех сварочных параметров.
- Базовая комплектация с импульсным режимом, интегрированным в панель управления (функция Easy Pulse).
- Точное и эффективное высокочастотное зажигание дуги.
- Функция оптимизации энергосбережения Energy Saving запускает мотор вентилятора источника только при необходимости.
- Низкое энергопотребление.
- Сохранение и вызов собственных сварочных программ.
- Снижение электромагнитного возмущения, возникающего на высоких частотах только при зажигании дуги.
- Использование горелок с регулировкой тока позволяет осуществлять регулировку сварочных параметров и сохраненных программ непосредственно на самой горелке.
- Термостатическая защита от перегрева.
- Компактный металлический корпус с ударопрочной пластиковой лицевой панелью и прочной ручкой.
- Наклонная лицевая панель управления с хорошим углом обзора, удобная для чтения и регулировки. Панель управления защищена от случайных повреждений.
- Класс защиты IP 23 и защита электронных компонентов от попадания пыли, благодаря инновационной принудительной системе охлаждения источника «туннельный эффект», позволяют использовать аппарат в жестких производственных условиях.
- Кнопка выбора сварочного процесса: ТИГ переменный тока, ТИГ постоянный ток; ТИГ постоянный ток с режимом подъема дуги Lift; MMA.
- Кнопка выбора режима сварки: 2-тактный; 4-тактный; циклический; таймер точечной сварки.
- Возможность регулировки частоты импульсной TИГ сварки от 0,5 до 2000 Гц с подключением функции Syn Pulse.
- Баланс прямоугольной волны переменного тока и функция Balance Plus.
- Регулировка частоты прямоугольной волны.
- Установка диаметра вольфрамового электрода для улучшения контроля зажигания дуги и динамических свойств дуги.
- Выбор формы волны: прямоугольная; смешанная; синусоидальная; треугольная.
Функциональные возможности.
- Бесконтактный / контактный поджиг дуги.
- Высокочастотное зажигание дуги.
- Режим подъема дуги Lift.
- Режим форсирования дуги.
- 2/4-тактовый режим работы.
- Плавная регулировка сварочного тока и напряжения.
- Предварительная и послесварочная продувка газа.
- Регулировка времени нарастания и спада сварочного тока.
- Регулировка тока заварки кратера.
- Импульсная сварка.
- Легкий импульс.
- Цифровой вольтметр и амперметр.
- Программирование (до 9 программ).
- Режим сварки на прихватках.
- Режим циклической сварки.
- Встроенный блок защиты от больших перепадов напряжений в сети PFC (только для модели 2200).
Импульсная сварка обеспечивает меньшее тепловложение по сравнению с обычным способом сварки, что позволяет сваривать более широкий диапазон толщин. За счет повышения частоты до 500 Гц достигается высокая степень сжатия дуги, тем самым уменьшается зона термического влияния, что позволяет повысить эстетичный вид сварного шва. Повышается качество сварки тонких материалов (0,5−0,8 мм), исключаются прожоги, снижается коробление во время и после сварки.
Легкий импульс позволяет оператору выставить только значение максимального сварочного тока, а машина сама автоматически подберет значение частоты (0,5−500 Гц) и длительность сварочного тока. Благодаря использованию данной функцию значительно снижаются требования к квалификации сварщика.
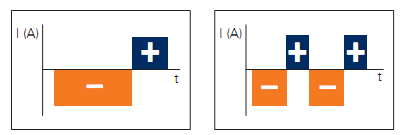
Функция Цикл позволяет посредством быстрого нажатия кнопки на горелке мгновенно переключиться между двумя заранее установленными значениями сварочного тока. Эта функция применяется при сварке разнотолщинных профилированных заготовок, где требуется продолжительная смена значений сварочного тока. Возможность использования большого стартового сварочного тока необходима для подогрева свариваемых заготовок.
Функция Syn Pulse в зависимости от выбранной амплитуды тока автоматически с использованием синергетики, генерирует соответствующую частоту следования и основной ток. Возможность предварительной установки величины импульсных параметров сокращает время настройки, обеспечивая тем самым оптимальные импульсные комбинации параметров, что дает возможность даже малоквалифицированным сварщикам работать на данном типе оборудования.
Высокочастотная сварка на постоянном токе − импульсная сварка TIG, обеспечивающая хороший контроль дуги и уменьшение коробления.
Высокочастотная импульсная сварка (до 2000 Гц) применяется для тонких материалов, обеспечивая уменьшение конуса дуги и меньшее термическое влияние. Дуга становится более концентрированной и стабильной, что способствует увеличению скорости сварки и глубокому проплавлению металла.
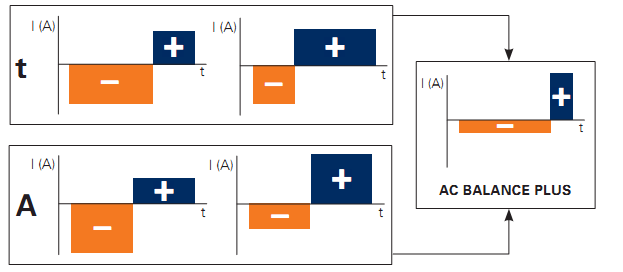 Функция Balance Plus – это возможность регулировки времени (t) и амплитуды (A) сварочного сигнала в положительной или отрицательной полярности. Данная функция обеспечивает отличный контроль проплавления и чистоты дуги со значительным сокращением боковых подрезов металла.
Функция Balance Plus – это возможность регулировки времени (t) и амплитуды (A) сварочного сигнала в положительной или отрицательной полярности. Данная функция обеспечивает отличный контроль проплавления и чистоты дуги со значительным сокращением боковых подрезов металла.
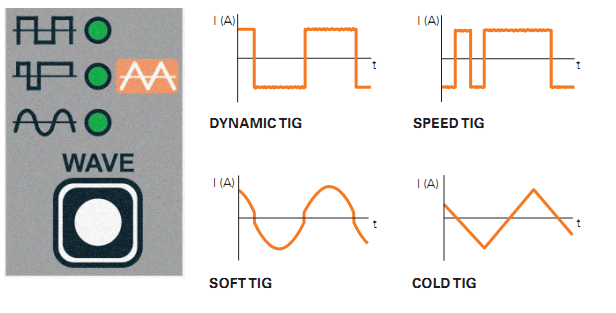
Контроль формы волны переменного тока
 DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.
DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.- SOFT TIG – синусоидальная волна: более плавная и мягкая дуга со сниженным уровнем помех, идеально подходит для сварки средних толщин металла.
- SPEED TIG – смешанная волна: оптимальное проплавление при высокой скорости сварки и небольшом износе электрода.
- COLD TIG – треугольная волна: пониженное тепловложение при уменьшенной деформации материала, идеально подходит для сварки малых толщин.
 DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.
DYNAMIC TIG – прямоугольная волна: высокие динамические характеристики дуги для любой задачи.Контроль частоты переменного тока
- Регулировка частоты различных форм волны переменного тока импульса переменного сварочного тока обеспечивает более глубокое проплавление и уменьшенный износ электродов.
- Высокая частота позволяет производит сварку тонких листов с очень хорошими результатами.
- Сварка на низкой частоте идеально подходит для средних толщин, а также для заготовок с плохо подготовленными кромками.
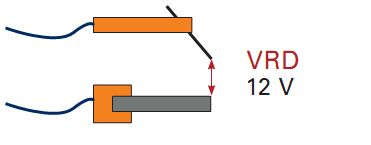 Устройство снижения напряжения VRD (для моделей MATRIX 2200 и 3000) уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Устройство снижения напряжения VRD (для моделей MATRIX 2200 и 3000) уменьшает напряжение холостого хода до 12 В и обеспечивает дополнительную безопасность при работе в жестких условиях окружающей среды.
Компенсация коэффициента мощности PFC
 Формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Данное устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
Формирование синусоидальной формы импульса тока при помощи устройства компенсации коэффициента мощности с последующим исключением гармонических возмущений в сети и оптимизации потребления. Данное устройство позволяет использовать источник на всем диапазоне с предохранителем на 16 А. Блок PFC обеспечивает максимальную защиту аппарата от колебаний напряжения сети и безопасность при эксплуатации с электрогенераторными установками.
INVERTER TIG EQUIPMENT THREE-PHASE
coldTACK
Innovative spot welding device to achieve precise and safe joining with a minimal thermal input. “Multi-coldTACK” function grants cold spotting in a rapid sequence, thus further widening the benefits of the single spot. Thanks to “Perfect-Point” function, coldTACK allows to obtain the most precise spot positioning.
RCT – Running coldTACK
RCT est l’acronyme de Running coldTACK; en effet le procédé TIG RCT permet de bénéficier de tous les avantages du coldTACK, en répétant le point coldTACK unique de manière continue, afin d’obtenir un cordon de soudage froid et parfait.
En utilisant TIG RCT, le cordon de soudage est beaucoup plus froid que celui réalisable avec Pulse TIG et il représente la solution idéale pour souder des matériaux minces avec un très faible transfert de chaleur.
CYCLE
“CYCLE” function allows, by simply pressing the torch trigger, continuously switching between two current values, previously preselected. This function is most suitable for welding different thickness profiles, requiring a continuous current adjustment change. In welding aluminium, the ability of using a higher start current favours the workpiece preheating.
EASY PULSE
Pulse TIG welding allows a better arc control and a contained workpiece deformation. The ability of choosing a high value of pulse frequency (up to 500 Hz) allows to achieve a more concentrated arc cone, ideal for welding thin materials. “EASY PULSE” feature, in function of the chosen peak current, will synergically generate, in a simple and automatic way, both an adequate pulse frequency (between 0.5 and 500 Hz) and a base current. Pulse parameter values preselected in the control will save setting time, by ensuring the best possible pulse parameter combinations, ideal for less skilled welders/operators.
ULTRA FAST PULSE – Pulsazione ad alta frequenza
Pulse TIG welding allows a better arc control and less deformation of the workpiece. The possibility of utilizing very high pulse frequency, up to 2000 Hz, ideal for welding thin thickness, enables to obtain a remarkable reduction in the arc cone and in the thermally altered area, by also having a more stable and concentrated arc together with an increase in both penetration and speed too.
VRD Voltage Reduction Device
VRD device reduces the open circuit voltage to values below 12 V, by enabling the use of the machine in highly hazardous environments for the operator’s maximum safety.
FEATURES:
- Compact and innovative design
- Metallic main structure with shock-proof fibre compound front panel
- Control panel protected against accidental impact
- Robust handle integrated into the chassis
- Reduced weight and size, easy-to-carry
- Digital control of all the welding parameters
- Standard equipped with pulse mode integrated into the control with available “easy-pulse” facility
- Excellent TIG welding characteristics
- High frequency arc striking, precise and efficient even from long distance
- High performance on thin metal sheets Automatic compensation for mains voltage fluctuations within +20% -20%
- Very good MMA welding characteristics with any type of electrodes
- Easy-to-use
- Low energy consumption
- Use of special TIG torches will enable the remote control of the welding parameters directly from the torch













