
Настройка высоты факела в Mach 3 для плазмы
Настройка высоты факела (THC mode) возможна исключительно при действующей лицензии Mach3!
Чтобы подключить режим управления и настройки факела THC, выполните следующие шаги:
1. Зайдите в Меню (Menu) -> Управление плагинами (Plugin Control) -> Основные конфигурации: ESS (Main Config: ESS) -> Активируйте режим настройки высоты факела, поставив галочку напротив окна «Настройка высоты факела» (THC mode)

2. Зайдите в Меню (Menu) -> Конфигурации (Config) -> Входы/Выходы (Ports & Pins) -> Входящие сигналы (Input Signals).
Вам необходимо разрешить следующие три входящих сигнала, присвоить номер входа и выхода, и активировать высокое / низкое состояние.
* THC On (Факел подключен). Сигнал входящей дуги.
* THC Up (Факел вверх). Сигнал, отдающий команду оси Z подниматься.
* THC Down (Факел вниз). Сигнал, отдающий команду оси Z опускаться.

3. Далее зайдите в Меню (Menu) -> Входы/выходы (Ports & Pins) -> Настройки режущего инструмента (Mill options)
Подключите «Разрешить управление направлением факела вверх/вниз даже тогда, когда режим THC выключен» (Allow THC UP/DOWN Control even if not in THC Mode) ТОЛЬКО В ТОМ СЛУЧАЕ, если вы контролируете высоту факела вручную. Никогда не выбирайте данную функцию в стандартном режиме управления факелом THC.

4. Во всплывшем окне Mach3 вы увидите следующее:

Кнопка «Факел вкл/выкл» (Torch On/Off) позволит включить или выключить факел (также данная функция будет активной при использовании назначенного выхода шпинделя или G-кодов). Факел ДОЛЖЕН быть включен, если вы хотите позволить ему быть активным, и сигнал (переключение с режима вкл на выкл и наоборот) будет исходить из контроллера факела.
Функция «Факел Min» и «Факел Max» (THC Min/THC Max) позволяет вам установить минимальную и максимальную высоту оси Z. Это значит, что когда вы достигнете установленных пределов, любые команды, указывающие направление, выходящее за пределы максимальной и минимальной высоты, будут проигнорированы.
#1
![]()
OFFLINE
Yulai
-

- Пользователи
-
- 9 сообщений
Абитуриент


- Пол:Мужчина
- Из:Уфа
Отправлено 26 Июль 2017 — 11:30
Добрый день. Кто поможет с настройкой mach3 на плазменный станок? Такая проблема : при запуске любой уп, даже просто при запуске m03 — мач выдает такое » некорректный код разрешения» . Что это может быть такое? И иза чего? Раньше все работало. Контроллер — plcm e3 от purelogic, аппарат -сварог 160, станок самодельный. Спасибо заранее
-
0
- Наверх
#2
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 15 Август 2017 — 01:31
Вы действительно хотите пройти столько кругов зада? )
Контроллер purelogic не поддерживает команды реального времени.
Какой mach3 вы скачали для своей установки?
Как вы его настроили, если настроили.
Вам необходимо макросы прописать правильно, подключить входы и выходы правильно и возможно модифицировать интерфейс.
Какой вас ТНС? Если нет, то как вы высоту резки выставляете?
Точную модель аппарата можете дать?
Принцип плавающей головки используете или контактное определение материала?
Помочь возможно, надо договариваться.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#3
![]()
OFFLINE
Yulai
Yulai
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Уфа
Отправлено 29 Август 2017 — 13:37
добрый день, уже больше половина кругов пройдено  , mach с оф сайта, даже лицензию прикупили у пуриков, по высланным ими настройкам в принципе все подключили все настроили, и все движения выполняет, включает дугу, режет по УП вроде практически точно. Но одно так и не смог настроить — это контроль высоты дуги. ТНС брал у пуриков ( контролер тнс1).
, mach с оф сайта, даже лицензию прикупили у пуриков, по высланным ими настройкам в принципе все подключили все настроили, и все движения выполняет, включает дугу, режет по УП вроде практически точно. Но одно так и не смог настроить — это контроль высоты дуги. ТНС брал у пуриков ( контролер тнс1).
При запуске уп высота ни как не изменяется в течении всей программы. если поможете буду благодарен. Ато не знаю уже ккому обращаться, тех поддержка ничем непомогла.
-
0
- Наверх
#4
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 30 Август 2017 — 12:57
Контроль осуществляется по напряжению дуги снятой с аппарата. Можно брать значение из внутреннего делителя или ставить свой.
Если вы подключили все по схеме, надо по хорошему еще скрин от Purelogic для начала для мача поставить и посмотреть куда сигнал отключения контроля высоты приходит.
То что он не следит за высотой может быть потому что:
1)Приходит сигнал с чпу на контроллер высоты «отключить слежение»
2)Не прописаны настройки связи в плагине
3)Неправильно выполнено подключение.
Режет то на одной высоте?
THC1 устанавливает вам исходную высоту пробивки по методу плавающей головки, затем исходя из настроек плагина уже регулирует высоту.
Вы можете скриншот настроек для резки сюда прикрепить?
И подключение как делали тоже хоть фотографии чтоли.
Настройки входов-выходов каким образом делали?
Помочь не проблема, станков с этим контролем настраивал и запускал достаточно, но мне он не нравится совсем, а мач3 еще сильнее не нравится 
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#5
![]()
OFFLINE
Yulai
Yulai
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Уфа
Отправлено 31 Август 2017 — 08:58
Контроль осуществляется по напряжению дуги снятой с аппарата. Можно брать значение из внутреннего делителя или ставить свой.
Если вы подключили все по схеме, надо по хорошему еще скрин от Purelogic для начала для мача поставить и посмотреть куда сигнал отключения контроля высоты приходит.
То что он не следит за высотой может быть потому что:
1)Приходит сигнал с чпу на контроллер высоты «отключить слежение»
2)Не прописаны настройки связи в плагине
3)Неправильно выполнено подключение.
Режет то на одной высоте?
THC1 устанавливает вам исходную высоту пробивки по методу плавающей головки, затем исходя из настроек плагина уже регулирует высоту.
Вы можете скриншот настроек для резки сюда прикрепить?
И подключение как делали тоже хоть фотографии чтоли.
Настройки входов-выходов каким образом делали?
Помочь не проблема, станков с этим контролем настраивал и запускал достаточно, но мне он не нравится совсем, а мач3 еще сильнее не нравится
добрый день, скринсет от пурелоджик я установил , даже несколько, 1 старый вроде 2ой обновленный как я понял.
Когда включаеш станок, начинаеш резать мач в поле с текущим напряжением всегда показывает 0, и не меняется.
Режет всегда на одной высоте, если только в настройках резки указать максимальную высоту регулирования z (допустим +30), то он по ходу резания начинает уходить на эту высоту. если указать 0, то стоит на месте.
Короче он немериет текущее напряжение, контролер и тнс подключал несам, подключали чпушники, которые до этого такие контролеры и контролеры тнс неподключали , поэтому больше всего склоняюсь к тому что сделали неправильно подключение)) вы можете если помочь онлайн с этим делом, буду очень благодарен, если все заработает может даже не безвозмездно)0
Если надо еще штото скинуть вы скажите я скину,
Прикрепленные изображения
Сообщение отредактировал Yulai: 31 Август 2017 — 09:07
-
0
- Наверх
#6
![]()
OFFLINE
courage
courage
- Пол:Мужчина
- Город:Новосибирск, Россия
- Из:Новосибирск
Отправлено 11 Сентябрь 2017 — 04:54
А индикатор в мач3 слева вверху Связь с ТНС горит?
В окне текущего напряжения он будет показывать напряжение если:
1)Установлена корректная версия прошивки для модуля PLCM и для модуля THC
2)Установлен коэффициент деления напряжения соответствующий тому что стоит на делителе в аппарате (если конечно вы не напрямую напряжение дуги завели в него)
Полную модель ТНС, а лучше фото дайте пожалуйста.
Поможет удаленный доступ до компьютера, чтобы посмотреть что там настроено и как.
Похоже что у вас кто-то полазил в настройках, либо же серьезный сбой произошел.
Настройки для резки на фото такие, каких ни на одной плазме не видел
То что при изменении предела регулирования резак идет вверх хороший признак — это значит не все потеряно Регулировка высоты производится.
ТНС у вас если без LC-фильтра подключен вполне мог лишиться входной цепи измерения (выгорела например), вот и не выдает вам напряжение.
Ошибки макросов исправить можно.
-
0
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
- Наверх
#7
![]()
OFFLINE
Yulai
Yulai
-
- Пользователи
-
- 9 сообщений
Абитуриент
- Пол:Мужчина
- Из:Уфа
Отправлено 11 Сентябрь 2017 — 13:39
Индикатор горит
Версии прошивок — самые последние, то что скидывала тех поддержка
Настройки все по инструкции делал, никто кроме меня и техподдержки не настраивал
Прикрепленные изображения

-
0
- Наверх
#8
![]()
OFFLINE
Oleg67
Oleg67
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
- Из:Десногорск
Отправлено 18 Ноябрь 2018 — 13:21
Добрый день всем. Ребята помогите с проблемой. Собрал станок на PLC 5X и PLCM E3 и все вроде нормально работает и двигаются оси но только с клавиатуры, при попытке управлять кодами выдает сообщение «некорректный код разрешения» и не работают G-Code и координаты, работают только M-Code. Что нужно сделать чтобы станок начал адекватно работать?
-
0
- Наверх
#9
![]()
OFFLINE
Gosha
Gosha
- Пол:Мужчина
- Город:Сочи
Отправлено 18 Ноябрь 2018 — 14:15
Что нужно сделать чтобы станок начал адекватно работать?
Исправить код
-
0
- Наверх
#10
![]()
OFFLINE
preps
preps
- Пол:Мужчина
- Город:уже не может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Страны-казармы
Отправлено 18 Ноябрь 2018 — 14:21
Как то изучвл эту тему плазморезов. Все как то по своему работают.
Везде свои платки THE, разные макросы под них.
Когда делал свой — тоже по своему сделал 
Так что разбираться тут придется самостоятельно.
-
0
- Наверх
#11
![]()
OFFLINE
Gosha
Gosha
- Пол:Мужчина
- Город:Сочи
Отправлено 18 Ноябрь 2018 — 14:31
Везде свои платки THE
ТНС (torch height control)
-
0
- Наверх
#12
![]()
OFFLINE
preps
preps
- Пол:Мужчина
- Город:уже не может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Страны-казармы
Отправлено 18 Ноябрь 2018 — 15:43
я с планшета писал, у него т9, ему лучше знать…
Сообщение отредактировал preps: 18 Ноябрь 2018 — 15:43
-
0
- Наверх
#13
![]()
OFFLINE
Oleg67
Oleg67
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
- Из:Десногорск
Отправлено 18 Ноябрь 2018 — 16:16
станок с такой же начинкой и с этим кодом нормально работает. Это началось после установки плагина purelogic
-
0
- Наверх
#14
![]()
OFFLINE
preps
preps
- Пол:Мужчина
- Город:уже не может спать спокойно…
- Интересы:Здесь могла бы быть ваша реклама…
- Из:Страны-казармы
Отправлено 18 Ноябрь 2018 — 18:59
Ну тогда к ним и все вопросы…
Лично мне пуриковские креации не доставляю
Я вот тут брал комплект THC http://po-mo.ru
И они же мне скинули документацию по принцыпу работы и что надо сделать.
Но как и все нормальные люди — ничего не разжевывают.
По принципу. Разобрался — молодец.
Не разобрался — какого хера лезешь туда, в чем не соображаешь.
Сообщение отредактировал preps: 18 Ноябрь 2018 — 19:04
-
0
- Наверх
#15
![]()
OFFLINE
Gosha
Gosha
- Пол:Мужчина
- Город:Сочи
Отправлено 18 Ноябрь 2018 — 19:54
Это началось после установки плагина purelogic
Держал интригу?
Так все равно финал будет тот же.
Поправишь ПП, код будет приятным для мача с модным плагином, и все поедет.
У меня тут был случай недавно — грохнулся хард на компе, который работал со станком на Sinumerik 810.
А там автосмена была реализована путем переключения шпинделей. Т.е. стоят два шпинделя, в каждом своя фреза.
Первый отработал, дальше идет команда переключения из Альфакама, он поднимается, дается смещение координаты, второй разгоняется, опустился и поехал.
Так вот команда переключения была нифига не из М диапазона. Просто процедура внутри стойки.
Соконфетники мне в тот раз очень помогли, спасибо им. Но я старался вопросы задавать правильно.
Угадаешь команду? Даю подсказку — это слово на турецком с номером шпинделя.
Нет?
Вот и я не угадаю что нужно пурелождику чтобы подвести сопло на высоту поджига и зажечь факел. Может быть и матерное слово, с них станется.
Сообщение отредактировал Gosha: 18 Ноябрь 2018 — 20:04
-
0
- Наверх
#16
![]()
OFFLINE
Романов Семен
Романов Семен
- Пол:Мужчина
- Из:Москва
Отправлено 12 Август 2019 — 16:47
Добрый день. Кто поможет с настройкой mach3 на плазменный станок? Такая проблема : при запуске любой уп, даже просто при запуске m03 — мач выдает такое » некорректный код разрешения» . Что это может быть такое? И иза чего? Раньше все работало. Контроллер — plcm e3 от purelogic, аппарат -сварог 160, станок самодельный. Спасибо заранее
это ошибка, которая гласит, что контроллер прошит под пурелодживскую прогу.
Напишите в пурелоджик, укажите серийный номер контроллера.
Они вышлют вам код активации — и все у вас «запоет»
-
0
- Наверх
ИНСТРУКЦИЯ ПО ПОДКЛЮЧЕНИЮ И НАСТРОЙКЕ THC CNCUFA – 02
ИНСТРУКЦИЯ ПО ПОДКЛЮЧЕНИЮ И НАСТРОЙКЕ
THC CNCUFA – 02 в программе MACH3
Внимание! Подключение производим при отключённом источнике плазменной резки.
Производим подключение контроллера THC согласно схемы рис.1
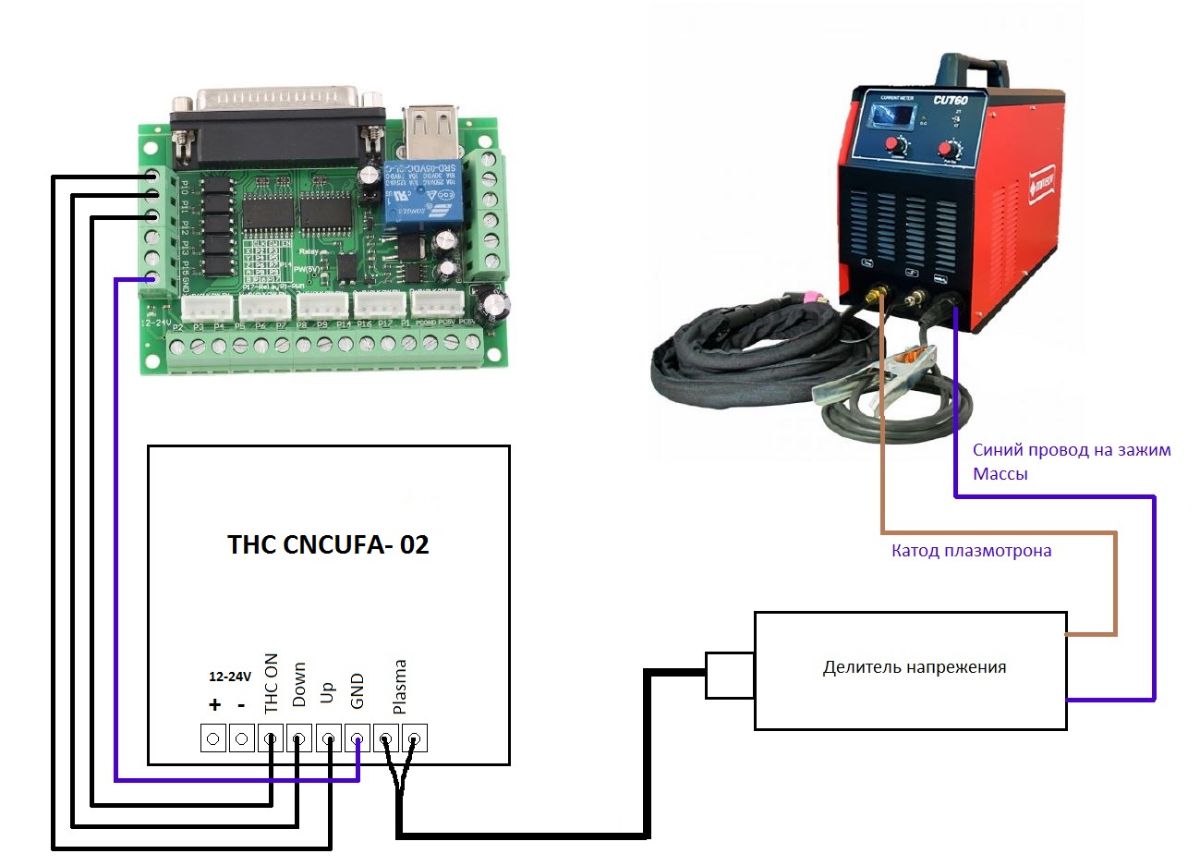
Рис. 1
Выходы THC ON, THC UP, THC DOWN подключаем на свободные входы на плате коммутации MACH3.
Например: THC ON – вход P12, THC UP – вход P10, THC DOWN – вход P11.
Настройка MACH3
Запускаем программу MACH3.
Заходим в меню входные сигналы. Config => Port and pins => Input Signals.
Настраиваем THC ON, THC UP и THC Down согласно Рис. 2
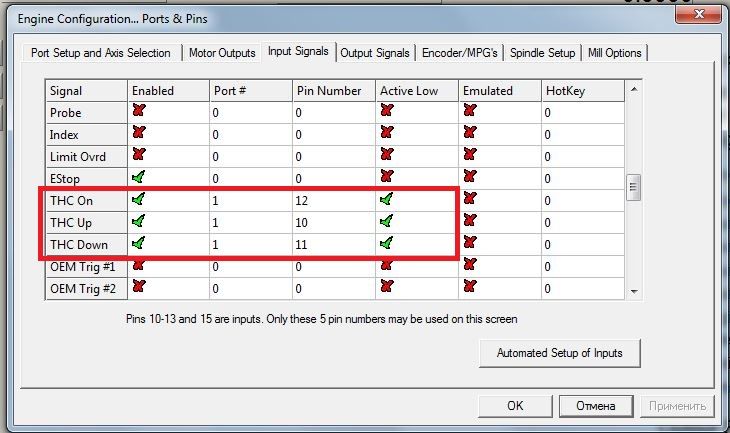
Рис.2
Проверяем правильность подключения и настройки.
Поворачиваем правую ручку <<настройка напряжение>> до упора против часовой стрелки.
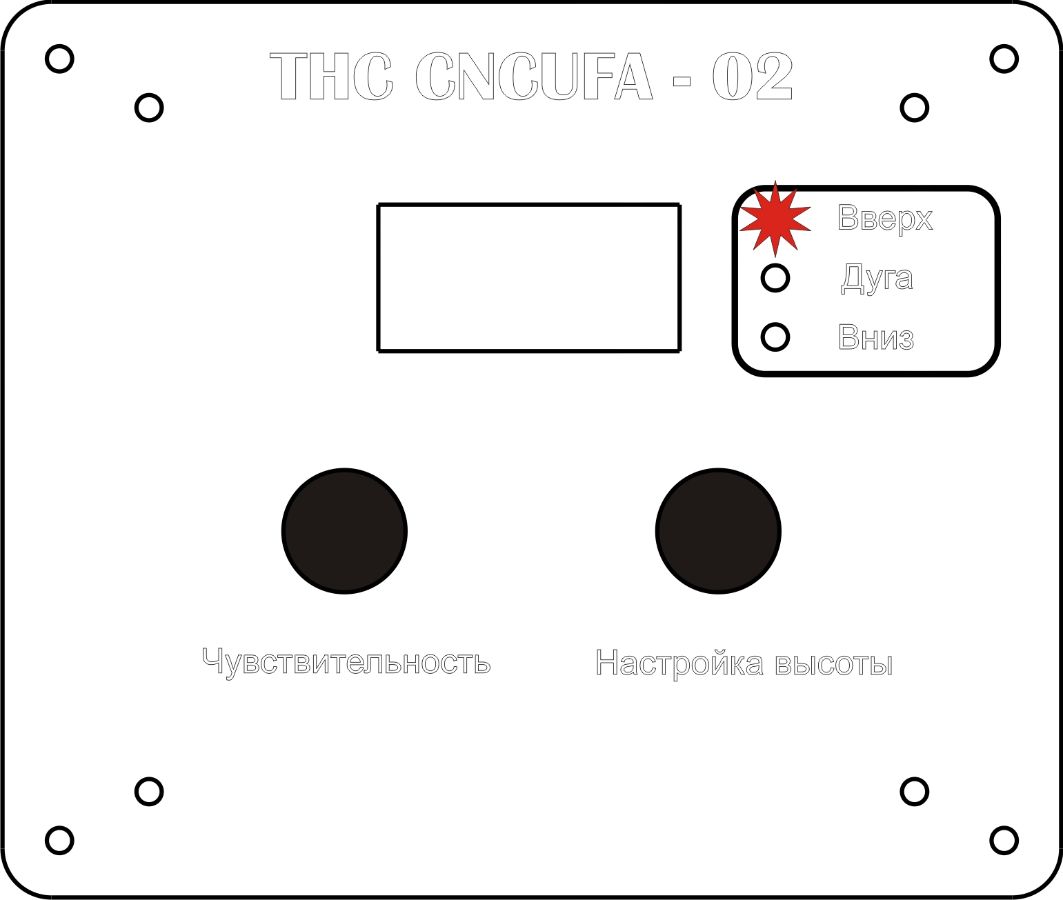
Рис. 3
Контроллер THC входит режим тест. Вращая левую ручку можно отправлять сигналы на плату MACH3, при это на передней панели THC будут загораться светодиоды: Вверх, Дуга, Вниз. В MACH3 нажимаем сочетание кнопок ALT + 7 и входим в меню диагностики, в окне будут загораться лампочки индикаторы. Рис.4
ВВЕРХ => Torch UP
ДУГА => Torch ON
ВНИЗ => Torch DOWN
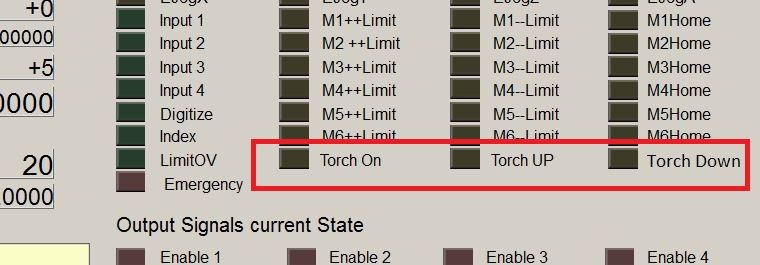
Рис.4
Настраиваем диапазон высоты плазмотрона, при котором будет активен THC Рис.5
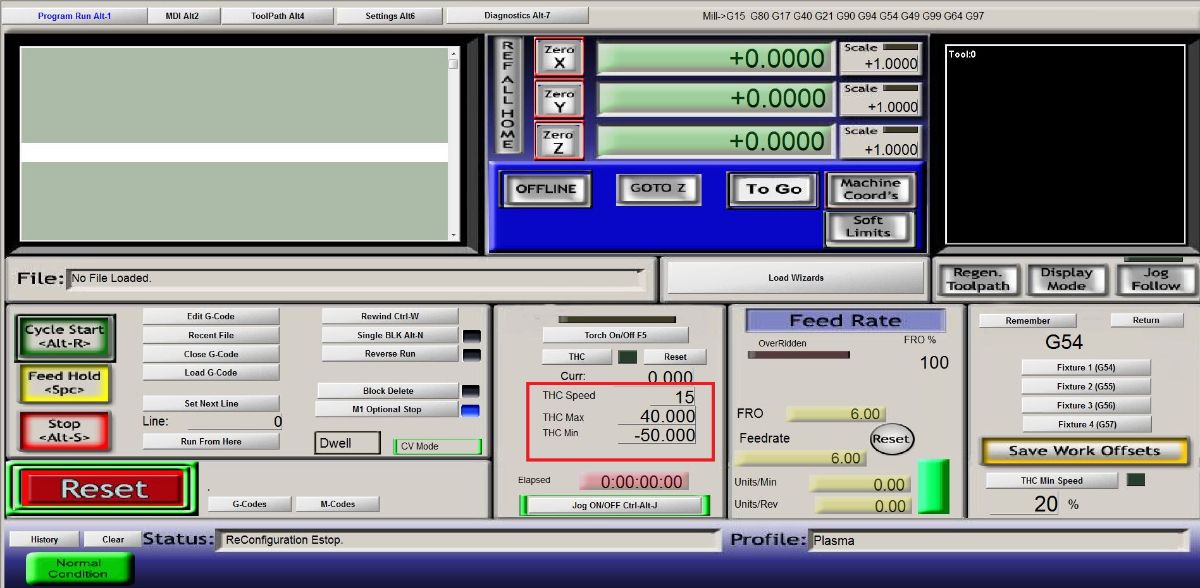
Рис.5
Для настройки значения THC min с отрицательным значением используем функцию
MACH3 => Operator => Auto calculator
На главном экране Mach3 нажимаем на значение THC min, откроется окно Рис.6
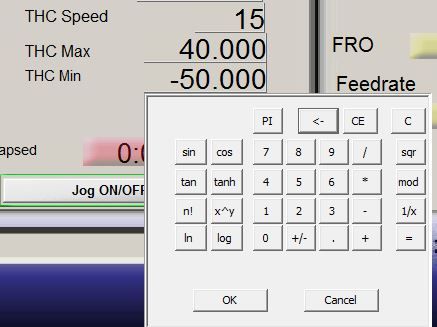
Рис.6
Нажимаем кнопку CE => минус => 50 => равно => OK
Производим активацию THC Рис. 7
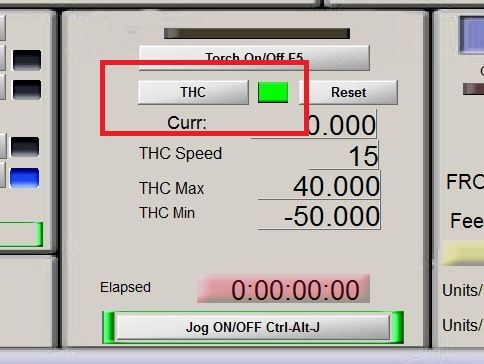
Рис.7
Настройка завершена.
mach3 — программное обеспечение, предназначенное для управления оборудованием, используемым в плазменной резке. Настройка данной программы является важным этапом перед началом работы, позволяя получить оптимальные результаты и избежать непредвиденных ситуаций.
Настройка mach3 для работы с плазменной резкой включает в себя несколько основных шагов. Во-первых, необходимо правильно настроить параметры двигателей и осей, чтобы обеспечить точность и плавность движения оборудования. В этом случае следует обратить внимание на такие параметры, как настройка максимальной скорости, ускорение и замедление движения.
Далее следует настроить параметры высоты поднятия горелки, что позволит избежать столкновения с заготовками и повреждениям стола. Также важным шагом является настройка параметров плазменной резки, таких как модуляция и ток. Настройка этих параметров позволит добиться оптимального качества реза и минимизировать его деформацию.
Кроме того, настройка mach3 для работы с плазменной резкой требует проведения тестовых запусков, позволяющих проверить правильность настроек и их взаимодействие с каждым компонентом оборудования. В результате правильной настройки mach3, плазменная резка будет проходить точно и без сбоев, а получаемые изделия будут иметь высокое качество и готовность к дальнейшей обработке.
Содержание
- Цель и задачи настройки mach3 для работы с плазменной резкой
- Техники настройки mach3 для работы с плазменной резкой
- Работа с параметрами скорости и мощности плазмы
- Настройка режимов движения осей
Цель и задачи настройки mach3 для работы с плазменной резкой
Основные задачи настройки mach3 для работы с плазменной резкой включают:
- Установку соединения между компьютером и станком. Это включает подключение нужных кабелей и проверку правильности соединения.
- Настройку параметров двигателей и осей. Это включает определение шагового значения, установку максимальных скоростей и ускорений, а также настройку масштабирования и реверса осей.
- Калибровку инструмента. Это включает определение высоты резки, установку глубины проникновения и подстройку таблицы сквозного газа.
- Настройку параметров резки. Это включает выбор режима резки (проплавление или перпендикулярное), установку общей мощности, задание скорости резки и установку задержки огня.
- Настройку параметров материала. Это включает выбор типа материала, установку его толщины и настройку таблицы резки для оптимального результат.
- Проверку работы и доводку настроек. Это включает проведение тестовой резки на небольшом образце и корректировку параметров при необходимости.
Правильная настройка mach3 существенно влияет на качество и точность плазменной резки. Выполнение всех перечисленных задач позволит обеспечить эффективную работу станка и достичь оптимальных результатов при производстве изделий из металла.
Техники настройки mach3 для работы с плазменной резкой
1. Калибровка осей: перед началом работы необходимо правильно настроить оси станка, чтобы обеспечить точность выполнения резки. Для этого можно использовать датчики или произвести ручную калибровку осей.
2. Настройка параметров плазменной резки: mach3 позволяет управлять различными параметрами плазменной резки, такими как скорость резки, высота подачи газа, задержка и др. Важно подобрать оптимальные значения этих параметров для конкретного материала и толщины, чтобы избежать дефектов и добиться высокого качества резки.
| Параметр | Описание |
|---|---|
| Скорость резки | Определяет скорость перемещения плазменной головки по поверхности материала. Необходимо выбрать такую скорость, чтобы избежать дефектов резки (например, перегрева) и достичь требуемого качества. |
| Высота подачи газа | Определяет высоту, на которой подается газ через плазменный горелку. Необходимо правильно подобрать этот параметр, чтобы избежать проблем с поджиганием и дефектами резки. |
| Задержка | Определяет время задержки после окончания резки перед отводом плазменной головки. Этот параметр позволяет избежать повреждения готовых деталей при их извлечении. |
3. Калибровка датчика высоты заготовки: для обеспечения точности и повторяемости резки рекомендуется использовать датчик высоты заготовки. Процесс калибровки датчика может различаться в зависимости от типа используемого оборудования, поэтому рекомендуется обратиться к инструкции производителя.
4. Проверка и настройка системы вентиляции: при работе с плазменной резкой выделяются вредные газы и пары, поэтому важно иметь эффективную систему вентиляции. Убедитесь, что система вентиляции работает должным образом, и, при необходимости, проведите дополнительные настройки.
5. Оптимизация программы для плазменной резки: при создании программы для плазменной резки рекомендуется оптимизировать ее для возможности эффективного использования mach3. Важно учесть особенности плазменной резки, такие как радиус действия пламени и перекрытие резки, и включить их в программу.
Применение вышеуказанных техник настройки mach3 для работы с плазменной резкой позволит достичь оптимальных результатов резки и повысить эффективность работы станка.
Работа с параметрами скорости и мощности плазмы
Настройка параметров скорости и мощности плазменной резки играет важную роль в достижении высокого качества и эффективности процесса. Оптимальные значения этих параметров позволяют добиться точности, быстроты и эффективности резки.
Одним из основных параметров является скорость перемещения плазменной головки. Оптимальная скорость выбирается в зависимости от материала и его толщины. Некоторые материалы требуют более медленной скорости для более аккуратной и точной резки, в то время как другие могут быть резаны с более высокой скоростью.
Другим важным параметром является мощность плазменной головки. Оптимальная мощность должна быть подобрана так, чтобы обеспечить достаточную глубину прожига материала без перегрева или деформации. Оптимальная мощность также может сильно зависеть от типа и толщины материала.
Для определения оптимальных значений скорости и мощности рекомендуется провести тестовую резку на небольшом участке материала. Во время теста следует обратить внимание на качество реза, наличие заусенцев, деформацию или перегрев материала. Изменяя параметры скорости и мощности, можно найти оптимальные значения для каждого конкретного случая.
Кроме того, рекомендуется регулярно проверять и обслуживать оборудование для плазменной резки. Следует проверять состояние сопел, электродов и держателей, а также обеспечивать достаточный поток воздуха для охлаждения и удаления металлических стружек.
Использование оптимальных параметров скорости и мощности плазмы позволяет достичь высокой эффективности и качества плазменной резки. Регулярное обслуживание и проверка оборудования также помогают улучшить его работу и продлить срок его службы.
Настройка режимов движения осей
- Шаговый режим движения
- Масштабирование шагового сигнала
- Максимальная скорость движения
- Ускорение и замедление
- Максимальное ускорение и замедление
- Режимы плавного старта и остановки
Шаговый режим движения определяет количество шагов, которые привод мотора делает для перемещения на единицу измерения. Этот параметр зависит от передаточного числа и количества моторных шагов. Рекомендуется выбирать шаговый режим, который обеспечивает достаточную точность и скорость движения.
Масштабирование шагового сигнала позволяет изменить шаговый режим без изменения реального количества шагов, которые делает привод мотора. Это полезно, когда требуется изменить разрешение движения мотора во время работы.
Максимальная скорость движения определяет максимальную скорость, с которой мотор будет перемещаться. Этот параметр зависит от максимальной скорости привода мотора и может быть ограничен механическими особенностями станка.
Ускорение и замедление позволяет задать скорость изменения скорости мотора. Это влияет на плавность и точность движения. Рекомендуется выбирать оптимальные значения ускорения и замедления для минимизации вибрации и потери точности.
Максимальное ускорение и замедление определяет максимальное значение ускорения и замедления в системе. Важно подобрать оптимальные значения, которые обеспечат достаточную точность и скорость движения.
Режимы плавного старта и остановки позволяют задать плавное ускорение и замедление при начале и завершении движения мотора. Это помогает избежать рывков и повышает качество резки.
Правильная настройка режимов движения осей является важным шагом в процессе настройки mach3 для работы с плазменной резкой. Она позволяет достичь оптимальной производительности и качества резки.
На чтение 5 мин Опубликовано Обновлено
Машина для резки плазмой с использованием программного обеспечения Mach3 является одним из самых эффективных и точных способов резки металла. Mach3 — это программа, которая контролирует движение плазменной резки. В этом пошаговом руководстве мы расскажем вам о том, как правильно настроить Mach3 для работы с плазмой.
Важно отметить, что настройка Mach3 для работы с плазмой требует определенных навыков и знаний. Вы должны быть знакомы с основами работы с программным обеспечением CNC и понимать, как управлять машиной для резки. Если у вас уже есть опыт работы с Mach3 и плазменной резкой, то вы сможете легко настроить его для работы с плазмой.
В этом руководстве мы расскажем вам о том, как настроить Mach3 для управления плазмой и достичь наилучших результатов. Мы покажем вам, как изменить настройки программы, чтобы она соответствовала вашим потребностям и требованиям. Вы также узнаете о наиболее важных параметрах настройки, которые необходимо установить, чтобы добиться высококачественной резки металла плазмой.
Так что, если у вас есть плазменная резка и вы хотите использовать программное обеспечение Mach3 для управления ею, этот пошаговый гид поможет вам настроить Mach3 и достичь оптимальных результатов. Следуйте нашим рекомендациям и наслаждайтесь преимуществами точной и эффективной работы плазменной резки с помощью Mach3.
Содержание
- Как настроить Mach3 для резки плазмой
- Подготовка к работе
- Настройка программного обеспечения
Как настроить Mach3 для резки плазмой
Настройка Mach3 для резки плазмой может показаться сложной задачей, но с правильным подходом и инструкциями это становится более простым. В этом руководстве я пошагово объясню, как настроить Mach3 для эффективной и точной резки плазмой.
-
Установите Mach3 на компьютер и подключите плазменный резак. Убедитесь, что все необходимые драйверы установлены и работают корректно.
-
Перейдите во вкладку «Config» в верхней панели Mach3 и выберите «Ports and Pins». Здесь вы сможете настроить порты и пины для подключения плазменной резки. Убедитесь, что порты и пины настроены правильно и соответствуют вашим устройствам.
-
Перейдите во вкладку «Config» и выберите «System Hotkeys». Здесь вы можете назначить горячие клавиши для управления плазменной резкой. Рекомендуется назначить клавиши для включения и отключения резака, изменения скорости и выбора инструмента.
-
Перейдите во вкладку «Config» и выберите «Motor Tuning». В этом разделе вы можете настроить параметры двигателей вашего плазменного резака, такие как скорость, ускорение и шаговик. Установите оптимальные значения для каждого двигателя, чтобы достичь максимальной эффективности и точности резки.
-
Перейдите во вкладку «Config» и выберите «Tool Table». Здесь вы сможете настроить плазменный резак и выбрать подходящие значения для напряжения, скорости резки и прочих параметров. Убедитесь, что все значения корректны и соответствуют вашему резаку.
-
Перейдите во вкладку «Config» и выберите «Operator». Здесь вы можете настроить параметры оператора, такие как единицы измерения, точность и скорость перемещения. Установите значения, которые наиболее удобны для вас и соответствуют типу резки плазмой.
-
Перейдите во вкладку «Config» и выберите «General Config». Здесь вы найдете общие настройки Mach3, такие как время паузы, включение анти-дребезга и отключение позиционирования. Настройте эти параметры в соответствии с требованиями вашего резака и предпочтениями.
После завершения всех этих шагов вы будете готовы настроить Mach3 для резки плазмой. Убедитесь, что все настройки соответствуют вашим требованиям и резаку. Помните, что правильная настройка Mach3 является важной составляющей эффективной и точной резки плазмой.
Подготовка к работе
Перед началом работы с Mach3 для резки плазмой необходимо выполнить несколько предварительных шагов:
- Установить программное обеспечение Mach3 на компьютер. Для этого следует скачать установочный файл с официального сайта производителя и запустить его на компьютере.
- Проверить соответствие системных требований программы Mach3. Проверьте, чтобы операционная система, процессор, память и другие характеристики компьютера соответствовали требованиям программы.
- Подключить плазменный резак к компьютеру. Для этого необходимо подключить USB-кабель от резака к компьютеру или использовать интерфейсное устройство (например, Ethernet-адаптер или параллельный порт).
- Установить и настроить драйвера для плазменного резака. Драйверы можно найти на сайте производителя резака или в комплекте с устройством. Следуйте инструкциям по установке и настройке драйверов.
- Настроить параметры Mach3. В программе Mach3 необходимо задать параметры, соответствующие характеристикам и настройкам вашего плазменного резака. Откройте программу и следуйте инструкциям по настройке параметров. Убедитесь, что все настройки соответствуют требованиям вашего резака.
После выполнения всех указанных шагов вы будете готовы приступить к работе с Mach3 для резки плазмой.
Настройка программного обеспечения
После установки Mach3 и подключения плазменного резака к компьютеру, необходимо выполнить настройку программного обеспечения Mach3 для оптимальной работы с плазмой. В этом разделе мы рассмотрим несколько ключевых настроек.
- Перейдите в меню «Config» в главном окне программы Mach3.
- Выберите пункт «Ports and Pins» и перейдите во вкладку «Motor Outputs».
- Установите правильные значения для осей X, Y и Z, которые соответствуют вашей системе управления плазменным резаком.
- Перейдите во вкладку «Spindle Setup» и установите скорость шпинделя в соответствии с требованиями вашего плазменного резака.
- Настройте параметры подачи, скорости и расположения для каждой оси во вкладке «Motor Tuning».
- Перейдите во вкладку «Input Signals» и настройте параметры входных сигналов для осей.
- Затем перейдите во вкладку «General Logic Configuration» и настройте общие параметры логики управления.
- Проверьте настройки конфигурации в списоке «Output Signals» и убедитесь, что они соответствуют вашим потребностям.
- Вернитесь в главное окно Mach3 и нажмите на кнопку «Reset» для сброса всех параметров.
После выполнения всех настроек программного обеспечения Mach3 вы готовы использовать его для резки плазмой. Проверьте все настройки и убедитесь, что все работает правильно перед началом работы.
Многие производители и пользователи плазменных резаков отдают предпочтение программному обеспечению Mach3, так как оно является одним из наиболее популярных и удобных инструментов для управления станками с ЧПУ. Однако, перед тем как приступить к работе с Mach3, нужно правильно настроить программу для работы с конкретным типом резки.
В первую очередь, необходимо установить параметры для плазменной резки. В Mach3 есть специальный профиль для плазменной резки, который позволяет оптимизировать настройки программы под данное оборудование. Заходим в меню «Config», выбираем «Ports and Pins» и настраиваем порты и пины для управления плазменным резаком.
Далее необходимо настроить параметры плазмы, такие как напряжение, ток, скорость и др. Для этого заходим в меню «Config» и выбираем «Motor Tuning». В соответствующих полях вводим значения для осей X, Y и Z в соответствии с рекомендациями производителя резака.
Также важно правильно настроить высоту торчка и задания глубины резки. Это можно сделать в меню «Config» и выбрав пункт «Height Control». Здесь можно ввести значения для определения команды подъема и опускания торчка, а также задать минимальную и максимальную глубину резки.
Правильная настройка Mach3 для работы с плазменной резкой позволит значительно улучшить качество и точность работы станка, а также повысить производительность и эффективность процесса резки. Следуя подробным рекомендациям и настраивая параметры программы согласно требованиям оборудования, можно достичь отличных результатов и получить высококачественные изделия.
Содержание
- Описание основных принципов работы программы Mach3
- Подготовка к использованию Mach3 для плазменной резки
- Выбор и установка соответствующего оборудования
- Установка и настройка драйверов для работы с плазменной резкой
Описание основных принципов работы программы Mach3
Программа Mach3 представляет собой универсальный программный продукт, разработанный для управления станками с числовым программным управлением (ЧПУ). С помощью Mach3 можно управлять различными типами станков, включая станки для металлообработки, деревообработки и плазменной резки.
Основной принцип работы программы Mach3 заключается в том, что она принимает числовую информацию из G-кода и преобразует ее в соответствующие команды для станка. G-код представляет собой последовательность буквенно-цифровых команд, которые указывают станку, какой объект необходимо обработать и какие действия должны быть выполнены.
При использовании Mach3 необходимо правильно настроить параметры программы в соответствии с конкретными требованиями станка и материала, который будет обрабатываться. Для этого в Mach3 предусмотрены различные настройки, которые позволяют определить такие параметры, как скорость движения инструмента, глубина реза, тип используемого инструмента и другие.
Одна из ключевых сил программы Mach3 — это возможность создания и редактирования своей собственной библиотеки инструментов. Это позволяет пользователям определить отдельные инструменты и связанные с ними параметры, которые можно использовать при программировании резки различных материалов.
При настройке Mach3 для работы с плазменной резкой необходимо установить параметры, связанные с плазменным горелкой, такие как напряжение, скорость перемещения и т.д. Программа Mach3 также предлагает возможность использования автоматического управления высотой горелки, что позволяет поддерживать постоянное расстояние между горелкой и обрабатываемой поверхностью.
- Основные принципы работы программы Mach3:
- Преобразует G-код в команды для станка;
- Требует настройки параметров в соответствии с требованиями станка и материала;
- Позволяет создавать и редактировать библиотеку инструментов;
- Устанавливает параметры для плазменной резки;
- Предлагает возможность автоматического управления высотой горелки.
Подготовка к использованию Mach3 для плазменной резки
Прежде чем начать работу с Mach3 для плазменной резки, необходимо выполнить несколько предварительных шагов. Ниже описаны основные этапы подготовки программы и оборудования.
1. Установка и настройка Mach3
Первым шагом является установка программы Mach3 на ваш компьютер. После успешной установки, необходимо настроить параметры программы в соответствии с требованиями вашего плазменного станка и инструкцией производителя. Важно точно указать тип вашего станка, размеры и скорости резки, а также другие параметры, чтобы обеспечить корректную работу программы с вашим оборудованием.
2. Подключение плазменного станка
После настройки Mach3 необходимо правильно подключить ваш плазменный станок к компьютеру. Для этого обычно используется интерфейсный модуль, который позволяет передавать команды между программой и станком. Убедитесь, что все соединения надежно закреплены, и нет повреждений проводов или разъемов.
3. Проверка настроек станка
После подключения станка, необходимо убедиться, что все настройки станка правильно сконфигурированы в программе Mach3. Проверьте, что датчики, энкодеры и другие устройства обратной связи работают корректно, а также что параметры координат и скоростей заданы правильно. Оптимальные настройки обеспечат более точную и эффективную работу станка.
4. Тестирование движения осей
Перед началом резки рекомендуется выполнить тестовое движение осей станка для проверки правильной работы программы и оборудования. Переместите каждую ось по всей рабочей области и убедитесь, что перемещение происходит равномерно и без проблем. Если вы замечаете какие-либо ошибки или несоответствия, проверьте настройки и связи.
После выполнения всех этих шагов, Mach3 будет готов к использованию для плазменной резки. Убедитесь, что вы ознакомились с инструкциями по безопасности и процедурами эксплуатации вашего плазменного станка, прежде чем приступить к работе.
Выбор и установка соответствующего оборудования
Для работы с плазменной резкой вам потребуется подходящее оборудование, которое будет взаимодействовать с программным обеспечением Mach3. Вот несколько шагов, которые помогут вам выбрать и установить правильное оборудование для работы с плазменной резкой:
1. Плазменная резкарка
Основным элементом оборудования для плазменной резки является плазменная резкарка. Она содержит источник плазменного тока и головку, которая совершает саму резку. Выбор плазменной резкарки зависит от требуемой мощности, толщины и типа материала, с которым вы собираетесь работать.
2. CNC-стол
Для управления движением резкарки вам потребуется CNC-стол. Такой стол имеет программное управление и может перемещать резкарку по заданным координатам. Выберите CNC-стол подходящего размера и с возможностью установки плазменной резкарки.
3. Компьютер
Для управления программным обеспечением Mach3 вам понадобится компьютер. Убедитесь, что компьютер соответствует системным требованиям Mach3 и имеет достаточный объем оперативной памяти и процессорную мощность.
4. Плазменная резидентная система
Плазменная резидентная система (ПРС) — это устройство, которое будет связывать плазменную резкарку, CNC-стол и компьютер с программным обеспечением Mach3. ПРС обеспечивает передачу команд движения и управление плазменным током между компонентами системы.
5. Необходимые кабели и аксессуары
Для правильной работы всей системы вам потребуются соответствующие кабели и аксессуары. Убедитесь, что у вас есть все необходимые кабели, чтобы соединить плазменную резкарку, CNC-стол, компьютер и ПРС. Также убедитесь, что у вас есть все необходимые аксессуары, такие как электроды и сопла, которые будут использоваться при плазменной резке.
Правильный выбор и установка оборудования для работы с программным обеспечением Mach3 являются важными шагами при настройке системы плазменной резки. Убедитесь, что вы выбрали оборудование подходящее для ваших потребностей и правильно его установили для успешной работы с плазменной резкой.
Установка и настройка драйверов для работы с плазменной резкой
Для успешной работы плазменной резки с использованием Mach3 необходимо установить и настроить соответствующие драйверы. В этом разделе мы подробно рассмотрим процесс установки и настройки драйверов.
Перед началом установки драйверов необходимо удостовериться, что ваш компьютер поддерживает соответствующую операционную систему и обладает правами администратора.
Шаги по установке и настройке драйверов для работы с плазменной резкой:
- Скачайте последнюю версию драйверов для своей операционной системы с официального сайта Mach3.
- Запустите загруженный файл с драйверами и следуйте инструкциям мастера установки.
- После завершения установки драйверов подключите плазменную резку к компьютеру с помощью USB-кабеля или другого предоставленного интерфейса.
- Перейдите в раздел «Настройки» в программе Mach3 и выберите «Настройки драйвера».
- В открывшемся окне «Настройки драйвера» укажите правильные параметры соединения, такие как порт и скорость передачи данных.
- Проверьте, что драйвер успешно подключен и готов к работе, просмотрев соответствующую информацию в программе Mach3.
После завершения всех указанных шагов вам будет доступна полноценная работа с плазменной резкой через программу Mach3. Убедитесь, что все настройки драйвера совпадают с реальными параметрами вашего оборудования перед началом работы.
Любые изменения в настройках драйвера должны быть произведены с осторожностью и только в случае необходимости. В случае возникновения проблем или неправильной работы системы следует обратиться к документации и технической поддержке Mach3 для получения дополнительной помощи.