
Правила заточки ленточных пил по дереву
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.

Содержание статьи
- Характерные особенности
- Что нужно знать об углах заточки зубьев
- Как правильно заточить ленточную пилу
- Разводка
- Заточка
- Распространённые ошибки
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.

Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.

Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

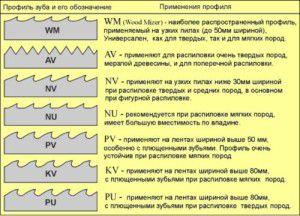
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.

Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Содержание статьи
- 1 Виды ленточных пил
- 1.1 Правила заточки пил
- 2 Способы заточки ленточных пил
- 3 Методы разводки пилы
- 3.1 Подбор мастера для заточки пилы
Заточка ленточных пил по дереву, инструкция и правила техники безопасности при проведении данной операции — вот те основные вопросы, которые должен знать каждый домашний мастер, имеющий в своем хозяйстве пилы подобной конструкции. Дело в том, что они применяются не только в производстве, но и в быту. Например, многие жители сельской местности используют их для изготовления досок или распилки бревен на брус.
Однако, как и любую пилу, ленточный инструмент необходимо периодически ремонтировать. При этом данное техническое обслуживание состоит в осуществлении таких технологических операций, как заточка и разводка. Они достаточно сложные в техническом плане, и если вы не имеете опыта их проведения, имеет смысл обратиться в специализированный сервисный центр по обслуживанию пилящего и режущего инструмента.
Если же вы имеете опыт обслуживания деревообрабатывающих инструментов, вы сможете и сами развести и заточить вашу пилу. Смысл проведения таких работ самостоятельно состоит в экономии денежных средств, т. к. заточка пил — достаточно дорогое удовольствие.
Виды ленточных пил

Несмотря на то что все пилы ленточной конструкции имеют в своем составе такой элемент, как лента, и поэтому внешне мало отличаются друг от друга, между ними есть принципиальные скрытые отличия, понятные только опытному мастеру. Заключаются они в виде зубьев и способе их разводки. Разные зубья предназначены для выполнения разного вида работ.
Так, исходя из этого показателя и типа распиливаемого материала, все ленточные пилы можно разделить на:
- столярные;
- делительные;
- распиловочные.
Исходя из данной информации, стоит выбирать тот или иной тип пил для проведения распиловочных работ.
Кроме того, подбирая необходимую вам пилу, стоит внимательно осмотреть ее зубья, а именно изучить их геометрию. Существует непреложное правило: чем более твердый и плотный материал вы собираетесь пилить, тем меньшим должен быть шаг зубьев изделия и их передний угол.
Если вы собрались распиливать древесину с тонкостенной поверхностью, то вам для этого понадобится инструмент с малым или же стандартным шагом зубьев, т. к. именно они адаптированы под проведение подобных работ. Если же вы начнете пилить изделие с помощью пилы с крупными зубьями, то риск ее поломки значительно возрастет. Лучше всего ее использовать по прямому назначению: для обработки толстостенных металлических и деревянных изделий.
Правила заточки пил

Если вы решили заточить вашу ленточную пилу самостоятельно, соблюдайте некоторые достаточно несложные правила, касающиеся технологии процесса, а также техники безопасности при проведении таких работ.
Во-первых, при проведении операций для заточки ленточных пил используйте исключительно круги специального назначения. Подбираются они в зависимости от уровня твердости зубьев вашей пилы. Кроме того важна и форма такого круга, выбираемая в зависимости от технической особенностей вашей пилы. Так известны заточные круги профильные, плоские и в виде тарелки или чашки.
 Во-вторых, пред тем как начать затачивать пилу, в обязательном порядке проверьте, насколько равномерно зубья пилы могут срезать обрабатываемую поверхность. В процессе заточки избегайте резких движений и рывков. Это поможет вам сохранить высоту зубьев и их первоначальный вид.
Во-вторых, пред тем как начать затачивать пилу, в обязательном порядке проверьте, насколько равномерно зубья пилы могут срезать обрабатываемую поверхность. В процессе заточки избегайте резких движений и рывков. Это поможет вам сохранить высоту зубьев и их первоначальный вид.
В-третьих, контролируйте уровень охлаждающей жидкости в механизме точильного круга. Это поможет вам избежать его перегрева и обеспечит большую точность заточки пилы.
В-четвертых, после окончания процедуры заточки в обязательном порядке проконтролируйте отсутствие на полотне заусениц и задиров. В случае обнаружения таковых, их стоит удалить с помощью шлифмашинки или же точильного круга.
Что же касается техники безопасности, то все работы по заточке пил должны осуществляться исключительно в защитных очках и с использованием респиратора. В крайнем случае можно надеть защитную маску.
Способы заточки ленточных пил
Существует 2 основных вида заточки ленточных пил: полнопрофильный и с заточкой граней зубьев. При заточке первым способом используются профессиональные заточные станки. Если же применяется второй способ — затачиваются грани самих зубьев.
Первый вариант считается самым точным, т. к. все операции при этом производятся автоматическим заточным станком. Рабочему лишь остается правильно подобрать точильный круг и задать режим работы станка. Однако стоит такая заточка весьма дорого, т. к. сам станок и расходные материалы к нему имеют высокую цену.
Если вы решите точить свои пилы вторым способом, можете спокойно это сделать, используя ручной инструмент. Можно использовать и специальные профессиональные устройства. При этом вы должны будете обладать навыками гравера, т. к. ваши движения должны быть очень точными, чтобы не повредить металл зубьев.

Если вы собираетесь впервые заняться заточкой пилы вручную, вам стоит попробовать прорепетировать данную процедуру на простом листе металла. Лучше всего, если будет произведена заточка передних и задних граней, однако обычно точат только задние грани, т. к. это удобнее и проще.
Если же вам в обязательном порядке понадобится заточить передние грани, придется делать это на станке. В этом случае придется подбирать точную форму и размер точильного круга (как и в случае с полнопрофильной заточкой).
Методы разводки пилы
Второй обязательной операцией по подготовке пил к работе после заточки является их разводка. С технической точки зрения она заключается в отгибе зубьев в стороны на необходимый угол. Смысл такой процедуры состоит в том, что бы снизить силу трения между зубьев. Это позволяет обеспечить свободное движение полотна инструмента по распиливаемой поверхности.
Самой распространенной разводкой пил является стандартная. При данном способе разводки звенья пилы отгибаются в разные стороны на расстояние не больше чем 0,4 мм. Провести такую разводку вполне возможно в домашних условиях, при этом необходимо будет проверить, чтобы угол отклонения зубьев был одинаковым.

Другой вид разводки — защищающий. Он обычно не применяется в домашних условиях, т. к. для этого необходимо отогнуть 2 зуба в разные стороны, оставив третий на месте. По сложности с ним сходна разводка волнистая. Здесь звенья полотна отгибаются в одну сторону, создавая при этом своеобразную «волну» на полотне. Эти типы разводок может выполнить только опытный мастер, поэтому в быту они практически не встречаются.
Занимаясь данной работой, нужно обязательно помнить о том, что разные типы пил требуют индивидуального подхода.
В связи с этим необходимо тщательно изучить инструкцию по эксплуатации пилы того или иного вида. В частности, в данном документе указана плотность металла полотна, а также рекомендуемый угол отклонения зубьев. Обычно он равен 30-60%, хотя для некоторых изделий он может быть увеличен.
Подбор мастера для заточки пилы
Т. к. ленточную пилу, предназначенную для распила большого объема деревянных изделий, практически невозможно развести и заточить самостоятельно, возникает вопрос с подбором специалиста, который будет проводить такую работу. Лучше будет, если он произведет данные работы на профессиональном станке. Поэтому обязательно уточните этот момент, оформляя свой заказ.

Кроме того, мастер должен уметь выполнять все виды заточки и разводки, а не только простейшие. Это позволит вам сохранить свой инструмент от преждевременного износа и получить качественный разрез. Если мастер вам заявляет, что существует только один тип заточки — сразу же отказывайтесь от его услуг, т. к. профессионалом он не является.
Настоящий профессионал должен иметь соответствующий сертификат. На его наличие или отсутствие вы должны будете ориентироваться при подборе специалиста по заточке ленточных пил.
Содержание статьи:
- Конструкция ленточной пилы
- Формы режущей части и угол заточки
- Разводка ленточной пилы
- Рекомендации по заточке
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы

Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Разводка ленточной пилы

Геометрические параметры ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Средняя величина развода ограничивается значениями от 0,3 до 0,7 мм. Это относится к стандартным моделям ленточных пил по дереву.
Рекомендации по заточке

Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Особенности заточки ленточных пил

- Применение ленточных полотен
- Типология полотен
- Обслуживание пил
- Особенности разведения ленточных полотен
- Как грамотно заточить полотно?
- Затачивание полотен в зимнее время
- Возможные погрешности при заточке
Грамотно заточенная ленточная пила по металлу и древесине является залогом продуктивности работы и продолжительности срока службы инструментальной оснастки. Как правило, подобные услуги предоставляют специальные организации, но если знать последовательность действий и особенности процесса, наточить ставшую тупой пилу можно собственными силами.

Применение ленточных полотен
Ключевым комплектующим компонентом каждого ленточного станка является ленточная пила (полотно). Ленточнопильные станки обширно используются при работе с древесиной, металлом, резиной, пластиком и различными гибкими материалами.
Имеется три разновидности данных изделий.
- Ручные ленточные устройства – эти машины можно назвать бытовыми, они чаще всего эксплуатируются в домашних условиях.
- Настольные модификации – эти агрегаты чаще приобретают для небольших промышленных мощностей, компаний, занимающихся деревообработкой, мастерских.
- Стационарные агрегаты – такие установки имеют отношение к разряду профессиональных, их эксплуатируют на больших производствах, фабриках, заводах, крупных мастерских и так далее.

Типология полотен
Основой разделения пил данного вида является материал изготовления и элементы, подвергающиеся обработке. В соответствии с такими аспектами можно обособить следующие типы полотен.
- Пилы для дерева. Ключевым материалом для их изготовления являются углеродистые и легированные марки стали, их твердость достигает 40–45 HRC. Все зубья в обязательном порядке подвергаются закаливанию высокочастотными токами. Необходимо подметить, что такой материал полотен можно применять для разрезания тонких цветных металлов либо углеродистых сталей.

- Полотна по металлу. Изготавливают подобные инструменты из быстрорежущей либо пружинной (в структуру добавляют кобальт и вольфрам) стали. Эти пилы уже несут в себе прочность до 69 HRC. Чтоб получить высокую твердость и широкие возможности, на зубы могут наваривать стеллит либо иные типы прочных сплавов.

Обслуживание пил
Для обслуживания полотен недостаточно наточить зубья, необходимо их еще и развести. Две эти процедуры совершают в порядке преемственности: начинают с разводки зубьев, а завершают их затачиванием. Требуется строго соблюдать такую хронология работ. Разведение осуществляют в целях уменьшения трения пилы в процессе распила того или иного материала (дерева, металла, пластмассы и другого). Имеется несколько способов разведения, которые зависят от того, какие элементы нужно получить впоследствии обработки и прочности отправной заготовки.

Особенности разведения ленточных полотен
По мере использования инструментария случается понижение свойств его режущей кромки. Поэтому разведение и грамотная заточка ленточных полотен является технической частью рабочего цикла.
Имейте в виду: разводка обязана осуществляться до заточки, а не после нее!

Разведение – это процесс по отгибанию зубчиков в стороны для предупреждения зажатия полотна инструмента в обрабатываемом материале и снижения силы трения. Имеется 3 типичных метода разведения:
- классический – зубья отводятся в правую и левую стороны строго по очереди;
- зачищающий – каждый третий зуб остается в исходном положении. Особенно значимо для приспособлений, предназначающихся для разрезания, как правило, крепких сплавов и материалов;
- волнистый – всякий зуб имеет собственное значение величины отгиба, следовательно, из них образовывается волна. Это наиболее трудный вид разведения.

Следует учитывать, что при разводке отгибается не целый зуб, а только его доля – 1/3 либо 2/3 части от острого верха.
Рекомендуемые изготовителями параметры величины разводки укладываются в интервал 0,3-0,7 миллиметра. Производится процедура посредством специализированного разводного инвентаря.
Как грамотно заточить полотно?
Согласно статистике, более 80% случаев разрывов приспособления случается по причине неисполнения приемов затачивания полотен. Потребность в заточке выявляется зрительно – по облику самих зубьев либо состоянию места пропила (повышение неравномерности плоскости).

Камни для затачивания ленточных полотен подбирают исходя из жесткости зубьев. Для затачивания изделий из углеродистой и легированной стали пользуются корундовыми камнями. Полотнам из биметалла требуются боразоновые (эльборовые) или алмазные диски. Конфигурацию заточного диска для полотен необходимо определять, беря за основу характеристики инструмента. Она бывает тарельчатой, плоской, чашечной, профильной.
До начала работ желательно дать полотну повисеть в выкрученном положении 10–12 ч.
Условия к заточке полотен своими руками:
- обеспечение планомерного снятия металла по форме сечения зуба;
- недопущения излишнего нажима диска (это в силах вызвать отжиг);
- обеспечение целостности высоты и формы сечения зуба;
- непременное присутствие жидкости для охлаждения;
- контролирование отсутствия задиров.

Типовая инструкция по затачиванию полотен говорит, что затачивание должно осуществляться или по фронтальной поверхности зуба, или и по фронтальной, и по обратной. Но это теоретически. На деле же большинство специалистов, да и умельцев из народа выполняют ее только по задней плоскости – так, считают они, комфортнее.

По большому счету, не обращая внимания на изобилие правил и условий, данные приспособления довольно нетребовательны в вопросе затачивания. С ними можно заниматься как посредством специализированного заточника для ленточных полотен, так и ручным способом. Кроме того, можно использовать для обработки различные по конфигурации и субстанции круги.

Прежде чем затачивать ленточное полотно, желательно ознакомиться с ключевыми методами выполнения этой процедуры.
Метод 1: полнопрофильное затачивание
Этот метод считается особенно качественным, выполняется на автоматическом оборудовании. Эльборовый (боразоновый) диск, в точности подобранный по конфигурации, единственным проходом обрабатывает всю межзубную впадину вкупе с соответствующими плоскостями сопредельных зубьев. Получение неровной конфигурации у основы зубьев при этом исключается. Один изъян подобной заточки – это постоянно иметь под рукой конкретное число сфер для полотен разного назначения.

Метод 2: затачивание кромок зубьев
Может исполняться на специализированном оборудовании или ручным способом.

Если выбрано спецоборудование, то необходимо со знанием дела выбрать круг — как правило, это образцы плоской формы. По большому счету к профессиональному заточному оснащению желательно обращаться исключительно в тех ситуациях, когда масштабность работ довольно велика. Нерегулярные «бытовые» работы предпочтительнее выполнять руками – посредством гравера либо на обыкновенном станке. Во время работы с целью собственной безопасности необходимо непременно применять маску или защитные очки.

Если в вашем хозяйстве ни станка, ни гравера нет, то можно наточить полотно и обыкновенным способом – работая напильником. Всего 3-4 решительных движений по обратной или лицевой грани каждого из зубчиков решат проблему. При постоянном и усердном выполнении работы навык хорошего самостоятельного ручного затачивания сформируется очень быстро.

Затачивание полотен в зимнее время
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.

Рекомендации от специалистов.
- При заточке полотна при помощи станка до начала процесса требуется удостовериться в точности расположения заточного круга по отношению к инструменту.

- Крайне важно убрать из углублений такой объем металла, чтобы все микротрещины были надежно ликвидированы.
- Если полотно функционировало без нормального сопровождения более длительное время, чем дозволял изготовитель, объем металла, убираемого за один проход, необходимо увеличить.
- Для апробации последствий затачивания неизменно применяйте в роли образца новое полотно.

- Конфигурация зуба полотна – отработанный и отъюстированный годами показатель. Следовательно, уповать на то, что приспособление будет резать «без сучка, без задоринки», независимо от того, что вы сделаете с зубьями – громадная ошибка.
- При следовании эксплуатационным стандартам ленточное полотно будет работать добросовестно до тех пор, пока по ширине не убавится до значения, равного 65% от начальных параметров. Убавляется ширина, конечно же, в ходе затачивания.

- Имеется абсолютно неправильный совет о том, что особенной необходимости в удалении задиров после заточки нет. Если его принять к сведению, то возникновение микротрещин в пиле обеспечено.
- По завершении работы ленточное полотно необходимо, не откладывая в долгий ящик, очистить от стружки и смолы, а перед затачиванием – тщательно осматривать. Иначе опасность загрязнения заточных дисков очень высока. А это непременно приведет к некачественному процессу заточки.

Возможные погрешности при заточке
Погрешность 1. Подгоревшие углубления зубьев полотна. Первопричина такого явления скрывается в излишних усилиях точильного камня. Ожидаемый результат – скорое затупление полотна.

Погрешность 2. Неверный градус наклона и несовершенство конфигурации углублений зубьев.

К подобному результату способны привести несколько обстоятельств:
- снос копира заточного приспособления;
- ошибка регулировки градуса наклона головки станка;
- несходство профиля точильного камня.

Теперь вы иметь информацию, каким образом точить полотна правильно, а также какой инструментарий и оборудование могут для этого понадобиться.

Об особенностях заточки ленточных пил вы узнаете из видео ниже.
Ленточная пила – неотъемлемая часть любого ленточнопильного станка. При постоянной интенсивной нагрузке инструмент непременно следует затачивать. Сделать это можно в специализированных центрах, потратив значительный процент времени и средств. Но заточить ленточную пилу можно и самостоятельно, руководствуясь рядом нехитрых правил.

Схема ленточной пилы.
Разновидности ленточных пил
Визуально ленточные пилы практически не разнятся между собой. Единственное различие, которое может заметить только мастер, это вид зубьев, который подбирается в соответствии с типом распиливаемого материала. Разнообразие пил по дереву условно можно разделить по основным категориям:
- столярного типа;
- делительного;
- распиловочного.
Исходя из проводимых работ выбирается соответствующий инструмент с подходящим типом зубьев.
Ленточные пилы могут быть с разнообразной геометрией зубьев: на нее влияют тип и свойства распиливаемого сырья. Основное правило эксплуатации: чем тверже и плотнее распиливаемый ленточной пилой материал, тем меньшим должен быть передний угол зубьев изделия, а также их шаг.

Рисунок 1. Схема развода зубьев поперечной и продольной пилы.
Так можно улучшить качество работы изделия и продлить его срок эксплуатации.
Для распила тонкостенных поверхностей можно использовать пилу со стандартным или малым шагом зубьев, адаптированным под работу с данными материалами. В том случае, если для этих целей используется пила с крупным шагом зубьев, риск ее выхода из строя существенно возрастет. Такой инструмент целесообразнее будет использовать для толстостенных поверхностей из металла или дерева, надежно закрепленных перед началом работ.
Вернуться к оглавлению
Как правильно заточить пилу?
Для того чтобы правильно заточить ленточную пилу, необязательно обращаться за помощью к профессионалу. Достаточно лишь вооружиться основными правилами осуществления данной процедуры, подготовить необходимые инструменты и вспомнить основы техники безопасности:
- Заточка ленточных пил осуществляется с помощью специального круга, подбираемого исходя из твердости зубьев инструмента. В зависимости от технических особенностей пилы подбирается и форма заточного круга (плоская, профильная, в виде тарелки или чашечная).
- Перед началом заточки точильный круг следует проверить на способность равномерно снимать металл по всей поверхности зубьев.
- Заточка должна осуществляться без рывков и резких движений, чтобы сохранить первозданный вид и высоту зубьев.
- В механизме точильного круга непременно должна быть охлаждающая жидкость, что сможет исключить возможность перегрева механизма, а также обеспечит более точную заточку ленточных пил.
- После того как обработка поверхности пилы будет завершена, необходимо проверить, не осталось ли на ней цепляющих элементов. Если же такие моменты обнаружены, их можно удалить с помощью шлифовальной машины или того же точильного круга, если поднести к нему ленточную пилу под определенным углом.
Проводимые работы должны проводиться исключительно в респираторе или маске!
Вернуться к оглавлению
Виды заточки пил

Схема заточки ленточной пилы.
Заточка ленточной пилы зачастую осуществляется по двум основным направлениям: полнопрофильное – с помощью профессиональных станков – и заточка граней самих зубьев.
Первый способ по праву считается наиболее точным, ведь все действия выполняет автоматизированный механизм. Для того чтобы безупречно заточить пилу, потребуется лишь правильно подобрать эльборовый круг, являющийся основой точильного станка, все остальное он сделает самостоятельно. Единственный недостаток такой процедуры – ее высокая стоимость, ведь в своем распоряжении необходимо иметь не только сам станок, но и набор эльборовых кругов, походящих под все варианты ленточных пил.
Второй способ, акцентированный лишь на зубьях пилы, предполагает как ручную обработку, так и заточку на профессиональном инструменте. Первый вариант предполагает только наличие гравера и мастерство того, кто затачивает. Его движения должны быть быстрыми и точными, чтобы избежать порчи металла. Выполняя такие манипуляции впервые, рекомендуется предварительно отточить свое мастерство на простом листе металла. В противном случае можно попросту испортить инструмент. Оптимальный вариант – пройтись по задним и передним граням ленточных пил по дереву, однако большинство мастеров пренебрегает данным условием. Для корректного функционирования инструмента достаточно и заточки лишь задних граней, а реализовать это будет намного проще и удобнее. Заточить передние грани без труда можно в том случае, если речь идет о работе на станке. Здесь, как и в случае с полнопрофильной заточкой, достаточно лишь правильно подобрать форму и размер точильного круга.
Вернуться к оглавлению
Разводка ленточной пилы

Схема заточенного зуба ленточной пилы.
Обыкновенной заточки порой бывает недостаточно для того, чтобы получить хорошую ленточную пилу. Не последнюю роль в этом вопросе играет и степень отгиба зубьев изделия – разводка. Суть процедуры заключается в снижении силы трения и обеспечении свободного движения распиливаемой поверхности между зубьев.
Наиболее распространенная разводка – стандартная – предполагает, что все звенья пилы попеременно отгибаются в разные стороны не более чем на 0,4 мм. Выполнить ее можно и в домашних условиях, проследив, чтобы угол отклонения зубьев был примерно одинаковым.
Второй вид разводки – защищающий, практически никогда не реализуется самостоятельно в домашних условиях, поскольку суть процедуры заключается в том, чтобы отогнуть два зуба под разным углом, оставив третий нетронутым. Аналогичной по сложности считается и волнистая разводка, полностью оправдывающая свое название. Звенья мягко отгибаются в одну сторону, образуя между собой своеобразную волну, плотно примыкая друг к другу.
Выполняя разводки собственными силами, мастер должен учесть и то, что различные виды пил требуют к себе кардинально разного подхода. К инструментам обычно идет инструкция, которую дает их производитель, указывая там плотность металла и рекомендуемый угол отклонения. Зачастую он ограничивается диапазоном в 30-60%, однако для некоторых изделий возможны и другие значения.
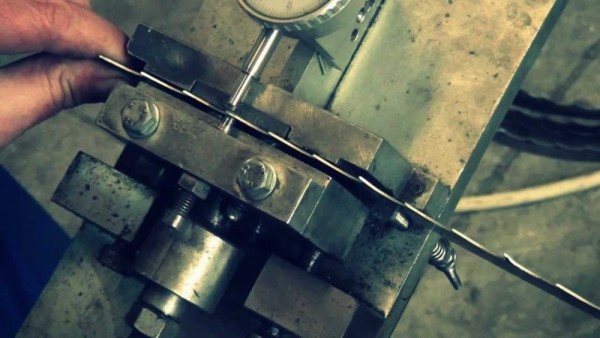
Выполнить такую разводку можно с помощью специального разводного устройства, имеющего вид, показанный на рис. 1.
Работать в нем можно по представленной выше схеме, предварительно выставив на индикаторе требуемый режим и разводя зубья в разные стороны с помощью ручного рычага.
Возвратное действие к исходному состоянию устройства позволяет автоматически переходить к следующей паре зубьев в соответствии с выставленным режимом. Таким образом, приложив незначительные усилия, даже самую простую и недорогую пилу можно превратить в необходимый на данный момент инструмент.
Правильная подготовка ленточных пил к работе — это ключевой момент в достижении не только высокого качества пиления, но и экономичного использования инструмента. Хорошо заточенная и разведенная пила дольше остается острой и может перезатачиваться большее количество раз. Wood-Mizer советует давать заточенной пиле «отдых» на один день прежде, чем она будет установлена на пилораму. Это позволяет снять напряжение металла и, в целом, продлевает срок службы пилы.
Затачивание ленточных пил
Wood-Mizer предлагает несколько заточных устройств различной цены и производительности — Вы можете подобрать оптимальный вариант именно для Ваших задач. Все заточные станки Wood-Mizer используют технологию затачивания борозоновым диском CBN, который не нужно править, так как он соответствует форме зуба Wood-Mizer и протачивает целиком весь пазух зуба за проход.
Заточные устройства Wood-Mizer
Wood-Mizer выпускает три версии заточных станков для ленточных пил.
1. Полуавтоматический станок BMS250 обеспечивает отличное качество заточки, снабжен автоматическим выключателем, надежным кожухом, который закрывает пилу во время процесса затачивания, и выхлопным отверстием для удаления газообразных отходов. Заточной станок BMS250 использует заточной диск CBN диаметром 127 мм, выпускаемый в разных версиях для каждого профиля зуба Wood-Mizer. Скребок удаляет металлические заусенцы с пилы после протачивания.

2. Автоматический станок BMS500 спроектирован для применения на промышленных лесопильных предприятиях, где есть потребность в ежедневном затачивании ленточных пил. Заточной диск CBN диаметром 203 мм обеспечивает высокое качество заточки, работая на повышенной скорости и с более высокую производительностью. Панель управления оборудована счетчиком зубьев, регулировкой скорости заточки и может быть запрограммирована на отключение станка после протачивания определенного количества зубьев. Станок также имеет скребок для удаления металлических заусенцев с поверхности заточенной пилы.

3. Выпускается также промышленная версия устройства BMS600, оборудованная более мощной помпой, и как следствие, обеспечивающая более высокую производительность станка.
Процесс затачивания ленточной пилы
Шаг 1: Очистка пилы
Прежде чем снять с пилорамы затупившуюся пилу, рекомендуется включить станок на 15 секунд и промыть пилу омывающей жидкостью для максимального удаления опилок с ее поверхности. Если этого недостаточно, и на теле пилы остались налипшие опилки, очистите ее металлической щеткой.
Шаг 2: Заточка
Процесс затачивания возвращает кромке зуба ее остроту и прямоугольную форму по отношению к телу пилы. Wood-Mizer советует использовать для затачивания исключительно диски CBN необходимого профиля, которые протачивают всю поверхность пазухи зуба. Это очень важно, поскольку в непроточенных местах пазухи зуба могут образовываться микротрещины, которые со временем разрастаются и становятся причиной преждевременного разрыва пилы. Рекомендуется протачивать каждую пилу дважды. При этом давление заточного диска на пилу не должно быть чрезмерным.
Шаг 3: Удаление металлических заусенцев
Удаление маленьких кусочков металла, оставшихся на кромке зубьев после заточки, необходимо, так как эти заусенцы приводят к появлению микротрещин. Заточные устройства Wood-Mizer BMS250 и BMS500/600 делают это автоматически. Однако при использовании старых моделей заточных устройств может быть необходимо очищать поверхность пилы от заусенцев деревянным бруском. Удаление заусенцев важно еще и потому, что для качественной разводки зубьев поверхность пилы должна быть чистой.
Шаг 4: Разводка зубьев
Восстановление правильной разводки зуба очень важно для качества пропила. Точка разводки не должна быть расположена слишком высоко или слишком низко: разводится только верхняя треть зуба.
Процесс разводки зубьев ленточной пилы
Чтобы получить качественную поверхность распила, нужно сделать правильную и регулярную разводку зубьев. Разведенные зубья расчищают путь для пилы в древесине и выносят из пропила опилки, в результате чего пила движется плавно, а поверхность доски получается ровная и гладкая. Чем более волокнистая древесина, тем больше величина развода зубьев, и напротив, для плотной или мерзлой древесины требуется маленький развод зубьев.
Слишком сильно разведенные зубья пилы приводят к тому, что распиленная доска имеет грубую шероховатую поверхность. Недостаточная разводка зубьев выражается в том, что в пропиле накапливается слишком много опилок, которые перегревают пилу. При правильной разводке зуба опилки должны быть мелкими, однородными и слегка теплыми наощупь.
Разводные устройства Wood-Mizer
Ручное разводное устройство BMT100 обеспечивает хорошую точность и регулярность разводки зубьев. Оператор, пользуясь ручкой, подает пилу вперед и разводит зубья по одному, контролируя процесс по микрометру.

Разводное устройство BMT150 также управляется вручную, но отличается тем, что одним движением рычага оператор разводит два соседних зуба в разные стороны.

Наиболее производительными и высокоточными разводными устройствами являются полуавтоматические станки BMT200 и BMT250 с одновременной двусторонней разводкой зубьев.

Компьютеризированный пневматический разводной станок BMT300 — это автомат, предназначенный для промышленных лесопильных производств.

Сервис по подготовке ленточных пил Wood-Mizer ReSharp
Сервис ReSharp очень популярен, поскольку в сервисных центрах используется специализированное оборудование Wood-Mizer, и в процессе подготовки у ленточных пил, фактически, восстанавливаются заводские параметры заточки и разводки. Свяжитесь с ближайшим к Вам сервисным центром и узнайте цены, которые, как правило, очень приемлемые. В Минском сервисном центре Wood-Mizer есть также услуга по заточке круглых пил и восстановлению твердосплавных напаек.
Использование сервиса ReSharp позволит Вам сосредоточиться на том, что приносит Вам деньги, то есть на лесопилении, и сэкономить время и средства на таких вспомогательных операциях, как заточка и разводка ленточных пил.