
Полипропиленовые трубы вошли в нашу жизнь в качестве дешевого и универсального строительного материала. Существует много способов их соединения, но один из самых надежных, практичных и удобных – пайка. Для выполнения качественной работы необходимо знать некоторые тонкости и хитрости, о которых и пойдет речь в статье.
Типы труб

Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
-
Диаметр трубы.
-
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
-
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
|
Маркировка |
Сфера применения и особенности |
||
|
PN 10 |
Для подачи холодной воды, в системах теплых полов с подогревом до 450С. Имеет тонкие стенки. |
||
|
PN 16 |
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением. |
||
|
PN 20 |
Труба универсального назначения. Подача воды с температурой не выше 850С |
||
|
PN 25 |
Горячее водоснабжение, отопление. Подача воды до 950С. Армирована фольгой. |
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Типы соединения полипропиленовых труб

При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Необходимые инструменты

Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт. Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
-
Соберите паяльник, нагрейте его до 2700С.
-
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
-
Снимите соединяющую деталь и трубу с нагревателя.
-
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
-
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
|
Диаметр (мм) |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
|
Нагревание (с) |
5 |
5 |
7 |
8 |
12 |
12 |
24 |
|
Перестановка (с) |
4 |
4 |
4 |
6 |
6 |
6 |
8 |
|
Скрепление (с) |
6 |
6 |
10 |
10 |
20 |
20 |
30 |
|
Время полного остывания (мин) |
2 |
2 |
2 |
4 |
4 |
4 |
6 |
При работе учитывайте следующие моменты:
-
Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
-
При работе на открытом воздухе в мороз увеличьте время нагрева.
-
Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Заключительные советы

Вот несколько полезных советов, которые помогут вам в работе:
-
Проводите работы только в проветриваемых помещениях. Он нагрева пластик выделяет вещества, если ими дышать, то у вас может заболеть голова.
-
Нарисуете план будущей конструкции, это облегчит дальнейшую работу.
-
Не забывайте тщательно очищать свариваемые поверхности.
-
Полностью удаляйте металлическое усиление в месте пайки. Даже маленький кусочек на месте шва может стать причиной его повреждения.
-
После того, как сварочный аппарат нагреется до нужной температуры – отключите одну спираль. Эта нехитрая мера поможет продлить срок службы устройства.
Старайтесь не проводить пайку полипропиленовых труб в спешке. Четырех-шести секунд вполне достаточно, чтобы спокойно снять детали с нагревательных элементов и совместить их согласно инструкции.
Диффузионная сварка при помощи электропаяльника

Электропаяльник
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте .
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
Недостатки:
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Какими преимуществами обладают полипропиленовые трубы

Безусловно, полипропиленовые конструкции обладают множеством неоспоримых преимуществ. Но чтобы выжать из данного материала максимум его возможностей, необходимо осуществлять пайку согласно инструкции. В таком случае вы сможете рассчитывать на такие преимущества, как:
- Полипропиленовые трубы имеют высокую устойчивость против разнообразных химических реагентов.
- Конструкции из этого материала абсолютно не поддаются коррозии.
- На них никогда не появляется плесень и грибок при привальной эксплуатации.
- У полипропиленовых труб низкая теплопроводность. Но чтобы получить максимум от конструкции необходимо чётко следовать инструкции во время пайки.
- Из-за того, что материал обладает малым весом трубы из полипропилена легко транспортировать. При этом их монтаж и пайка также становятся в разы проще.
- Не стоит забывать и про высокую экологичность материала.
Гарантийный срок эксплуатации полипропиленовых труб при условии, что пайка конструкций будет осуществляться согласно инструкции — составляет 50 лет.
Внимание! Чтобы полипропиленовые трубы прослужили долго необходимо полностью соблюдать условия эксплуатации, которые подробно изложены в инструкции, которую каждый производитель добавляет к своим изделиям.
Так как конкуренция на рынке полипропиленовых труб довольно высока, каждый производитель старается создать максимально оптимизированную структуру материала. Неудивительно, что инструкции по эксплуатации у их товаров могут существенно отличаться.
Мало кто знает, но полипропиленовые трубы при условии пайки точно по инструкции пригодны для использования вне пределов помещения
Также несмотря на уникальность технологии изготовления можно выделить одно важное правило, которое обязательно при эксплуатации подобных конструкций.
Когда будете использовать конструкции из полипропилена, просто следуйте этой инструкции: давление внутри труб не должно превышать 15 бар. В противном случае серьёзно возрастает риск нарушения герметичности. При этом температура должна быть в диапазоне от 0 до 10 градусов. Если же окружающая среда отличается крайне высокими температурами, то давление не может перейти черту в 2 бара.

Если полипропиленовые трубы используются точно по инструкции, а пайка и монтаж проходят согласно действующим строительным стандартам, то такие конструкции отлично себя проявляют как в горячем, так и в холодном водоснабжении. Мало того, они практически незаменимы, когда нужно быстро наладить водоснабжение в доме.
Полипропиленовые трубы отлично сочетаются с другими материалами за счёт возможности использования вставок из разнообразного материала. Также нужно отметить огромное количество разнообразных фитингов, которые упрощают монтаж.
Внимание! Наличие дополнительных элементов монтажа позволяет соединять пропиленовые трубы со стальной арматурой и любой сантехникой.
Типы соединения полипропиленовых труб
При нагревании полипропилена происходит взаимная диффузия – смешивание частиц. Что характерно, при остывании обратной реакции не происходит, деталь становится монолитной. Это качество и используется при соединении двух труб. Рассмотрим, какими способами достигается результат.
Муфтовая сварка
Данный принцип наиболее популярен за счет своей простоты и доступности. Для соединения труб одинакового диаметра используется специальная деталь – муфта. Её внутренний диаметр чуть меньше, чем внешний свариваемых труб.
Сварка происходит за счет нагрева и расплавления внешней поверхности трубы и внутренней поверхности муфты. Затем трубу вставляют в муфту, операцию повторяют с другой её частью, и соединение готово.
Стыковая сварка
Этот принцип применяется на производстве. Для соединения труб с одинаковым диаметром их бортики расплавляют, а затем соединяют в стык. Метод сложен тем, что необходимо обеспечить идеально-точную соосность, что невозможно в домашних условиях.
Еще одним недостатком является малая прочность полученного соединения, поэтому стыковая сварка не получила особого распространения среди мастеров.
Холодная сварка
Холодная сварка (с помощью клея) – еще разновидность соединения. На трубу наносится специальный клей, в составе которого имеется сильный растворитель. Он размягчает поверхности труб и их можно вставить друг в друга.
Большим недостатком данного метода является малая прочность и герметичность полученного соединения. Также минусом является длительность высыхания – сутки и более. В этом холодная сварка проигрывает термической.
В домашних условиях целесообразно использовать соединение с помощью муфт. Этот метод и рассмотрим подробнее.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
- Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот. Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
- Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
- Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений. Даже малейшие части грязи могут нарушить качество крепления;
- Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
- Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
- Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Особенности паяльного инструмента
 Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Для того чтобы спаять трубы из полипропилена, необязательно приглашать профессионала, все операции можно выполнить самостоятельно. Но стоит заметить, что работать вдвоём намного удобнее. Инструмент, использующийся для соединения, называется паяльником или утюгом. Классифицируют его по двум признакам: конструкции исполнения и мощности.
Несмотря на конструктивные отличия и множество торговых марок, принцип работы устройств одинаков. Как и обыкновенный утюг, они имеют два основных элемента: нагреватель и терморегулятор. Кроме этого, обязательным атрибутом пайки являются насадки. Они считаются расходным материалом и продаются как вместе с паяльником, так и отдельно в розницу. Изготавливаются насадки из теплопроводного материала, покрытого сверху тефлоновым слоем. Состоит насадка из двух элементов: одна с углублением, а вторая с буртиком. С их помощью и происходит нагрев внутренней и наружной поверхности трубы и фитинга.
Термоэлемент располагается в середине корпуса, к которому прикручиваются насадки. Для равномерного нагрева и удобства в работе их расположение относительно друг друга соосно. При включении устройства в сеть 220 вольт термоэлемент нагревается, передавая своё тепло корпусу паяльника. А тот, в свою очередь, нагревает насадки. С помощью терморегулятора выставляется и поддерживается необходимая температура нагрева.
Как только термодатчик фиксирует нужную температуру, происходит срабатывание термореле, и подача напряжения на нагреватель прекращается. При снижении температуры на два-три градуса происходит подключение нагревателя к сети заново.
Необходимые инструменты
Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится: . Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб
Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Обратите внимание на количество отверстий под насадки. Оптимально – 2-3 шт
Так вы ускорите процесс сварки труб разного диаметра.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Инструкция для пайки
Оборудование и материалы

При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие.

Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика.
При какой температуре нужно осуществлять пайку

Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.
Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
Инструкция пайки

Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов. Это важное условие инструкции.
Разберемся в видах


Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
4Как правильно паять
Чтобы обеспечить надежность сделанного нами водопровода, нужно следовать данным принципам:
- Первоначальная операция по сварке должна производиться через 5 минут, как нагреется паяльник,
- Чтобы сварить армированные трубы нужно использовать шейвер. При его помощи можно будет снять с трубы полипропилен и алюминий, которые образуют 2 верхних слоя. Затем, стыковка труб осуществляется по такому же процессу (раздел № 3),
- Варить пластиковые трубы следует тогда, когда температура за окном будет выше 0,
- После сварки, трубам нужно дать остыть. Нельзя допустить, чтобы они как-то прокручивались или перемещались туда-сюда,
- Если шов соединительный получился не очень качественным, придется данный узел разрезать и повторить сварку заново,
- Обязательно соблюдайте технику безопасности! Ее несоблюдение может повлечь за собой проблемы со здоровьем, и сварные соединения могут получиться некачественно. Помните, что насадки сделаны из тефлона и предотвращают создание нагара,
- Затем каждого процесса, остатки, оплавленные нужно удалять при помощи деревянной лопатки. После остывания насадок запрещено удалять какие-либо остатки используемого материала, так как есть вероятность повреждения покрытия. В результате чего аппарат может стать неисправным.

Если вы новичок в данном деле и не очень понимаете принципов правильной пайки пластиковых труб, то советуем вам посмотреть ряд обучающих видео.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться темоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.

Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При подготовке аппарата также желательно дополнительно контролировать температуру штуцеров и гильз поверхностным электрическим термометром.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
Таблица 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Зачистку наплывов выполняют острым ножом после полного охлаждения места стыковки.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Максимальная высота валика для труб с большей толщиной стенки составляет 4 мм.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
 Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
 Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки. Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Виды фитингов и их особенности
Данные системы имеют большой перечень соединительных деталей, что позволяет максимально эффективно делать разводку:
- Угловые 45° и 90°. С их помощью можно разворачивать систему от 45° до 135°. Могут быть с резьбой и без нее.
- Переходники двойные, тройные, на четыре направления. В этих вариантах также присутствуют варианты с резьбой.
- Обводы. Позволяют при пайке системы обходить места пересечения труб.
- Компенсаторы. Имеют вид петли. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную с помощью фитингов, но дешевле купить готовый вариант.
- Краны и вентили. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. При ремонтных работах, например, ванной комнаты, часть труб глушат до окончания облицовки плиткой. Это помогает избежать засора до начала монтажа сантехнического оборудования и течи воды.
- Крепежные элементы. Позволяют фиксировать трубы к поверхностям.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Инструмент для пайки
Существуют специализированные одноформатные и многофункциональные аппараты-прессовщики, посредством которых реализуется пайка. В данном случае этот процесс можно рассматривать и как способ резки, и как операцию соединения. Сам же аппарат в простейших исполнениях представляет собой небольшую конструкцию с электромеханической начинкой и оснасткой, сформированной металлическими зажимами.
Как паять полипропилен с помощью такого устройства? От пользователя по большей части требуется лишь корректное направление заготовки в соответствии с требованиями технического процесса. Принцип работы самого оборудования заключается в расплаве трубы. Две части нагреваются при контакте с металлическими поверхностями, после чего с ними можно выполнять любые действия по соединению. Иными словами, прессовщик обеспечивает две технологические функции. Во-первых, это достижение температурного воздействия для плавки полипропилена, а во-вторых, четкое позиционирование краев труб для их правильного сведения.

фитинги применяемые для соединения полипропиленовых труб
Соединительные фитинги
Резьбовые фитинги для полипропиленовых труб
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.

Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.

Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Cварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода.
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.

6. После разогрева детали снимаете с паяльника и соединяете вместе. Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности.
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси). Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием. Так, например, ручка крана должна легко перемещаться.

Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.

Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
Пайка ПП труб на сложных участках
На вопрос, какая главная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбивается на несколько участков.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а уже потом установить на стационарное место.

Трубы пп для водопровода
После крепления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы. Это мероприятие нужно проводить минимум вдвоем.
видео – монтаж в труднодоступных местах
Процесс пайки
 Паяют полипропиленовые (ПВХ) элементы системы водопровода своими руками в несколько этапов
Паяют полипропиленовые (ПВХ) элементы системы водопровода своими руками в несколько этапов
Итак, паяют полипропиленовые (ПВХ) элементы системы водопровода своими руками в несколько этапов:
- На платформу устанавливают паяльник и надёжно фиксируют его. Аппарату задают нужную температуру. Для полипропилена она равна 260 градусов, для полиэтилена — 220.
- На платформу перед включением паяльника надевают насадки нужного диаметра.
- Как только аппарат прогреется, можно брать отрез тубы и фитинг под нее и надевать на насадку. Выдерживаем детали в соответствии с диаметром элементов (см. рекомендации ниже).
- Как только все части трубопровода будут тщательно прогреты, стоит твёрдо и не спеша состыковать детали до плотного прилегания. Оставляем отрезок коммуникации до полного остывания. Спаивать таким образом нужно все части коммуникации.
Важно: после того как труба вставлена в фитинг, запрещается двигать её и каким-либо образом проворачивать. Полимер (ПВХ) в просвете трубы может сморщиться и произойдёт разгерметизация соединения
После того как трубы спаяны и остужены, можно пропустить через них воду или воздух, чтобы проверить герметичность соединения.
Рекомендации по времени, в течение которого нужно нагревать элементы, чтобы спаивать их надёжно:
- Для туб сечением 16 мм — выдерживаем 5 с;
- Для туб диаметром 20 мм — нагрев 6 сек;
- Трубы 25 мм — греем 7 сек;
- Элементы 32 мм — паяем 8 сек;
- Трубы диаметром 40 мм — нагрев в течение 12 сек;
- Тубы диаметр 50 мм — 24 сек;
- Труба 63 мм — 40 сек.
Важный совет: если мастер впервые будет спаивать труб из полипропилена (пвх) своими руками, то можно предварительно потренироваться на ненужных отрезках полипропиленовых элементов. Кроме того, если в процессе пайки были допущены огрехи в соединении, то можно просто срезать этот участок трубопровода и спаять новый.
Совет: покупка паяльника для одноразового выполнения работ своими руками нецелесообразна с точки зрения финансов. В этом случае лучше взять аппарат для труб ПВХ в аренду в специализированном строительном магазине.
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Сварка пайка полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Cварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Инструкция — подготовка к работе
Для сварки системы температура окружающей среды должна быть не ниже пяти градусов.  Если это наружные работы не разрешается заниматься пайкой в мокрую погоду.
Если это наружные работы не разрешается заниматься пайкой в мокрую погоду.
Трубы, фитинги расположить так, чтобы они не мешались при проведении работ, но при этом должны быть в легком и быстром допуске. Вытащить резак положить рядом с материалом.
Сварочный аппарат достать из упаковки. Подобрать требуемые насадки. Одна должна быть дорн, вторая гильза. Первая используется для прогрева внутренней стороны фитинга, вторая – для внешней стороны трубы. Установить на оборудование и зафиксировать. Аппарат поставить на подставку. Подключить к сети, выставить требуемый температурный режим (обычно выставляется 260°С), включить. Проследить, чтобы сварочная поверхность ни с чем не соприкасалась.
Как указывает инструкция, должна осуществляться только после полного нагрева аппарата. Для этого на оборудовании сделаны кнопки с подсветкой и при полном прогревании индикатор гаснет.
Преимущества и недостатки ПП изделий
Такие системы обладают приличным списком достоинств:
- Долговечность материала. Срок службы до 50 лет. Достигается за счет отсутствия коррозийных процессов.
- Экологичность. Качественный материал – гарантия безопасности для здоровья человека.
- Возможность прятать в короба под плитку. Достигается за счет долговечности и герметичности системы.
- Эстетичность. Даже на открытом пространстве трубы смотрятся аккуратно.
- Практически не образуется налет внутри системы. Достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простота монтажных работ.
- Универсальность за счет большого количества соединительных элементов.
- Не проводят ток.
- Из такого материала система получается менее шумная.
- Не подвергается промерзанию. Имеет неплохой
К недостаткам можно отнести то, что попадется некачественный материал.
Виды полипропилена для водопровода

Для того чтобы, следуя инструкции, спаять всю систему водопровода с долгосрочной её эксплуатацией, желательно понимать, с каким видом труб мастер работает
Для того чтобы, следуя инструкции, спаять всю систему водопровода с долгосрочной её эксплуатацией, желательно понимать, с каким видом труб мастер работает. Ведь полипропилен делится на четыре категории, каждая из которых предназначена для применения в определенных условиях. Несоблюдение рекомендаций по эксплуатации сведен на нет все усилия мастера, и водопровод в конечном счёте выйдет из строя.
Итак, полипропиленовые трубы бывают четырех видов:
- Тубы с маркировкой PN 10. Тонкостенный материал малого диаметра, предназначенный для использования при температуре до 45 градусов. Может использоваться в устройстве системы ХВС или тёплый пол.
- Тубы с маркировкой PN 16. Здесь стоит быть крайне внимательными. Полипропилен такой категории можно использовать либо в условиях высокого давления в коммуникации, но для холодной воды, либо при низком давлении в сети с горячей водой.
- Маркировка PN 20 позволяет использовать пластиковые трубы для устройства любой магистрали, работающей при температуре не выше +80 градусов.
- Тубы PN 25 — те самые армированные алюминием или стекловолокном тубы, пригодные для монтажа системы горячего водоснабжения. Здесь материал можно эксплуатировать в условиях температурного режима до 95 градусов по Цельсию.
К тому же стоит понимать, что все трубы из полипропилена любой категории могут иметь в продаже различный цвет. Колер не играет никакого значения, кроме чёрного. Этот цвет труб свидетельствует о том, что туба ПП усиленно защищена от излучения УФ.
Важно: все полипропиленовые трубы будут грамотно эксплуатироваться лишь при условии соблюдения диапазонов в рабочем давлении и температуре в сети. Чем выше температура воды в водопроводе, тем ниже должно быть давление, и наоборот
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к . Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей
Особенности пайки в труднодоступных углах
Работа в труднодоступных и сложных участках требует не только использования вспомогательного оснащения (как уже говорилось, фонариков и приспособлений для удержания паяльника). Угловые соединения предусматривают и особую реализацию самой технологии с применением специальных расходников
Но в первую очередь важно помнить, что резка осуществляется только под прямым углом, причем после раскроя поверхности и торцы окончаний должны обезжириться и быть зачищены мягким абразивом.

Теперь можно перейти к другому вопросу – как рассчитывать и паять углы. Полипропилен в данном случае соединяется посредством дополнительных насадок, что вносит коррективы в интервал ожидания момента пайки. То есть для формирования угла понадобится фитинг или переходник, выполненный из того же полипропилена. Это дополнение увеличивает и время на пропой участка соединения. При минимальном диаметре трубы 12 мм этот интервал будет составлять 5-6 с, а в работе с 50-миллиметровой заготовкой – порядка 20 с.
Пайка полипропиленовых труб своими руками

Пайка полипропиленовых труб своими руками
Когда план составлен, а все комплектующие приобретены, остается лишь тщательно убрать помещение
Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, оседая на швах, могут запросто нарушить герметичность.

Отметка глубины погружения
Вначале насадка вставляется в гнездо, после чего включается аппарат. Дальнейшие действия зависят от выбранной методики пайки, поэтому рассмотрим их (методики) более детально.
Способ №1. Диффузионная пайка

Диффузионная пайка
При использовании этой технологи сварки материал соединяемых деталей обоюдно проникает друг в друга, а после остывания образует монолитный элемент. Один из самых распространенных способов обработки, который, тем не менее, приемлем лишь для однородных материалов.
Обратите внимание! В данном случае температура пайки достигает 265ᵒС. Именно при такой температуре плавится полипропилен.
Видео – Диффузионная пайка ПП труб
Способ №2. Раструбная пайка
При сварке раструбным способом используются сварочные аппараты с различным сечением насадок. Сама процедура выглядит достаточно просто.
Шаг 1. Вначале нарезаются участки труб необходимой длины
Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищаются шейвером (если используются армированные трубы).

Торцы изделий зачищаются шейвером
Шаг 3. Торцы вставляются в насадку соответствующего сечения, прогреваются до температуры плавления и соединяются.
Обратите внимание! Крайне важно, чтобы при остывании трубы не меняли своего положения.
Способ №3. Стыковая пайка
Промышленный аппарат для стыковой сварки пластиковых труб
Данный способ целесообразен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на участки необходимой длины, а торцы тщательно зачищаются.
Далее соединение прогревается так называемым сварочным зеркалом, после чего элементы плотно состыковываются друг с другом. Прочность узла, достигаемая при этом, не должна уступать самим изделиям.
Способ №3. Муфтовая пайка

Муфтовая пайка
При муфтовом способе сварки между соединяемыми элементами вводится дополнительная деталь – муфта. Разогревание происходит прежним образом, вот только греются не участки магистрали, а лишь элементы соединения.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что расплавляется всего один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб

Холодная пайка ПП труб
Данный метод сварки предусматривает нанесение на соединяемые трубы специального клеящего состава. Характерно, что применение «холодной» сварки допустимо лишь в тех магистралях, в которых давление рабочей жидкости незначительно.
На оба среза нанести клей «Холодная сварка» и плотно прижать края друг к другу, удерживая 15 секунд
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).
Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Подготовка к работе
Операция пайки пластиковых материалов весьма деликатна. В расплавленном состоянии пластик очень чувствителен и восприимчив, поэтому в его структуру легко могут проникнуть инородные частицы, наличие которых в дальнейшем может негативно отразиться на прочностных качествах трубопровода. Поэтому и сами заготовки, и аппарат для резки должны быть тщательно очищены, промыты и высушены.
Также подготавливаются дополнительные приспособления, которые должны быть под рукой в ходе операции. Например, вопрос о том, как паять полипропилен в труднодоступных местах, часто предусматривает упоминание специальных крючков и светодиодного фонарика. Крючок позволит подвесить аппарат, если к месту проведения работ нельзя пробраться всем корпусом и удобно расположить инструмент, а фонарик обеспечит видимость, если другие источники света к месту работы не проникают.
Правила и методика пайки ПВХ-труб
Пайка пластиковых или полипропиленовых водопроводных труб должна осуществляется строго в определенной последовательности. Она выглядит следующим образом:
- установите паяльник в заданном положении;
- зафиксируйте в отверстия насадки в соответствии с их размерами, а потом подключите прибор в сеть;
- если есть необходимость локального использования устройства в месте прокладки трубопровода, то в крайнем положении его подошвы нужно поставить ту насадку, которая имеет диаметр аналогичный диаметру труб;
- посредством терморегулятора на устройстве выставите нагревательную температуру. Она зависит от того, какие материалы будут соединяться. Если трубы полипропиленовые, то она составляет порядка 260 градусов, а если полиэтиленовые, то 220 градусов соответственно;
- далее рекомендуется прогреть паяльное устройство в течение 10−20 минут в зависимости от того, каковы условия извне, пока индикатор на нем не погаснет.
Паять трубы следует с учетом многих показателей, приводим их ниже:
- если диаметр труб составляет 20 мм, то ширина свариваемого пояса должна быть порядка 15 мм, детали должны нагреваться в течение 6 секунд, а соединяться в течение 4 секунд. Время остывания в данном случае — 2 секунды;
- когда трубы имеют диаметр 25 мм, то свариваемый пояс должен иметь ширину не менее 15 мм и не больше 18 мм соответственно. Нагревание деталей продолжается 7 секунд, соединение — 4 секунды, а остывание — 2 секунды соответственно;
- при диаметре 32 мм, ширина пояса будет около 20 мм, нагрев должен продолжаться 8 секунд, соединение 6 секунд, а время остывания 4 секунды;
- существенно отличаются показатели при использовании труб диаметром 63 мм. Свариваемый пояс имеет ширину порядка 25 мм, детали нагреваются 24 секунды, время соединения деталей — 8 секунд, а их остывания — 6 секунд.
Итак, методика пайки выглядит следующим образом:
- возьмите специальные ножницы по пластику и с их помощью отрежьте трубу нужного размера;
- с применением спиртового состава очистите места соединения труб от жира и грязи;
- ответный раструб и трубопровод ставим в насадку и греем в течение того времени, которое соответствует параметрам материала;
- после разогрева части соединяются друг с другом, трубопровод вставляем в раструб;
- по окончании работ посмотрите, чтобы сварное соединение было высокого качества. В местах стыков должны появиться пластиковые кольца.
Типичные ошибки при пайке пластиковых труб
- Некачественные детали. Если были замечены дефектные трубы или соединяющие муфты (с трещинами, грязью, нарушенной геометричностью), то их нужно заменить, т. к. они станут причиной некачественного соединения.
- Использование комплектующих от разных производителей. Каждая фирма оперирует своими стандартами и нормами, поэтому ее трубы подходят исключительно под ее фитинги. Также детали могут отличаться и по химическому составу. Все это оказывает прямое влияние на качество сварки, по этой причине все комплектующие обязательно нужно покупать одной марки.
- Перегрев деталей. Эту ошибку можно заметить невооруженным глазом – труба смягчается и установить ее в муфту без деформации не выйдет.
- Сварочный аппарат слабо греет. В таком случае надежное соединение тоже вряд ли получится. Возможно, в первое время трубопровод будет функционировать нормально, но рано или поздно случится протечка. Во избежание этого устройству нужно дать пять-десять минут для нагрева, а при работе не отключать его от сети.
-
Использованные фитинги. Как уже отмечалось, если фитинг пристал неплотно, то его следует удалить. Недопустимо повторное его использование.
Крепеж трубы с фиксатором
Крепеж трубы с фиксатором
Видео – Технология пайки ПП труб
Операции, в ходе которых происходит объединение разнородных труб, считаются нежелательными. Такие конструкции изначально проигрывают однородным аналогам в надежности, однако бывают случаи, когда традиционный металлопластик необходимо ввести в трубопровод с полипропиленом. Резьба в таких ситуациях не поможет, поэтому обращаться придется к пайке. Впрочем, и это соединение выступит лишь вспомогательным средством.
Монтаж реализуется с помощью фланца, в который вводятся окончания двух труб, выполненных из разных материалов. Пайка нужна как раз для подготовки к такой интеграции. Для этого с помощью паяльника конец пластиковой трубы разогревается, на него надевается тот же фитинг, после чего можно приступать к соединению с металлопластиковым контуром через фланец.


Полипропиленовые трубы получили широкую популярность при монтаже трубопроводов систем отопления и водоснабжения. Это объясняется их многочисленными преимуществами. Одним из важных достоинств полипропиленовых труб является простой и быстрый монтаж, который вполне может быть выполнен своими руками.
Для этого достаточно иметь небольшой набор инструментов и соблюдать инструкцию. А самим процессом монтажа можно ознакомиться по любому тематическому видео.
Процесс пайки
Пайка полипропиленовых труб выполняется при помощи специального сварочного аппарата, который также называют паяльником или утюгом. Для сварки труб большого диаметра (более 40 мм) применяется более сложный аппарат, оснащенный приспособлениями для центровки осей.
Для монтажа применяется метод диффузионной сварки, который предусматривает нагревание двух элементов с их последующим соединением и фиксацией на определенное время. В результате путем диффузии образуется прочный, герметичный и надежный шов, не уступающий по своим характеристикам свойствам материала трубы.
Перед началом работ подбираются парные насадки соответствующего диаметра для сварочного аппарата. При наличии на поверхности насадок остатков пластика от прошлой пайки их необходимо очистить. Чистка выполняется в нагретом состоянии ветошью или деревянным скребком, чтобы не допустить повреждения антипригарного покрытия.
Процесс пайки ПП труб выглядит следующим образом:

при помощи специальных ножниц под прямым углом отрезается труба нужной длины; - паяльник разогревается до +260 °C. Время нагрева оставляет 5-8 минут, после чего температура поддерживается аппаратом на заданном уровне автоматически;
- соединяемые поверхности трубы и фитинга необходимо тщательно очистить и обезжирить. Для обезжиривания можно использовать этиловый, изобутиловый, изопропиловый спирт. Если труба имеет армирование алюминиевой фольгой, то его необходимо зачистить при помощи специального устройства по всей длине свариваемой зоны;
- фитинг и трубу одновременно надевают на соответствующие насадки сварочного аппарата;
- нагрев элементов паяльником осуществляется в течение 6-50 секунд. После этого их снимают с насадок, и труба быстро вставляется в фитинг на нужную глубину. Затем элементы фиксируются на 2-8 минут.

Время нагрева и фиксации зависит от диаметра монтируемых труб. Данные по времени выполнения основных операций (при условии выполнения работ при комнатной температуре) приведены в таблице:
|
Диаметр трубы, мм |
Глубина сварки, мм |
Время нагревания деталей, с |
Время соединения деталей, с |
Время фиксации деталей, минут |
|
20 |
14 |
6 |
4 |
2 |
|
25 |
16 |
7 |
4 |
2 |
|
32 |
18 |
8 |
6 |
4 |
|
40 |
20 |
12 |
6 |
4 |
|
50 |
23 |
18 |
6 |
4 |
|
63 |
26 |
24 |
8 |
6 |
|
75 |
28 |
30 |
10 |
8 |
|
90 |
30 |
40 |
11 |
8 |
|
110 |
33 |
50 |
12 |
8 |
Требования по пайке ПП труб
Чтобы обеспечить создание качественного и надежного соединения, при пайке полипропиленовых труб необходимо придерживаться следующих требований:
на протяжении всего процесса монтажных работ сварочный аппарат должен быть включенным и нагретым до температуры +260 °C; - соединяемые элементы должны надеваться на сварочные насадки одновременно;
- необходимо строго соблюдать рекомендации по времени нагрева, соединения и фиксации деталей. Недостаточный нагрев приводит к значительному снижению надежности трубы. При чрезмерном нагреве во время соединения возможен загиб края трубы, что вызывает уменьшение проходного диаметра;
- при соединении детали должны надежно фиксироваться друг с другом. Не допускаются смещения и повороты деталей во время остывания.

Если при пайке полипропиленовых труб были нарушены какие-либо из этих требований, то место выполненного соединения необходимо вырезать, после чего произвести повторную пайку.

Есть вопросы о продукции Lammin?
Чтобы приобрести инженерную сантехнику оптом или стать дилером Lammin, звоните!
+7 (800) 700-83-55
+7 (800) 700-83-55
Узнайте подробнее, как правильно паять полипропиленовые трубы, а также какой ошибки можно допустить при сварке.
Полифузная или раструбная сварка – это метод монтажа пластиковых труб в системе отопления и водоснабжения. При таком способе сборки трубопровода возникает однородный стык, который даже прочнее чем сама труба.
В этом материале расскажем, какой специальный инструмент потребуется для пайки трубопровода из полипропилена. А также подробно опишем последовательность выполнения работ.
Внимание! Инструкции, приведенные в данной статье, и представленные видео не гарантируют правильность самостоятельного монтажа ППР-труб. За счет того, что пайка ПП труб производится вручную, на её качество влияет человеческий фактор и опыт монтажника. Для качественной сварки, рекомендуем обращаться к высококвалифицированным специалистам.
Что нужно для пайки трубопровода из полипропилена?
При проведении монтажа труб из полипропилена необходимо убедиться, что внутренний диаметр муфт и фитингов соответствует внешнему сечению труб с необходимым допуском. Сварку труб и фитингов диаметром до 40-50 мм можно запросто производить вручную.
Для монтажа трубопровода необходимы следующие инструменты:
- Сварочный аппарат для пайки, оборудованный сварочными насадками подходящего размера.
- Труборез для ПП труб (например, ножницы или резак).
- Торцеватель.
- Рулетка и маркер.
Инструкция по сварке полипропиленовых труб:
-
Устанавливаем температуру нагрева.
 При помощи регулятора устанавливаем температуру нагрева на сварочном аппарате и включаем устройство в сеть. Оптимальная температура пайки составляет 240-260°С. После отключения контрольных индикаторов приступаем к пайке.
При помощи регулятора устанавливаем температуру нагрева на сварочном аппарате и включаем устройство в сеть. Оптимальная температура пайки составляет 240-260°С. После отключения контрольных индикаторов приступаем к пайке. -
Отрезаем полипропиленовую трубу необходимой длины.
Перед сваркой проверьте, правильно ли работают труборезы для полипропиленовых труб. Всегда используются острые ножницы и резаки высокого качества.
Отрезаем полипропиленовую трубу необходимой длины. При помощи торцевателя удаляем средний фольгированный слой на глубину 1-2 мм. Перед пайкой рекомендуем очистить и обезжирить торцы трубы и фитинг.
-
Обозначаем глубину вставки.
Глубина вставки трубы в соединительного элемента зависит от диаметра трубопровода (см. таблицу). На трубе обозначаем ее маркером.D трубы [мм]
Глубина вставки [мм]
16
13
20
14
25
15
-
Нагреваем соединительные элементы.
Надеваем подготовленную трубу на сварочную насадку паяльника и необходимый ПП фитинг вставляем в ответную часть аппарата. Делаем это одновременно.
Обращаем ваше внимание! Не соединяйте фитинг и трубу без предварительного нагрева, иначе сварка получится некачественной.
-
Ждем определенное время сварки.
Ждем определенное количество секунд, необходимые для нагрева трубы и соединяющего элемента. В зависимости от диаметра трубы и толщины стенок время нагрева может быть разным (смотрите таблицу).
При нагревании детали не поворачиваем. Точкой отсчета является тот момент, когда свариваемые элементы были полностью надеты на насадку.
-
Выполняем пайку
 Снимаем свариваемые детали со сварочного аппарата и выполняем пайку, медленно и равномерно вставляя нагретый конец трубы в разогретый фитинг. В течение 5 секунд можно подкорректировать положение соединяемых деталей.
Снимаем свариваемые детали со сварочного аппарата и выполняем пайку, медленно и равномерно вставляя нагретый конец трубы в разогретый фитинг. В течение 5 секунд можно подкорректировать положение соединяемых деталей.
Категорически запрещается поворачивать детали по кругу при их стыковке.
-
Проверка выполненных работ.
Ждем, пока соединение не остынет, зафиксировав элементы на несколько секунд. Визуально проверяем герметичность шва.
-
Пайка полипропиленовой трубы окончена.
 При помощи регулятора устанавливаем температуру нагрева на сварочном аппарате и включаем устройство в сеть. Оптимальная температура пайки составляет 240-260°С. После отключения контрольных индикаторов приступаем к пайке.
При помощи регулятора устанавливаем температуру нагрева на сварочном аппарате и включаем устройство в сеть. Оптимальная температура пайки составляет 240-260°С. После отключения контрольных индикаторов приступаем к пайке. Перед сваркой проверьте, правильно ли работают труборезы для полипропиленовых труб. Всегда используются острые ножницы и резаки высокого качества.
Перед сваркой проверьте, правильно ли работают труборезы для полипропиленовых труб. Всегда используются острые ножницы и резаки высокого качества.
 Глубина вставки трубы в соединительного элемента зависит от диаметра трубопровода (см. таблицу). На трубе обозначаем ее маркером.
Глубина вставки трубы в соединительного элемента зависит от диаметра трубопровода (см. таблицу). На трубе обозначаем ее маркером. Надеваем подготовленную трубу на сварочную насадку паяльника и необходимый ПП фитинг вставляем в ответную часть аппарата. Делаем это одновременно.
Надеваем подготовленную трубу на сварочную насадку паяльника и необходимый ПП фитинг вставляем в ответную часть аппарата. Делаем это одновременно.

 Снимаем свариваемые детали со сварочного аппарата и выполняем пайку, медленно и равномерно вставляя нагретый конец трубы в разогретый фитинг. В течение 5 секунд можно подкорректировать положение соединяемых деталей.
Снимаем свариваемые детали со сварочного аппарата и выполняем пайку, медленно и равномерно вставляя нагретый конец трубы в разогретый фитинг. В течение 5 секунд можно подкорректировать положение соединяемых деталей.

Следуя всем правилам и параметрам, вы получите прочный и однородный сварной шов. Полная нагрузка на шов может быть произведена после его полного охлаждения. Как правило, для этого потребуется 1 час.
Ошибки, допускаемые при пайке ПП-трубопровода

Даже в случае четкого следования всем инструкциям по монтажу полипропиленового трубопровода, с легкостью можно допустить ошибки. Вот самые распространенные из них:
- Поверхность соединяемых труб и фитингов загрязнена или мокрая.
- Перегрев или недостаточный нагрев соединяемых частей.
- Неправильная стыковка элементов.
- Превышено время соединения после разогрева фитингов.
- Элементы разных производителей, некачественные материалы.
- Чрезмерные усилия при соединении или наоборот недостаточное (труба вставлена не до упора).
Итог
Метод пайки «на горячую» позволяет обеспечить герметичность соединения трубопровода. При этом данный способ монтажа можно выполнить своими руками. Главное, соблюдать необходимые правила пайки полипропиленовых труб.
А какой тип трубопровода проведен в вашем доме? Выполняли вы его монтаж самостоятельно или прибегали к помощи специалистов? Делитесь своим опытом и рекомендациями в комментариях.

Время пайки полипропиленовых труб является важнейшим технологическим параметрам, соблюдение которого определяет герметичность и прочность соединения стыкуемых труб.
Монтаж полипропиленовых трубопроводов способом диффузионной пайки сокращает время и стоимость работ.
Выбор полипропиленовых труб
Свойства труб
Свойства полипропиленовых труб зависят от основных свойств полипропилена!
Трубы из полипропилена обладают механической прочностью, низкой теплопроводностью, пластичностью.
Полипропилен химически инертен и устойчив к воздействиям агрессивной среды.
В состав полипропилена при изготовлении труб включаются химические добавки для усиления его свойств!
Виды труб
Основные виды полипропиленовых труб:
- PP-H или PP-1 – труба из гомополимера полипропилена, молекулы которого состоят из мономерных (одинаковых по строению и размеру) звеньев.
Труба PP-H устойчива к химическим агрессивным средам и повышенному давлению, но не устойчива к воздействию повышенной температуры.
PP-H труба применяется для холодного водоснабжения, канализации, дренажа, вентиляции.

- PP-B или PP-2 – труба из блок-сополимера полипропилена, молекулы которого состоят из регулярно чередующихся гомополимерных различающихся блоков.
Труба PP-B обладает преимуществами трубы PP-H, а также выдерживает колебания температур не выше 50 градусов Цельсия. Труба обладает ударной вязкостью и термостойкостью.
PP-B труба применяется, в основном, для канализации. Может применяться для участков горячего водоснабжения и отопления с температурой теплоносителя не выше 50 градусов.
- PPRC, PPR или PP-3 – труба из рандом-сополимера полипропилена, в структуре которого молекулы пропилена и других веществ расположены случайным образом.

Труба PPR обладает преимуществами трубы PP-H, а также выдерживает колебания температур и внутреннего давления. Труба обладает повышенной термостойкостью и прочностью за счет молекул этилена.
PPR труба используется в системах горячего водоснабжения и отопления при температуре теплоносителя выше 50 градусов Цельсия. Труба PPR чаще труб других видов применяется при монтаже трубопроводов в частных домохозяйствах.
Трубу PPR иногда называют ппр-трубой!
Полипропиленовые трубы PPR в зависимости от устойчивости к высоким температурам и давлению маркируются PN 10 – PN 25:

Параметры труб
Физические параметры (диаметр, толщина стенок) труб PN 10 – PN 25 приведены в таблице:

Срок эксплуатации
Срок эксплуатации труб в зависимости от условий эксплуатации приведен в таблице:

Армирование
Для улучшения эксплуатационных свойств PPR трубы армируют!
Армирование позволяет уменьшить тепловое расширение и увеличить максимальную температуру применения трубы.
Коэффициент линейного расширения:
- для трубы PPR без армирования – 0,15 мм/мК (около 10 мм на 1 м);
- для трубы PPR с армированием алюминиевой фольгой – 0,03 мм/мК (около 3 мм на 1 м);
- для трубы PPR с армированием стекловолокном – 0,035 мм/мК (около 4 мм на 1 м).
Армирование производится:
- Алюминиевой или перфорированной алюминиевой фольгой толщиной от 0,1 до 0,5 мм. Слои трубы соединяются с помощью склеивания при производстве. Труба пропускает кислород, возможна коррозия алюминия. При монтаже требует подготовки торцов и зачистки слоя фольги.
- Сеткой из стекловолокна или полипропилена, пошитого стекловолокном. Слои трубы сплавляются при производстве и образуют монолитную структуру. Труба не пропускает кислород. Монтаж производится по технологии пайки полипропиленовой трубы.

Армирующий слой располагается между слоями полипропилена!
В маркировке труб применяются следующие обозначения армирующего слоя: AL или Al – алюминиевая фольга, GF (FB) или Gf – стекловолокно.
Основные используемые типы труб:
- PPR – стандартная ппр-труба.
- PPR-FB-PPR – армированная стекловолокном ппр-труба.
- PPR-AL-PPR – армированная алюминиевой фольгой ппр-труба.
- PPR/PPR-GF/PPR – армированная композитом стекловолокна с полипропиленом.
- PP-RCT-AL-PPR – внешний слой модифицированный полипропилен, армирующий из фольги, внутренний ппр-труба.
Пайка полипропиленовых труб
Диффузионная пайка применяется для труб диаметром от 16 до 60 мм.
При больших диаметрах труб применяется стыковая сварка!

Для диффузионной пайки используется специальный сварочный аппарат, схожий по конструкции с паяльником.
Сварочные аппараты для пайки полипропиленовых труб называют паяльником или утюгом!
К нагревательному элементу сварочного аппарата присоединяются насадки в виде дорна и гильзы, соответствующие диаметру трубы.
При диффузионной пайке используются специальные соединительные муфты. Разнообразие муфт позволяет монтировать трубопроводы любой сложности, в том числе переходить на другие виды труб и арматуры.
Инструкция по пайке
Пайку труб проводите в хорошо проветриваемом помещении для отвода токсичных веществ, выделяемых при расплавлении труб.
Для соединения двух отрезков трубы подготовьте торцы соединяемых отрезков.
Для этого ножницами для резки полипропиленовых труб обрежьте торец перпендикулярно трубе.
В случае наличия алюминиевого армирующего слоя удалите фольгу торцевателем или шейвером!

Снимите фаску с торца трубы.
Очистите подготовленные торцы и муфты от пыли и обезжирьте их.
Отметьте маркером ширину сварочного шва на торце трубы, а также линию, параллельную оси трубы, на соединяемых элементах!
Включите сварочный аппарат (паяльник), выставите температур сварки 260 градусов Цельсия.
Подготовьте насадки для паяльника нужного размера. Установите насадки на паяльник.
При достижении заданной температуры на паяльнике загорится индикатор!
Поместите в насадку-гильзу торец трубы на глубину пайки, в насадку-дорн соединительную муфту.
Выдержите соединяемые детали на паяльнике в течении времени нагрева, указанного в таблице.
Снимите детали с насадок и состыкуйте их друг с другом.

При стыковке соблюдайте линию, параллельную оси трубы!
Выдержите соединяемые детали неподвижно в течении времени соединения, указанного в таблице.
По истечении времени остывания, указанного в таблице, соединением можно пользоваться.
Параметры пайки
Температура нагрева, ширина сварочного пояса, время нагрева, время сварки, время остывания, диаметр соединяемых труб являются основными параметрами пайки полипропиленовых труб.
Температура нагрева
Стандартное значение температуры пайки полипропиленовых труб составляет 260 градусов Цельсия. Временные параметры пайки труб приведены в таблице для стандартного значения температуры.
При увеличении температуры снижается качество соединений!
Типовым следствием пайки труб при температуре, большей стандартной, является сужение проходного диаметра трубы в месте сварного шва за счет образования наплавления шва.

Допускается пайка полипропиленовых труб с использованием температуры до 280 градусов Цельсия. При этом параметры времени пайки подбираются экспериментально.
Время пайки
Время пайки полипропиленовых труб зависит от вида трубы, температуры и влажности воздуха в помещении!
Параметр времени пайки состоит из времени нагрева, сварки и остывания.
Под временем нагрева понимается время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
Время сварки – это время выдержки соединения прогретых элементов между собой.
Под временем остывания понимается время образования монолитного сварного шва.
Время пайки полипропиленовых труб определяются из таблицы пайки полипропиленовых труб.
Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%!
При понижении температуры воздуха на каждые 5 градусов Цельсия время нагрева увеличивается в 2 раза.
Время нагрева определяется экспериментально по результатам пайки первого шва!
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки
Таблица для пайки полипропиленовых труб приведена на рисунке:

Время пайки полипропиленовых труб приводится в инструкции по эксплуатации к Вашему сварочному аппарату.
Прежде чем начинать монтаж трубопроводов, внимательно ознакомьтесь с инструкцией. Соблюдая указания инструкции по эксплуатации, Вы получите надежные герметичные соединения полипропиленовых труб.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащается разнообразными инженерными коммуникациями. А раз так, то или в процессе строительства, или при проведении ремонта либо реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – водопроводных и системы отопления. Мало кого сейчас прельщает трудоёмкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые не всем под силу – резкой, гибкой, электро- или газосваркой, нарезкой резьбы и т.п. Плюс к тому, к «запаковке» каждого резьбового соединения необходим особый подход, чтобы соединительный узел получился высококачественным, без протечек.
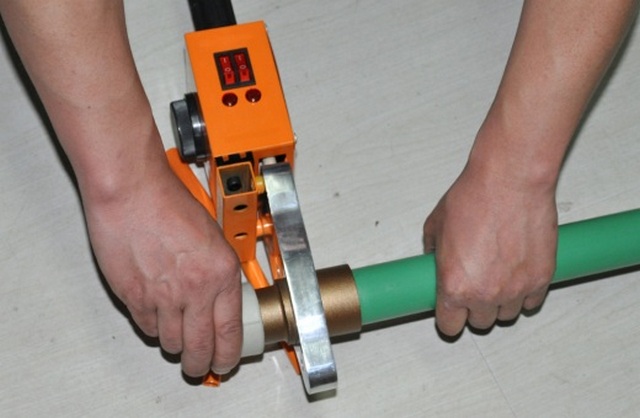
Пайка полипропиленовых труб инструкция
Как хорошо, что современные технологии позволяют обойтись безо всей этой мороки, применив полипропиленовые трубы. При правильном выборе материала и качественно проведенном монтаже, водопровод и контуры отопления практически ни в чем не отступают стальным, по многим позициям – намного превосходят их. Кроме того, не настолько сложна и сама пайка полипропиленовых труб инструкция по выполнению которой будет рассмотрена в настоящей публикации.
Не все полипропиленовые трубы – одинаковы
Содержание статьи
- 1 Не все полипропиленовые трубы – одинаковы
- 2 Способы соединения полипропиленовых труб
- 3 Что потребуется для проведения монтажных работ
- 4 Как проводится пайка полипропиленовых труб
- 4.1 Общие технологические приемы сварки полипропиленовых труб
- 4.2 Особенности работы с трубами, имеющими алюминиевое армирование
- 5 Несколько рекомендаций, как избежать типичных ошибок
- 5.1 Видео: мастер делится секретами качественной пайки полипропиленовых труб
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» — совершенно недопустим. Последствия для неразборчивого домашнего мастера могут быть весьма печальными – от деформации проложенного трубопровода до его разрыва или появления течей в соединительных узлах.

Разнообразие полипропиленовых труб – достаточно широкое, и необходимо уметь проводить правильный выбор под конкретные условия эксплуатации.
Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты. Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ?63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру — вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармонирующего цветового «пятна».

Сам по себе цвет тела трубы не говорит практически ни о чем
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Она помогает уже просто не ошибиться в период проведения монтажа системы. Кстати, ещё продольная линия хороша и тем, что становится хорошим ориентиром при стыковке сопрягаемых деталей по время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб | |
|---|---|---|---|
| МПа | технических атмосфер, бар | ||
| PN -10 | 1.0 | 10.2 | Холодное водоснабжение. Как исключение — магистрали подводки к контурам водяного «теплого пола», с масимальной рабочей температурой теплоносителя до 45 °С . Материал самый доступный по стоимости — по причине не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1.6 | 16.3 | Самый ходовой вариант для автоDомных систем холодного и горячего водоснабжения, с рабочей температурой не более 60?С, давлением не выше 1,6 МПа. |
| PN -20 | 2.0 | 20.4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантированно отсутсвуют гидроудары. Температура теплоносителя не должна превышать 80 ?С. |
| PN -25 | 2.5 | 25.5 | Горячее централизованное водоснабжение, системы отопления с темпратурой теплоносителя до 90?95?С, в том числе — и центральные. Самый прочный, ни и самый дорогой тип труб. |
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2.2 | 10.6 | 2.7 | — | — |
| 20 | 16.2 | 1.9 | 14.4 | 2.8 | 13.2 | 3.4 | 13.2 | 3.4 |
| 25 | 20.5 | 2.3 | 18 | 3.5 | 16.6 | 4.2 | 16.6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21.2 | 5.4 | 21.2 | 3 |
| 40 | 32.6 | 3.7 | 28.8 | 5.5 | 26.6 | 6.7 | 26.6 | 3.7 |
| 50 | 40.8 | 4.6 | 36.2 | 6.9 | 33.2 | 8.4 | 33.2 | 4.6 |
| 63 | 51.4 | 5.8 | 45.6 | 8.4 | 42 | 10.5 | 42 | 5.8 |
| 75 | 61.2 | 6.9 | 54.2 | 10.3 | 50 | 12.5 | 50 | 6.9 |
| 90 | 73.6 | 8.2 | 65 | 12.3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15.1 | 73.2 | 18.4 | — | — |
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.

Верхний ряд – трубы со стеклопластиковым армированием, нижний – с алюминиевым
Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
И стекловолоконное, и алюминиевое армирование существенно снижает температурное линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером против кислородной диффузии – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения, м?10 ?? /?С |
Показатели диффузии кислорода, мг/м?? 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1.8 | 900 | |
| Многослойные трубы: | |||
| Полипропиленовые, армированные стекловолокном. | PPR-GF-PPR | 0.35 | 900 |
| Полипропиленовые, армированные алюминием. | PPR-AL-PPR | 0.26 | 0 |
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:
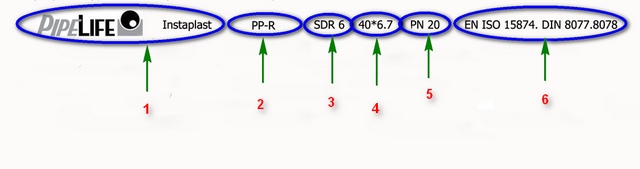
Пример буквенно-цифровой маркировки полипропиленовой трубы
1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственного впаивания в полипропиленовую трубную разводку.

Широкое разнообразие комплектующих к полипропиленовым трубам
Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
Принцип проведения подобной сварки показан на схемах ниже.
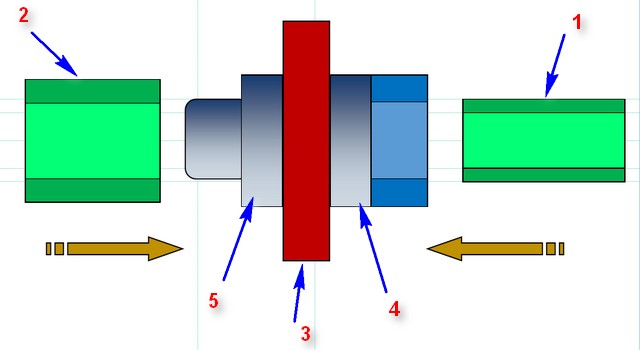
Принцип муфтовой сварки ПП-труб, схема №1
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.
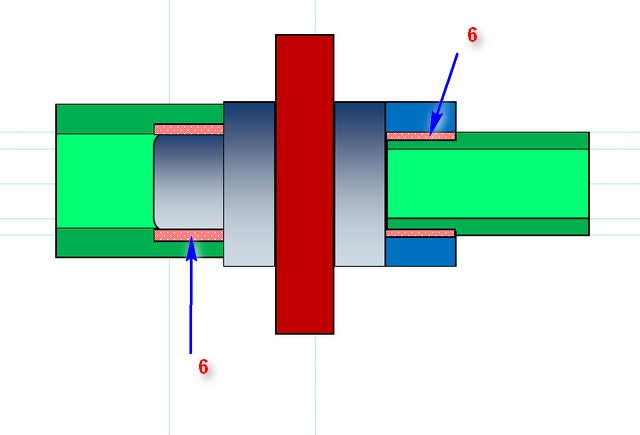
Принцип муфтовой сварки ПП-труб, схема №2
В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.
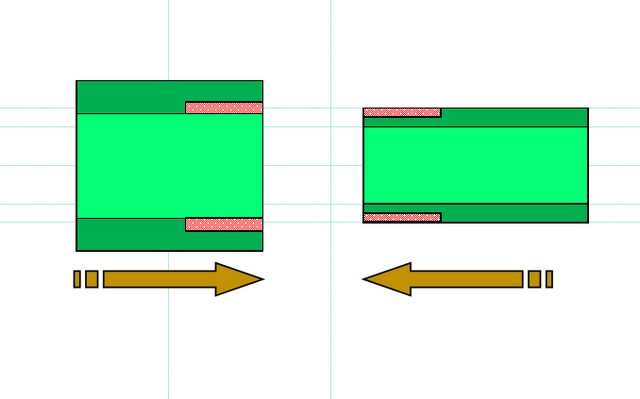
Принцип муфтовой сварки ПП-труб, схема №3
Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.
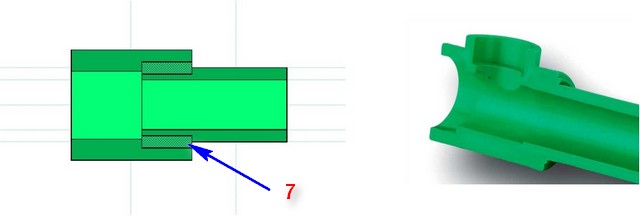
Принцип муфтовой сварки ПП-труб, схема №4
На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.
Принцип стыковой сварки ПП-труб, схема №1
Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.
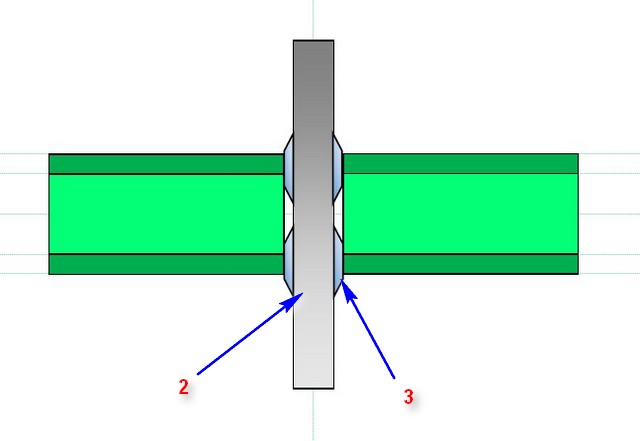
Принцип стыковой сварки ПП-труб, схема №2
Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)
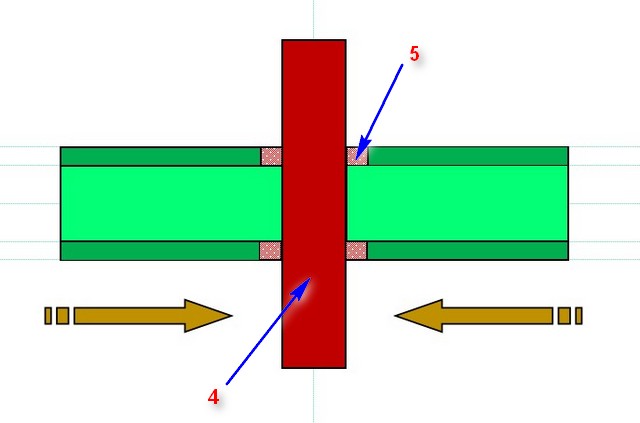
Принцип стыковой сварки ПП-труб, схема №3
Далее, торцеватель снимается, а на его место устанавливается двухсторонний плоский нагревательный элемент (поз. 4), который должен стоять строго перпендикулярно оси труб.
Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).
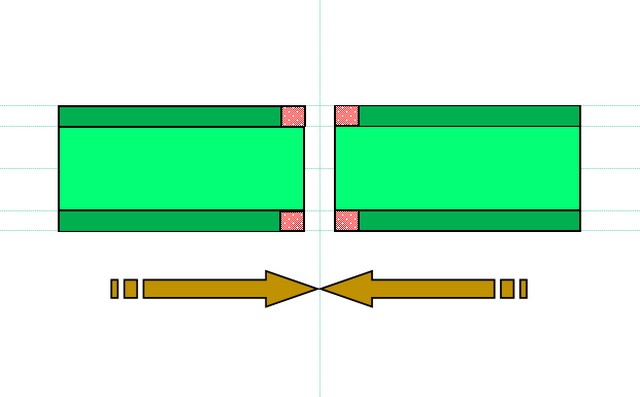
Принцип стыковой сварки ПП-труб, схема №4
Далее, следует фаза сжатия труб, для обеспечения полифузии материала.
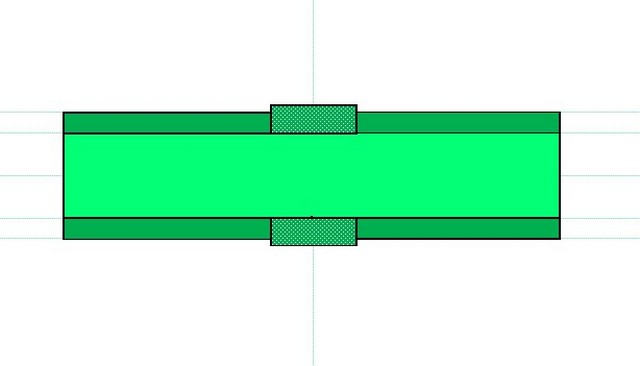
Принцип стыковой сварки ПП-труб, схема №4
И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей. В данном же случае требуется приложение значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможно соблюсти только при использовании специального, достаточно сложного аппарата станочного типа.

Одна из моделей установок для стыковой сварки полимерных труб
Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

«Холодное» сваривание полимерных труб с помощью агрессивного клея – слишком много недостатков
Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
Что потребуется для проведения монтажных работ
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) полипропиленовых труб. Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.
- В первую очередь это, безусловно, аппарат для сварки полипропиленовых труб. Стоит такой инструмент – не столь дорого, и многие рачительные хозяева уже имеют его в своем домашнем «арсенале».

Основной инструмент – это аппарат для сварки полипропиленовых труб
К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
Если решились покупать аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной аппаратам для сварки полипропиленовых труб.
 Если решились покупать аппарат для сварки полипропиленовых труб …
Если решились покупать аппарат для сварки полипропиленовых труб …По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.
- Для нарезки трубы требуются особые ножницы. Причем, они должны быть остро отточены, с исправным трещоточным механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или искривлений.

Специальные ножницы обеспечат точный и ровный рез трубы
Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
- Необходимо приготовить инструмент для разметки – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, приходится прибегать к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевым армированием, то необходимы дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.

Шейвер необходим при работе с трубами, имеющими внешнее алюминиевое армирование
— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.

Торцеватель – инструмент для снятия фаски с труб, имеющим внутреннее алюминиевое армирование
Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.
- Многие это упускают из виду, но свариваемые участки труб и муфт должны очищаться от грязи, пыли, влаги, а затем и обезжириваться. Значит, необходимо приготовить чистую ветошь и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).

Изопропиловый спирт – отлично подойдет для обезжиривания свариваемых участков
А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть
- Необходимо позаботиться и о защите рук. Работать ими придется в непосредственной близости от нагревательного элемента аппарата, и получить серьезный ожог – проще простого.

Не занимайтесь пайкой полипропиленовых труб без перчаток!
Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагреве полипропилена выделяется газ с резким запахом. Запах еще не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, опробовано на «собственной шкуре». Автор этих строк сутки провалялся с температурой под 39° после семи часов работы в достаточно просторном совмещенном санузле, с, казалось бы, неплохо работающей вентиляционной отдушиной. Не повторяйте ошибок!
Как проводится пайка полипропиленовых труб
Общие технологические приемы сварки полипропиленовых труб
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.

Схема перенесена на стены, а по линиям расположения труб стразу установлены клипсы.
Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.
- Готовится к работе паяльный аппарат. На его нагреватель надеваются и затягиваются винтом рабочие пары – муфты и дорны необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то нечего и мудрить – одевается одна пара, максимально близко к концу нагревателя.

Установка рабочей нагревательной пары – муфты и дорна
Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.
- Работать будет намного удобнее, если аппарат будет жестко закреплен на рабочей поверхности верстака. Очень здорово, если конструкцией предусмотрен винт по типу струбцины, для крепления на краю столешницы. Но и с обычным аппаратом можно постараться придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручивают саморезами к верстаку.

Ножки подставки зафиксированы на поверхности верстака
Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.

Фиксация самого паяльника на подставке саморезом
- Паяльник включается в сеть. Если у него есть регулировка температуры, то выставляется примерно 260 °С – это оптимальная температура для работы с полипропиленом. Не следует никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – уже 270 и так далее — по нарастающей. Температура едина, просто изменяется время прогрева сопрягаемых деталей. Во всяком случае, те таблицы, которые прилагает производитель в паспорте изделия, и которая будет размещена ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- Обычно на паяльнике имеется световая индикация. Горящая красная лампочка говорит о том, что работает нагревательный элемент. Зеленая – аппарат достиг рабочего режима.

Световые индикаторы работы паяльного аппарата
Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали – отрезается необходимый кусок трубы, побирается соединительный элемент, согласно схеме монтажа.

Отрезание обходимого участка трубы ножницами
- Не многие это делают, а между тем технология требует – обязательная очистка участка соединения от возможной грязи и пыли, и обезжиривание. Кроме того, совершенно недопустимы даже малейшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рискует рано или поздно потечь.
- Следующий шаг – это разметка соединения. На трубе необходимо отмерить от торца и карандашом (маркером) отметить длину пояса провара. Именно до этой отметки труба будет вводиться в нагревательную муфту, затем – и в соединительную деталь. Для каждого диаметра установлена своя величина – она будет указана в таблице ниже.

Карандашом отмечена длины участка будущего провара трубы
Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.
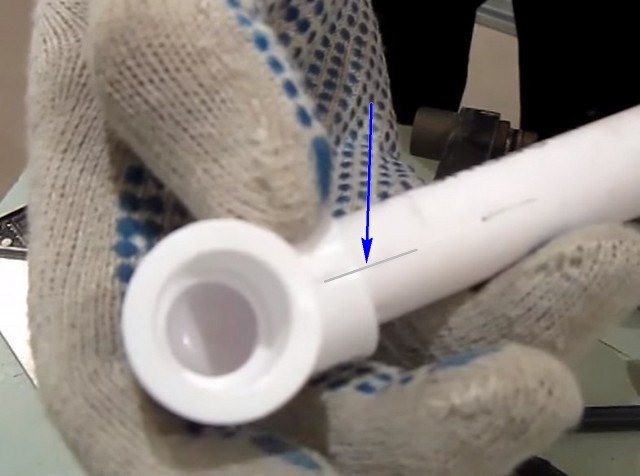
Проведенная риска поможет правильно сориентировать детали при монтаже
Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
- Следующий шаг – это уже непосредственно пайка соединения. Она в свою очередь, также включает несколько фаз:
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.

Обе детали надеваются на нагревательную рабочую пару одновременно
— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.
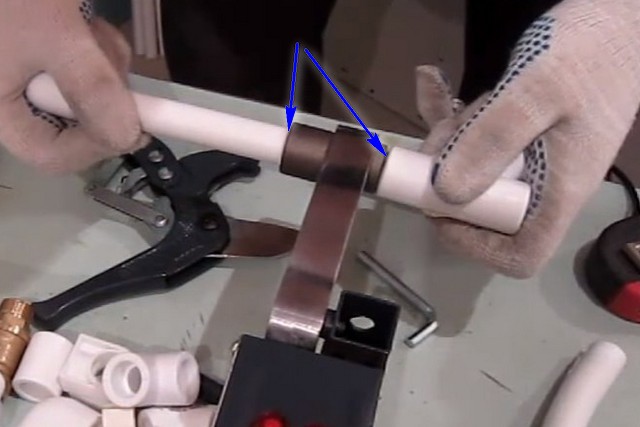
Труба вставляется до нанесенной метки, соединительная деталь надевается до упора
— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки. Легкая корректировка, без проворачивания относительно оси, допускается только в течение одной-двух секунд.
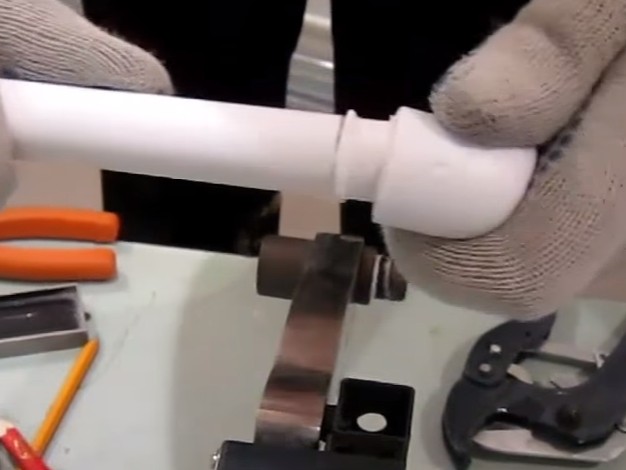
Разогретые детали вставляются одна в другую. Старайтесь не допустить перекоса!
— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.

После сборки узел удерживается в заданном положении для обеспечения надежной его фиксации.
— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период прогрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. — Если работы проводятся ну улице или в холодном помещении при температуре ниже +5°С, то срок прогрева увеличивают на 50%. |
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения — у мастеров единства взглядов нет. Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент — тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.

Качественная пайка узла – аккуратное соединение, без помех для прохождения воды
А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.

Результат перегрева деталей – проход явно сузился, и соединительный узел можно считать бракованным.
Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами, имеющими алюминиевое армирование
Как уже упоминалось выше, здесь возможны два варианта – слой армирования расположен около поверхности трубы, или же в глубине стенки. Соответственно, различаются и методы подготовки трубы к свариванию.
- Понятно, что расположенные у поверхности слой алюминия просто не даст провести полноценный прогрев и соединение узла. Кроме того, подобные трубы всегда имеют диаметр чуть выше, и попросту не войдут ни в нагревательную муфту, ни в соединительные элемент. Значит, необходим счистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент – шейвер. В него вставляют отрезок трубы и начинают проворачивать – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.

Работа шейвера и готовый результат – конец трубы зачищен и готов к сварке
Обработку ведут до упора трубы в дно инструмента – размеры шейвера предусмотрены такими, что он срежет фольгу ровно в той полосе, которая и требуется для сварного соединения при данном диаметре, то есть можно даже не проводить соответствующую разметку.
При пайке весь очищенный участок должен быть прогрет, а потом вставлен в соединительную деталь полностью. Оставлять снаружи даже тонкую полоску защищенной трубы – запрещается.
- Если алюминиевая фольга спрятана в тоще материала, то она, казалось бы, никак не помещает качественной пайке. Но здесь уже есть другой нюанс.
Если труба не будет защищена с торца, то проходящая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме этого, может начать корродировать, терять свою прочность. Итогом такого расслоения сначала становятся «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
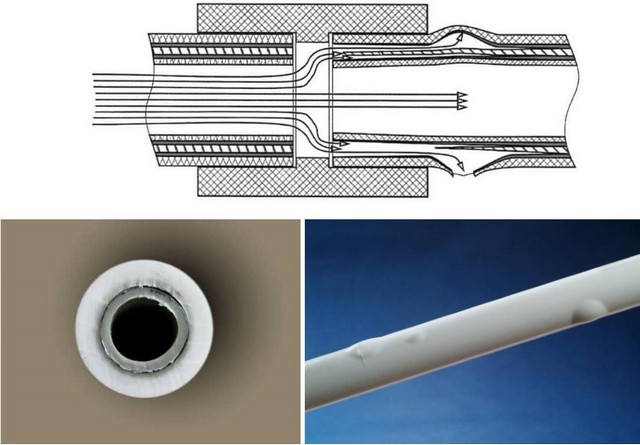
Схема и иллюстрации, объясняющие необходимость торцевания трубы с внутренним алюминиевым армированием
Выход — создать такие условия, чтобы при проведении сварки торец трубы и алюминиевый слой были бы полностью закрыты расплавленным полипропиленом. А этого можно достичь, проведя обработку специальным инструментом, о котором говорилось выше –торцевателем.
Внешне он может быть схожим с шейвером, но ножи его расположены иначе – они точно выровняют торец, срежут фаску и удалят тонкую, порядка 1.5 – 2 мм от обреза, полоску алюминиевой фольги по окружности. При прогреве и в ходе сопряжения деталей создаваемый буртик расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы со стекловолоконным армированием никаких особенностей монтажа не имеют.
Несколько рекомендаций, как избежать типичных ошибок
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.

Готовый узел водопровода, собранный на столе …
Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.

… и вваривание готового узла по месту его установки
Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, а выполнить его – нет никакой возможности. Что делать?

Выход из положения – разрезать трубу и вварить разборный соединительный узел.
Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.
- Если хоть какой-то узел в ходе монтажа вызывает даже малейшие сомнения – безо всякого сожаления его следует вырезать и вварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но вот если со временем такой сомнительный участок вдруг даст протечку – последствия могут быть весьма печальными.
- О следующей группе ошибок уже говорилось выше – это нарушение технологии пайки труб. Сюда можно отнести недостаточный или чрезмерный прогрев. Усилие, приложенное к деталям при соединении, должно быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы – труба не входит в гнездо соединительной детали до конца, там остается небольшой участок с увеличенным диаметром и утончённой стенкой – потенциальное место прорыва!

Руки у «мастера», проводившего когда-то эту пайку полипропиленовых труб, явно растут не из того места…
- Не забывайте про очистку свариваемых деталей от грязи и жира. Возможно, это кажется несущественным, но в практике – вполне достаточно случаев, когда подобное пренебрежение впоследствии оборачивалось слабым соединением и образованием протечки.
- Очень опасны попытки изменить положение деталей в период схватывания и остывания соединения. Внешне это может и не проявиться, но в соединительном шве появляются микротрещины, который впоследствии приводят к авариям. Не нравится соединенный узел – «в топку» его, и делайте новый, но не пытайтесь изменить!
- При зачистке армированной трубы на очищенном участке не должно оставаться даже крошечного фрагмента фольги – это способно стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как проиграть можно намного больше, тем более что даже брендовые полипропиленовые трубы и комплектующие к ним – не настолько дороги. Но известны случаи, когда при монтаже качественных труб, проведенном с точным соблюдением технологии, соединительные узлы все же со временем начинали подводить. А причина проста – использовался действительно качественный материал, но различных производителей. Несущественные, казалось бы, отличия в химическом составе и физико-технических характеристиках полипропилена давали такой неожиданный результат – полноценная диффузия расплавов не достигалась.
Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб: