
1. Выбор типа порошковой краскиПорошковые краски (ПК) делятся на 2 основные группы: термореактивные и термопластичные.
Во время нагревания термореактивных ПК происходит химическая реакция (образуются химически сшитые покрытия), которая придает покрытию высокие эксплуатационные свойства – высокую твердость, термостойкость, адгезию к подложке, защитные и декоративные свойства. При формировании термопластичных покрытий происходят только физические процессы – плавления ПК и затвердевания. Покрытия из термопластичных ПК более мягкие, пластичные (пример – покрытия из полиэтилена, полиамидов), обладают, как правило, низкой адгезией и не могут быть использованы при повышенных температурах (более 100-1200С). В настоящее время для получения защитных и декоративных покрытий используются в основном термореактивные ПК.
Термореактивные ПК по типу пленкообразующей основы делятся на эпоксидные, эпоксиполиэфирные, полиэфирные, полиуретановые, полиакрилатные и т.д.
Пленкообразующая основа оказывает решающее влияние на свойства покрытия.
Эпоксидные ПК. Широко используются для получения защитных и декоративных покрытий. Им свойственны – механическая прочность, хорошая адгезия, стойкость к растворителям. Однако при перегреве эпоксидные ПК желтеют. Эта способность очень важна в плане подхода к более тщательной термической обработке этого типа красок. Необходимо строго выдерживать указанный в паспорте на краску температурный режим отверждения. В противном случае возможно изменение цвета, ухудшение адгезионных свойств, а в конечном итоге эксплуатационных характеристик. При воздействии ультрафиолетового излучения (солнечный свет) верхний слой разрушается «мелит» (становится мелоподобным). Этот эффект, как правило, не влияет на защитные свойства покрытия, а вызывает только ухудшение эстетического вида изделия.
Эпоксидно-полиэфирные ПК. В состав эпоксиполиэфирных ПК входят эпоксидные и полиэфирные пленкообразователи, реагирующие друг с другом при нагревании. Эпоксиполиэфирные ПК на сегодняшний день являются преобладающим видом ПК. Этот вид ПК имеет меньшую тенденцию к пожелтению и более устойчив к перегреву в печи (передержке изделия в сушильной камере).
Полиэфирные ПК. Эти краски предназначены прежде всего для изделий, эксплуатирующихся вне помещения и в тех случаях, когда пожелтение покрытий при перегреве не допускается. Полиэфирные ПК не «мелят» на открытом воздухе, поэтому широко используются для покрытия фасадных элементов, алюминиевых профилей для окон и т.д. Отличие от других ПК – несколько меньшая их устойчивость к растворителям.
Полиуретановые ПК. Относительно других красок более дорогостоящие. Обладают исключительной атмосферостойкостью, большей стойкостью к истиранию. По сравнению с другими красками используются относительно редко.
Акрилатные ПК. Применяются прежде всего для покрытия изделий подвергающихся внешнему воздействию. Стоимость акрилатных ПК высока. Полиэфирные ПК имеют близкие эксплуатационные свойства, но более экономически выгодные.
По внешнему виду ПК могут быть глянцевыми, высокоглянцевыми, матовыми, полуматовыми.
По декоративному эффекту ПК различаются: существуют молотковые краски; краски, обеспечивающие текстурированную структуру – от эффекта апельсиновой корки до эффекта шероховатой наждачной бумаги; краски типа металлик; антифрикционные краски, для покрытий с требованием малого трения; непигментированные лаки для защиты неокрашенных металлических поверхностей, а также придания окрашенным поверхностям «глубинного» эффекта и для нанесения верхнего слоя на некоторые виды покрытий типа «металлик»; краски с повышенным содержанием цинка – порошковый праймер для антикоррозийной защиты стали; термостойкие ПК – особые полиэфирные ПК; краски для пористых поверхностей (например, для изделий из алюминиевых сплавов, горячеоцинкованных материалов или пористых сварочных швов), предотвращают образование пузырей и вздутий; многоцветные ПК, особый вид ПК, смесей ПК, создающих эффект «глубины» и сходство с натуральным материалом.
Конкретный тип ПК выбирается из вышеперечисленного перечня в зависимости от: 1. Условий будущей эксплуатации изделия (эксплуатация в помещении, в атмосфере, в воде, в почве, в агрессивных средах); 2. Типа металла (сталь, алюминий, цинк и т.д.); 3. Типа поверхности (сплошная, пористая, сварная и т.д.); 4. Необходимого декоративного или защитного эффекта.
Большой выбор красок для конкретных условий эксплуатации покрытий, гарантирующих высочайшее качество с учетом вышеперечисленных пунктов 1-4, например, предоставляет предприятие «Herberts Powder Coatings» входящее в немецкий химический концернHoechst AG.
2. Подготовка поверхности изделий под покраску
Перед нанесением защитного порошкового покрытия металлическая поверхность должна быть очищена от ржавчины и загрязнений.
Подготовка поверхности изделий под окраску включает механическую очистку, обработку щетками, абразивами, химическую очистку (травление), пескоструйную (дробеструйную) очистку.
Выбор метода механической очистки определяется назначением детали, условиями работы покрытия, необходимой степенью чистоты поверхности.
Наиболее высокие защитные свойства покрытия достигаются при пескоструйной (дробеструйной) обработке деталей, когда создается развитая активная поверхность. Пескоструйной обработке подвергаются детали, которые после окраски эксплуатируются в условиях неблагоприятного воздействия атмосферных факторов и агрессивных сред.
Обработка деталей щетками и абразивами производится при относительно небольших коррозионных явлениях. Ржавчина и окалина в этом случае снимается до чистого металла.
В случае, если механические виды очистки малоэффективны, например, в узких щелях и зазорах применяется травление. Травление чаще всего используют для удаления окалины и ржавчины образовавшейся при термической обработке или сварке.
Могут быть использованы следующие растворы: 10% H2SO4 , 0,5% тиокарбамид или 1% формальдегид, температура 200С; 20% HCl, 0,5% уротропина, 20-250С; 55% H3PO4 (плотность 1,4-1,6), 25% этанол, 20% Н2О при температуре 18-250С. После травления следует промывка водой и сушка.
После того как деталь очищена от продуктов коррозии, она подвергается обезжириванию (в случае значительного загрязнения детали маслом, въевшимся в ржавчину, обезжиривание предшествует химической обработке – травлению).
Обезжиривание может осуществляться с помощью органических растворителей, либо с помощью щелочных водных растворов.
Наиболее применимы для обезжиривания металлов денатурат, изопропанол и ацетон. Может использоваться дешевый растворитель 646, но токсичность его выше, чем у спиртов и ацетона. Приемлем скипидар. Бензин, уайт-спирит обладает меньшей растворяющей способностью, и имеют недостаток – низкую температуру воспламенения. Все работы с органическими растворителями проводятся с учетом мер пожарной безопасности, при работающей вытяжке. Из хлорированных углеводородов подходит только хлористый метилен (ПДК -50 мг/м3). Хлорированные углеводороды обладают очень хорошими обезжиривающими способностями.
Обезжиривание можно произвести растворами щелочей. Для сплавов железа, титана, никеля.
Состав раствора, г/л: NaOH 10-20, карбонат натрия 25-50, жидкое стекло 3-5, температура 60-800С, длительность 10-45 мин (метод окунания).
При струйном обезжиривании состав этих же компонентов находится в соотношении (частях) 15:15:3 на 1 л воды.
Температура 70-800С, время 0,75-1 мин.
Для обезжиривания алюминия применяется состав, % (масс):
бутиловый спирт 40, изопропиловый спирт 30, ортофосфорная кислота 10, вода 20. Спирты можно заменить бутилцелозольвом с добавлением 1-2% (масс) анионактивного ПАВ (например, сульфонола).
После щелочного обезжиривания деталь промывается большим количеством теплой воды и сушится. Далее деталь сразу же поступает на окраску. В случае необходимости хранения обезжиренных деталей производится пассивирование деталей.
Для обезжиривания и пассивации деталей из черных металлов с незначительными загрязнениями в моечных машинах или другими методами пользуются следующими составом (в г/л):
Сода кальцинированная 8-10;
ПАВ (ОП-7, ОП-10, синтанол АЛМ) 1;
Нитрит натрия 2-3, температура раствора 60-700С
Продолжительность 3-5 минут.
Обезжиривание и расконсервацию сильно загрязненных деталей из черных металлов осуществляют в моечных машинах (струйным методом) при 70-900С в течение 5-15 мин. Следующим составом (в г/л):
Сода кальцинированная 50;
Сульфонол 50
Для одновременного обезжиривания и травления деталей из черных металлов применим, например такой состав (в г/л):
Фосфорная кислота (плотность 1,8) 100-200;
Синтанол ДС 10 3,7;
Тринатрий фосфат 20-50
Длительность процесса в зависимости от величины жировых загрязнений и наличия ржавчины составляет 3-30 мин. После удаления загрязнений детали промывают водой, пассивируют при 60-700С раствором, содержащим 2-3 г/л нитрита натрия и 2-3 г/л кальцинированной соды.
Для удаления защитной пленки эмульсола с деталей из черных металлов рекомендуется следующий состав, г/л:
Тринатрий фосфат 8-10;
Жидкое стекло 2-4;
Едкий натр 3-5;
Нитрит натрия 6-8
Все вышеописанные растворы кислотного травления и щелочного обезжиривания представляют определенную опасность для персонала. Поэтому работа с составами производится в отдельном оборудованном помещении при помощи моечных машин или аппаратов струйного облива с соблюдением правил техники безопасности. Отработанные растворы кислот, щелочей, промывной воды должны быть подвергнуты утилизации. Слив в канализацию возможен только с соблюдением установленных санитарных норм.
Для того, чтобы уменьшить экологический вред и уложиться в нормы санитарного контроля предлагается проводить обезжиривание с помощью синтетических моющих средств (СМС) (стирального порошка, пасты). Для обезжиривания подходят бракованные партии СМС, которые достаточно дешево можно купить на заводе производителе. Обезжиривание производится горячими растворами СМС 1-5% концентрации в присутствии пеногасителей при температуре 70-800С в течение 10-20 минут, или струйным способом в течение 1-2 минут. При отсутствии таковых условий допускается обработка деталей ветошью, смоченных в теплых растворах СМС, с последующей обработкой горячей водой, сушкой и дополнительным обезжириванием имеющимся растворителем.
Контроль качества обезжиривания поверхности изделия
Для контроля качества обезжиривания поверхности с применением растворителей, на испытуемую поверхность наносят 2-3 капли бензина и выдерживают не менее 15 сек. Затем к испытуемой поверхности прижимают куски фильтровальной бумаги и держат до полного впитывания растворителя в бумагу.
На второй лист фильтровальной бумаги наносят 2-3 капли бензина и выдерживают до испарения растворителя. При дневном освещении визуально сравнивают внешний вид обоих кусков фильтровальной бумаги. Если масляное пятно на первом листе бумаги отсутствует, то качество обезжиривания считают удовлетворительным.
При последующей эксплуатации деталей, подлежащих окраске, внутри помещения достаточно качественного обезжиривания поверхности металла. Если окрашиваемая деталь предназначена для эксплуатации в атмосферных условиях, то необходимо произвести химическую обработку – фосфатирование для железных и цинковых поверхностей и хроматирование для алюминиевых деталей.
Фосфатирование осуществляется 15-20% растворами фосфорной кислоты с добавкой 1-3% танина.
В качестве танина используют дубовый или ивовый экстракты в виде водных растворов. Растворы наносят на поверхность кистью, или безвоздушным распылением.
Хроматирование осуществляют следующим составом (в г/л):
Фосфорная кислота 100;
Хромовый ангидрид 20;
Фторид натрия 5
Чтобы обеспечить качественную хроматную пленку, поверхность обрабатывают не менее 3 раз при температуре 20-250С. Все работы с кислыми составами производятся с соблюдением правил техники безопасности и производственной санитарии.
3. Технологический процесс нанесения и формирования покрытия
Техпроцесс нанесения и формирования покрытия включает следующие стадии:
- Подготовка ПК к работе;
- Подготовка изделия к окраске;
- Нанесение ПК;
- Формирование покрытия.
Подготовка ПК к работе
В условиях повышенной влажности в помещении (например, работа с ПК в летнее время) порошок подвергается комкованию, что приводит к «запиранию» распылителя (когда ПК не подается на сопло), либо к периодическому выбросу ПК (распылитель «плюется»). Возникают дефекты нанесения. В этом случае ПК необходимо просушить и просеять. ПК сушатся в термошкафу при температуре 40-500С в течение 1-2 часов. Краска рассыпается равномерным слоем на поддон и периодически перемешивается. После остывания краски до комнатной температуры ПК просеивается через сито 0,12-0,16. Готовая краска подается на стадию нанесения.
Нанесение ПК осуществляется при помощи пистолета электростатического нанесения или трибостатическим распылителем. Трибостатический распылитель в отличие от электростатического не имеет внешнего источника напряжения, а порошок заряжается трением о поверхность специального диэлектрического материала.
Трибостатические пистолеты более безопасны в плане возможного поражения током, электрическим разрядом, а также обеспечивают полную пожаробезопасность при нанесении.
Для трибостатического пистолета характерно отсутствие эффекта «клетки Фарадея» и эффекта «обратной короны», когда частицы краски плохо проникают в углы или замкнутые пространства, также подвергаются перезарядке и отталкиваются от поверхности изделия, что приводит к ухудшению внешнего вида изделия.
Пистолеты электростатического нанесения, как правило, имеют большую производительность и заряжают все виды порошков. Пистолет «Старт», использующийся на участке ПК имеет следующие характеристики:
Напряжение питания 220 В;
Напряжение на коронирующих электродах до 50 кВ;
Избыточное давление воздуха необходимое для нанесения ПК составляет 0,2-0,4 атм.
Сжатый воздух, который подается на распылитель в обязательном порядке, должен пройти через блок подготовки воздуха, включающий водомаслоотделитель и осушитель (емкость с силикагелем). Избыточное давление воздуха регулируется вентилем с манометром и поддерживается в диапазоне 0,2-0,4÷0,5 атм. в зависимости от необходимой производительности. ПК заполняется в бункер распылителя. Бункер во время работы распылителя закрывается крышкой. В зависимости от типа изделия осуществляется регулировка подачи воздуха и порошка из бункера соответствующими винтами на рукоятке распылителя.
Для изделий большой площади применяются соответствующие насадки. Для длинных и узких изделий насадки обычно не используются. При «запирании» краски пистолет встряхивается. Изделия, подвергающиеся окраске должны быть надежно заземлены. От надежности заземления зависит качество окраски. Слой краски должен быть однородным, ровным. Следует избегать разнотонности, которая свидетельствует о возможном ухудшении декоративного вида изделия после отверждения краски. Сопло распылителя при нанесении ПК, необходимо держать на одном постоянном расстоянии от поверхности изделия. Оптимальное расстояние 15-25 см. Электронная система распылителя действует таким образом, что эффективный заряд уменьшается при приближении электродов (встроенных в ствол) к поверхности изделия до полного его отсутствия, либо увеличивается до максимального (напряжение на коронирующем электроде 50 кВ) при удалении электродов.
После нанесения ПК изделие помещается в сушильную печь и выдерживается время, указанное в паспорте на краску. Оптимальный режим – загрузка окрашенных изделий в предварительно прогретую печь. Температуру, также указанную в паспорте необходимо поддерживать с точностью ±50С. Перед окраской, следует убедиться в том, что необходимый градиент температуры постоянен в различных частях сушильной камеры и не слишком различается по высоте.
В случае разбега температур по высоте сушильной камеры следует произвести корректировку по времени нахождения изделия в печи. Время следует отсчитывать с момента полного оплавления ПК при условии необходимого набора температуры. Для различных изделий отличающихся массивностью, время сушки различается. Время сушки больших, массивных изделий зависит от конструкционных особенностей сушильной камеры и подбирается экспериментально.
Данное время может составлять от 10 до 30 мин дополнительно к времени сушки ПК, указанному в паспорте.
4. Возможные дефекты и способы их устранения
Дефекты нанесения ПК.
Дефекты нанесения ПК определяются визуально. Разнотонность на поверхности изделия, укрытого порошком может свидетельствовать о появлении брака после отверждения ПК. Непрокрасы закрашиваются повторно. Недостаточное нанесение краски, которое определяется по разнотонности, устраняется повторным проходом работающего распылителя ПК. Налипающие инородные частицы следует сдуть, но не смахивать с краской, так как даже после повторного нанесения ПК внешний вид будет испорчен. В случае явных непрокрасов и дефектов нанесения, неотвержденную краску следует смыть водой, высушить изделие и нанести заново.
Дефекты, возникающие после отверждения ПК, устраняются сложнее. Непрокрашенные участки можно закрасить, распыляя порошок на горячую поверхность (сразу после выемки изделия из горячей сушильной камеры) с повторной выдержкой при заданной температуре. Точечные непрокасы можно устранить с помощью эмали НЦ соответствующего оттенка. Нужный цвет подбирать, растворяя в подходящем растворителе (ацетоне, растворителе 646, 648) ПК совпадающей цветовой гаммы. Краска наносится кисточкой и изделие после сушки при комнатной температуре прогревается в сушильной камере необходимое время.
При появлении брака, выражающегося в неудовлетворительном внешнем виде изделия, либо если по каким-то причинам не удовлетворяет цвет окрашенного изделия, изделие перекрашивается целиком. Для этих целей используется жидкость «Электро», которая создает электропроводящий слой на поверхности окрашенной подложки. Окрашенное изделие протирается ветошью смоченной «Электро», выдерживается на воздухе 2-3 мин, заземляется и на него наносится порошковый состав. Отверждение краски осуществляется по режимам указанным в паспорте.
- Испытание физико-механических свойств покрытия
Физико-механические свойства покрытия должны соответствовать указанным в ТУ на ПК для отечественных ПК или данным паспорта (Проспекта) для импортных ПК. Фирма изготовитель гарантирует указанные физико-химические свойства при соблюдении режимов отверждения ПК. В определенных случаях (ПК с истекшим сроком годности, некачественной обработки поверхности подложки и т.д.) может возникнуть необходимость определения адгезии покрытия и гибкости пленки отвержденной краски.
Адгезия покрытия осуществляется по существующему стандарту (ГОСТ 15140-78. Материалы лакокрасочные, методы определения адгезии). Метод определения адгезии проводится визуально и оценивается по четырехбальной системе или по числу квадратов пленки, отслаивающихся от подложки. Решетчатые надрезы наносятся приспособлением, рабочей частью которого является лезвие. По линейке на расстоянии 1 мм друг от друга делается не менее 5 параллельных и 5 перпендикулярных надрезов до подложки. При этом образуется решетка из квадратов одинакового размера: 1х1 мм.
После нанесения решетки поверхность очищают кистью от отслаивающихся кусочков пленки и оценивают адгезию по 4-х бальной шкале.
Высшая оценка 1 балл при гладких краях надрезов и отсутствии отслаивающихся кусочков покрытия; 2,3 и 4 балла при отслаивании покрытия соответственно до 5, 35 и свыше 35% поверхности с каждой решетки.
Второй метод определения адгезии является модификацией первого. После нанесения 5 параллельных надрезов, перпендикулярно надрезам накладывают полоску липкой ленты размером 10х100 мм один конец, которой оставляют неприклеенным. Быстро отрывают ленту от покрытия и оценивают адгезию: балл 1, если края надрезов гладкие, баллом 2 при незначительном отслаивании покрытия (не более 0,5 мм) и баллом 3 – при отслаивании покрытия целыми полосами.
Гибкость покрытия определяется в соответствии с ГОСТ 6806-73 (с изменениями № 1 от 01.05.1998 г.).
Испытуемая ПК наносится на пластинки из черной полированной жести толщиной 0,25-0,31, шириной 20-50 и длиной 100-150 мм, после отверждения при заданной температуре и выдержке при комнатной температуре не менее 2 часов, пластинку подвергают изгибу на стержне определенного диаметра (1,2,3,4,5,6,8,10,12 мм), начиная от меньшего к большому. За величину изгиба покрытия принимают значение минимального диаметра стержня (в мм), на котором лакокрасочное покрытие остается неповрежденным (отсутствуют трещины).
- Техника безопасности при работе с порошковыми красками
ПК по классу опасности относятся к слаботоксичным полимерным материалам. Токсичность краски определяется структурой входящих в ее состав веществ. LD (острая оральная интоксикация) для порошковых красок находится в пределах 1350-1390 мг/кг.
ПК могут вызывать раздражение кожи, а долговременный контакт с ПК незащищенных участков кожи может привести к аллергическим явлениям и экземе. При работе ПК необходимо избегать вдыхания пыли и попадания ПК на слизистые оболочки. В случае попадания ПК в глаза, промыть большим количеством воды. Предельно допустимая концентрация пыли в воздухе рабочего помещения составит 3 мг/м3.
Все работы связанные с применением ПК должны проводиться в помещении, снабженном принудительной вентиляцией (местной и общей приточно-вытяжной по ГОСТ 12.4.021-75), обеспечивающей состояние воздушной среды в соответствии с ГОСТ 12.1.005-88.
Пожароопасные характеристики ПК.
Нижний предел воспламенения 4000С.
Нижняя энергия возгорания 5 мДж.
Нижний концентрационный предел взрываемости воздушной смеси 30 г/м3.
Пол в помещении должен быть хорошо заземлен. Необходимо пользоваться взрывобезопасным оборудованием. При смешении порошковых красок может образоваться статическое электричество. Поэтому при передаче ПК из одной емкости в другую следует обеспечить заземление. Персонал должен пользоваться обработанной антистатически обувью и одеждой. Хранить краски следует хорошо закрытыми, вдали от открытого огня, тепла, искр. Курение и принятие пищи на рабочем месте запрещено. Необходимо следить за тем, чтобы уровень пыли держался ниже значения предела взрыва и ПДК, предписанной санитарными нормами.
Рабочее помещение оборудуется противопожарными средствами в соответствии с ГОСТ 12.3.005-75 и ГОСТ 12.3.002-75.
В помещении, где используется краска необходимо проводить влажную уборку, не допуская пыления краски. Просыпавшуюся краску рекомендуется убирать с помощью пылесоса работающего на сжатом воздухе. Не допускать скапливания просыпавшейся краски в зоне рабочего помещения!
К окрасочным работам допускаются лица, изучившие рабочие инструкции, прошедшие медицинский осмотр, обучение работе с ПК и проверку знаний по правилам техники безопасности и пожарной безопасности.
Работники обеспечиваются средствами индивидуальной защиты, отвечающие требованиям ГОСТ 12.4.011-87, ГОСТ 12.4.068-79 и ГОСТ 12.4.202-83.
Работникам, осуществляющим непосредственные действия с ПК рекомендуется защита для глаз при опасности попадания в глаза – очки. При долговременном и часто повторяющимся контакте с ПК – защитные перчатки. При недостаточной вентиляции – защита для лица: маска или полумаска с противопылевым фильтром, респираторы РПП-57, ШБ-1 по ГОСТ 12.4.028-76.

ПОРОШКОВЫЕ КРАСКИ С МЕТАЛЛИКОМ
инструкция по нанесению
Краски и лаки, содержащие металлический пигмент, чувствительны к настройкам покрасочного оборудования. Поэтому необходимо проводить тестирование каждой партии. Соблюдение рекомендаций из этой инструкции поможет вам получить красивое и долговечное окрашенное изделие.
ОБЩИЕ РЕКОМЕНДАЦИИ ПО НАНЕСЕНИЮ ПОРОШКОВЫХ КРАСОК И ЛАКОВ.
-
Ознакомиться с паспортом и рекомендациями.
-
Тестировать каждую партию для подбора оптимальных параметров оборудования и сверить результат с контрольным выкрасом.
-
Непосредственно перед окрашиванием перемешать краску в производственном пакете.
- Открасьте тестовое изделие при параметрах, указанных в паспорте;
- Сверьте результат с контрольным выкрасом, проверьте оттенок и равномерность цвета;
- При положительном результате приступайте к окрасу производственной партии;
- При отрицательном результате повторите тестовую откраску с другими параметрами оборудования;
- После подбора оптимальных настроек рекомендуем сохранить их для ускорения подбора режимов на последующих партиях.
- Располагать окрашиваемые изделия на расстоянии не менее 30 см друг от друга;
- Прочищать иглу пистолета, при скапливании металлического пигмента на ней;
- Обращать внимание на цвет и слой на изгибах сложных деталей;
- При нанесении трибоэлектрическим методом чаще менять трубку пистолета. Металлик увеличивает износ этих трубок;
- Желательно использование покрасочной установки с баком.
ПАРАМЕТРЫ, НА КОТОРЫЕ НУЖНО ОБРАТИТЬ ВНИМАНИЕ:
-
Напряжение. Необходима возможность регулировки напряжения (киловольты) у пистолета;
-
Расстояние между пистолетом и окрашиваемым изделием;
-
Температура и время полимеризации — см. тех паспорт;
-
Толщина слоя — см. тех. паспорт;
-
Заземление. Окрашиваемые детали должны быть качественно заземлены. Проверьте чистоту и токопроводимость крепления изделий к окрасочной линии (крючков).
ОСТАЛИСЬ ВОПРОСЫ?
Обратитесь к вашему менеджеру Stardust.
Поможем наладить или усовершенствовать процесс порошковой окраски на вашем предприятии. Готовы обучить ваш персонал технологии получения идеальной окрашенной поверхности.
А если вы не красите сами, поговорим с вашим покрасчиком на одном языке и подскажем, как получить требуемый результат.
Все специалисты технической поддержки Stardust имеют опыт решений действительно сложных вопросов по порошковому окрашиванию.
![]()
Нанесение порошковых красок
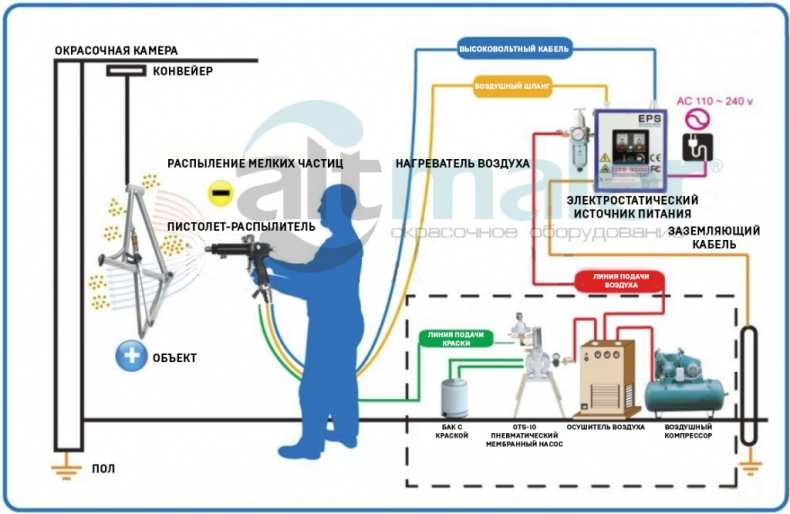
Существуют различные способы получения покрытия на основе ПК. Однако ниже будет рассматриваться лишь наиболее распространенный процесс с использованием на стадии нанесения на изделие электростатически заряженной порошковой краски, распыляемой специальным пневматическим распылителем (пистолетом-распылителем) и удерживаемой на поверхности заземленного окрашиваемого изделия силой электростатического притяжения.
Процесс осуществляется в камерах нанесения, которые оснащены системами отсоса воздуха для предотвращения попадания порошковой краски в помещение и совмещенными с ними системами улавливания прошедшей мимо окрашиваемого изделия порошковой краски для возврата ее в процесс и утилизации или обезвреживания.
Пистолеты-распылители с питателями составляют установку (агрегат) нанесения ПК, обеспечивающую получение смеси ПК с воздухом, образование факела и приобретение частицами порошковой краски электрического заряда.
Вылетающая из пистолета заряженная порошковая краска образует факел той или иной формы в зависимости от применяемого сопла (насадки) пистолета, движется под влиянием струн воздуха в факеле и силы электрического притяжения к заземленной окрашиваемой детали и оседает на ее поверхности, удерживаясь теми же силами электрического притяжения.
Пистолеты-распылители
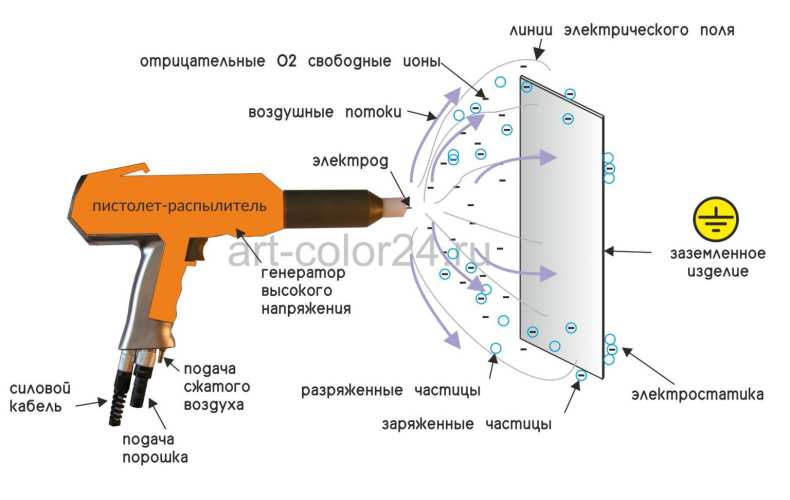
Применяют два способа заряда частиц ПК: коронируюшим электродом, находящимся под высоким напряжением, и с использованием “трибоэффекта”, т.е. эффекта приобретения разноименных зарядов соприкасающимися телами, изготовленными из разных материалов.
При первом способе применяется подвод высокого (20—100 тыс. В) постоянного по знаку напряжения к коронирующему электроду от специального генератора высокого напряжения, располагающегося в зависимости от конструкции внутри пистолета или вне его. В случае ручных пистолетов следует отдавать предпочтение генераторам, встроенным в пистолет, так как при этом обеспечивается более высокая безопасность работника (подвод к пистолету безопасного напряжения от 9 до 30 В в зависимости от модели) и исключается необходимость подсоединения к пистолету высоковольтного кабеля, более жесткого и тяжелого по сравнению с низковольтным, что вызывает повышенную утомляемость работающего.
При втором способе зарядки частиц ствол и другие детали пистолета, с которыми соприкасается порошковая краска, изготавливается из специального материала (обычно фторопласта — для эпоксисодержащих ПК).
Наиболее существенная разница в эффективности этих способов зарядки ПК и выбора между ними при окраске тех или иных деталей заключается в наличии при первом способе зарядки сильного электрического поля, принуждающего частицы ПК двигаться по его силовым линиям, или почти полном отсутствии такого поля при трибозарядке. Поэтому принудительная зарядка ПК от коронирующего электрода распылительного пистолета обуславливает значительную разницу в количестве осевшей на поверхности изделия ПК в местах выступов и ровных поверхностей. Играет роль также расположение изделий относительно пистолетов, расстояние и направление ствола последних, применяемые насадки на ствол. При близкой навеске деталей, например на конвейере, они могут взаимно экранировать друг друга.
Вообще детали сложной формы при окраске распылителями с коронирующим электродом создают больше проблем, чем с трибозарядкой, особенно при использовании автоматических манипуляторов. Часты случаи непрокраса углублений, внутренних углов, пазов, требующих дополнительной ручной подкраски, использования направленных факелов с высокими скоростями струй воздуха, “вдувающих” аэрозоль ПК в такие места, уменьшения напряжения на коронирующем электроде, что также снижает производительность и увеличивает количество ПК, прошедшей мимо изделия.
На конвейерных линиях при малой частоте движения распылителей на траверсе по сравнению со скоростью движения изделия на конвейере в сочетании с узким или неравномерным факелом возможно получение разнотолщинного покрытия в виде чередующихся полос (волн) — следов относительного движения факела и изделия. Такой же дефект может быть и при ручном нанесении ПК из-за недостаточной квалификации работающего или спешки.
При окраске деталей сложной формы проще использовать распылитель ПК с трибозарядкой. Однако следует учитывать, что не все порошковые краски могут заряжаться трением, а специальные стоят дороже. Имеются также в продаже добавки, обеспечивающие возможность нанесения обычных ПК трибораспылителями. Как правило, производительность процесса нанесения пистолетами-распылителями с трибозарядом пониженная, а процент оседания ПК на изделие ниже, чем при применении пистолетов-распылителей с коронирующим электродом. Неизбежно также постепенное снижение эффекта трибозаряда с уменьшением суммарного напряжения зарядки ПК, повышение доли незарядившегося порошка и, соответственно, не осевшего на деталь, по мере износа деталей пистолета-распылителя, что требует их периодической замены на новые. Поэтому низкая исходная цена установок с трибозарядкой не гарантирует снижение себестоимости окраски единицы поверхности изделия порошковой краской на них по сравнению с использованием более дорогих установок с генераторами высокого напряжения.
Питатели
Как уже отмечалось выше, в установках с распылительными электро- или трибостатическими пистолетами используется смесь ПК с воздухом (аэровзвесь). В типовых промышленных системах нанесения аэровзвесь получают в питателях, куда порошковая краска либо засыпается на пористую перегородку, сквозь которую подается воздух под давлением, переводящий всю ПК во взвешенное (так называемый “кипящий слой”) состояние, либо сжатый воздух подается в порошковую краска специальным устройством, создавая местную область “кипящего слоя”, из которой аэровзвесь ПК засасывается воздушным насосом — эжектором, разбавляется до более низкой концентрации добавочным воздухом и транспортируется к распылительным пистолетам (в ряде установок большой производительности, особенно в составе конвейерных линий окраски, от одного питателя работают несколько пистолетов).
В связи с общей тенденцией снижения удельного расхода ПК на окраску и, соответственно, уменьшения толщины конечного покрытия ведущие фирмы перешли к производству ПК с уменьшенным средним размером частиц, но перевод таких порошков во взвешенное состояние осложняется. Поэтому многие фирмы снабжают питатели вибраторами, облегчающими создание «кипящего слоя».
Пистолеты для лабораторных или мелких работ по нанесению ПК имеют встроенный питатель вместе с небольшой емкостью для порошковой краски. На них, как правило, труднее получить однородную аэровзвесь и, соответственно, равномерный факел, особенно при его включении и выключении: нередко при этом наблюдается выброс агрегатов. Поэтому нежелательно, чтобы ствол такого пистолета в моменты включения и выключения был направлен на изделие. Следует также помнить об ограниченной емкости воронки, вмещающей обычно не более 200 г порошковой краски. В то же время зачистка такого пистолета намното проще, чем распылителя с отдельным питателем.
Особенности эксплуатации установок нанесения ПК
При нанесении порошковых красок с использованием электростатики — с генераторами или трибозарядом — нужно обратить особое внимание на надежность заземления пистолета-распылителя и окрашиваемого изделия. Заземление распылителя необходимо не только для гарантии безопасности работающего, но и для оттока заряда, что обеспечивает непрерывность электрической цепи. Плохое заземление детали и/или распылителя приводит к тому, что ПК не удерживается на изделии, а осыпается и увлекается в систему рекуперации: порошковая краска “не заряжается”. Регулярная зачистка подвесок для изделий — залог успешной работы установки. Указанные в литературе допустимые сопротивления подвески деталей до 100 кОм часто бывают слишком большими для низких напряжений коронирующего электрода или для трибозаряда ПК. Следует избегать удлинения проводов заземления и питания против штатных в особенности для ручных пистолетов с внутренней зарядкой.
Порошковая краска может плохо ложиться и удерживаться на поверхности изделия с сохранившейся при плохом обезжиривании пленкой масла, являющегося хорошим изолятором, а при неравномерном обезжиривании можно наблюдать снижение толшины покрытия на масляных пятнах с увеличением толщины по границам пятна.
От работы питателя во многом зависит успешная работа всей установки, поэтому необходимо обратить особое внимание на подбор режимов, а для старых установок — подбор специальных добавок, облегчающих перевод современных мелкодисперсных ПК во взвешенное состояние.
С плохой работой питателя связан следующий типичный дефект покрытия: наличие на нем местных утолщений, которые образуются в тех случаях, когда в питателе и эжекторе не обеспечивается разрушение агрегатов порошковой краски или краска транспортируется к пистолету в чрезмерно большой концентрации. Как правило, снижением концентрации ПК в факеле (уменьшением подачи воздуха на порошок и/или увеличением подачи воздуха на эжектор) удается исключить наличие в факеле пистолета агрегатов краски.
Той же цели достигают, устанавливая сопло на пистолете со специальной насадкой, препятствующей попаданию прямой струи аэровзвеси порошка на изделие. Желательно также увеличить расстояние от сопла пистолета до изделия.
Следует отметить, что те же дефекты могут быть вызваны и другими причинами, в частности при включении пистолета, направленного на изделие, когда ПК, осевшая в шланге, выбрасывается в факел или когда в шланге имеются места (отслоения внутреннего слоя многослойных шлангов, уступы на местах соединения со штуцерами и т.п.), где ПК оседает на стенках и при движении пистолета или начале подачи воздуха может срываться, попадая в факел в виде слежавшихся комков и агрегатов. При плохом качестве используемого воздуха, содержащем капли жидкости (влаги, масла), также могут образоваться не разрушаемые агрегаты ПК, оседающие в конечном счете на изделии. Трудно разрушаемые агрегаты образуются также при длительном хранении порошковой краски, особенно при повышенных температурах и при высокой влажности в помещении в сочетании с негерметичной тарой. Особо следует предупредить о возможности увлажнения и агрегирования ПК в негерметичной таре или при слишком раннем открывании последней в случае перемещения упаковок порошковой краски из холодного в теплое помещение, что происходит вследствие конденсации влаги из атмосферы помещения на холодной ПК. В редких случаях причиной агрегирования является низкая температура стеклования порошковой краски, а для отечественных производителей, применяющих мягкую тару; — неправильное складирование или транспортирование высокими штабелями.
В любом случае нужно иметь в виду, что режимы работы с меньшими концентрациями факела распылительного пистолета обеспечивают более равномерную и экономную окраску изделий, однако требуют большего времени окраски. Для порошковых красок, склонных к агрегированию или содержащих агрегаты по тем или иным причинам, такие режимы работы следует считать предпочтительными.
Перемещение факела распылителя вдоль поверхности изделия на расстоянии, как правило, 200 — 400 мм (в зависимости от модели распылителя) с определенной скоростью должно обеспечить получение на ней слоя ПК достаточной толщины для образования из него непрерывной пленки заданной толщины. Для увеличения производительности процесса на конвейерных линиях нанесения ПК в камере устанавливают несколько распылителей на специальных траверсах как стационарных, так и совершающих возвратно-поступательное движение в вертикальном направлении. В последнее время вместо этого используют также высокопроизводительные дисковые распылители, создающие цилиндрическое облако заряженной ПК, через которое движется по кругу подвешенное на конвейере изделие.
Для покрытий чисто декоративного назначения современные материалы с хорошей укрывистостью обеспечивают возможность окраски слоем толщиной 35—45 мкм, для защитно-декоративных покрытий оптимальная толщина покрытия 60—100 мкм, для чисто защитных толщина покрытия должна быть в пределах 60—120 мкм, но может быть увеличена в особых случаях до 400 мкм.
Толщина получаемого покрытия зависит от концентрации ПК в факеле распылителя, размеров факела (определяющих производительность питателя по порошковой краске), скорости движения факела (или времени прохода изделия через факел распылителя) и—в меньшей степени — от напряжения на коронирующем электроде (степени зарядки ПК), которое влияет на процент осаждения материала на изделие.
Многообразие моделей пистолетов-распылителей ПК и питателей не позволяет дать другие рекомендации по их выбору и использованию, однако следует имеет в виду следующие общие зависимости:
- увеличение давления воздуха на подачу порошковой краски повышает концентрацию ПК в аэровзвеси, увеличивает скорость нарастания толщины слоя ПК на окрашиваемом изделии, требует сокращения времени нанесения для получения заданной толщины, повышает производительность, но может обусловить неравномерность по толщине получаемого покрытия на изделии как при ручной окраске, так и при автоматической (если частота движения траверсы с распылителем недостаточна по сравнению со скоростью движения детали на конвейере); возрастает вероятность появления агрегатов частиц ПК в факеле и связанных с этим дефектов поверхности окрашенной детали;
- увеличение давления воздуха на эжектор (в разных инструкциях именуется : “разбавление”, “распыление”, “дополнительный” и др.) повышает скорость транспортировки аэровзвеси по шлангу к пистолету, уменьшает концентрацию ПК в факеле, вероятность появления агрегатов в факеле распылителя и, соответственно, снижает возможность получения связанных с этим дефектов покрытия; практически не влияет на производительность, увеличивает равномерность толщины покрытия, при установке направленных сопел облегчает прокраску пазов, углублений и т.п., однако требует осторожности при выборе расстояния от сопла до окрашиваемого изделия из-за возможности “сдувания” уже нанесенного слоя; возможно некоторое снижение доли осевшего на изделии материала, при чрезмерном увеличении давления воздуха (выше давления на “подачу”) может вызвать перебои в подаче аэровзвеси к распылителю, особенно при большой длине шланга от питателя к распылителю или малом его сечении;
- увеличение напряжения на коронирующем электроде повышает долю осевшей на изделии ПК, позволяет увеличить производительность окраски, однако может служить причиной неравномерности получаемой толщины слоя ПК и, соответственно, толщины покрытия (особенно на деталях сложной формы), появления дефектов покрытия из-за “отскока” слоя ПК в местах превышения им определенного предела толщины.
Наладка режимов работы распылителей и питателей требует навыка, при этом должны учитываться как рекомендации их изготовителя, так и рекомендации поставщика ПК.
Камеры нанесения и системы рекуперации
Конструкции камер нанесения и систем рекуперации так многообразны, что давать рекомендации по их выбору, кроме самых общих, очень трудно без конкретных привязок к планируемому производству.
Камеры нанесения из диэлектрических материалов со специальным электропроводным покрытием обеспечивают более полное и равномерное осаждение порошковой краски на изделие, однако при неправильном, без учета всех факторов работы со взрывоопасными пылевоздушными смесями конструировании могут представлять источник повышенной опасности из-за накопления значительных зарядов статического электричества и поэтому их нельзя рекомендовать для самостоятельного изготовления.
Наибольшее распространение получили камеры из листового металла как для маленьких установок с ручными пистолетами, так и для высокопроизводительных конвейерных линий.
Наличие в камере неровностей, горизонтальных уступов, щелей, нескругленых углов и других мест, затрудняющих зачистку по окончании работы и при переходах, может отразиться на качестве получаемого покрытия в виде вкраплений и кратеров.
Необходимо обеспечить разрежение в камере по отношению к помещению и скорость воздуха в открытых проемах (для подачи и выхода изделий, для доступа к изделию окрасочных пистолетов-распылителей) должна быть в пределах от 0,25 м/с для работы на современных мелкодисперсных ПК до 0,6—0,8 м/с для материалов со средним размером частиц более 45—50 мкм. Скорость подсоса воздуха в камеру должна предотвращать попадание порошковой краски в помещение, в котором она находится. Всегда лучше иметь резерв производительности и напора вентилятора и уменьшать скорость подсоса воздуха шибером, хотя при этом и увеличивается потребление электроэнергии.
Система рекуперации должна улавливать максимально возможное количество ПК для возврата в процесс (в питатель) или для другой утилизации и обеспечения необходимых экологических характеристик установки.
Обобщая имеющийся опыт эксплуатации установок нанесения ПК, можно рекомендовать двухступенчатую систему улавливания ПК с использованием на первой ступени пылеотделителя центробежного типа (например, циклона), а на второй фильтра. В этом случае обеспечивается возможность возврата ПК из первой ступени улавливания в процесс нанесения, а из второй ступени улавливания, где возможно загрязнение ПК волокнами фильтра или другой порошковой краской (из-за трудности зачистки при переходах с одного материала на другой), направлять выгруженный материал на утилизацию или обезвреживание. Это позволяет использовать до 97—98% загруженной в питатель исходной ПК. Такая система улавливания позволяет снизить концентрацию ПК в отходящем воздухе ниже ПДК для рабочего места, составляющей обычно 5—8 мг/м3.
Тем не менее нельзя рекомендовать выбрасывать отработанный, очищенный воздух в помещение, где находится установка, как это делают многие фирмы — изготовители оборудования для нанесения, так как это приводит в ряде случаев к общему загрязнению помещения, накопления в нем горючей взрывоопасной пыли на поверхностях оборудования, лестницах, площадках, воздуховодах, трубопроводах и пр., что в конечном счете при отсутствии регулярных мокрых уборок помещения может привести не только к браку покрытия (сорность, крапинки другого цвета) при подсосе этой пыли в камеру нанесения, но и к аварии при случайном, не связанном с процессом нанесения, загорании, например из-за нарушении ТБ.
Как показала практика, многие фильтровальные перегородки (в частности, нетканые материалы на основе лавсана), хорошо справляясь с очисткой воздуха от пыли ПК, по мере старения сами начинают выделять волокна в выбрасываемый в помещение воздух. Далее с воздухом, забираемым камерой нанесения, они попадают в систему рекуперации и питатель, нарушают работу питателя, распылителя, оседают вместе с ПК на изделии, приводя к появлению дефектов и брака.
Содержание помещения и оборудования в чистоте, еженедельные влажные уборки с применением промышленных пылесосов позволяют избегать получения дефектов на покрытии в виде механических и других посторонних включений, попадающих в ПК или на изделие как на стадии нанесения, так и на протяжении всего процесса получения покрытия. Поэтому при возникновении дефектов в виде того или иного вида сорности необходимо просмотреть всю цепочку операций, которые проходит изделие, прежде чем предъявлять поставщику обвинение к сорности ПК.
Формирование покрытия
После нанесения изделие со слоем порошковой краски направляется на стадию формирования покрытия, включающую процессы оплавления слоя ПК с получением пленки, ее отвердения и заключительного охлаждения.
Для оплавления, образования пленки и отвердения покрытия используются печи самого различного типа: тупиковые и проходные, с электрообогревом и обогревом топочными газами, горизонтальные и вертикальные, одно- и многоходовые. Главное требование к ним для обеспечения качества покрытия — способность равномерно прогреть изделие с ПК при заданной для данной ПК температуре в течение определенного времени, достаточного для отвердения порошковой краски. Для тупиковых печей большое значение имеет также скорость подъема температуры. Этим требованиям в наибольшей степени отвечают печи с рециркуляцией воздуха. Производители ПК в сопровождающей техдокументации указывают, как правило, несколько возможных режимов отверждения, обеспечивающих гарантированное качество покрытия для каждого конкретного материала. Наиболее распространенные порошковые краски отверждаются при температуре 180—200°С с точностью поддержания в объеме и во времени в пределах не более ±5°С, в течение 15—30 мин. Необходимо подчеркнуть, что под температурой отверждения подразумевается температура поверхности окрашиваемого изделия, а не температура в печи.
При нагреве в печи изделия со слоем заряженной ПК (которая удерживается на поверхности силой электрического притяжения) до 90—1 КУС частицы порошковой краски расплавляются, сливаясь в непрерывную пленку вязкого расплава, смачивающего поверхность изделия. При этом воздух, находившийся в слое ПК, вытесняется. Однако часть воздуха остается в пленке, создавая поры, ухудшающие защитные и механические характеристики конечного покрытия.
Наилучшие условия для создания пленки с минимумом воздушных пор — окраска изделий, нагретых до температуры выше температуры плавления ПК, и нанесение тонких слоев покрытия. В обычной практике слой порошковой краски наносят при нормальной температуре изделия.
При дальнейшем нагреве и прогреве изделия расплав ПК проникает в микронеровности поверхности, обеспечивая достаточную адгезию покрытия, и отверждается.
На этом этапе отверждения обеспечивается получение покрытия с заданными характеристиками: внешний вид (уровень глянца, структура), адгезия, механическая прочность, твердость, защитные свойства и др.
Очень важно понимать, что эти характеристики только тогда будут соответствовать заданным, когда режимы отверждения соответствуют рекомендуемым (нелишне еще раз напомнить, что температура отверждения — это температура на поверхности изделия при формировании покрытия). На практике при окраске массивных металлических деталей, температура поверхности которых поднимается значительно медленнее, чем у тонкостенных изделий и не соответствует показаниям прибора, замеряющего температуру в печи, покрытие не успевает полностью отвердиться, отчего снижаются механическая прочность пленки и адгезия. В этом случае применяют предварительный нагрев изделий или увеличивают время отверждения с учетом необходимости достижения поверхностью температуры отверждения.
Из предлагаемых фирмой-производителем ПК режимов отверждения лучше выбирать более “мягкий”, то есть производить отверждение при более низких температурах в течение более длительного времени. Такой режим уменьшает возможность получения таких дефектов, как шагрень, потеки и повышает механические свойства покрытия.
Аналогично приходится учитывать время прогрева, если при загрузке изделий в печь допускается значительное падение температуры, например из-за слишком большой суммарной массы подвесок с изделиями при малой мощности обогрева.
Наряду с массой изделий следует также учитывать физические свойства (теплопроводность, теплоемкость) материала, из которого изготовлена окрашиваемая деталь. В совокупности эти два свойства влияют на время получения необходимой температуры на поверхности изделия.
В процессе формирования пленки покрытия выявляются неоднородности нанесенного слоя ПК, обусловленные либо заданными заранее характеристиками (например, структура поверхности — «апельсиновая корка», «антик» и пр.), либо загрязнениями, внесенными при изготовлении ПК или на стадии нанесения (соринки, кратеры, проколы, крапинки другого цвета и т.п.).
Состояние поверхности и материала изделия также влияют на появление дефектов: остатки масляной пленки при плохом обезжиривании дают участки покрытия с плохой адгезией; остатки химикатов, плохо отмытые после подготовки поверхности, капельки влаги из воздуха или на поверхности, плохо высушенной после промывки, могут проявляться в виде проколов, местного изменения цвета; раковины в литых изделиях, глухие отверстия или глубокие щели в местах соединений отдельных частей изделия могут вызвать, при выходе из них нагревающегося воздуха или газов термодеструкции оставшегося от подготовки поверхности вещества, образование пузырей, мест с большим количеством пор, отслоений и т.п.
Места с недостаточным слоем нанесенной ПК проявляются в виде так нназываемого непрокраса.
При малой вязкости расплава ПК и недостаточно быстром отверждении пленки образуются потеки по нижней кромке окрашиваемой поверхности, у отверстий и выступов. При слишком высокой вязкости расплава, при размерах частиц, превышающих среднюю толщину образующейся пленки, при малой разнице температур плавления ПК и начала отверждения, при чрезмерной толщине слоя поверхность покрытия приобретает вид шагрени.
Кратеры образуются в местах включений с низким поверхностным натяжением расплава пленки, например, из-за попадания микро капель масла из сжатого воздуха или примеси другой, более легкоплавкой ПК и смолы в результате плохой зачистки установки нанесения и нарушений технологического процесса при изготовлении ПК.
В структурированные ПК, в «антики» специально вносятся распределенные по массе ПК добавки, создающие в период отверждении участки пленки с пониженным поверхностным натяжением.
После (утверждения изделие с еще горячей, иногда сохраняющей пластичность и липкость поверхности пленкой покрытия требует охлаждения для повышения твердости и во избежание повреждений при съеме с подвесок и упаковке. На конвеерных линиях нанесения с непрерывным движением изделий предусматриваются, как правило, участки охлаждения за счет удлинения конвейерной цепи после выхода из печи до места съема, или специальные камеры охлаждения, в ряде установок являющиеся частью печи отверждения.
Нужно иметь в виду, что до полного охлаждения изделия с покрытием последнее может быть повреждено при механическом воздействии или загрязнено при наличии в атмосфере помещения или охлаждающем воздухе пыли.
В принципе дать какие-либо всеобъемлющие рекомендации по формированию покрытия невозможно. В каждом конкретном случае необходимо подбирать режимы, учитывая вид ПК и окрашиваемого изделия, тип печи и ее эксплуатационные показатели.
Смотрите еще: дефекты покрытий и способы их устранения.
Порошковая покраска: инструкция по нанесению и подготовке, плюсы и минусы технологии, особенности, типы порошковой краски
Порошковая покраска — это технология покраски с использованием сухого порошка. Суть заключается в том, что покрытие наносится электростатическим. После чего он высыхает и затвердевает за счет ультрафиолета. Покраска таким методом обладает более прочными и износостойкими свойствами. И хотя она рассчитана только для окраски металлических изделий, но она также применима и к пластику, и к МДФ, и к углеродному полотну.

Плюсы и минусы порошковой покраски
У данной технологии есть свои преимущества:
- во время покраски порошком не происходит образование каких-либо дефектов (подтеки или полосы);
- не применяются растворители, и поэтому будет меньше выбросов вредных веществ в атмосферу и для дыхания маляру;
- порошковой покраской можно достичь большого количества эффектов текстуры;
- время затвердевания порошковой покраски значительно меньше жидких аналогов;
- может создавать более толстый слой по сравнению с жидкой краской, за одно нанесение порошком слой может достигать 60-80 микрон. Жидкой краской надо проходить такую толщину трижды;
- покрытие, нанесенное порошком, менее подвержено образованию сколов, царапин. Также цвет сохраняется намного дольше;
- меньше потери материала при окраске изделия. Так при использовании жидкой краски может теряется ее до 70 %. Если взять порошок, то тут потери составляют всего 5 % (эти потери в дальнейшем можно использовать повторно);
- не нужна квалификация для нанесения порошковой покраски.
Наряду с таким явными преимуществами, у данной технологии есть и свои минусы:
- жидкую краску можно смешивать друг с другом для получения новых цветов и оттенков. При смешивании же порошка получить новый цвет невозможно;
- очень сложно получить глянец, по сравнению с жидкими красками;
- очень сложно получить идеально гладкую поверхность.
Типы порошковых красок
Существует несколько типов порошковой краски:
- Эпоксидные смолы. Первый широко используемый порошок. Отличается хорошей прочностью, твердость и хорошо противостоят химическим реакциям и коррозии. Прекрасно пристают к металлу. Единственный его недостаток — это плохая переносимость различных погодных условий, Поэтому используются только внутри помещений;
- Полиэфиры — самые популярные порошки. Их существенными преимуществами является высокая механическая стойкость, ударопрочность, хорошая химическая стойкость, а также низкая температура затвердевания. Полиэфиры дают хорошую стойкость к пожелтению, а также огромный выбор цветов и оттенков;
- Суперпрочные полиэфиры по сравнению с предыдущим типом, обладает более высокой прочностью;
- Эпоксидно-полиэфирные гибриды. По сравнению с эпоксидными смолами менее зависимые от погодных условий. Ими в основном окрашивают бытовые приборы (стиральные машины, холодильники);
- Уретаны. Химически очень похожи на полиэфиры с использованием других отвердителей. Их главными свойствами являются: получение гладкого покрытия, прочность, химическую и коррозионную защиту. Идеально подходят для окрашивания топливных баков, сельскохозяйственного оборудования, кондиционеров, автомобильных дисков, ручек и так далее.
Для окраски автомобилей чаще всего применяются стандартные и суперпрочные полиэфиры.
Методы порошковой покраски
Окрашивать различные поверхности можно следующими методами:
- электростатический коронный пистолет — самый распространенный способ окраски. В его основе лежит сжатый воздух и высоковольтный электрод. Окрашиваемый объект должен быть заземлен и в следствие чего притягивает к себе порошок. Он в свою очередь получает заряд на выходе. Полярность также можно поменять для нейлоновых порошков. Минусами использования такого метода является: высокое напряжение между пистолетом и поверхностью, а также не прокрашенные углубления из-за эффекта клетки Фарадея.
- Трибоэлектрический пистолет — второй по распространенности метод окраски. Порошок в таком пистолете также движется за счет сжатого воздуха, но заряд происходит не за счет установленного электрода, а за счет отделения электронов от частиц порошка, за счет чего они становятся положительно заряженными. Так как высокого напряжения в этом методе нет, то и эффект Фарадея не происходит. Прокрашиваем ость становится намного качественней, но при этом дольше по времени;
- Покраска в псевдоожиженном слое. Метод подходят для создания толстого функционального покрытия стойкого к коррозии. Метод состоит в том, что воздух проходящий через порошок взвешивается, то есть начинает функционировать как жидкость. Окрашиваемая поверхность при этом нагревается и порошок начинает растекаться по поверхности за счет высокой температуры;
- покраска в электростатическом псевдоожиженном слое. Данный метод подходит, когда толщина окраски должна быть выше 300 микрон. Псевдоожиженный порошок переводится в состояние аэрозоля и заряжается. Получилось аэрозольное облако заряженных частиц. В это облако и окунают заземленный окрашиваемый предмет. Чтобы краска легла намного ровнее, поверхность можно крутит;
- Газопламенная окраска. Суть состоит в том, что частицы порошка под действие сжатого воздуха, проходит через газовую горелку. От температуры порошок начинает плавиться. Преимуществами такой окраски будет мобильность и применение при любых погодных условиях.
Зачем нужно заземление при нанесении порошковой краски
Электростатическая покраска происходит за счет создания электрического поля. Благодаря которому частицы порошка притягиваются на окрашиваемую поверхность. Для того чтобы избежать поражения током, все поверхности в покрасочной камере должны быть заземлены. Окрашиваемая поверхность также должны быть заземлена, чтобы достигнуть качественного покрытия.
При электростатической покраски нужно заземлить следующие предметы:
- оператор покраски. Нельзя допускать ношения изолированной обуви, т.к. ноги являются заземлением.
- изделие. Обычно подвешивается на крюках. Поэтому нужно следить за чистотой этих крюков, как источником заземления;
- источник краски;
- все прочие поверхности, способные переносить электрический ток.
Если будет плохо организовано заземление, тогда покраска будет происходить неравномерно и более тонким слоем. Заземление рекомендуется сделать сопротивлением 1 МОм.
Заземление можно организовать прутком с медным напылением. Длину лучше выбрать около 2,5 метров, диаметр примерно 2 сантиметра. Этот пруток забивается в землю практически полностью, оставляется около 15 сантиметров. К этому стержню уже подводится заземление всех необходимых предметов.
Подготовка поверхности к порошковой покраске
Чтобы достичь максимальной адгезии, окрашиваемая поверхность должна быть должным образом очищена от различных загрязнений, в том числе и следы от масла, воска и так далее. Очистить поверхность можно следующими способами:
- паром на основе раствора хлорированных углеводородов. Так как раствор не содержит воды, то он не будет образовывать коррозию на металле;
- водная мойка осуществляется специальными машинами, использующие струю воды поданную под высоким давлением;
- погружная мойка. В данном методе используется ряд ванн с различными растворами для мытья и ополаскивания изделия;
- в домашних условиях вполне можно обойтись очисткой деталей специальными чистящими средствами и щеткой. Если деталь небольшая можно даже вымыть ее в посудомоечной машине.

Дегазация
В поверхности различных металлов могут образовываться пузырьки воздуха. Если их не убрать перед покраской, тогда воздух будет выходить через краску, образовывая пути проникновения воды к чистому металлу.

В последствии будет образовываться коррозия. Для предотвращения проводят дегазацию следующими методами:
- нагреть поверхность выше температуры затвердевания;
- порошковые краски и грунты, которые высыхают дольше и способны вывести эти газы;
- специальный грунт, который может удержать газ внутри;
Грунтование перед покраской
Чтобы краска прослужила как можно дольше, поверхность рекомендуется предварительно загрунтовать. Грунт имеется двух видов: с содержанием цинка и без цинка. Для черного металла лучше всего использовать грунт с цинком. А, например, для алюминия без цинка.

Также существуют типы порошков, которые нельзя совмещать с грунтованием.
Процесс порошковой покраски
- Процесс окраски должен происходить в очень освещенном помещении, а под рукой должен находиться светодиодный фонарик.
- Перед покраской нужно рассмотреть поверхность на наличие углублений и начинать покраску именно с них.
- Прежде чем наносить слой на нужной поверхности, надо начать распылять чуть в стороне до образования равномерного облака.
Заранее спланировать пути нанесения краски. Нужно добиться того, чтобы покрасить поверхность за один проход. Пистолет держится на расстоянии 15-20 см. Если расстояние будет слишком близким, тогда пистолет также может заземляться и не позволит качественной покраске. Если наоборот держать пистолет дальше, тогда заряженные частицы порошка будут искать более близкий заземленный предмет.
Полимеризация в печи
Для затвердевания порошковая краска должна быть нагрета до определенной температуры. В основном это от 160 до 230 градусов.

Время нахождения в печи будет зависеть от размеров детали, ее формы и толщины. В инструкции к порошку будет написано время и температура нагревания. При этом стоит учесть, что время указывается нахождения в печи детали при определенной температуре. Время разогрева печи сюда входить не будет. Таким образом, сначала достигается нужная температура и только потом начинается отсчет времени.
Двухслойное покрытие
В основном порошковая покраска наносится в один слой. Но в некоторых случаях понадобиться нанесение второго слоя. Например, на металлик нанести лак или создание неонового оттенка.

Для двойного слоя существует два метода:
- Нанесение 1 слоя и частичная полимеризация. Потом наносится второй слой и окончательная полимеризация.
- Каждый слой наносится и полимеризуется в отдельности.
Фото примеров порошковой покраски
Технология порошкового окрашивания
Подробнее о каждом этапе:
- подготовка поверхности
- грунтовка
- нанесение порошковой краски
- полимеризация
- системы рекуперации
- обеспечение и контроль качества порошковой покраски
- преимущества порошковой покраски по сравнению с обычной

Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Технология порошкового окрашивания. Подготовка поверхности
В начальной стадии любого процесса окрашивания производится предварительная обработка поверхности. Это самый трудоемкий и продолжительный процесс, которому часто не уделяют должного внимания, однако который является необходимым условием получения качественного покрытия. Подготовка поверхности предопределяет качество, стойкость, эластичность и долговечность покрытия, способствует оптимальному сцеплению порошковой краски с окрашиваемой поверхностью и улучшению его антикоррозийных свойств.
При удалении загрязнений с поверхности важно наиболее правильно подобрать метод обработки и состав, применяемый для этой цели. Их выбор зависит от материала обрабатываемой поверхности, вида, степени загрязнения, а также требованиями к условиям и срокам эксплуатации.
Для предварительной обработки поверхности перед окрашиванием используются методы обезжиривания, удаления окисных пленок (абразивная очистка, травление) и нанесения конверсионного слоя (фосфатирование, хроматирование). Из них обязателен лишь первый метод, а остальные применяются в зависимости от конкретных условий.
Процесс подготовки поверхности включает несколько этапов:
- Очистка и обезжиривание поверхности;
- фосфатирование (фосфатами железа или цинка);
- споласкивание и закрепление;
- сушка покрытия.
На первом этапе происходит обезжиривание и очистка обрабатываемой поверхности. Она может производиться механическим или химическим способом. При механической очистке используются стальные щетки или шлифовальные диски, также в зависимости от размеров поверхности возможна ее притирка чистой тканью, смоченной в растворителе. Химическая очистка осуществляется с использованием щелочных, кислотных или нейтральных веществ, а также растворителей, применяющихся в зависимости от вида и степени загрязнения, типа, материала и размера обрабатываемой поверхности и т.д.
При обработке химическим составом детали могут погружаться в ванну с раствором или подвергаться струйной обработке (раствор подается под давлением через специальные отверстия). В последнем случае эффективность обработки значительно повышается, поскольку поверхность подвергается еще и механическому воздействию, к тому же, осуществляется непрерывное поступление чистого раствора к поверхности.
Нанесение конверсионного подслоя предотвращает попадание под покрытие влаги и загрязнений, вызывающих отслаивание и дальнейшее разрушение покрытия.
Фосфатирование и хроматирование обрабатываемой поверхности с нанесением тонкого слоя неорганической краски способствует улучшению адгезии («сцепляемости») поверхности с краской и предохраняет ее от ржавчины, повышая ее антикоррозийные свойства. Обычно поверхность обрабатывается фосфатом железа (для стальных поверхностей), цинка (для гальванических элементов), хрома (для алюминиевых материалов) или марганца, а также хромового ангидрида. Для алюминия и его сплавов часто применяют методы хроматирования или анодирования. Обработка фосфатом цинка обеспечивает наилучшую защиту от коррозии, однако этот процесс более сложный, чем остальные. Фосфатирование может увеличить сцепление краски с поверхностью в 2-3 раза.
Для удаления окислов (к ним относятся окалина, ржавчина и окисные пленки) используется абразивная чистка, (дробеструйная, дробеметная, механическая) и химическая очистка (травление).
Абразивная очистка осуществляется при помощи абразивных частиц (песка, дроби), стальных или чугунных гранул, а также скорлупы ореха, подающихся на поверхность с большой скоростью с помощью сжатого воздуха или при помощи центробежной силы. Абразивные частицы ударяются о поверхность, откалывая кусочки металла со ржавчиной или окалиной и другими загрязнениями. Такая очистка повышает адгезию покрытия.
Следует помнить, что абразивная очистка может применяться только к материалам, толщина которых составляет более 3 мм. Большую роль играет правильный выбор материала, поскольку слишком крупная дробь может привести к большой шероховатости поверхности, и покрытие будет ложиться неравномерно.
Травление представляет собой удаление загрязнений, окислов и ржавчины путем применения травильных растворов на основе серной, соляной, фосфорной, азотной кислоты или едкого натра. Растворы содержат ингибиторы, которые замедляют растворение уже очищенных участков поверхности.
Химическая очистка отличается большей производительностью и простотой применения, чем абразивная, однако после нее необходимо промывать поверхность от растворов, что вызывает необходимость применения дополнительных очистных сооружений.
На заключительной стадии подготовки поверхности используется пассивирование поверхности, то есть ее обработка соединениями хрома и нитрата натрия. Пассивирование предотвращает появление вторичной коррозии. Его можно применять как после обезжиривания поверхности, так и после фосфатирования или хроматирования поверхности.
После споласкивания и сушки поверхность готова для нанесения порошкового покрытия.
Технология порошкового окрашивания. Грунтовка
Для антикоррозионной защиты применяется два вида грунтовки порошковыми грунтами, на которые затем наносится порошковая краска.
1. Пассивная антикоррозионная защита.
Применяется эпоксидный антикоррозионный грунт, который образует прочную пленку с хорошим сопротивлением химическому и механическому воздействию.
Применяется для защиты стальных и алюминиевых изделий в мягких условиях эксплуатации (покрытия сварных конструкций, эксплуатируемых внутри помещения, дисков из алюминиевых сплавов и т. д.). Сглаживает поверхность при наличии мелких дефектов, а также после пескоструйной обработки.
2. Активная антикоррозионная защита.
Применяется эпоксидный цинкосодержащий грунт. Обеспечивает высокую коррозионную стойкость изделий в жестких условиях эксплуатации. Если в системе покрытий есть проникающее повреждение, то на этом месте могут появиться следы местной коррозии, однако, это не окажет какого-либо влияния на адгезию покрытия в примыкающей поверхности, т.е. грунт ограничивает область распространения коррозии.
Применяется для защиты всех стальных изделий при эксплуатации на открытом воздухе (решетчатые настилы, заборы, ограждения, лестницы, строительные конструкции и т.д.).
Технология порошкового окрашивания. Нанесение порошковой краски

После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи или в специальной секции печи отвержения. При использовании печи отвержения для просушки размеры системы снижаются, и отпадает необходимость использования дополнительного оборудования.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки (например, бункерами, виброситом и т.д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды.
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (их также называют пульверизаторами, пистолетами и аппликаторами). Любой распылитель сочетает в себе ряд различных режимов работы:
- напряжение может распространяться как вверх, так и вниз;
- может регулироваться сила потока (напор, течение струи) краски, а также скорость выхода порошка;
- может меняться расстояние от выхода распылителя до детали, а также размер частиц краски.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом — в результате их трения о стенки турбины напылителя.
При первом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
При трибостатическом напылении краска наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. «Трибо» в переводе означает «трение». В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя. При трибостатическом напылении источник питания не требуется, поэтому этот метод гораздо дешевле. Его применяют для окрашивания деталей, имеющих сложную форму. К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1.5-2 раза по сравнению с электростатическим.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Технология порошкового окрашивания. Полимеризация
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Оплавление и полимеризация происходят в специальной печи. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвержается. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Технология порошкового окрашивания. Системы рекуперации
Основное назначение системы рекуперации заключается в улавливании максимально возможного количества порошковой краски и возврата ее в питатель. В рекуператоре происходит фильтрация краски, которая может потом быть использована повторно.
Чаще всего используется двухступенчатая система улавливания. На первом этапе используется пылеотделитель, а на второй стадии улавливание краски происходит при помощи фильтра. Рекуперация позволяет повторно использовать до 98% краски, загруженной в питатель и не осевшей на поверхности детали.
Фильтры грубой и тонкой очистки воздуха подают в рабочую зону очищенный воздух. Благодаря этому отпадет необходимость использования вентиляторов, подогрева воздуха в зимнее время и его обеспыливания. С помощью системы рекуперации значительно снижаются энергозатраты и, соответственно, общие расходы на покраску. Автоматическая очистка фильтров обеспечивает работу воздушного потока без снижения скорости высокую степень очистки воздуха в течение длительного времени.
Технология порошкового окрашивания. Обеспечение и контроль качества порошковой покраски
Мы контролируем качество на каждой стадии технологического процесса, при этом используются самые современные приборы от лучших мировых производителей.
Так для настройки и контроля технологических параметров режимов полимеризации и отверждения покрытий непосредственно на поверхности изделий применяется термограф печей OQ610 (Grant), настройка и контроль оборудования электростатического нанесения порошковых покрытий, контроль степени заряда краски при её нанесении, качества заземления подвесок изделий производится с применением трибоэлектротестера Static Check ST3.
Степень адгезии покрытия к металлу контролируется с помощью адгезиметра Cross-Cut-Tester (Gardner), а толщина покрытия толщиномером QuaNix 1500.
Все это позволяет своевременно выявлять и корректировать отклонения от технологических режимов и обеспечивать высокое качество полимерных покрытий.
Технология порошкового окрашивания. Преимущества порошковой покраски по сравнению с обычной
| Покраска порошковой краской | Покраска обычной краской | |
|---|---|---|
| Эффективность нанесения |  |
 |
| Безопасность для здоровья человека | |
|
| Идеальное покрытие | |
|
| Широкий выбор цветов и фактур | палитра RAL, глянцевые и матовые покрытия, различные декоративные эффекты |
|
| Экологичность | |
|
| Ударопрочность покрытия | |
|
| Долговечность покрытия | 10-30 лет | 1-5 лет |
| Экономичность покрытия | |
|
| Время покраски | 2-3 ч. | 5-12 ч. |
| Защита металла от коррозии | |
|
| Устойчивость покрытия к температурным перепадам |
|
|
| Огнеопасность | |
|
Технология порошкового окрашивания.
Типовой технологический процесс получения покрытий из порошковых красок включает три основные стадии:
• подготовка поверхности,
• нанесение порошкового материала,
• формирование покрытия — полимеризация (запекание).
Качество покрытий зависит от строгого соблюдения технологических режимов всех стадий процесса.
Подготовка поверхности
1. Детали, на которые наносят порошковые покрытия, должны быть предварительно подготовлены, обладать ровной поверхностью без окислов, ржавчины и т.п. Для подготовки поверхности пригодны как сухие, так и мокрые способы очистки — обезжиривание, удаление оксидов, а при жестких условиях эксплуатации нередко дополнительно наносят конверсионные покрытия. В качестве обезжиривающих веществ применяют органические растворители, водные моющие (щелочные и кислые) растворы и эмульсии растворителей в воде (эмульсионные составы). Органические растворители (уайт-спирит, нефрас, ацетон) из-за вредности и огнеопасности применяют для обезжиривания способом ручной протирки изделий ограничено, главным образом при окрашивании небольших партий.
2. Основной промышленный способ обезжиривания связан с использованием водных моющих составов — концентратов. Моющий раствор получают путем растворения моющих средств-порошков в требуемом количестве воды. Обезжиривание проводят при 40-80 градусов по Цельсию продолжительностью по времени при окунании 5-20 мин, при распылении 1-5 мин. Этот способ приемлем для обработки как черных, так и цветных металлов.
3. Щелочное обезжиривание требует специального оборудования, предусматривающего не только обработку изделий моющим составом, но и последующую их промывку и сушку, также необходимы очистка и утилизация сточных вод, поэтому не для всякого покрасочного цеха это приемлемо.
4. Способы обезжиривания, не связанные с применением химикатов. Например, пароводоструйный (обработка поверхности пароводяной струей с температурой 90-100°C и давлением 0,5-2,0 Мпа) и термический (нагревают изделия с масляными и жировыми загрязнениями до 400-450°C) способы. Термический способ обработки используют при окрашивании труб. Для удаления оксидов (очистка поверхности от ржавчины, окалины, старых покрытий) в основном используют механические (струйная абразивная обработка) или химические способы (растворение или отслаивание оксидов с помощью кислот в случае черных металлов, с помощью щелочей в случае алюминия и его сплавов).
5. Нанесение конверсионных покрытий преследует цель улучшить защиту изделий, сделать ее более надежной. Наиболее распространено фосфатирование черных металлов и оксидирование цветных, в первую очередь, алюминия и его сплавов. Эти способы используют преимущественно для изделий, эксплуатирующихся вне помещения и в условиях переменной влажности и температуры. При фосфатировании чаще всего используют цинкосодержащие фосфатирующие концентраты. Фосфатирование обычно проводят струйным способом в агрегатах мокрой очистки при температуре 50-60°C, продолжительностью обработки 1,5-2,5 мин. Химическое оксидирование обычно проводят соединениями, содержащими хром, поэтому операцию называют хроматированием. Химическое оксидирование проводят при 20-30°C продолжительностью 5-30с. Толщина оксидных покрытий обычно не превышает 1 мкм.
6. Завершающей стадией получения конверсионных покрытий, как и любых операций мокрой подготовки поверхности, является сушка изделий от воды. Ее проводят обдувкой горячим воздухом при 110-140°C.
Нанесение порошкового материала
Сущность процесса нанесения состоит в следующем:
• Полимерный порошок поступает из бункера в смеситель, где смешивается с воздухом в необходимой пропорции, регулируемой блоком вентилей (флюидизации).
• Смесь порошка и воздуха поступает в распылитель. В распылителе находится высоковольтный источник создающий высокое (до 100 кВ) напряжение на коронирущем электроде. Проходя мимо него, пылинки приобретают необходимый электрический заряд, благодаря которому, пролетая вблизи покрываемой детали, прилипают к ее поверхности.
Нанесение необходимо производить равномерно, уделяя особое внимание труднодоступным местам (углы, углубления, отверстия и т.д.). Слой должен быть достаточным, но не излишним. Для качественного окрашивания изделий сложно формы рекомендуется подбирать режимы высоковольтного источника или использовать технологию трибостатического нанесения.
Не прилипший порошок:
• уносится потоком воздуха в вытяжную вентиляцию
• проходя через циклон, он высаживается сначала на его внутренней поверхности, а затем осыпается вниз и собирается в накопительном бункере
• из бункера снова поступает на вторичное использование
• толщину слоя, его плотность можно регулировать параметрами высоковольтного источника.
Для исключения попадания порошка в рабочую зону запрещается работать без общей и локальной систем вентиляции!
Производительность работы определяется, в данном случае, наиболее трудоемкой и плохо поддающейся механизации операцией — завешиванием детали на оснастку (крючки, скобы и т.п.) и их установкой в кабину, а после нанесения слоя порошковой краски, завешивания в печи для запекания. Хорошие результаты дает использование «групповой» оснастки, когда в кабине и в печи устанавливаются сразу несколько деталей. Благодаря тому, что заряженные частицы порошка могут налипать с «тыла» и «флангов» наносить слой можно не со всех сторон, а с нескольких удобных для работы направлений.
Последовательность операций такова:
1. проверить качество подготовки поверхности деталей
2. завесить всю партию деталей на крючки и разместить на установленные возле кабин вешала
3. проверить наличие контакта между деталью и крючком
4. провести напыление порошка
5. после напыления детали на оснастке (с тем, чтобы не повредить напыленный слой) завешиваются на выкатываемые из печи тележки
6. тележки осторожно (чтобы не раскачать детали) закатываются в печь
Формирование покрытия — полимеризация (запекание)
Запекание следует проводить при температуре, указанной в технической документации (TDS — Technical Data Sheet) на используемую краску. Обычно она составляет от 160°C до 200°C. Время полимеризации так же указывается в техническом паспорте — от 10 до 20 минут. Крайне важно учитывать, что для полной полимеризации необходимо, чтобы сама деталь была нагрета до указанной температуры. Например, если в документации на краску указан режим запекания (полимеризации) 180°C / 10 минут, то необходимо что бы изделия нагрелись в печи до 180°C после чего выдерживают еще 10 минут. Время разогрева печи 0,5-4 часа (зависит габаритов и мощности печи, от массы изделий, теплоемкости деталей и величины температуры запекания).
При запекании деталей, окрашенных антикварными порошковые красками («антик») или красками с эффектом «шелк» или «кожа», требуется быстрый нагрев изделий – термо-удар. Для этого заранее разогревают печь до 230 °C-230 °C и помещают изделия в уже прогретую печь, это увеличивает скорость нагрева и создает терму-удар для лучшего раскрытия структуры краски.
ВАЖНО!!! Нарушение температурного режима приводит к неправильной полимеризации, нарушаются защитные свойства покрытия, его внешний вид. Если температура или время запекания ниже чем указаны в документации (не додержали) покрытие теряет адгезию – отстает от изделия, твердость — царапается, не формируется структура у структурных красок. При превышении режимов нанесения (температура или время выше чем указаны в документации) может происходить разрушение покрытия, изменение цвета, хрупкость при деформации.
Следует учитывать, что при запекании нагрев изделия может вызвать его коробление и деформацию, поэтому при переходе на новые изделия необходимо покрыть пробную партию для того, чтобы подобрать краску с оптимальным режимом запекания. Например, изделия из алюминия запекают при температуре на выше 180°C так как при более высокой температуре он начинает «газить». Температура и время запекания устанавливаются на пульте управления печи. После запекания изделие медленно остывает при комнатной температуре в течение примерно 10-15 минут. Окончательно свои физико-химические свойства покрытие набирает в течении 24-х часов с момента запекания.