
Инструкции

В каждый сварочный аппарат Candan, поставляемым в комплекте или без, обязательно вкладывается инструкция к пользованию паяльника CANDAN. Но, если по какой-то причине инструкции перед глазами нет, мы подготовили ее на нашем сайте.
Рекомендуем обязательно ознакомиться с инструкцией перед использованием сварочного аппарата, это сэкономит время и позволит избежать ошибок и неприятных последствий неправильного монтажа!
1. Перед началом производства работ необходимо протереть свариваемые детали полипропиленовых труб и сварочные насадки паяльника чистой тканью, а также обратить внимание на края свариваемых труб, они должны быть ровно отрезанные, при необходимости нужно их выровнять;
2. Установите сварочный аппарат на подставку;
3. Закрепите на нагревательном элементе сварочного аппарата насадку для сварки труб необходимого диаметра, причем, конструкция паяльника, в зависимости от модели, позволяет устанавливать несколько нагревательных насадок разного диаметра, для удобства работы при сварке полипропиленовых труб и фитингов;


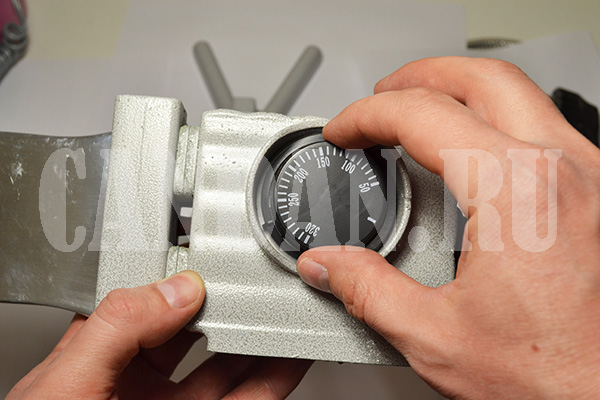
4. Настройте сварочный аппарат на температуру 260 ºС, При работе с новым аппаратом, при первой сварке, необходимо производить работу на открытом воздухе или в легко проветриваемом помещении, т.к. при производстве, детали сварочного аппарата покрываются специальным раствором, который, при первичном нагревании, образует дым и специфический запах,
При работе с паяльником для полипропиленовых труб, происходит нагрев деталей сварочного аппарата, поэтому избегайте прикосновения к паяльнику открытыми частями тела. Не допускайте к работающему сварочному аппарату детей или животных.
Сварочные аппараты candan работают от сети переменного тока 220 вольт, при включении аппарата, на переключателях включения и выключения загорается индикатор красного цвета, который гаснет после достижения заданной температуры нагревания.
Аппарат для сваривания полипропиленовых труб CANDAN имеет двойной нагревательный элемент, для быстрого нагревания можно использовать оба переключателя, после нагревания один из переключателей рекомендуется выключить.

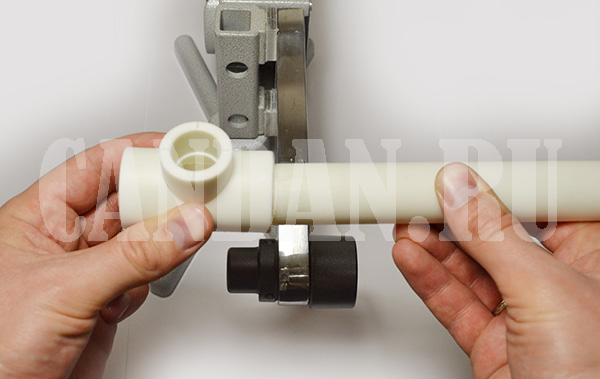
5. При достижении заданной температуры сварочного аппарата, следя за сохранением угла соединения, начинайте разогревать трубу с внутренней стороны насадки и фитинг с наружной стороны насадки с силой их надевая и вставляя на разогретые части насадки. Разогревайте свариваемые части в соответствии с таблицей, старайтесь их не перегреть, а то полипропилен начнет гореть. По истечении необходимого времени нагрева снимите трубу и фитинг с насадки и соедините их друг с другом. Труба должна до упора войти в фитинг, а на шве образоваться ровный грат из расплавленного полипропилена.
Следите, чтобы электрический кабель и вилка не соприкасались с нагревательным элементом. Не ударяйте и не роняйте сварочный аппарат.
Охлаждать паяльник для полипропиленовых труб candan нужно естественным путем, держа его на открытом воздухе, ни в коем случае нельзя охлаждать паяльник водой.
После окончания сварочных работ трубу проверяют на герметичность подачей воды в систему.
Время нагрева полипропиленовых труб
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Время нагрева, сек | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время соединения, сек | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Время охлаждения, мин | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Длина свариваемого шва, мм | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Просмотры: 3 873
Характеристики
|
Производитель |
 |
|
Насадки в комплекте |
Да |
|
Вес, кг |
6.5 |
|
Длина кабеля, м |
2.5 |
|
Частота, Гц |
50, 60 |
|
Напряжение сети, В |
220 |
|
Степень защиты |
IP 44 |
|
Упаковка |
кейс |
Аппарат для сварки полипропиленовых труб Candan CM-01 и другие оригинальные товары в категории паяльники для полипропиленовых труб доступны на сайте интернет-магазина Бигам в Москве по специальной цене 7300 рублей. Перед покупкой данной модели бренда Candan рекомендуем посмотреть особенности, технические параметры, документацию и сертификаты на продукцию. Также предлагаем сравнить товар аппарат для сварки полипропиленовых труб Candan CM-01 с ассортиментом модификаций и аналогов из категории паяльники для полипропиленовых труб Candan.
С этим товаром смотрят
-
-1 ₽
-
-12 ₽
-
-1 ₽
-
-134 ₽
-
-1 ₽
-
-8 ₽
-
-
Инструкция Candan CM-01
Инструкция.pdf 140.06 КБ
На странице представлена инструкция по эксплуатации и другие материалы производителя о товаре аппарат для сварки полипропиленовых труб Candan CM-01, необходимые пользователю. Из руководства пользователя Candan можно узнать устройство изделия, срок службы и комплект поставки. Аппарат для сварки полипропиленовых труб Candan CM-01 и все товары серии требуют соблюдения правил использования, обслуживания, ухода и хранения.
-
Похожие товары
-
-1 870 ₽
-
-1 356 ₽
Какой паяльник для полипропиленовых труб лучше (рейтинг Топ 10 по фирмам и странам) – узнаем, какой выбрать, на что в первую очередь стоит обратить внимания, так же мы научимся быстро и правильно монтировать системы водоснабжения.
Дело хорошего мастера боится, а если он вооружился хорошим инструментом, то тем более. Найти качественное оборудование и специальный инструмент для пластиковых изделий не считается проблемой – современный рынок готов предложить все. Если возникло желание самостоятельно провести замену полипропиленовых труб – дерзайте, все будет вам по плечу.
Современные технологии позволяют использовать новые материалы, благодаря чему сделать трубопровод своими руками можно лишь при помощи паяльника для полипропилена.
Какой паяльник идеально подходит для полипропиленовых труб?
Несмотря на то, что сам по себе такой инструмент, очень простой, выбрать его не так уж легко. Паяльник для полипропиленовых труб позволяет произвести монтаж пластикового трубопровода своими руками. Современный рынок предлагает большое количество самых разнообразных моделей, однако на чем остановить свой окончательный выбор – вот вопрос.
Вряд ли консультанты, которые одновременно выполняют и функцию продавцов, могут как-то в этом помочь. Это связано с разными задачами покупателя и продавца. Последним важно продать товар и все.
Поэтому, прежде чем покупатель осуществит выбор в пользу той или иной модели, лучше четко понимать какие характеристики и параметры принадлежат паяльнику. Самым простым способом выбора – это выбор согласно страны фирмы производителя.
О типовых конструкциях
Держатели и нагревательные элементы размещаются внутри. Держатель теплоизолирован, что позволяет сохранять одно положение инструмента во время работы. Нагревательный элемент отвечает за процесс плавления. Конструкции у всех агрегатов для сварки примерно одинаковые.
Если требуется сварка полипропиленовых трубопрокатов больших диаметров – берутся приспособления с довольно сложной системой, позволяющей управлять процессом пайки.
Ведь важно сделать так, чтобы нагрев конструкции не был слишком сильным. Иначе трубка или муфта могут расплавиться полностью. Но хороший аппарат для сварки полипропиленовых труб этого не допустит.
Конструкции часто снабжаются особым блоком. Он регулирует не только температуру на рабочем нагревательном устройстве, но и время, за которое плавится труба или фитинги.
Температура вместе со временем привязываются к толщине стенке муфты, диаметру изделия. Эти факторы требуют учёта для тех, кто выбирает паяльники.

Как правильно выбрать по мощности
Чтобы соединить 50-миллиметровые и меньшие заготовки, берутся стандартные нагреватели, поддерживающие мощность в 1 кВт. Для большего сечения понадобиться мощность в 1,7-2 кВт.
Но и это правило срабатывает не всегда. Рынок предлагает нам сверхэффективные установки, расходующие менее 1 кВт. И могут сваривать трубопрокатные заготовки с максимальным диаметром.
Профессионалы обращают внимание на универсальные инструменты с максимальным показателем мощности.
Любителям подходят недорогие приспособления, способные паять хотя бы два-три типоразмера заготовок.
Видео: аппарат для сварки полипропиленовых трубопрокатов
Как правильно выбрать насадки?
- Для паяльников с меньшей производительностью надо выбрать меньший диаметр, которым обладает насадка.
Маломощные приборы просто не способны прогреть слишком большие насадки. Перед покупкой паяльника надо убедиться в том, что эти два элемента в комплекте соответствуют друг другу.
- Специалисты рекомендуют при выборе учитывать свои личные потребности. Профессиональным мастерам надо работать с насадками и с 10, и со 110 миллиметрами. В домашних условиях интерес представляют только три варианта – 16, 24 и 32 мм. В этот размерный ряд укладывается любой домашний трубопровод. Бессмысленно приобретать более большие насадки.
- Важен и материал изготовления. Тефлоновое покрытие и хорошая теплопроводность – наиболее актуальные требования. Качественные насадки лучше приобрести даже домашним мастерам, которым не требуется много элементов.
Чем больше насадок, тем лучше. Правда, стоит учесть, что цена приспособлений растёт вместе с увеличением их размера.
Менее универсальные инструменты заинтересуют тех, кому нравится оправданная эффективность.
Сварочный аппарат для полипропиленовых изделий Candan
Смотреть видео
Сварочный аппарат Candan выпускается турецкой компанией. Он предназначен для сварки пластиковых трубопрокатных изделий. И является довольно хорошим устройством, если исходить из многочисленных положительных отзывах.
Производитель Candan основан в 1997 году в городе Стамбул. Профиль производства представлен широким ассортиментом сварочных аппаратов для полипропиленовых изделий, а так же комплектующих и расходников к ним.
Компания Candan производит следующие аппарат для сварки. Candan CM-01 и CM-03 для сварки полипропиленовых трубопрокатов диаметром от 20 до 63 мм. Candan CM-04 и CM-05 – соединяет диаметры в диапазоне от 50 до 160 мм. Candan CM-06 – от 20 до 50 мм. Candan CM-160 для диаметра 160 миллиметров.
Так же турецкий производитель Candan изготавливает качественные ножницы для полипропилена.
Рейтинг качества аппаратов для сварки по странам производителям
Почему так важно знать производителя, выпускающего сварочный аппарат? Все дело в том, что от этого зависит качество покупаемого оборудования. А это играет решающую роль на получение итогового результата качества выполняемой работы.
Самое главное в таких устройствах – это надежность конструкции, стабильная температура и мощность. Для магистрали на 100 мм достаточно мощности на 1,5 – 2 кВТ. Хотя, для домашних нужд чаще всего применяют агрегаты на 800 киловат.
- Первое место принадлежит Чехии;
- Второе – Турции;
- Третье уверенно занимает Россия;
- Китай.
Теперь более детально о странах производителях.
- Чехия
. Аппарат для сварки этой страны отличается функциональностью и высоким уровнем качества элементов и насадок. - Турция
. Эта страна продолжает рейтинг производителей. Изделия страны стали отменной альтернативой чешским товарам. Но, среди предоставленных моделей от турецкого производителя часто можно встретить оборудование низкого качества. Самыми популярными моделями являются: Valtec, Kalde и Candan. Они заслуженно получили большое количество положительных отзывов, и выгодно отличаются хорошим сочетанием стоимости и качества. - Россия
. С недавнего времени отечественные производители стали выставлять на рынок аппараты для сварки высокого качества. При этом оборудование данной линейки выгодно отличает доступная стоимость. - Китай
. К сожалению, товары этого производителя из-за своего невысокого качества, не получили высокой оценки от профессионалов.
Смотреть видео
Отзывы строителей, относительно производителя, выпускающего сварочный аппарат, немного разняться. Все одноголосно хвалят чехов, но при этом сетую на высокую цену изделий. А вот, перед покупкой турецких товаров, рекомендуют тщательно проверять насадки и комплектующие, которые дополняют агрегат.
Домашние мастера часто изготовляют сварочный агрегат своими руками, используя mlt – резистор, но такие устройства не могут полноценно заменить качественное магазинное оборудование.
Перед тем, как пойти за покупкой, особенно если отсутствуют какие-либо технические знания, лучше внимательно изучить несколько форумов по интересующей теме.
Мнения форумчан помогут правильно сформировать свой выбор. Ведь часто, предлагаемый сварочный агрегат с указанием страны производителя, например, Турции, может банально оказаться обычной китайской подделкой.
Топ 10 фирм – производителей аппаратов для сварки
- «Candan». Характеристики сварочного агрегата турецкого производителя отличаются хорошими техническими качествами и приемлемой ценой.
- «Valtek». Оборудование российско – итальянской компании славиться высоким уровнем качества и надежностью.
- «REMS». Это оборудование отличается многими достоинствами. Данную компанию хорошо знают на рынке электроинструментов. Наиболее важная часть этого инструмента – элемент нагревания произвели из устойчивого к коррозии сплава. Так же особо выделяют точный механический регулятор температуры. Он функционирует без погрешностей.
- «Gerat Weld». Этот производитель представляет линейку товаров, соединивших в себе оптимальное соотношение стоимости и качества. Это мощное и компактное устройство будет превосходным помощником домашнему мастеру. На нагреватель такого устройства можно ставить два вида насадок одновременно. Совокупная мощность устройства составляет 1500 киловат.
- «Рrorab». Если нужно устройство с невысокой ценой и маленьким весом, то лучше варианта не отыскать. В комплекте к таким устройствам идут специальные перчатки, ключ – шестигранник, отвертка и рулетка.
- «Sturm». Под этой торговой маркой можно приобрести профессиональный аппарат для сварки двух видов. В первом случае нагревательный элемент имеет форму цилиндра, а во втором случае он произведен в мечевидной форме.
- «Аква Пром». Эти сварочники выделяются небольшой стоимостью и обширной комплектацией. Это мощные устройства, позволяющие легко выполнить прокладку трубопровода, обустройство теплицы и многое другое.
- «Бош». Эти инструменты называют самым лучшим вариантом для новичков. Сварочники «Вosch» – это легкие и надежные в работе инструменты. Приятным дополнением к этим механизмам стала их разнообразная комплектация, которая включает различные по диаметру насадки, позволяющие работать с трубами разного сечения.
- «Rotorica». Данное устройство отличный помощник для домашнего мастера. Его оснастили цифровым регулятором температуры и покрытием из тефлона на насадках. Описывая данные агрегаты, нужно отметить их универсальность – они могут быть использованы в различных рабочих условиях.
- Завершают топ – 10 модель «Электромаш». Это инструменты для выполнения ручной пайки пластиковых систем. Они позволяют выполнить работу с полипропиленовыми материалами без больших усилий. Описываемую линейку товаров выгодно выделяет небольшая стоимость.
Паяльники и другая продукция в Леруа Мерлен
Паяльник для полипропиленовых труб в Леруа Мерлен можно подобрать без труда. Эта копания гордо стоит на первом месте
среди реализаторов материалов для ремонта и отделки квартиры и другого помещения.
На российском рынке Леруа Мерлен знают уже больше десяти лет, и покупатели успели ее полюбить за широкие возможности выбора и демократичность цен.
На сайтах предложений от Леруа Мерлен в разделе Сварочные аппараты для ПП материалов можно изучить объявления.
 Связаться с фирмой или интернет магазином можно по заявленным номерам телефона. Онлайн заявка оформляется достаточно быстро.
Связаться с фирмой или интернет магазином можно по заявленным номерам телефона. Онлайн заявка оформляется достаточно быстро.
При этом следует отметить, что невысокая цена изделий отвечает высокому качеству товаров. А широкий ряд предложений выбора дает возможность подобрать нужный механизм.
Функциональное предназначение паяльника
Аппарат для сварки необходим для того, чтобы нагревать с его помощью концы монтируемых полипропиленовых труб. Устройство заранее снабжается несколькими различными по диаметру насадками. Это позволяет работать с различными диаметрами. Для того, чтобы пайка была выполнена точно, нужно знать возможности температурного диапазона.
Устройство, которое предназначено для монтажа полипропиленовых изделий, дополнительно называют сварочным аппаратом. В его комплект входят:
- нагревательные тэны;
- подошва;
- насадки.
Работа его чем-то похожа на работу обычного домашнего утюга. Разница состоит в количестве нагревательных тэнов, их имеется в количестве двух штук. Кроме того, он оснащен терморегулятором, с помощью которого устанавливается необходимого уровня температура.
Следует отметить, что сам по себе паяльник не даст возможность смонтировать систему. Для этого нужно еще пользоваться несколькими дополнительными инструментами, а именно:
- спиртовой маркер или маркер, который используется для нанесения надписей на лазерные диски;
- рулетка;
- резак, с помощью которого можно осуществлять резку полипропилена;
- уровень.
Смотреть видео
Ценовая характеристика паяльников
Сколько стоит паяльник для полипропиленовых труб? Лучше всего на этот вопрос ответит рынок. Но, тем не менее, есть несколько важных факторов, которые могут оказать большое влияние на окончательную цену и которые нужно знать.
Главной составляющей, которая влияет на ценовую категорию, считается его долговечность, а также надежность. Современный рынок готов предоставить потребителю две категории:
- предназначенные для удовлетворения бытовых потребностей;
- профессиональные.
Средняя стоимость хорошего профессионального устройства составляет около пятисот долларов США. Бытовой прибор будет стоить ориентировочно в пять раз дешевле. Это связано с тем, что бытовые устройства гораздо реже применяются.
Стоит аппарат для сварки по-разному в зависимости и от возможной комплектации. Более дешевый набор будет стоить меньше из-за наличия небольшого количества насадок, которые имеют не самое хорошее качество, так как их тефлоновое покрытие не всегда стабильно. В итоге свариваемая магистраль может быть повреждена при их использовании.
Зарубежные паяльники стоят дороже, но и имеют лучшие качественные характеристики, что позволяют дольше использовать их по своему прямому назначению.
Следует отметить, что очень часто комплектующие насадки имеют менее продолжительный срок эксплуатации чем сам сварочный агрегат. Как показывает практика, их замена может понадобиться уже через пару лет. Однако, благодаря насыщенности рынка, восполнить этот пробел не составляет никакого труда.
Видео – делаем паяльник для полипропиленовых труб своими руками
Профессионалы советуют менять насадки при постоянном их использовании, несколько раз в год. Это связано с тем, что долговечность и функциональность работы монтируемого водопровода будет напрямую зависеть от состояния стыков.
Кратко о технологии пайки
Как пользоваться паяльником для проведения монтажных работ по установке полипропиленовых труб? Все просто, особенно если четко следовать инструкции. Единственное предостережение – это неукоснительно соблюдение существующих правил безопасности.
Паяльник следует установить на ножки, которые одновременно с ним продаются в комплекте, после чего он подсоединяется к сети. Выбирают разъемы, которые подходят по диаметру к трубам, что подлежат монтированию. После этого проходит соединение всех элементов, максимально придавливая их.
Лучше всего – это дать паяльнику очень хорошо разогреться. Нужная температура при монтаже – это залог успешной и бесперебойной работы всего трубопровода в будущем.
Это может занимать от десяти минут до получаса, в зависимости от качества агрегата для сварки. О том, что устройство готово к работе будет говорить погаснувшая кнопочка, расположенная на корпусе.
Время, которое отводится на пайку отдельных элементов, не должно быть меньше минуты. В любом случае, этот срок указывается непосредственно в техническом паспорте паяльника. Помните, что полипропиленовая труба обладает свойством растягиваться. Поэтому, не стоит повторно пытаться нагреть деталь, если кажется, что она не имеет достаточную для соединения температуру.
Если вы приобрели хороший паяльник для полипропиленовых труб, монтаж всей системы своими руками можно провести за несколько дней.
Сам процесс паяния очень прост, особенно если неукоснительно соблюдать следующие правила:
- придерживаться необходимого режима температуры;
- труба должна нагреваться определенное время.
Если внимательно изучить вид насадок, можно определить, что один ее конец должен быть использован исключительно для того, чтобы нагревать внутренний диаметр трубы, а второй – для наружного диаметра. Так как труба не может быть спаяна непосредственно по стыку, для монтажа потребуется муфта.
Сам процесс спаивания проходит следующим образом. Соединительный элемент или муфта, а также труба вставляются с обеих сторон в специальную насадку паяльника. После этого нужно зафиксироваться ориентировочно на срок от тридцати секунд до одной минуты.
Смотреть видео
В противном случае, нельзя будет добиться необходимого результата и получить бесперебойно работающую магистраль водопроводной или отопительной системы.
Из всего изложенного выше можно сделать один очевидный и логичный вывод. Для того, чтобы сделать своими руками водопровод из полипропиленовых труб, который бы работал бесперебойно, приобрести дорогой паяльник от хорошего производителя слишком мало.
Для достижения максимального результата нужно самостоятельно освоить некоторые правила работы с этим устройством, а также в отношении проведения всех монтажных работ по конструированию водопроводной системы или же системы отопления. Только в совокупности можно получить тот результат, который был запланирован!
Смотреть видео
В наше время при создании различных трубопроводов все чаще используют полимерные каналы. Они обладают массой преимуществ перед аналогами из металла. Особого внимания заслуживают полимерные трубы. Цена за 1 метр этих конструкций существенно ниже, чем у металлических аналогов. Их отличительной особенностью является удобный монтаж. Такие трубные конструкции спаиваются посредством
В этой статье мы разберем устройство упомянутого прибора, перечислим наиболее популярных производителей техники и расскажем об устранении своими руками наиболее типичной поломки. У вас также будет возможность посмотреть фото и видео по теме данного материала.
Устройство прибора
Большинство паяльных аппаратов обладают приблизительно одинаковой конструкцией. Отличия заключаются лишь в форме и способах установки специальных насадок.

Любой паяльник для полипропиленовых труб состоит из:
- корпуса и рукоятки;
- терморегуляторе;
- нагревательном тэне, помещенном в кожух из металла;
- сменных насадок, покрытых тефлоном.
По способу функционирования рассматриваемые приборы во много напоминают обычный утюг.
Некоторые специалисты так и называют эти аппараты. Функционирование прибора достаточно простое. Тэн увеличивает температуру плиты, внутри которой он находится. От нее тепло передается на насадки. Именно эти нагревательные элементы способствуют размягчению полимера до нужной консистенции.
Терморегулятор позволяет контролировать процесс нагрева. Эта деталь отвечает за поддержку необходимого температурного режима, не допуская перегрева установленных насадок. Если терморегулятор неисправен, работать прибором будет непросто. Нагревательные элементы могут сильно перегреваться. Это негативно отразится на длительности их эксплуатации. Металлическая часть плиты со временем начнет плавиться. В результате прибор станет непригодным .

Важно выбирать паяльный аппарат, оснащенный качественным терморегулятором. У дешевых моделей данный элемент работает нестабильно. Это приводит к тому, что подогрев полипропиленовых конструкций осуществляется неравномерно. Уровень температуры может быть чрезмерно высоким или, наоборот, низким.
Заметим, что для опытных специалистов такой дефект не является критичным. В то же время новички смогут эффективно выполнить задачу лишь с применением абсолютно исправного паяльника. Связано это с тем, что профессионалы интуитивно работают с прибором, и благодаря своим навыкам смогут свести к минимуму последствия использования нестабильного аппарата.
На основе выше написанного делается простой вывод — лучше применять качественную и надежную технику, чем возиться с плохо функционирующим паяльником. При этом желательно использовать аппаратуру с терморегулятором, позволяющим осуществлять плавную регулировку температурного режима.
Типичная поломка: паяльный аппарат не нагревается

Разберем реальный случай ремонта прибора RSP-2a-Pm от чешской компании Wavin ekoplastik. Проблема заключалась в следующем: аппарат грелся, но не набирал необходимый показатель температуры. При этом во время работы внутри прибора возникал звук искрящихся контактов. Аппарат интенсивно использовался в течение года.
Ремонт устройства был начат с его разборки. Дальше нужно было установить причину неисправности. Сначала была проверена плата управления. Далее, паяльник включили и определили показатель напряжения на выходе упомянутой схемы.
Выполняя проверку, не нужно дожидаться полного разогрева жала. Подобная процедура будет уместна в случае тестирования электроники. В нашем примере нужно было лишь определить причину поломки. После проверки платы необходимо было бы переходить к диагностике тэна.
Рассматриваемый экземпляр паяльного аппарата включался. Четко загорались индикаторы нагрева. Было сделано предположение о том, что проблема кроется в цепях тэна. Для точной идентификации поломки пришлось разобрать защитную решетку нагревательного элемента.
Было принято решение проверить терморегулятор, прикрученный к нагревателю. Основной задачей этого компонента является дополнительная защита. Работа прибора полностью управлялась посредством электроники. Терморегулятор был вмонтирован для того, чтобы избежать неуправляемости тэна в случае повреждения тиристора.
В случае достижения максимально допустимой температуры биметаллические контакты предохранительного устройства разомкнуться, и прекратят работу главного нагревательного компонента. В конкретном случае произошло подгорание упомянутых элементов. В результате размыкание контактов начало происходить при температуре меньше предельной. Это и было главной причиной постоянного недогрева прибора.

Для устранения этой проблемы можно было осуществить ремонт терморегулятора. Но это задача очень сложная и трудоемкая. Замена рассматриваемого элемента была неосуществимой по причине отсутствия запчастей.
В итоге ремонтником было принято решение об удалении из цепи терморегулятора и соединения ее напрямую. Для этого элемент отсоединили от контакта тэна. Затем новая, приобретенная в магазине, клемма была обжата на другом проводе, синего цвета. Для решения этой задачи допускается использования клемм в изоляции.
Старайтесь применять исключительно термоустойчивые кембрики. Они должны выдерживать режим высоких температур.
Обжатие клеммы выполняется специальными клещами. На худой конец можно использовать и плоскогубцы. Главное, чтобы процедура выполнялась качественно и надежно. После ее осуществления кабель в клемме должен быть неподвижным.
После выполнения процедуры отключения терморегулятора нужно было выполнить сборку прибора. В процессе ее осуществления было установлено повреждение фиксатора проводов. Для устранения этой поломки был использован обычный пластиковый хомут. После выполнения фиксации кабелей, лишние части пластика были обрезаны.
Далее была закончена сборка прибора. После этого аппарат был протестирован на исправность. Паяльник снова заработал как часы. Информацию из этой статьи вы сможете использовать при ремонте различных моделей паяльников.
Смотреть видео:
Содержание
Полипропиленовые трубы относительно недавно появились на рынке материалов для монтажа систем отопления и водоснабжения, но успели завоевать популярность благодаря высоким функциональным параметрам, надежности и долговечности. К достоинствам труб из полипропилена также можно отнести недорогой простой монтаж, с которым способен справиться неспециалист при условии использования качественного инструмента и соблюдения технологии работ. Рассмотрим, как правильно выбрать паяльник для полипропиленовых труб, чтобы приобрести оборудование с оптимальным функционалом по разумной цене.
Паяльник для сварки пропиленовых труб
Монтаж пластмассовых трубопроводов осуществляется методом сварки элементов системы (труб и фитингов соответствующего диаметра) в требуемом порядке. Рекомендуется использовать детали, выпущенные одной фирмой, чтобы гарантировать полное совмещение стыкуемых элементов по температуре плавления. При перегреве или недогреве полимерного материала страдает качество сварного шва.
Чтобы нагреть внутреннюю поверхность фитингов и внешнюю поверхность конца трубы до плавления, применяется специальный аппарат для сварки полипропиленовых труб. Его нередко называют утюгом либо паяльником для полимерных труб.
Конструктивные особенности и принцип использования
Аппарат для сварки пластиковых труб состоит из следующих элементов:
- пластиковый корпус, оснащенный ручкой;
- металлическая платформа (рабочая часть), внутри которой располагается нагревательный элемент;
- специальные сменные насадки для нагрева деталей трубопровода, различаются по диаметру;
- терморегулятор, позволяющий точно задать температуру нагрева в зависимости от технических параметров полимера, из которого выполнены детали трубопровода;
- подставка, благодаря которой аппарат устойчиво размещается на горизонтальной поверхности;
- индикаторы нагрева.
 Паяльный аппарат с нагревательным элементом ввиде плиты
Паяльный аппарат с нагревательным элементом ввиде плиты
Производители электроинструмента предлагают два конструктивных решения агрегата для сварки полимерных труб, которые различаются формой нагревательного элемента – он бывает плоский (именно такая модель называется утюг для пайки) и круглый, цилиндрический, из-за чего аппарат напоминает формой классический паяльник. На технологию и качество работы форма нагревательного элемента никак не влияет, различия касаются только конфигурации и принципа крепления насадок.
В плоской плите устройства для пайки труб имеются отверстия, в которые устанавливаются разъемные насадки. Каждая насадка состоит из двух элементов, один из которых позволяет нагреть фитинг изнутри (дорн), а второй выполнен в виде гильзы, в которую вставляется край трубы. Дорн и гильзу крепят к плите винтом, который затягивается специальным ключом-шестигранником, идущим в комплекте. У бытовых аппаратов количество отверстий позволяет установить 2–3 комплекта насадок, профессиональные устройства снабжены большим количеством посадочных отверстий.
Обратите внимание! Если работа одновременно ведется с трубами и фитингами разного диаметра, соответствующие насадки располагают в плите «утюга» таким образом, чтобы самые большие располагались ближе к ручке, а маленькие – к краю. Это поможет равномерному прогреву элементов, и при работе насадки не будут мешать.
 Аппарат с нагревательным элементом ввиде цилиндра
Аппарат с нагревательным элементом ввиде цилиндра
У паяльника для пропиленовых труб, снабженного нагревательным элементом в форме цилиндра, насадки имеют иную конструкцию. Они надеваются на цилиндр и фиксируются длинным винтом. Чтобы затянуть соединение также используется штатный ключ-шестигранник. Количество насадок, которые можно установить на нагревательном элементе зависит от длины цилиндра. Важно разместить их таким образом, чтобы они не мешали вести работы и не грозили ожогом.
Выбирая аппарат для полипропиленовых труб, оцените особенности эксплуатации каждого варианта и выберите тот, который покажется удобнее. Иных различий агрегаты не имеют.
Сфера применения
Область использования паяльника для пластиковых труб – сварка элементов трубопровода из полипропилена и ПВХ, в том числе с алюминиевым армированием. При работе важно соблюдать температурный режим:
- для ППР труб насадки требуется нагреть до 260°С;
- для труб ПВХ рабочую часть разогревают до 220°С.
 Важно наличие терморегулятора
Важно наличие терморегулятора
Терморегулятор позволяет поддерживать требуемый уровень нагрева в течение всего процесса монтажа. О том, что аппарат вышел на рабочий режим указывает погасший индикатор.
Модели, представленные в продаже, подразделяются на бытовые и профессиональные. Бытовые характеризуются меньшей мощностью, у них редко больше двух отверстий на нагревательной плите и количество насадок ограничено – максимальный диаметр не превышает 63 мм (обычно до 40 мм). Профессиональные аппараты мощнее, они позволяют одновременно нагревать несколько комплектов насадок и выбор их диаметров значительно шире, вплоть до 100 мм.
Бытовой модели в большинстве случаев достаточно для самостоятельной прокладки инженерных коммуникаций в квартире или частном доме. Но если по проекту предусмотрены трубопроводы диаметром более 32 мм, убедитесь, что выбранный вами сварочный агрегат укомплектован соответствующими насадками.
Критерии выбора
Чтобы понять, какой паяльник идеально подходит для сварки (пайки) полипропиленовых труб, необходимо разобраться, по каким критериям оценивают аппарат. Существует два ключевых критерия – мощность паяльника, а также количество и параметры насадок.
 Тефлоновое покрытие насадок может быть разного цвета, но лучшим считается зеленовато-синиее
Тефлоновое покрытие насадок может быть разного цвета, но лучшим считается зеленовато-синиее
Однако стоит обратить внимание и на терморегулятор, которым оснащен прибор. От точности его калибровки зависит качество работы агрегата – чем точнее терморегулятор устанавливает и держит температуру, тем выше качество сварного шва
. В первую очередь правильная работа терморегулятора важна для новичков, которые пока неспособны самостоятельно корректировать температуру нагрева, ориентируясь на то, как плавится полимерный материал.
Тому, кто впервые возьмет в руки паяльник для труб из полипропилена, рекомендуется выбрать модель с плавной регулировкой температуры и внимательно изучить инструкцию производителя оборудования, а также документацию к полимерным трубам и фитингам, где должно быть указана оптимальная температура плавления конкретного материала. Именно это значение выставляется на терморегуляторе, а время нагрева элементов определяется исходя из их вида и диаметра.
Выбор мощности
Чтобы купить аппарат для пайки пластиковых труб, полностью соответствующий предполагаемым условиям эксплуатации, в первую очередь обращают внимание на мощность. Этот показатель определяет функциональность инструмента, поскольку от него зависит:
- трубы какого максимального диаметра можно сваривать, используя аппарат;
- за какое время паяльник для труб будет нагреваться до рабочих температур (это влияет на скорость монтажных работ, что критично при выполнении масштабных проектов).
Но не стоит расценивать высокую потребляемую мощность прибора для паяния полимерных труб как однозначное преимущество перед более слабыми моделями. Не имеет смысла переплачивать за избыточный функционал, если предстоит работать с трубами стандартного типа, которые применяются для локальных сетей отопления и водоснабжения в квартирах и частных домах.
 Мощный паяльник для сварки труб большого диаметра
Мощный паяльник для сварки труб большого диаметра
Лучше рассчитать необходимую мощность аппарата исходя из следующего принципа: максимальный диаметр труб (в мм), которые предстоит паять, умножают на 10, чтобы получить минимальное значение мощности паяльника
. Таким образом, сварочный прибор мощностью 500 Вт можно применять для прокладки трубопроводов диаметром до 50 мм. Это означает, что бытовой агрегат, мощность которого составляет 700 Вт, позволяет монтировать полимерные трубопроводы всех типовых размеров, встречающихся в квартирах и домах, т.е., диаметр которых не превышает 63 мм.
Профессиональный паяльник мощностью 1,5–2,0 кВт применяется на трубопроводах большого диаметра (от 100 мм), а также дает возможность в короткие сроки выполнять большие объемы работ по монтажу инженерных коммуникаций на крупных объектах.
Если вы не знаете параметров будущих трубопроводов в доме, для самостоятельной прокладки локальных сетей и установки сантехники, стоит сделать выбор в пользу сварочного аппарата бытового назначения, мощность которого лежит в диапазоне от 600 до 800 Вт.
Выбор насадок
Среди большого количества моделей паяльников для полимерных труб следует выбрать устройство с насадками высокого качества, так как это параметр во многом определяет надежность сварного шва.
Насадки различаются:
- по форме (для плоских и круглых нагревательных элементов);
- материалу исполнения (ценится высокая теплопроводность сплава);
- виду внешнего антипригарного покрытия (это может быть тефлон обычный или металлизированный, другие материалы);
- толщиной тефлонового слоя (чем толще слой, тем долговечнее насадка и лучше противостоит случайным внешним повреждениям).
Металлизированный тефлон не только прочнее обычного антипригарного покрытия, но и обеспечивает более равномерный прогрев насадок и, соответственно, концов труб и внутренней поверхности фитингов.
Габариты насадок и их количество
 Полный набор насадок
Полный набор насадок
Чтобы монтажные работы при прокладке трубопровода из полимерных труб шли в высоком темпе, следует выбирать паяльник из тех моделей, что снабжены двумя и более отверстиями на плите или с длиной цилиндрического нагревателя, достаточной для закрепления двух-трех насадок.
Что касается количества насадок в комплекте, то ручной бытовой электроинструмент рассчитан на работу с насадками до 63 мм. При этом для монтажа домашних трубопроводов применяются только самые ходовые насадки, диаметром 16, 24 и 32 мм. Комплектация насадками профессионального оборудования заметно шире – от 10 мм до 110 мм.
Не имеет смысла переплачивать за насадки, которые не будут востребованы. Достаточно приобрести устройство для пайки труб самых ходовых размеров (16–32 мм), и докупить отдельно насадки других диаметров, если в них возникнет необходимость.
Обратите внимание! Если вы предусматриваете возможность дооснащения аппарата дополнительными насадками большего диаметра, паяльник должен иметь соответствующий запас мощности, чтобы обеспечивать их качественный нагрев!
Так как домашними мастерами в большинстве случаев используются не более трех насадок ходовых размеров, при ограниченном бюджете лучше сделать упор на их качество, а не количество.
Топ производителей
Среди аппаратов для сварки труб, как выбрать вариант, оптимальный по соотношению цены и качества? В первую очередь следует обратить внимание на страну, которой принадлежит бренд. По факту значительная часть оборудования европейских марок производится в Китае, но за счет строгого контроля качества они имеют преимущество по надежности и долговечности перед продукцией китайских производителей.
 Паяльник Candan
Паяльник Candan
- Германия (Rothenberger, REMS, DENZEL и т.д.). Сварочные аппараты для полимерных труб и насадки к ним характеризуются безупречным исполнением, что обеспечивает их долговечность. Оборудование подходит для интенсивного профессионального использования. Минусом является высокая стоимость.
- Чехия (Ditron, Valtek, Rotorica и т.д.). Продукция чешских производителей конкурирует с паяльниками немецких марок благодаря высокому функционалу и достойному качеству при более демократичной цене. Такие аппараты для монтажа пропиленовых труб пользуются активным спросом у профессионалов.
- Турция (Makina Plastik, Candan и т.д.). По характеристикам оборудование уступает немецкому и чешскому, но выигрывает в цене. Хороший вариант для домашнего использования.
- Россия («Энкор», «Энергомаш», «Калибр», «Бригадир» и т.д.). Аналогично продукции турецких производителей, приборы российских марок (часть из которых выпускается в Китае, например, Sturm) доступны по цене и пригодны для домашних работ.
- Китай (Wert, Wester, Patriot и т.д.). Самые доступные по цене паяльники, но качество – риск для покупателя. Это подходящий вариант для разовых работ, он подходит тем, кто хочет держать паяльник для сварки полимерных труб под рукой, чтобы иметь возможность самостоятельно отремонтировать трубопровод в случае необходимости.
 Аппарат для сварки Энкор
Аппарат для сварки Энкор
Итоги
Какой паяльник лучше выбрать домашнему мастеру, планирующему своими руками монтировать или чинить трубопроводы из полипропиленовых и ПВХ труб? Если рассматривать по соотношению цены и качества, достаточно выбрать аппарат турецкой или российской марки. Профессионалам, которым требуется регулярно совершать большое число паек, подойдет чешское и немецкое оборудование, рассчитанное на интенсивную эксплуатацию.
При выборе оцените мощность прибора, качество и количество насадок, проверьте, насколько функционален терморегулятор, позволяет ли его шкала точно выставлять температуру
. Обратите внимание на эргономику аппарата и комплектацию. Особенно хорош вариант, когда паяльник для сварки полимерных труб поставляется в комплекте с надежным кейсом и труборезом.
Благодаря техническому прогрессу в нашей жизни появляются современные материалы и техника. Так пришедшие на смену чугунным трубам более легкие полипропиленовые (ПП) легко монтируются специальным аппаратом, который также называют «утюг» или попросту — паяльником.
Для монтажа системы канализации наиболее часто используют трубы с диаметром стенок 110 и 50 мм. Первые предназначены для утилизации фекальных стоков, вторые — для утилизации сточных вод.
Разновидности сварочных аппаратов (паяльников) для полипропиленовых труб
Главные рабочие части (детали) машинки для сварки (пайки) труб из полипропилена методом «враструб» — это непосредственно нагревательный элемент — тэн и пластина из металла с отверстиями для насадок (муфт и дорнов). Именно методом крепления насадок и различаются паяльники для полипропилена.
Задача паяльников для ПП трубопроводов — поддерживать на неизменном уровне температуру нагрева рабочих поверхностей.
Возможно, Вас заинтересует информация о том как устроены .

Паяльники с нагревательным элементом, напоминающим треугольник или меч, наиболее распространены в нашей стране. На такие паяльники насадки крепятся через специально приспособленные для этого отверстия.

Паяльники цилиндрического типа (круглые) чаще применяются профессионалами, нежели приобретаются для домашнего пользования. Для таких паяльников предусмотрен ассортимент насадок специальной формы. От мечевидных цилиндрические машинки для сварки отличаются меньшими габаритами, стабильностью рабочей температуры и более высокой ценой.
Все паяльники продаются в комплекте с ножницами для резки труб из полипропилена, несколькими насадками (муфты и дорны) для пайки труб различного диаметра, рулеткой, уровнем и т.д.

Мощность паяльников для сварки труб
От этого параметра зависит скорость прогрева насадок. Обычно аппараты для сварки полипропиленовых труб в домашних условиях имеют мощность от 700 до 1200 Ватт и рассчитаны на подключение к сети с напряжением 220 вольт. Паяльники мощностью 1200 Ватт успешно справляются со сваркой полипропиленовых трубопроводов диаметром до 125 мм. Соответственно, чем меньше диаметр монтируемых труб, тем более мощный паяльник нужен для работы.
Оптимальная температура нагрева насадок для пайки полипропилена составляет 260 ± 10°С. Если температура будет ниже, трубу будет сложнее надеть на насадку, а качество соединения (герметичность) будет низким. При большем нагреве начинается процесс деградации полипропилена.

Устройство паяльника для сварки полипропиленовых труб
Машинки для пайки полипропиленовых труб состоят из:
- корпуса;
- нагревательного тэна, соединенного с металлической пластиной, на которой расположены отверстия для насадок;
- терморегулятора;
- съемных насадок с тефлоновым покрытием;
- звуковой сигнализации (не все модели);
- ручки и подставки для неподвижного крепления аппарата на подставке или струбцине.
Терморегулятор
Терморегулятор на паяльнике для сварки полипропиленовых труб предназначен для защиты аппарата (тэна) от перегрева, а также для поддержания стабильной температуры при его работе.
Если паяльник не качественный, а терморегулятор нестабильный, трубы в процессе пайки могут перегреться или напротив, недогреться. Поэтому во избежание дефектов в работе стоит приобретать паяльники со стабильным терморегулятором, снабженным точной шкалой градусов.
Обзор насадок для паяльников

Насадки для паяльников предназначены для разогрева и последующего соединения изделий различных размеров. Насадки производят методом литья из металла, а сверху покрывают тефлоном или более прочным металлизированным тефлоном. Сварочные насадки состоят из двух деталей, которые крепят по разные стороны нагревательной пластины. Одна часть насадки предназначена для расплавления фитинга (расплавление происходит внутри детали), другая — для труб (расплавляет конец трубы снаружи).
Залог эффективной работы — одновременная установка и эксплуатация нескольких насадок разного размера, что позволит не производить замену насадок в процессе монтажа полипропиленовых труб.
Принцип сварки полипропиленовых труб
Сварка полипропиленовых труб паяльником заключается в следующем: контактирующие части трубы и фитинга быстро разогреваются, после чего их моментально соединяют между собой и охлаждают на воздухе. Паяльник помогает прочно соединить детали (в случае правильного проведения работ с учетом всех тонкостей технологии).
Описание процедуры сварки

Нюансы сварки полипропиленовых труб
- Чтобы соединить трубу и муфту без перекосов, рекомендуется до процесса сварки сделать на деталях карандашные разметки.
- В случае допущения неровностей фитинг следует срезать, а процедуру спайки провести заново, используя новые детали.
- Если трубы необходимо спаивать вертикально, попросите помощника удержать трубу в заданном положении.
Как подготовить фитинги и трубы к сварке
Один из этапов подготовки фитингов и полипропиленовых труб к сварке — это обезжиривание соприкасающихся поверхностей деталей.
Армированные алюминием трубы подготавливают к сварке следующим образом:

Как подготовить паяльник к работе
Подготовка паяльника к работе заключается в удалении с рабочих поверхностей насадок остатков полипропилена. После очистки аппарат готов к эксплуатации.
Стоимость паяльника для полипропиленовых труб или как выбрать аппарат для сварки труб
Естественно, наличие дома личного сварочного аппарата для полипропиленовых труб значительно сократит расходы на ремонт, ведь вызов специалиста и сварка трубы в одном единственном месте будет стоить порядка трехсот рублей. Но паяльник стоит выбирать особо тщательно, обращая внимание на производителя и страну, где был собран аппарат.
Если представить пальму первенства изготовителей паяльников, то на первом месте будут чешские бренды, например, Dytron. Стоимость набора начинается с трех тысяч рублей, но качество вполне оправдывает высокую цену.
Второе почетное место занимают турецкие аппараты для контактной сварки полипропиленовых труб. Приобрести их можно за 2-3 тысячи рублей. Наиболее удачное соотношение качества и ценовой политики.
Последнее место занимают китайские и российские паяльники. Стоят они примерно от 900 до 1900 рублей, но качество оставляет желать лучшего.

Видео — Паяльник для сварки полипропиленовых труб
В современных реалиях квартиры, загородные дома, различные здания все чаще оснащаются не металлическими трубами, а полипропиленовыми. Этот термопластичный полимер пользуется спросом ввиду своей относительной дешевизны и элементарной сборки. Проблем с нарезкой пластика не возникнет, все-таки это не металл, но нужно будет приобрести паяльник, чтобы соединять отрезки труб.
В работе требуется определенная аккуратность, так как если перегреть пропиленовые трубы, то получится неприятность. Внутри трубы образуется излишний налив материала, а значит, необходимое отверстие будет закупоренным. Чтобы проверить все ли прошло гладко, нужно, когда шов полностью остынет, пропустить через конструкцию воду.
Нагревательный инструмент для труб ПВХ в народе прозвали утюжок, а все из-за того, что принципы работы схожи. Паяльник нагревается до высокой отметки 260 – 300 °С. Из-за нагрева накаляются расположенные с обеих сторон матрицы, они же насадки. С помощью одной насадки осуществляют плавку наружных частей трубы. Другая же способствует прогреванию внутренней части. Благодаря паяльнику оба элемента удерживаются, после чего происходит качественная стыковка. Застывание образуется очень прочное и неразрывное.

Чтобы было проще работать с заготовками, инструмент фиксируют на подставку, находящуюся на рабочем столе, и приступают к пайке. Но бывают такие ситуации, когда подготовить рабочее место невозможно и паять приходится, сняв инструмент с опоры. Во избежание ожога о нагревательный элемент, аппарат держат за ручку.
Цель монтажа полипропиленовых труб достаточно проста, нужно лишь плотно соединить друг с другом разогретые элементы. С подходящим инструментом эта задача будет выполнена быстро и грамотно.
Как выбрать инструмент
Решив приобрести аппарат для пайки полипропиленовых труб, сразу оказываешься перед двумя вопросами: «Какой лучше купить?» и «Как определиться с критериями выбора?».
Ниже будут обозначены самые важные технические характеристики, на которые следует опираться при покупке устройства.
- Мощность. Исходя из этого фактора, паяльники можно разделить на два вида. Первый вид – это те устройства, мощность которых до 1000 Вт. Они обычно обладают одним нагревательным элементом и, соответственно, уступают второму виду устройств, у которых мощность доходит до 2000 Вт. В таких инструментах находится два ТЭНа. Если паяльник требуется для профессиональной деятельности, то, конечно, желательно не экономить и выбирать модель с большой мощностью. Если же инструмент приобретается для домашних целей, то вполне сойдет устройство, где ТЭН один.
- Диаметр пайки. Достаточно важный параметр, так как исходя из него, будет ясно какой диаметр труб подойдет для соединения паяльником, а какой не подойдет. Как правило, диаметр пайки зависит от насадок для труб. Хорошо, когда прилагается много матриц, тем самым увеличивается сфера применения.
- Температура нагрева. Максимальное значение температурного режима колеблется от 260 до 300°С. Приобретая паяльный инструмент, нужно обращать внимание не только на эту характеристику, но и на такой важный момент, как наличие регулировки температуры. Ведь порой требуется подстраиваться под материал труб.
- Элементы контроля. Не лишним будет дополнительный функционал в виде различных элементов управления. Например, пригодится световая индикация, с помощью которой можно проконтролировать нагрев. Также хорошую службу сыграет встроенный термостат, благодаря которому возможно без проблем сохранять нагрев во время работы, и исходя от температуры рабочей части, включать или отключать ТЭН.
Лучшие производители
Разобравшись с критериями выбора, озадачиваешься новым вопросом: «Какой фирмы лучше?». На современном рынке царит радующее покупателя разнообразие брендов и ценовой политики. Если у вас имеется желание купить брендовую вещь, то стоит присмотреться к таким производителям:
Rothenberger – известная европейская компания, выпускающая качественное для проведения всевозможных ремонтных работ. Товары пользуются популярностью у профи своего ремесла;
Gerat – еще один профессиональный бренд, подкупающий не только качеством, но и доступностью по цене.
Кроме этих брендов заслуженную любовь получили инструменты таких компаний, как CANDAN, ЭНКОР, РЕСАНТА и других чуть менее известных производителей.
Рейтинг лучших паяльников для полипропиленовых труб
10. Паяльник для труб Candan cm-03

На десятом месте в рейтинге качественных инструментов для сварки расположилась модель Candan cm-03. Этот аппарат завоевал любовь покупателей, благодаря своей неприхотливости, легкости в применении и доступной ценой. Его предназначение – это сварка труб диаметром от 20 до 63 мм. Нагревательный элемент имеет мечевидную форму. На него можно устанавливать сразу две сварочные насадки. Мощность инструмента доходит до 1500 Вт, а нагревательный кабель способен выдерживать аж до 400°С. Инструмент оснащен фиксированной подставкой и зажимом, что позволяет осуществлять работу в самых различных условиях.
Средняя цена около 3000 рублей.
Видео-отзыв о приборе:
Достоинства:
- Модель имеет термостат;
- Выключатели оснащены специальным индикатором;
- Комплектация включает разные насадки, ножницы и измерительную рулетку;
- Компактный, не занимает много места.
Недостатки:
- Потребляет много электроэнергии;
- Больше подходит для домашнего использования, нежели профессионального;
- Слабоват.
9. Сварочный аппарат для полипропиленовых труб ЭНКОР АСП-1500/20-63

ЭНКОР АСП-1500/20-63 превосходно подходит для домашнего использования, к тому же с этим аппаратом вполне справится даже начинающий сантехник. Приоритетная задача этого инструмента — качественное соединение полипропиленовых труб. Мощность равняется 1500 Вт. Режима нагрева два. Диаметры сварки варьируются от 20 мм до 63 мм. На нагревательный элемент можно крепить три насадки, что способствует экономии времени. Аппарат разогревается 300 °С и этого вполне хватает чтобы обеспечить безупречное сцепление.
Стоимость приблизительно 2700 рублей.
Демонстрация работы прибора — в видео:
Достоинства:
- Удобная система контроля;
- Умеренные габариты;
- Наличие кейса;
- Имеется подставка.
Недостатки:
- Очень слабый термостат.
8. Аппарат для сварки полипропиленовых труб Elitech спт 1000

Заслуженной популярностью пользуется модель Elitech спт 1000. Благодаря этому аппарату сварка получается идеальной, стык в стык. Можно не опасаться, что возникнут какие-либо повреждения или протечки в области швы. Хоть мощность и небольшая, всего 1000 Вт, но инструмент подойдет и для любителей, и для профессионалов. Рабочая температура от 50 до 300 °С. Вместе с кейсом изделие весит 2.65 кг. Количество прилагаемых насадок 4.
Средняя цена 1800 рублей.
Достоинства:
- Быстрый и мощный нагрев;
- Компактные габариты;
- Чемоданчик входит в комплект;
- Хорошо поддерживает температуру.
Недостатки:
- Чтобы поместить аппарат в кейс, насадки нужно снять.
7. Аппарат для сварки полипропиленовых труб Wester DWM 1500

Модель Wester DWM 1500 обладает приличным функционалом и отлично справляется с такой задачей, как плавка пластика. Потребляемая мощность 1500 Вт, а нагрев рабочей температуры доходит до предела 300 °С. В комплектацию, помимо самого аппарата, входит шесть насадок и ряд нужных инструментов: отвертка, шестигранный ключ, трехметровая рулетка, труборез. Вес устройства небольшой 1290 грамм.
Средняя цена 3800 рублей.
Видео-обзор прибора:
Достоинства:
- Нагрев происходит быстро;
- Плавка пластика легкая, без затруднений;
- Доступен выбор насадки;
- Удачная комплектация.
Недостатки:
- Не совсем устойчивая подставка;
- К кнопкам нужно приноровиться.
6. Аппарат для сварки пластиковых труб Elitech спт 800

Еще одна удачная модель паяльника от Elitech – это спт 800. Данный сварочный инструмент имеет доступную цену и окажется интересен, как профи своего дела, так и обычным домашним мастерам. Потребляемая мощность 800 Вт. Есть встроенный терморегулятор. К комплектации прилагается набор насадок. Для удобства эксплуатации инструмента к нему прилагается металлический кейс.
Цена около 1600 рублей.
Достоинства:
- Отличный кейс и щедрая комплектация;
- Относительно недорогой;
- Нагрев за 4 минуты;
- Легко управляемый.
Недостатки:
- Подставку приходится прижимать ногой;
- С насадок со временем слезает тефлон.
5. Паяльник для полипропиленовых труб СПЕЦ ПТП-1000 СПЕЦ-3268

Из недорогих паяльных инструментов хорошо себя зарекомендовала модель СПЕЦ ПТП-1000 СПЕЦ-3268. Комплектация включает в себя подставку, насадки, отвертку, ключ нужный для смены насадок и инструкцию, где ясно описано, как применяется прибор. Мощность небольшая 980 Вт. Имеется регулятор температуры.
Цена около 1800 рублей.
Достоинства:
- Приемлемый по цене;
- Насадки хорошего качества;
- Наличие кейса.
Недостатки:
- Хлипкий кейс.
4. Аппарат для сварки ПВХ труб Prorab 6405-к

Этот паяльник обладает завидной мощностью в 2000 Вт и при этом его стоимость отнюдь не заоблачная. Присутствуют два режима накала и регулятор температуры. Комплектация достойная, туда помимо шести насадок и подставки, входят ножницы и рулетка. Металлический кейс достаточно крепкий. Нагревается аппарат быстро, благодаря мощности, есть возможность работать при ветряных условиях.
Цена около 2000 рублей.
Достоинства:
- Низкая стоимость;
- Приличный функционал;
- Выбор насадки присутствует.
Недостатки:
- Сложно найти в продаже.
3. Паяльник BRIMA TG-171 0010291

Из относительно недорогих и качественных аппаратов для сварки хорошо себя зарекомендовал паяльник BRIMA TG-171 0010291. Мощность у этой модели невелика, всего 750 Вт, но она весьма проста в применении и по качеству исполнения не уступает более дорогим инструментам. Прогревание идет быстрое и сцепление труб получается крепкое. Комплектация стандартная. Регулятор температуры присутствует.
Цена около 4000 рублей.
Достоинства:
- Хорошая комплектация;
- 6 двухсторонних вставок;
- 2 лампы индикации;
- простота в применении.
Недостатки:
- Подставка оставляет желать лучшего.
2. Паяльник Gerat Weld 75-110 69110

На втором месте расположился ручной аппарат для сварки Gerat Weld 75-110 69110. В нагревателе присутствуют два элемента. Один из ТЕНов является резервным. Мощность инструмента 1600 Вт. Функционал включает в себя наличие термостата. В комплектации имеется прекрасный металлический кейс. Насадок несколько.
Цена приблизительно 4700 рублей.
Достоинства:
- Надежность;
- Превосходный функционал;
- Высокая мощность.
Недостатки:
- Дороговат.
1. Газовый паяльник Dremel Versatip 2000-6

На первом месте расположился универсальный газовый аппарат Dremel Versatip 2000-6, который блестяще справляется с рядом задач: расплавляет, запаивает, режет, выжигает и даже удаляет краску. За свою многофункциональность инструмент заслужил любовь, как профессионалов, так и обычных покупателей. Работает прибор на жидком газе (бутан). Можно выбирать разные температурные режимы. Нагрев происходит в течение нескольких секунд. Плавка и резка пластика происходит быстро.
Цена 2700 рублей.
Обзор прибора — в видео:
Достоинства:
- Качество сборки;
- Моментальный прогрев;
- Насадок более чем достаточно;
- Отсутствие проводов и компактность.
Недостатки:
- Требует осторожности в работе;
- При работе может обжигать воздухом.
Турецкая фирма «CANDAN» занимается производством оборудования для сварочных процессов. Одно из наиболее известных изделий, выпускаемых этой компанией — паяльник для полипропиленовых труб Candan. Он является практичным инструментом, доступным по стоимости. На российском рынке наиболее популярным является паяльник для труб Candan cm 03, обладающий оптимальными характеристиками.

Преимущества
К достоинствам этой модели относятся:
- Высокое качество.
- Сохранение работоспособности при длительном использовании.
- Универсальность инструмента.
- Наличие индикаторов и регуляторов.
- Высокая надежность.
- Получение прочного соединения.
- Удобная комплектация.
- Простота использования.
- Большой выбор моделей.
- Наличие сменных насадок.
- Небольшой вес.
Паяльник Кандан для полипропиленовых труб соответствует существующим стандартам. Эта модель является инновационной разработкой в данной области.
Характеристики
Паяльник для полипропиленовых труб Сandan обладает оптимальными характеристиками. Аппарат обладает двойным сопротивлением. Это позволяет работать при мощности 750 или 1500 Ватт. Выбор осуществляется в зависимости от сложности работы. Подключение аппарата осуществляется к обычной бытовой сети. Работа осуществляется без перебоев.
Температура нагрева находится в диапазоне от 50 до 320 градусов. Для домашних мастеров наиболее приемлемая температура — 270 градусов. Удобной является длина кабеля, составляющая свыше двух метров.
В качестве дополнительной функции имеется встроенный термостат. Это позволяет наиболее точно выставить требуемую температуру. Наименьшее значение шкалы регулировки составляет порядка десяти градусов. В конструкции предусмотрена защита от брызг воды. При включении нагревательной системы световой индикатор приобретает красный свет.
Комплектность
Существует несколько марок паяльников данной турецкой формы, которые различаются между собой особенностями конструкции, характеристиками и комплектацией. Как правило, они поставляются в удобном металлическом кейсе, в котором компактно располагается сам паяльник, и принадлежности к нему. В комплекте имеется уровень, который находит применение при сварке трубопроводов, расположенных горизонтально. Имеется рулетка, позволяющая производить точные измерения.

Важной составляющей являются насадки, количество которых зависит от модели паяльника. Также имеются ключи для их закрепления на нагревательном элементе. В комплектность входят ножницы для разрезания полипропиленовых труб. Имеется подставка, с помощью которой имеется возможность устойчивой установки аппарата.
Работа с паяльником
Перед тем, как приступить к сварочному процессу, необходимо подготовить паяльник к работе. Для этого к основной части аппарата необходимо прикрутить подставку, что обеспечит его устойчивость. Затем следует установить насадку требуемого размера. Если предстоит соединение полипропиленовых труб разного размера, то устанавливаются две насадки. Кромки соединяемых труб очищают от загрязнений и пятен.
После окончания подготовительных работ паяльник можно включать в электрическую сеть. С помощью встроенного термостата устанавливают необходимую температуру. О ее достижении начнет сигнализировать красный цвет светового индикатора.
Для осуществления непосредственно сварочного процесса с помощью паяльника одновременно разогреваются фитинг и конец свариваемой трубы. После того, как обе детали расплавятся, можно начинать их соединение.
Интересное видео
На чтение 32 мин. Просмотров 13 Опубликовано
Содержание
- Что потребуется для проведения монтажных работ
- ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
- Не все полипропиленовые трубы – одинаковы
- Несколько рекомендаций, как избежать типичных ошибок
- Общие технологические приемы сварки полипропиленовых труб
- Паяем первый стык
- Рисуем монтажную схему
- Собираем секции на столе
- Способы соединения полипропиленовых труб
Что потребуется для проведения монтажных работ
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) полипропиленовых труб. Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.
- В первую очередь это, безусловно, аппарат для сварки полипропиленовых труб. Стоит такой инструмент – не столь дорого, и многие рачительные хозяева уже имеют его в своем домашнем «арсенале».

К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
 Если решились покупать аппарат для сварки полипропиленовых труб …
Если решились покупать аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной аппаратам для сварки полипропиленовых труб.
По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.
- Для нарезки трубы требуются особые ножницы. Причем, они должны быть остро отточены, с исправным трещоточным механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или искривлений.

Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
аппарат для сварки полипропеленовых труб
- Необходимо приготовить инструмент для разметки – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, приходится прибегать к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевым армированием, то необходимы дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.

— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.

Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Читайте полезную статью «Труборез для полипропиленовых труб», а также ознакомьтесь с разновидностями и критериями выбора, на нашем портале.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.
- Многие это упускают из виду, но свариваемые участки труб и муфт должны очищаться от грязи, пыли, влаги, а затем и обезжириваться. Значит, необходимо приготовить чистую ветошь и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).

А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть
- Необходимо позаботиться и о защите рук. Работать ими придется в непосредственной близости от нагревательного элемента аппарата, и получить серьезный ожог – проще простого.

Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К самостоятельной работе с паяльником для полипропиленовых труб допускаются лица не моложе 18 лет, прошедшие теоретическое и практическое обучение, прошедшие медицинский осмотр и не имеющие противопоказаний по состоянию здоровья, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, обученные безопасным методам и приемам работы, прошедшие стажировку на рабочем месте и проверку знаний требований охраны труда, а также обучение правилам пожарной безопасности и проверку знаний правил пожарной безопасности в объеме должностных обязанностей; обучение правилам электробезопасности и проверку знаний правил электробезопасности в объеме должностных обязанностей с присвоением группы не ниже II.1.2.
При работе с паяльником для полипропиленовых труб рабочий обязан:— знать и соблюдать требования настоящей инструкции, правила и нормы охраны труда и производственной санитарии, правила и нормы по охране окружающей среды, правила внутреннего трудового распорядка;— соблюдать правила поведения на территории предприятия, в производственных, вспомогательных и бытовых помещениях;— заботиться о личной безопасности и личном здоровье;— выполнять требования пожаро- и взрывобезопасности, знать сигналы оповещения о пожаре, порядок действий при нем, места расположения средств пожаротушения и уметь пользоваться ими;— знать месторасположение аптечки и уметь оказывать первую помощь пострадавшему;— знать порядок действий в случае возникновения чрезвычайных происшествий;— знать устройство, принцип работы, правила эксплуатации и обслуживания паяльника для полипропиленовых труб.1.3.
При работе с паяльником для полипропиленовых труб рабочий должен проходить:— повторный инструктаж по охране труда на рабочем месте не реже 1 раза в 6 месяцев;— периодический медицинский осмотр в соответствии с действующим законодательством РФ;— очередную проверку знаний требований охраны труда не реже 1 раза в год.1.4.
При работе с паяльником для полипропиленовых труб рабочий обязан выполнять только ту работу, которая поручена непосредственным руководителем работ. Не допускается поручать свою работу другим работникам и допускать на рабочее место посторонних лиц.1.5.
Присутствие посторонних лиц в рабочем пространстве не допускается.1.6. В процессе работы с паяльником для полипропиленовых труб на рабочего возможно негативное воздействие следующих опасных и вредных производственных факторов:— повышенная загазованность воздуха рабочей зоны парами вредных химических веществ;— повышенная температура поверхности изделия, оборудования, инструмента и расплавов припоев;— повышенная температура воздуха рабочей зоны;— пожароопасность;— повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело работника;— острые кромки, заусенцы, шероховатости на поверхности свариваемых деталей.1.7.
При работе с паяльником для полипропиленовых труб рабочий должен быть обеспечен средствами индивидуальной защиты в соответствии с действующими Нормами выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты (СИЗ), разработанными на основании межотраслевых и отраслевых правил обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты.1.8.
Выдаваемые специальная одежда, специальная обувь и другие СИЗ должны соответствовать характеру и условиям работы, обеспечивать безопасность труда, иметь сертификат соответствия или декларацию.1.9. Средства индивидуальной защиты, на которые не имеется технической документации, а также с истекшим сроком годности к применению не допускаются.1.10.
Использовать спецодежду и другие СИЗ для других, нежели основная работа, целей запрещается.1.11. При работе совместно с другими работниками необходимо согласовы¬вать свои взаимные действия.1.12. Во время работы не отвлекаться на посторонние дела и разговоры и не отвлекать других работников.1.13.
При работе с паяльником для полипропиленовых труб рабочий должен знать и соблюдать правила личной гигиены. Принимать пищу, курить и отдыхать только в специально отведенных для этого помещениях. Пить воду только из специально предназначенных для этого установок.1.14.
Запрещается употребление спиртных напитков и появление на работе в нетрезвом состоянии, в состоянии наркотического или токсического опьянения.1.15. При работе с паяльником для полипропиленовых труб рабочий обязан немедленно извещать своего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении своего здоровья, в том числе о появлении острого профессионального заболевания (отравления), а также обо всех замеченных неисправностях оборудования, устройств.1.16.
Требования настоящей инструкции по охране труда являются обязательными при работе с паяльником для полипропиленовых труб. Невыполнение этих требований рассматривается как нарушение трудовой дисциплины и влечет ответственность согласно действующему законодательству РФ.
Не все полипропиленовые трубы – одинаковы
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» — совершенно недопустим.

Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты.
Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ÷63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру — вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне.

А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
полипропеленовые трубы
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб | |
|---|---|---|---|
| МПа | технических атмосфер, бар | ||
| PN -10 | 1.0 | 10.2 | Холодное водоснабжение. Как исключение — магистрали подводки к контурам водяного «теплого пола», с масимальной рабочей температурой теплоносителя до 45 °С . Материал самый доступный по стоимости — по причине не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1.6 | 16.3 | Самый ходовой вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60˚С, давлением не выше 1,6 МПа. |
| PN -20 | 2.0 | 20.4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантированно отсутсвуют гидроудары. Температура теплоносителя не должна превышать 80 ˚С. |
| PN -25 | 2.5 | 25.5 | Горячее централизованное водоснабжение, системы отопления с темпратурой теплоносителя до 90÷95˚С, в том числе — и центральные. Самый прочный, ни и самый дорогой тип труб. |
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2.2 | 10.6 | 2.7 | — | — |
| 20 | 16.2 | 1.9 | 14.4 | 2.8 | 13.2 | 3.4 | 13.2 | 3.4 |
| 25 | 20.5 | 2.3 | 18 | 3.5 | 16.6 | 4.2 | 16.6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21.2 | 5.4 | 21.2 | 3 |
| 40 | 32.6 | 3.7 | 28.8 | 5.5 | 26.6 | 6.7 | 26.6 | 3.7 |
| 50 | 40.8 | 4.6 | 36.2 | 6.9 | 33.2 | 8.4 | 33.2 | 4.6 |
| 63 | 51.4 | 5.8 | 45.6 | 8.4 | 42 | 10.5 | 42 | 5.8 |
| 75 | 61.2 | 6.9 | 54.2 | 10.3 | 50 | 12.5 | 50 | 6.9 |
| 90 | 73.6 | 8.2 | 65 | 12.3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15.1 | 73.2 | 18.4 | — | — |
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.

Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования.
Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:

1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали.

Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Несколько рекомендаций, как избежать типичных ошибок
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.

Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.

Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, а выполнить его – нет никакой возможности. Что делать?

Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.
- Если хоть какой-то узел в ходе монтажа вызывает даже малейшие сомнения – безо всякого сожаления его следует вырезать и вварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но вот если со временем такой сомнительный участок вдруг даст протечку – последствия могут быть весьма печальными.
- О следующей группе ошибок уже говорилось выше – это нарушение технологии пайки труб. Сюда можно отнести недостаточный или чрезмерный прогрев. Усилие, приложенное к деталям при соединении, должно быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы – труба не входит в гнездо соединительной детали до конца, там остается небольшой участок с увеличенным диаметром и утончённой стенкой – потенциальное место прорыва!

- Не забывайте про очистку свариваемых деталей от грязи и жира. Возможно, это кажется несущественным, но в практике – вполне достаточно случаев, когда подобное пренебрежение впоследствии оборачивалось слабым соединением и образованием протечки.
- Очень опасны попытки изменить положение деталей в период схватывания и остывания соединения. Внешне это может и не проявиться, но в соединительном шве появляются микротрещины, который впоследствии приводят к авариям. Не нравится соединенный узел – «в топку» его, и делайте новый, но не пытайтесь изменить!
- При зачистке армированной трубы на очищенном участке не должно оставаться даже крошечного фрагмента фольги – это способно стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как проиграть можно намного больше, тем более что даже брендовые полипропиленовые трубы и комплектующие к ним – не настолько дороги. Но известны случаи, когда при монтаже качественных труб, проведенном с точным соблюдением технологии, соединительные узлы все же со временем начинали подводить. А причина проста – использовался действительно качественный материал, но различных производителей. Несущественные, казалось бы, отличия в химическом составе и физико-технических характеристиках полипропилена давали такой неожиданный результат – полноценная диффузия расплавов не достигалась.
Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб:
Общие технологические приемы сварки полипропиленовых труб
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.

Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.
- Готовится к работе паяльный аппарат. На его нагреватель надеваются и затягиваются винтом рабочие пары – муфты и дорны необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то нечего и мудрить – одевается одна пара, максимально близко к концу нагревателя.

Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.
- Работать будет намного удобнее, если аппарат будет жестко закреплен на рабочей поверхности верстака. Очень здорово, если конструкцией предусмотрен винт по типу струбцины, для крепления на краю столешницы. Но и с обычным аппаратом можно постараться придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручивают саморезами к верстаку.

Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.

- Паяльник включается в сеть. Если у него есть регулировка температуры, то выставляется примерно 260 °С – это оптимальная температура для работы с полипропиленом. Не следует никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – уже 270 и так далее — по нарастающей. Температура едина, просто изменяется время прогрева сопрягаемых деталей. Во всяком случае, те таблицы, которые прилагает производитель в паспорте изделия, и которая будет размещена ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- Обычно на паяльнике имеется световая индикация. Горящая красная лампочка говорит о том, что работает нагревательный элемент. Зеленая – аппарат достиг рабочего режима.

Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали – отрезается необходимый кусок трубы, побирается соединительный элемент, согласно схеме монтажа.

- Не многие это делают, а между тем технология требует – обязательная очистка участка соединения от возможной грязи и пыли, и обезжиривание. Кроме того, совершенно недопустимы даже малейшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рискует рано или поздно потечь.
- Следующий шаг – это разметка соединения. На трубе необходимо отмерить от торца и карандашом (маркером) отметить длину пояса провара. Именно до этой отметки труба будет вводиться в нагревательную муфту, затем – и в соединительную деталь. Для каждого диаметра установлена своя величина – она будет указана в таблице ниже.

Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.

Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
- Следующий шаг – это уже непосредственно пайка соединения. Она в свою очередь, также включает несколько фаз:
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.

— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.

— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки.

— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.

— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период прогрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. — Если работы проводятся ну улице или в холодном помещении при температуре ниже 5°С, то срок прогрева увеличивают на 50%. |
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения — у мастеров единства взглядов нет.
Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент — тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.
ножницы для труб

А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.

Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.

Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру 260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.

- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.




Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже 5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.

Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.

Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
")
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
")


Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются.
Принцип проведения подобной сварки показан на схемах ниже.

Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.

В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.

Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.

На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.

Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.

Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)

Далее, торцеватель снимается, а на его место устанавливается двухсторонний плоский нагревательный элемент (поз. 4), который должен стоять строго перпендикулярно оси труб.
Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).

Далее, следует фаза сжатия труб, для обеспечения полифузии материала.

И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей.

Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.