
Код: 302535
Добавить к сравнению
Поделиться ссылкой
Распечатать страницу
Розничная цена
Под заказ
Добавить к сравнению
Поделиться ссылкой
Распечатать страницу
Узнать цену для Юр. лиц- Нашли дешевле? Сообщите!
- Акция
- Хит
Гарантия 2


Характеристики
-
Тип сварки / резки
TIG/MMA -
Тип аппарата
Инвертор -
Класс товара
Профессиональный -
Гарантийный срок, лет
2 -
Напряжение сети, В
220 -
Диапазон напряжения сети
±15% -
Класс изоляции
F -
Тип охлаждения
Воздушное -
Частота сети, Гц
50/60 -
Число фаз
Однофазный -
Сварочный ток, от
10 -
Сварочный ток, до
200 -
Способ возбуждения дуги
Бесконтактный -
TIG сварка
Да -
Анти-стик
Да
-
Форсаж дуги
Да -
Напряжение холостого хода, В
56 -
Коэффициент мощности (COS)
0.73 -
Потребляемая мощность, кВА
7 -
Рекомендуемая мощность генератора, кВт
9.1 -
Дисплей
Есть -
ММА ток при ПВ 100%, А
155 -
TIG ток при ПВ 100%, А
155 -
Время продувки после сварки
0-10 с -
TIG ток при ПВ 60%, А
200 -
КПД, %
80 -
Степень защиты от пыли и влаги
IP 21 -
Рабочая температура
от -10 до +40 -
Транспортировочные колеса
Нет -
Мощность при максимальной нагрузке, кВА
9.6
Инструкция к Установка для аргонодуговой сварки BIMArc TIG-200P AC/DC Standard Line
Комплектация *
- Установка аргонодуговой сварки TIG-200P AC/DC Standard Line
- Горелка SR-26 (4 м) (аналог горелки TS-26)
- Кабель обратный с клеммой заземления (3 м)
- Колпачок длинный 1 шт.
- Колпачок короткий 1 шт.
- Сопло керамическое №4,5,6,7 по 1 шт.
- Держатель цанги 3,2 мм 1 шт.
- Цанга 4 шт.
- Вольфрамовый электрод WC-20 1,6 мм 1 шт.
- Паспорт
- Упаковка
Параметры упакованного товара
- Вес, кг20
- Габариты, мм
498 х 328 х 302
Производство
- Производительbimarc
- Родина брендаРоссия
- Страна производстваРоссия
* Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства.
Информация о технических характеристиках, комплекте поставки и внешнем виде, может отличаться от указанной на сайте. Уточняйте эту информацию у менеджера при оформлении заявки. Если вы заметили ошибку или неточность в описании, пожалуйста, сообщите нам об этом по адресу
sales@adg-svarka.ru
Указанная информация не является публичной офертой
Нашли ошибку?
Описание
Установка TIG-200P AC/DC BIMArc Standard Line предназначена для аргонодуговой сварки неплавящимся электродом на постоянном/переменном токе всех видов металлов и сплавов (TIG) и для ручной дуговой сварки покрытым электродом (ММА).
Вид климатического исполнения установки У3 ГОСТ 15150-69. Установка предназначена для работы в закрытых помещениях. Группа условий эксплуатации по механическим воздействиям – М1 по ГОСТ 17516.1-90.
Стандартная комплектация:
- горелка SR-26 (4 м) (аналог горелки TS-26),
- кабель обратный с клеммой заземления (3 м),
- колпачок длинный 1 шт.,
- колпачок короткий 1 шт.,
- сопло керамическое №4,5,6,7 по 1 шт.,
- держатель цанги 3,2 мм 1 шт.,
- цанга 4 шт.,
- вольфрамовый электрод WC-20 1,6 мм 1 шт.
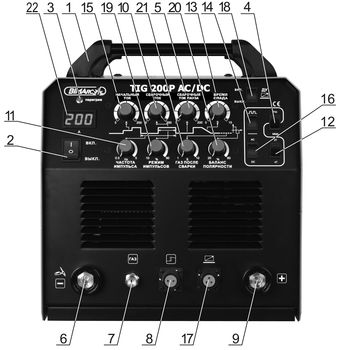
Лицевая панель TIG-200P AC/DC BIMArc

1 – ручка для транспортировки
2 – выключатель питания
3 – светодиодный индикатор «Перегрев»
4 – переключатель вида сварки (ММА/ТИГ)
5 – регулировочная ручка «Сварочный ток пауза»
6 – гнездо панельное «-»
7 – разъём для подключения горелки
8 – разъём кнопки горелки
9 – гнездо панельное «+»
10 – регулировочная ручка «Сварочный ток»
11 – регулировочная ручка «Частота импульса»
12 – переключатель режимов 2Т/4Т
13 – регулировочная ручка «Время спада тока»
14 – переключатель режимов TIG сварки: импульсная сварка/сварка без импульса
15 – регулировочная ручка «Начальный ток»
16 – переключатель рода сварочного тока AC/DC
17 – разъём дистанционного управления
18 – переключатель местное/дистанционное управление
19 – регулировочная ручка «Режим импульсов»
20 – регулировочная ручка «Баланс полярности»
21 – регулировочная ручка «Газ после сварки»
22 – дисплей
Основные преимущества сварочного аппарата TIG-200P AC/DC BIMArc:
- низкое энергопотребление;
- малый вес и габаритные размеры;
- цифровая индикация сварочного тока;
- наличие пульсирующего режима сварки;
- широкий диапазон регулирования сварочного тока;
- бесконтактный поджиг дуги в режиме ТИГ на переменном и постоянном токе;
- легкое возбуждение и устойчивое горение дуги;
- наличие термозащиты от перегрузки;
- быстроразъемные и безопасные токовые разъемы;
- современная конструкция панели управления.
В режиме аргонодуговой сварки TIG-200P AC/DC BIMArc обеспечивает:
- плавную регулировку времени нарастания тока в начале сварки (плавная регулировка начального тока сварки во всем диапазоне позволяет выбрать наилучший режим поджига дуги в зависимости от вида выполняемых работ);
- плавную регулировку тока сварки;
- плавную регулировку времени спада тока в конце сварки;
- плавную регулировку времени подачи газа после сварки;
- возможность работы в режимах «длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим);
- регулировку оптимального соотношения очищающей и проплавляющей способности дуги в режиме ТИГ-AC. При сварке в режиме ТИГ на переменном токе регулировка баланса влияет на проплавление и очистительный эффект;
- плавную регулировку частоты, величины импульса и величины паузы сварочного тока в пульсирующем режиме сварки;
- плавную регулировку тока короткого замыкания (режим «ARC FORCE»).
Хотите купить Установка для аргонодуговой сварки BIMArc TIG-200P AC/DC Standard Line по самым выгодным ценам в Москве?
Позвоните нам по номеру 8 (800) 775-12-12 и мы проконсультируем Вас как купить оборудование с максимальной скидкой и сэкономить на доставке в Ваш регион.
Если Вам удобнее вести деловую переписку по электронной почте — пишите нам на Email sales@adg-svarka.ru. Как правило, на письма мы отвечаем в течении 1 рабочего дня.
ВНИМАНИЕ! В нашей компании действует гибкая система скидок. Мы постоянно развиваемся и поэтому получаем возможности для экономии Ваших средств.
Так же вы можете купить Установка для аргонодуговой сварки BIMArc TIG-200P AC/DC Standard Line в кредит.
Полезные ссылки:
Оплата и доставка.
Условия для Юридических лиц.
Оптовые условия.
Возможно Вас заинтересует
- Акция
- Хит

- Акция
- Хит

- Акция
- Хит
 MOSFET")
- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

- Акция
- Хит

Готов ответить на все Ваши вопросы!

Советы экспертов
Немного о нас
Сегодня наша компания востребована — благодаря безупречной деятельности на рынке сварочного оборудования, мы сумели наработать большую базу довольных клиентов, количество которых постоянно увеличивается. У нас всегда сервис и гарантии!

-

Прямые поставки
Официальные дилеры, есть все необходимые сертификаты
-
В наличии самая популярная продукция
Следим за наличием самых популярных товарных позиций на наших складах
-
Грамотная консультация
Без спешки, по существу готовы ответить на все Ваши вопросы
-
Адекватные цены
Все поставки осуществляются без посредников
-
Бесплатная доставка
Затраты на доставку в любой город России берем на себя мы





Сервисное обслуживание
Сварочное оборудование, как любую другую технику нужно обслуживать. Иногда она может ломаться в связи с износом той или иной детали, а так же не исключается заводской брак. Мы берем решения этих задач на себя!
-
Забор и доставка оборудования
Мы сами приедем за оборудованием, починим его и привезем Вам
-
Контроль качества
Сначала работу принимает руководитель, только потом заказчик
-
Запасные части
У нас уже сложилось понимание того, какие запасные части нужны
на складе -
Гарантия
Можем поручиться
за добросовестный результат своей работы




Для Вас доставка будет
бесплатной!
8 (800) 775-12-12
Телефон горячей линии

25700.00 руб.
Кол-во:
Инвертор сварочный TIG-200P AC/DC BIMArc предназначен для аргонодуговой сварки неплавящимся электродом диаметром 0,8-5 мм (режим ТИГ), а так же для ручной дуговой сварки покрытыми электродами диаметром 2-4 мм (режим ММА) на переменном и постоянном токе всех видов металлов и сплавов.
Инвертор TIG-200P AC/DC — универсальная установка для сварки всех видов металлов и сплавов (легированные, малоуглеродистые и цветные стали, алюминий и его сплавы).
 Основные преимущества инвертора сварочного TIG-200P AC/DC BIMArc:
Основные преимущества инвертора сварочного TIG-200P AC/DC BIMArc:
- Низкое энергопотребление
- Малый вес и габаритные размеры
- Цифровая индикация сварочного тока
- Наличие пульсирующего режима сварки
- Широкий диапазон регулирования сварочного тока
- Бесконтактный поджиг дуги в режиме ТИГ на переменном и постоянном токе
- Легкое возбуждение и устойчивое горение дуги
- Наличие термозащиты от перегрузки
- Быстроразъемные и безопасные токовые разъемы
- Современная конструкция панели управления
В режиме аргонодуговой сварки инвертор TIG-200P AC/DC BIMArc обеспечивает:
- Плавную регулировку времени нарастания тока в начале сварки (плавная регулировка начального тока сварки во всем диапазоне позволяет выбрать наилучший режим поджига дуги в зависимости от вида выполняемых работ)
- Плавную регулировку тока сварки
- Плавную регулировку времени спада тока в конце сварки
- Плавную регулировку времени подачи газа после сварки
- Возможность работы в режимах «длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим)
- Регулировку оптимального соотношения очищающей и проплавляющей способности дуги в режиме ТИГ-AC. При сварке в режиме ТИГ на переменном токе регулировка баланса влияет на проплавление и очистительный эффект
- Плавную регулировку частоты, величины импульса и величины паузы сварочного тока в пульсирующем режиме сварки
- Плавную регулировку тока короткого замыкания (режим «ARC FORCE»).
В комплект TIG-200P AC/DC входят: горелка SR-26 (4 метра), кабель обратный с клеммой заземления (3 метра), колпачок длинный 1штука, колпачок короткий 1штука, сопло керамическое №4,5,6,7 по 1штуке, держатель цанги 3,2мм 1штука, цанга 1,6; 2,4; 3,2мм по 1штуке, вставка магистральная ВМ 35х50 1штука, вольфрамовый электрод WT-20 1,6мм 1штука.
* — Повторно-кратковременный режим работы считать при цикле 10 минут без отключения установки от сети во время паузы.
Сварочный аппарат TIG-200P AC/DC BIMArc предназначен для аргонодуговой сварки неплавящимся электродом на постоянном/переменном токе всех видов металлов и сплавов (TIG) и для ручной дуговой сварки покрытым электродом (ММА).
Вид климатического исполнения установки У3 ГОСТ 15150-69. Установка предназначена для работы в закрытых помещениях. Группа условий эксплуатации по механическим воздействиям – М1 по ГОСТ 17516.1-90.
Стандартная комплектация: горелка SR-26 (4м), кабель обратный с клеммой заземления (3м), колпачок длинный 1шт., колпачок короткий 1шт., сопло керамическое №4,5,6,7 по 1шт., держатель цанги 3,2мм 1шт., цанга 1,6; 2,4; 3,2мм по 1шт., вставка магистральная ВМ 35х50 1шт., вольфрамовый электрод WT-20 1,6мм 1шт.
Характеристики
| Наименование параметра | Значение | |
| TIG | MMA | |
| Напряжение питающей сети, В | 220±15% | |
| Частота питающей сети, Гц | 50/60 | |
| Вид электрической сети | однофазная | |
| Номинальный первичный ток, А | 19,5 | 31,6 |
| Максимальный первичный ток, А | 28 | 43,5 |
| Номинальная мощность, кВА | 4,3 | 7 |
| Максимальная мощность, кВА | 6,1 | 9,6 |
| Номинальное напряжение дуги, В | 16,2 | 26,2 |
| Диапазон регулирования свар. тока, А | 10~200 | |
| Пределы регулирования пульса, % | ||
| Напряжение на холостом ходу, В | 56 | |
| Диапазон нарастания тока в начале сварки, с | ||
| Диапазон спадания тока по окончании сварки, с | 0~15 | |
| Режим работы, ПВ=60%* | 200А/18В | 200А/27,9В |
| Режим работы, ПВ=100%* | 155А/16,2В | 155А/26,2В |
| Коэффициент мощности | 0,73 | |
| Класс изоляции | F | |
| Класс защиты | IP21 | |
| Продолжительность продувки после сварки, с | 0~10 | |
| КПД, % | 80 | |
| Габаритные размеры (ДхШхВ), мм | 498х328х302 | |
| Масса, кг | 20 |
1 – ручка для транспортировки
2 – выключатель питания
3 – светодиодный индикатор «Перегрев»
4 – переключатель вида сварки (ММА/ТИГ)
5 – регулировочная ручка «Сварочный ток пауза»
6 – гнездо панельное «-»
7 – разъём для подключения горелки
8 – разъём кнопки горелки
9 – гнездо панельное «+»
10 – регулировочная ручка «Сварочный ток»
11 – регулировочная ручка «Частота импульса»
12 – переключатель режимов 2Т/4Т
13 – регулировочная ручка «Время спада тока»
14 – переключатель режимов TIG сварки: импульсная сварка/сварка без импульса
15 – регулировочная ручка «Начальный ток»
16 – переключатель рода сварочного тока AC/DC
17 – разъём дистанционного управления
18 – переключатель местное/дистанционное управление
19 – регулировочная ручка «Режим импульсов»
20 – регулировочная ручка «Баланс полярности»
21 – регулировочная ручка «Газ после сварки»
22 – дисплей
Основные преимущества сварочного аппарата TIG-200P AC/DC BIMArc:
- низкое энергопотребление;
- малый вес и габаритные размеры;
- цифровая индикация сварочного тока;
- наличие пульсирующего режима сварки;
- широкий диапазон регулирования сварочного тока;
- бесконтактный поджиг дуги в режиме ТИГ на переменном и постоянном токе;
- легкое возбуждение и устойчивое горение дуги;
- наличие термозащиты от перегрузки;
- быстроразъемные и безопасные токовые разъемы;
- современная конструкция панели управления.
В режиме аргонодуговой сварки TIG-200P AC/DC BIMArc обеспечивает:
- плавную регулировку времени нарастания тока в начале сварки (плавная регулировка начального тока сварки во всем диапазоне позволяет выбрать наилучший режим поджига дуги в зависимости от вида выполняемых работ);
- плавную регулировку тока сварки;
- плавную регулировку времени спада тока в конце сварки;
- плавную регулировку времени подачи газа после сварки;
- возможность работы в режимах «длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим);
- регулировку оптимального соотношения очищающей и проплавляющей способности дуги в режиме ТИГ-AC. При сварке в режиме ТИГ на переменном токе регулировка баланса влияет на проплавление и очистительный эффект;
- плавную регулировку частоты, величины импульса и величины паузы сварочного тока в пульсирующем режиме сварки;
- плавную регулировку тока короткого замыкания (режим «ARC FORCE»).
Торговый дом «УИК» предлагает купить строительные материалы и оборудование по выгодной цене. Наш профиль – комплектация строительства. Компания ориентирована на долгосрочное сотрудничество и работает на рынке более 5 лет.
Сварочный аппарат TIG-200P AC/DC, BIMArc – выбор профессионалов! Чтобы купить продукцию , оставьте заявку на сайте. В сжатые сроки мы организуем доставку строительного оборудования и материалов в ваш город.
Самопроизвольное Отключение Сварочного Аппарата
Сильное Гудение Трансформатора
Чрезмерный Нагрев Сварочного Аппарата
Низкое Значение Сварочного Тока
Плохая Регулировка Сварочного Тока
Внезапный Обрыв Сварочной Дуги И Невозможность Зажечь Ее Снова
Потребление Большого Тока Из Сети При Отсутствии Нагрузки
Автомагнитола Вообще Не Включается
А9 (Не Al9 А Именно А9)
Загорается Код Ошибки А9 И Все. Аппарат Не Работает.
Нет Регулировки Тока Дуги
На Табло Задания Тока Дуги Нули, На Вращение Потенциометра Регулировки Уставки Тока Не Реагирует
Сгорели Транзистор Rjh60F7
Отсутствие Первичного Импульса
Fubag Ts-Mig 190
Пошёл Дым Из Главного Тансформатора
Кратон Wt 180
Вышел Из Строя Переключатель
Сгорел Транзистор Не Понятная Маркировка 1D22Ay Первая Строка И Третья 90C Подскажите Пожалуйста Полностью Маркировку
Включил И Аппарат Стрельнул
Не Работает Как Полуавтомат
Второй Раз Выходит Из Строя Соленоидный Клапан
Нет Дуги
Включаем Все Работает Адыги Нет
Нет Тока На Выходе Клемм Пуско Зарядного Устройства
Сгорели Транзисторы Fgh60N60Smd
Не Работает Режим Tig
Нет Напряжения На Вых Саи
Вентилятор Работает
Нет Подачи Газа В Зону Сварки
Не Работает Управление Включением Клапана Подачи Газа
Не Включается Вентилятор
Не Работает Вентилятор
С Платы Отцепили Все Провода
Теперь Не Знаем Кокой Куда
Горит Индикатор О. С, Гудит Но Неварит, Пропала Масса
Включается Но Когда + К — То Неварит А Загорается Индикатор О. С Подскажите Что Делать?
Сварочник Fubag Ir 220
Не Включается Вообще. На Реле Приходит 121В И Дальше Ничего. Подскажите В Чём Может Быть Причина?
Горят Оба Диода, Сеть И Рядом Жёлтая
Вентилятор Работает На Провода Нет Напряжения, То Есть Нет Дуги, Что Делать?
Бестмини 180
Аппарат Включается, Вентиляторы Работают, Но Не Варит Так Как На Дисплее Пишет «Напр. Слабое». В Чем Может Быть Причина?
Ошибка
0215
Внезапный Обрыв Сварочной Дуги
При Сварке Происходит Внезапный Обрыв Дуги,При Чем Все Клеммы И Разъемы Правильно Подключены
Фубаг Интиг 200 Ас Дс
Лампа Сети Горит Аппарат Не Включается Табло Не Горит Вентилятор Не Работает Перед Этим Поставил На Постоянном Токе Максимальное Количество Герц Немного Поработал Загорелась Ошибка На Кнопки Не Реагировал Выключил Клавишей И Больше Не Включается Только Го
Сразу После Подключения Загорелся Индикатор «Защита», На Дисплее Напряжения Горит Eo2, Ни Один Регулятор Не Реагирует, Характерных Звуков При Включении Данного Аппарата В Сеть Не Обнаружилось!
Приобретался В Сети Дилерских Центров «Svarbi- Спб» На Уманском Пер..д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083
Плохой Розжиг Дуги
Особенности металлов

Алюминий — легкий металл серебристого цвета с матовым тусклым отливом. Температура плавления около 660°C. Плотность примерно 2700кг/м³. Обладает высокими показателями по электропроводности. Хорошо проводит тепло. Легко вступает в реакцию со многими минеральными кислотами и кислородом. Пластичен, легко гнется.
Но у него есть одна особенность — металл и сплавы на его основе покрыты защитной пленкой, предохраняющей от коррозии. Это вещество относится к группе тугоплавких материалов: температура плавления 2050-2100°C. Такие особенности создают технологические трудности при обработке алюминия термическим способом, то есть при сварке.
Нержавеющая сталь — группа коррозионно-стойких сталей. Основное преимущество — противостояние агрессивным средам при нормальных условиях или повышенных температурах. В последнем случае материал подразделяется на:
- Жаростойкий — свойство противостоять коррозионному разрушению при высоких температурах.
- Жаропрочный — свойство сохранять прочностные характеристики при повышенных температурах.
Такие характеристики сталь получает при введении в состав легирующих добавок (хром, никель, молибден, титан, ниобий) и последующей специальной обработке. Последняя создает в изделии прочную межкристаллическую структуру. Но трансформируется при тепловом воздействии. Поэтому при проведении сварочных работ требуется соблюдать определенные требования.
Как варить алюминий аргонодуговой сваркой
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Режимы сварки
Особенности технических свойств металла вызвали в свое время появление специальных сварочных технологий:
- MMA — режим ручной электродуговой сварки нержавеющим электродом.
- MIG/MAG — сварка на полуавтоматическом аппарате с использованием инертного газа в качестве защиты.
- TIG — соединение металлов вольфрамовым неплавящимся электродом в облаке защитного газа и без оного.
Отдельно режимы могут применяться для каждого металла. Например, нержавеющую сталь соединяют в режиме MMA посредством электрода из соответствующего материала. Но это не применимо для алюминия. Кроме этого, сталь сваривают на постоянном токе обратной полярности, что также не подходит легкому металлу.
Особенности процессов
Сложности при сварке объясняются свойствами металлов:
- Нержавеющая сталь. Наличие легирующих добавок (до 20%) придает материалу негативные свойства (для сварочного процесса):
- Снижение теплопроводности (до 2 раз) по сравнению с обычными сталями. Это может вызвать местный перегрев, ведущий к разрушению межкристаллических связей.
- Увеличение коэффициента линейного расширения. Следствие — усадка металла, появление деформаций вплоть до растрескивания.
- Повышенное электрическое сопротивление. Результат — нагрев электрода и расплавление до окончания операции.
- Алюминий и сплавы. Особенности технологии соединения:
- Теплопроводность. При соединении толстых деталей часть тепла будет интенсивно отводиться вглубь изделия. Шов станет рыхлым, непрочным.
- Разница в температурах плавления защитной пленки (2100°C) и металла (660°C). При постоянных токах малой величины процесс почти неосуществим.
- Химическая активность. Алюминий активно вступает в реакцию с кислородом воздуха, поэтому зону сварки необходимо изолировать.
Разрушению пленки способствует выбор работы на переменном токе (нержавейка — на постоянном).
Как выбрать аппарат
Перед тем, как приобретать сварочный аппарат, нужно определить те работы, которые будут им осуществляться. Чаще всего в домашних условиях или на даче приходиться варить не цветные металлы, а сталь. Для этого можно приобрести инверторы с возможностью ручной сварки с обычными плавящимися электродами (ММА). Для сварочных работ по алюминию такие приборы должны обладать функцией тиг сварки.
Как вариант, можно приобрести полуавтомат с дополнительным подключением газового оборудования. Такие сварочные инверторы позволяют без проблем сваривать тонкостенные детали, а также варить черные металлы. Сварочный инвертор с полуавтоматическим режимом чаще всего используют при ремонте автомобилей.
Если спектр сварочных работ планируется очень широкий, то лучшим вариантом станет универсальный инвертор 3 в 1, где в функции входят все возможности сварки: ручная дуговая, полуавтоматическая и аргоновая. Однако стоит учитывать, что ценовая политика на такой прибор выше остальных.
Для большей универсальности инвертор должен обладать переключением тока с переменного на постоянный. Тогда, кроме алюминия, можно сваривать конструкции из нержавеющих и легированных сталей.
Также при выборе и покупке обязательно нужно обратить внимание на максимально допустимый ток (лучше всего не менее 250 А), а также мощность аппарата.
Обязательно для сварки в аргоне аппарат должен иметь встроенный осциллятор. Этот элемент позволяет разжигать дугу в аргоновой среде (что без него сделать очень затруднительно).
От мощности прибора будет зависеть расход электроэнергии, что особенно важно для домашней мастерской.
К инвертору для сварки аргоном нужна дополнительная комплектация. Это горелка с вольфрамовыми (неплавящимися) электродами, а также газ (аргон).
Производителей сегодня огромное количество, если денег недостаточно, то можно приобрести китайский аналог одного из ведущих брендов (многие производства сварочного оборудования вынесены в Китай).
Лучшими образцами инверторов для сварки аргоном будут оригинальные ESAB, Kaiser, Resanta. Но ценовая политика за такие бренды начинается от 300 долларов и выше.
Не стоит сразу же отбрасывать приборы отечественного производства, попадаются довольно неплохие образцы за приемлемую стоимость.
И главный совет — насколько вообще вам целесообразно приобретать аппарат с возможностью аргоновой сварки? Ведь чаще всего придется сваривать стали, а обычные электродуговые инверторы стоят дешевле. Если нужно просто делать мелкий ремонт, то не проще ли купить новую вещь или использовать пайку?
Сварочное оборудование для сварки деталей из алюминия более необходимо при профессиональной работе. Если на использовании такого аппарата не зарабатывать, то его покупка просто не нужна. К тому же, кроме самого инвертора, постоянно нужно приобретать расходные материалы (электроды и газ), которые также стоят денег.
Также обязательно потребуется покупка присадочных прутков для создания качественного сварного шва.
Однако, если Вы решили сделать собственную мастерскую более универсальной, то лучше всего подойдет инвертор с функцией 3 в 1.
Кроме аргона можно использовать другие виды газов, например, гелий, азот или углекислый. Главное, что это обеспечить защитную зону от доступа воздуха.
А что Вы думаете по поводу выбора инвертора с функцией аргоновой сварки? Насколько целесообразно приобретение такого аппарата для домашнего пользования? Если у Вас иметься опыт по покупке и эксплуатации таких приборов, поделитесь им в блоке комментариев к этой статье.
Используемое оборудование
Для работы с алюминием и нержавейкой используются:
- Сварочный трансформатор. Работает только в режиме MMA. Вполне годится для работ с нержавеющей сталью посредством соответствующих электродов. Необходимо принять во внимание особенности материала и использовать требуемые режимы:
- Электрод должен быть коротким (иначе расплавится до окончания процесса).
- Сила тока уменьшается до 20%, по сравнению с обычными сталями.
- Увеличить зазоры между изделиями во избежание деформационных процессов.
- Необходим практический опыт.
Сварочный трансформатор для работ с алюминием применять возможно, но с созданием защитной среды и высокой квалификацией сварщика.
- Выпрямитель. Работает во всех трех режимах. Годен для соединения алюминия или нержавейки. Относится к профессиональному оборудованию. Эффективен при сетевом напряжении 380В. Требует определенной квалификации сварщика. Стоит дороже, чем бытовой трансформатор или инвертор в 2-5 раз.
- Инвертор. Используется для всех режимов:
- Ручная сварка всеми типами электродов.
- Полуавтоматическое соединение металлов посредством проволоки в облаке газа или без оного.
- Соединение металлов вольфрамовым стержнем с применением инертного газа.
На базе инвертора производятся:
- Сварочный инвертор MMA.
- Инвертор TIG.
- Инвертор MIG/MAG.
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.
Рекомендации по выбору
Для применения в быту сварочный аппарат для сварки алюминия и нержавейки должен отвечать ряду критериев:
- иметь возможность выполнять обе операции;
- работать от сети 220В;
- не зависеть от перепадов напряжения;
- быть максимально простым в управлении;
- совмещать два или три режима;
- вырабатывать постоянный и переменный ток;
- быть максимально недорогим.
Сварочный трансформатор
Вырабатывает только переменный ток.

Можно соединять нержавеющую сталь посредством электрода из такого же материала или более насыщенного лигатурой. Качественная сварка алюминия практически недоступна большинству из пользователей такого прибора.
Сварочный выпрямитель
Доступны все три режима сварки. Большинство агрегатов требуют сети в 380В. Аппараты на 220В, обладая всеми функциями, имеют малый ПВ (до 10%). То есть, после непрерывной работы в течение 1 минуты, 9 минут понадобятся для охлаждения. Повышение мощности приводит к еще большему снижению показателей ПВ.
Склонны к перегреву. Чувствительны к изменениям напряжения в электросети. Необходим начальный опыт работы.
Инвертор
Обеспечивает три режима сварки (в зависимости от модели). Широкий выбор моделей с питанием 220В. Переносят изменение напряжения в диапазоне ±15%.

Инверторный аппарат — самый удобный для сварки нержавейки и алюминия в бытовых условиях:
- устойчив к колебаниям напряжения в сети;
- сочетание «3 в 1» или «2 в 1» позволит сэкономить финансовые ресурсы при покупке;
- широкий ряд моделей;
- доступность электродов, газа и других комплектующих;
- легкое вхождение в работу — освоение аппарата возможно за несколько часов;
- наличие в приборах полезных опций («антизалипание электрода», «быстрый старт», «форсаж дуги»)»
- функция защиты от перегрева и пиковых нагрузок.
Цена аппарата напрямую взаимосвязана с его мощностью. Поэтому оцените объемы работ и перенесите на функциональные возможности агрегата. Но имейте в виду, что при нормальных режимах эксплуатации более мощный прибор прослужит значительно дольше.
Выбор прибора — ответственная задача. Если у вас есть информация, которая будет полезна нашим читателям, то можете оставить ее в блоке «комментарии».
Регуляторы параметров сварки
Аппарат для сварки алюминия аргоном имеет больше настроек, в отличие от стандартного инвертора ММА.
- Регуляторы основного сварочного тока. Позволяют выставить показатели силы тока при сварке (Ампер).
- Установки стартового электрического тока.
- Таймер, устанавливающий время для спада тока.
- Реле подачи газа. Устанавливает временные интервалы продувки аргона.
- Форсаж дуги. Форсирует поджигание электрической дуги.
- Регуляторы импульсного тока и балансиры.
- Установки полярности.
- Таймер подачи газа.
С помощью этих регулировок устанавливаются параметры для сварочного процесса.
Алюминий варят переменным током с высокой частотой зажигания дуги! Инверторы с такими настройками позволят регулировать баланс и напряжение электричества.
Также такие установки позволяют сварщику контролировать электрическую дугу, фокусируя ее по ширине. Это позволит варить металл в труднодоступных местах или же тонкостенные конструкции.
Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края. Также можно поработать напильником.
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Таблица:
| Способ формирования шва | Сила тока, А | Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм |
| С отбортовкой кромок | 45–50 | 1,0 | 1,0 | — |
| 70–75 | 1,5 | 1,6–2,0 | — | |
| 80–85 | 2,0 | 1,6–2,0 | — | |
| Встык, односторонний | 55–75 | 2,0 | 1,5–2,0 | 1,0–2,0 |
| 100–120 | 3,0 | 3,0–4,0 | 2,0–3,0 | |
| 120–150 | 4,0 | 3,0–4,0 | 2,0–3,0 | |
| Встык, двусторонний | 120–180 | 4,0 | 3,0–4,0 | 3,0–4,0 |
| 200–250 | 5,0 | 4,0–5,0 | 3,0–4,0 | |
| 240–270 | 6,0 | 4,0–5,0 | 3,0–4,0 |
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока > 150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Сварка алюминия и алюминиевых сплавов — непростая задача. Это обусловлено свойствами и высокой химической активностью металла.
На воздухе на поверхности заготовки моментально образуется защитная тугоплавкая и плотная оксидная пленка, которая затрудняет сварочный процесс. И если температура плавления алюминия — 6600С, то у его оксида она составляет уже 20440С. Эта же оксидная пленка становится источником водорода — причины образования пор в сварном соединении.
При использовании технологии сварки TIG аргон сводит к минимуму попадание кислорода в сварочную ванну, разрушается оксидная пленка на поверхности алюминия и снижается риск возникновения пористости.
Плюсы аргонодуговой сварки:
- минимум брызг;
- регулировка тока в соответствии с задачей и подача присадки строго в необходимом количестве;
- стабильная сварочная дуга;
- сварка во всех положениях;
- формирование чистого аккуратного шва;
- равномерный глубокий провар и надежные соединения.

Особенности алюминия и его сварки
Главная проблема в сваривании алюминиевых деталей кроется в его свойстве образовывать оксидную пленку под воздействием температуры и атмосферного кислорода.

Сам металл плавиться при 660 градусах, а оксиды — более 2000°. Именно эта пленка не позволяет качественно проварить материал и, как результат, шов получается менее прочным.
Для соединения алюминия используется технология сварки в защитной среде из инертных газов. Чаще всего применяют аргон. Естественно, для этого нужно оборудование, которое отличается от обычных электродуговых аппаратов.